中日粗糙度对照
粗糙度对比

中日表面粗糙度对照表 日本 1.6S ▽▽▽ 3.2S ▽▽▽ 6.3s ▽▽▽ ▽▽▽ 12.5s ▽▽ 25s ▽▽ ▽▽ 50s ▽ 100s ▽▽中国 0.4 ▽0.8 1.6 3.2 6.3 12.5轮廓最大高度 Ry 的分段值 轮廓算术平均偏差Ra 的分段值三角符号0.1S0.2S 0.4S 0.025a 0.05a 0.1a0.8S 0.2a 1.6S 3.2S 6.3S 0.4a 0.8a 1.6a12.5S 25S 3.2a 6.3a 50S 100S12.5a 25a■轮廓算术平均偏差(Ra)与原来表示方法的关系(参考数据) 轮廓算术平均偏差Ra 轮廓最大高度 Ry 微观不平度十点高度 Rz JISRy·Rz JIS 的 取样长度 l(mm) 原来加工表面粗糙度代号标准数列 取样长度 λc(mm) 标准数列 0.012a 0.08 0.05s 0.05z 0.08 ▽▽▽▽0.025a 0.250.1s 0.1z 0.05a 0.2s 0.2z 0.250.1a 0.80.4s 0.4z 0.2a 0.8s0.8z 0.80.4a 1.6s 1.6z ▽▽▽0.8a 3.2s 3.2z 1.6a 6.3s6.3z 3.2a 2.512.5s 12.5z 2.5▽▽ 6.3a 25s 25z 12.5a 8 50s50z ▽25a 100s 100z 8 50a 200s 200z -100a-400s400z-日本标准中国标准▽▽▽▽▽▽▽▽▽▽各种表面粗糙度的计算方法与三角符号的关系种类代号计算方法说明图最大高度Ry如图示,沿粗糙度曲线的中心线方向取一段基准长度,最大波峰加上最大谷底的高度就最大高度,用μm表示,取样时注意避开全是波峰没有谷底的部分。
十点平均粗糙度Rz如图示,沿粗糙度曲线的中心线方向取一段基准长度,用5个最高波峰的平均高加上5个最深谷底的平均高度就是十点平均粗糙度,用μm表示。
中美日粗糙度对照表

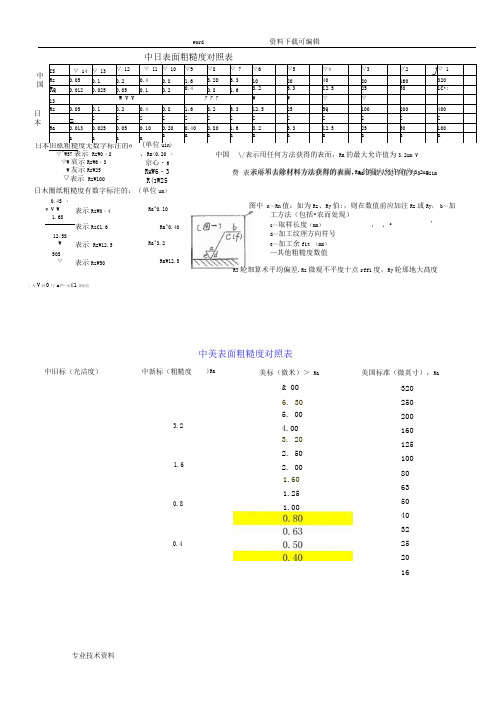
中日粗糙度对照表中美表面粗糙度对照表
中国旧标准 ( 光洁度 ) 中国新标
准 ( 粗
糙度 )Ra
美国标
准 (微
米 ),
Ra
美国标准
( 微英
寸 ),Ra
▽ 4 6.3 8.00 320 6.30 250
▽ 5 3.2 5.00 200 4.00 160 3.20 125
▽ 6 1.6 2.50 100 2.00 80 1.60 63
▽ 7 0.8 1.25 50 1.00 40 0.80 32
▽ 8 0.4 0.63 25 0.50 20 0.40 16
中美表面粗糙度对照表
中美表面粗糙度对照表
中国旧标准
( 光洁度)
中国新标准( 粗糙度)Ra 美国标准(微米 ),Ra 美国标准( 微英寸),Ra
▽ 4 6.3 8.00 320 6.30 250
▽ 5 3.2 5.00 200 4.00 160 3.20 125
▽ 6 1.6 2.50 100 2.00 80 1.60 63
▽7 0.8 1.25 50 1.00 40 0.80 32
▽8 0.4 0.63 25 0.50 20 0.40 16
欧洲粗糙度标注
N12 50
N11 25
N10 12.5
N9 6.3
N8 3.2
N7 1.6
N6 0.8
N5 0.4
N4 0.2
N3 0.1
N2 0.05
N1 0.025
粗糙度分级和我国一样,只是符号不同.
倒三角的标注和俩个、三个连续倒三角的的标注是表面粗糙度,是日本旧标注法,倒三角相当于25,12.5;俩个连续倒三角相当于6.3,3.2;三个连续倒三角相当于1.6,0.8,0.4。
中美日粗糙度对照表

中日粗糙度对照表中美表面粗糙度对照表中国旧标准 ( 光洁度 ) 中国新标准 ( 粗糙度 )Ra 美国标准 (微米 ),Ra美国标准 ( 微英寸 ),Ra8.00 320 ▽ 46.36.30 250 5.00 200 4.00 160 ▽ 5 3.23.20 125 2.50 100 2.00 80 ▽ 6 1.61.60 63 1.25 50 1.00 40 ▽ 7 0.80.80 32 0.63 25 0.50 20 ▽ 8 0.40.40 16中美表面粗糙度对照表中美表面粗糙度对照表中国旧标准中国新标准 ( 粗糙度 )Ra 美国标准(微米 ),Ra 美国标准 ( 微英寸),Ra ( 光洁度 )8.00 320▽ 4 6.36.30 2505.00 2004.00 160▽ 5 3.23.20 1252.50 1002.00 80▽ 6 1.61.60 631.25 501.00 40▽ 7 0.80.80 320.63 250.50 20▽ 8 0.40.40 16欧洲粗糙度标注N12 50N11 25N10 12.5N9 6.3N8 3.2N7 1.6N6 0.8N5 0.4N4 0.2N3 0.1N2 0.05N1 0.025粗糙度分级和我国一样,只是符号不同.倒三角的标注和俩个、三个连续倒三角的的标注是表面粗糙度,是日本旧标注法,倒三角相当于25,12.5;俩个连续倒三角相当于6.3,3.2;三个连续倒三角相当于1.6,0.8,0.4。
各国粗糙度对照表70042
word资料下载可编辑中日表面粗糙度对照表IS▽ i4 ▽ 13▽ 12▽ 11 ▽ 10▽9 ▽8 ▽ 7 ▽6▽5▽4▽3▽2 J▽ 1Rz0.05 0.1 0.2 0.4 0.81.6 3.2D 6.3 10 20 40 80 160 320 R Q 0.012 0.025 0.05 0.1 0.2 0.40.8 1.6 3.2 6.3 12.5 25 501C •:13 W V V 7 7 7 W W ▽ ▽Rz 0.05 0.1 0.2 0.4 0.81.6 3.2 6.3 12.5 25 5Q 100 200 400 z Z Z Z Z Z Z Z Z Z Z Z Z Z Ra 0.013 0.025 0.05 0.10 0.20 0.40 0.80 1.63.2 6.3 12.5 25 50 100a a a a a aaaaaaaaa中 国 日 本 日本田紙粗糙度无数字标注的« ▽"W57表示 RzW0・8 ▽W 哀示RzW6・3 W 友示RzW25 ▽表示 RzWlOO (单位uin)、Ra<0.20 ・ 京心・6R H W6・3 R(I W25 中国 \/表示用任何方法获得的表而,Ra 的最大允许值为3.2um V费 表示用不去除材料方法获得的表面,Ra 的最大允许值为3・2iim表示用去除材料方法获得的表面.Ra 的垠大允许伯为3.2um v V W 表示RzW0・4 Ra^O.lO 1.6S表示RzC1.6 Ra^0.4012.5SW 表示 RzW12.5 Ra^3.250S▽ 表示RzW50 RaW12.5、专V 对0「厂▲严—屮£1申出竝 日木圈纸粗糙度有数字标注的:(单位um ) 0.4S ・图中 n —Rn 值:如为Rz 、Ry 伯:,则在数值前应加注Rz 或Ry ; b —加工方法(包括•农而处现) c —取样长度(mm ) , 、• ' d —加工纹理方向符号 e —加工余fit (mm ) —其他粗糙度数值RT 轮畑算术平均偏差.Rz 微观不平度十点rffi 度,Ry 轮那地大髙度中美表面粗糙度对照表中旧标(光洁度) 中新标(粗糙度)Ra美标(微米)> Ra 美国标准(微英寸),Ra& 00 6. 30 3.25. 004.001.63. 20 2. 50 2. 00 0.81.60 1.25 1.000.4320 250 200 160 125 100 80 63 50 40 32 25 20 16word资料下載可編辑第3蛋公塑配合、形位公力及卷面祖報度表1-3 26各国表面粗槌度(光洁度)代号与鑒数数值的对照V国国血GB )031 S 3ISOR. R.或心老标准等级11I11代号 代号0-0120. 05 VJ40. 025 C. 0120. 1 ▽ 13 N10. 05 S 02S 0.2▽ 12N20. 1 0・05 04VIIN30・2 0. 1 0. 8VJON40・1 0.2 1. 6▽9 MS0・8 a 4 3. 2N61.6 0.S fi. 3 ▽ 7 N73-2 1. 6 12- 5 63 ▽ G N8& 33・22512. 5 V5N912-56・35025▽ 4N1025 12.5 100 50 ▽3 Nil50 25 200 10ft ▽ 2 N12100 50 d00 200 VI表 面 tJI 光 數 值 利 代 标淮 代吕 英 他ASAU46M982tnhi (/irn )1(0. 035)廻国DJNd763<1972)幹级 代号0. 042(0. 05)3S ・ 08.) 4(0』)5仁)【125)6(0・ “0)8(<)・ 20) 10《()・25) 13“・32》 16(.1). 40) 20(0・ 5(025(O ・63> 40( I)§0C].型 68(1 - 60) 30(2)100(2. 5)125(3. 2)M0(彳) 200(fi) 25O(G ・ 3)320(8〉400(10)5(>n(12・ 5) 600(16〉 8()0 <20^ 1000(25?^0.0120. 0250- 040 0. 063 0. )0 0-16 0. 25 a 40 0・63hO 1. G2、54-0 G. 3 10162540631001602500. 0061(>U16025040063010000- 10> > r >0. JC0.05aD ・20a0・40a0・80a6 3J. 60a0^ 0125a 0. 025a0.(】・4zU ・4,0. 8?3.Z26- 3s12. 5z<18^ > 25s 25z<35s)5Cs SDz?0z (70s) lOOz1005标记 示例尺mu)本OGOI-197G1. 6z3・2a〔!BQ Cl 00a)noz200z 280z560zJ40s 200s400s560s注,①GB 1031-83使用中,表®(机糙度的您用参数徂范固内为0. 025〜6・3pnx •乩为S 100-25pm ).推荐优先 选用R“ -般旧标椎S712推荐用RS -V3,V13~V14推荐用R”在轴承、仪我和木材制品中多 用参散gRa:轮廓算术平均偏差在取样长度轮廓偏距绝对值的算术平均值Rz:微观不平度十点高度在取样长度五个最大的轮廓峰高的平均值与五个最大的轮廓谷深的平均值之和。
表面粗糙度新旧、中美日对照表

Ra0.4 Ra0.8 Ra1.6 Ra3.2 Ra6.3 Ra12.5 Ra25 Ra50
精加工:精车\精刨\精铣\ 磨\铰\刮 精加工:精车\精刨\精铣\ 磨\铰\刮
美国标准 ( 微英寸 ) Ra 日本标准 表面 (微米 ),Ra ▽8 0.40 3.2 0.63 0.50 0.40 25 20 16 ▽ 500 ▽▽ ▽▽ ▽▽▽ ▽9 0.20 1.60 0.2 ▽10 0.100 0.80
表面光洁度 Ra 粗糙度 Rz
(微米 ),Ra 美国标准 ( 微英寸 ) Ra
光度描述
光洁度非常高,镜 面效果 光洁度较低,没有 砂纸纹 光洁度更低一级, 但没有砂纸纹
SPI(A2)
Ra0.01
SPI(A3)
Ra0.02
718SUPRE 300HB ME SPI(B1) SPI(B2) SPI(B3) Ra0.05 Ra0.1 Ra0.2 没有光亮度,有轻 微3000#砂纸纹 没有光亮度,有轻 微2000#砂纸纹 没有光亮度,有轻 微1000#砂纸纹 不辨加工痕迹的方 向 微辨加工痕迹的方 向 可辨加工痕迹的方 向
表面粗糙度Ra、Rz数值与光洁度对照换算关系
光洁度与粗糙度Ra、Rz数值对照换算表(单位:μ m)
中国旧标准 光洁度
中国新标准 Ra
▽1
50 200
▽2
25 100
▽3
12.5 50 12.5
▽4
6.3 25 8.00 6.30 320 250 ▽▽▽ ▽11 0.050 0.40 0.05
▽5
3.2 12.5 5.00 4.00 3.20 200 160 125 ▽▽▽ ▽12 0.025 0.20
▽6
1.60
粗糙度、光洁度、抛光级别对应表
抛光等级对照表
Polish Grade Comparision
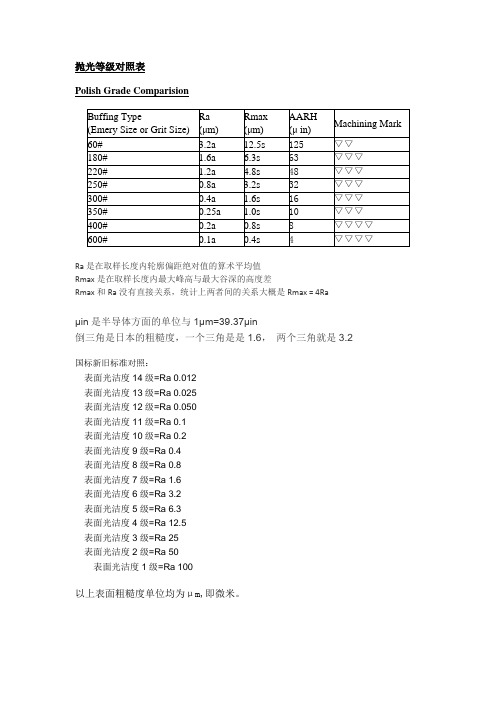
Ra是在取样长度内轮廓偏距绝对值的算术平均值
Rmax是在取样长度内最大峰高与最大谷深的高度差
Rmax和Ra没有直接关系,统计上两者间的关系大概是Rmax = 4Ra
μin是半导体方面的单位与1μm=39.37μin
倒三角是日本的粗糙度,一个三角是是1.6,两个三角就是3.2
国标新旧标准对照:
表面光洁度14级=Ra 0.012
表面光洁度13级=Ra 0.025
表面光洁度12级=Ra 0.050
表面光洁度11级=Ra 0.1
表面光洁度10级=Ra 0.2
表面光洁度9级=Ra 0.4
表面光洁度8级=Ra 0.8
表面光洁度7级=Ra 1.6
表面光洁度6级=Ra 3.2
表面光洁度5级=Ra 6.3
表面光洁度4级=Ra 12.5
表面光洁度3级=Ra 25
表面光洁度2级=Ra 50
表面光洁度1级=Ra 100
以上表面粗糙度单位均为μm,即微米。
技术图纸中日文翻译对照汇总

5页 共6页 65 (1) 物品名称: (2) 材质:AISI 1514 (相当于SMn438) (3) 制造商:HUCK (株) (4) 采购方:日本ドライブイット(株) (5) 表面处理: 66 线材标号用黑色油漆或者是黑色印章。 67 (1) 名称: (2) 材质:AISI 1010 (相当于S10C) (3) 制造商:HUCK (株) (4) 采购方:日本ドライブイット(株) (5) 表面处理: 68 EMC对策用金属 密封套(A型) 69 AB D C1CF A固定螺母(防松螺母)B垫片 D封条C1封条圈环C本体F密封螺母 70 作业 商品号 封条 形状 螺钉名称 商品号 电线尺寸 螺栓 外径 安装 洞径 螺钉长度C2mm 扳手尺寸 A部/F部 包装单位(个) 参考紧 固扭矩 N·m 参考 尺寸 Lmm 71 作业 编号 大小 t 内螺纹 72 没有 73 表面粗糙度对应表(ISO.JIS) 74 盾牌类型的铆钉 75 圆形头,和盘子头
版本/版次 A/0
1页 共6页 技术图纸中日文翻译对照 序号 日文 中文 1 硬度(アスカc)32°±5(JIS A约20°) 2 周围覆盖被膜,被膜厚度0.2mm 3 颜色:砖块颜色 4 耐热温度:180°C 5 供应商:西山 6 图示内弯曲半径见下表 7 适用材质SPCC,SS400,SUS 8 材质及名称 9 原材料尺寸及其它 10 质量MS(kg) 11 开,关文字的大小为7×7 12 外表使用布料即可 13 开,关文字及框制成凹下去,用粗黑字体,黑色油漆烧接 14 箭形符号制成凹下去,黑色油漆烧接 15 编号1和编号2要对称(但是,文字参照图示) 16 追加编号2 17 海绵(硅氧橡胶,挤出)
版本/版次 A/0
4页 共6页 57 1.机器性质如下: (1)张驰力度:(如左示) (2)耐力:(如左示) (3)伸展:8%以上 2.根据断面AA所示形状,挤出后加弯。 58 款式:KE-4890G 制造商:信越シリコーン(硅酮) 类别:1液型RVT橡胶 包装外形:能装140g的软管 特征: (1)降低低分子 (2)UL认定品(UL94V-0)难燃性 性能 (1) 绝缘性:25kv(1mm) (2) 指触干燥时间:6分钟 (3) 黏性:1.2~1.4mpa (张力速度50mm/min) 59 材质: 压缩力:长10cm的25%压缩力为650~850g 橡胶硬度:20°± 5° 颜色:黑色 长度:指定长度以上 其它:周围覆盖被膜 60 预计长度为10cm 61 铆钉图纸编号3E803057 62 弯曲R指板厚 63 商品号 编号 数目 名称 材料 1 1 1式 框架 A5052P-0.08T 2 2 滤波器 聚酰胺PS/150 3 8 普通铆钉 (AD-43) 4 2 打褶 铁纱 SUS 2.5筛孔¢1.5 64 1. 编号2~5,根据附属螺帽固定在商品号1。 2. 编号2和编号5的安装洞径相同,安装时需注意。 3. A作业时,编号2~5另做安排。
粗糙度、光洁度、抛光级别对应表-玻璃光洁度等级-300目粗糙度

抛光等级对照表
Polish Grade Comparision
Ra是在取样长度内轮廓偏距绝对值的算术平均值
Rmax是在取样长度内最大峰高与最大谷深的高度差
Rmax和Ra没有直接关系,统计上两者间的关系大概是Rmax = 4Ra
μin是半导体方面的单位与1μm=39。
37μin
倒三角是日本的粗糙度,一个三角是是1。
6,两个三角就是3。
2
国标新旧标准对照:
表面光洁度14级=Ra 0.012
表面光洁度13级=Ra 0。
025
表面光洁度12级=Ra 0。
050
表面光洁度11级=Ra 0。
1
表面光洁度10级=Ra 0。
2
表面光洁度9级=Ra 0。
4
表面光洁度8级=Ra 0。
8
表面光洁度7级=Ra 1.6
表面光洁度6级=Ra 3.2
表面光洁度5级=Ra 6.3
表面光洁度4级=Ra 12.5
表面光洁度3级=Ra 25
表面光洁度2级=Ra 50
表面光洁度1级=Ra 100
以上表面粗糙度单位均为μm,即微米。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
平面表面粗糙度比较样块-日本金属电铸(JIS标准)
详细信息
品牌:符合JIS标准
型号:平面表面粗糙度比较样块
价格:CNY 0
最少订量:1
のアラサ標準片は、加工方法、粗さの規格毎に20種類の製品があります
大至可分为平面(主要加工平铣) 圆筒(主要加工车床),放电加工表面、铸造表面、气体切断表面,有气体溶断表面等等。
关于各个选定,参考请下面
产品用途:
型式加工法▽ ▽▽▽▽ ▽▽▽ ▽▽ ▽ 摘要
Rmax 0.2S 0.4S 0.8S 1.6S 3.2S 6.3S 12.5S 18S 25S 35S 50S 100S
Ry Rz 0.2 0.4 0.8 1.6 3.2 6.3 12.5 18 25 35 50 100
平面ペーパー仕上○ 2枚1組
研削○ ○ ○ ○ ○ ○
形削り○ ○ ○ ○ ○
フライス○ ○ ○ ○ ○ ○
正面フライス○ ○ ○ ○ ○ ○
円筒外面研削○ ○ ○ 1枚
丸削り○ ○ ○ ○ ○ ○ ○ ○ ○
手仕上面ペーパー仕上○ ○ ○ ○ ○ 1枚
ヤスリ仕上○ ○ ○ ○ ○
教材用
平面ペーパー仕上○ ○ ○ 1枚
研削○ ○ ○
形削り○ ○ ○
ヤスリ仕上○ ○ ○
FLAT
SURFACE
(平面) P Rrms 5 2枚1組
GROUND Rrms 6 12 24 58 95 265
SHAPED Rrms 68 130 260 590 1200
ENDMILLED Rrms 20 35 80 135 260 540
MILLED Rrms 16 35 65 130 260 530
CYLINDROCAL
(円筒外面) GROUND Rrms 5 12 24 1枚
TURNED Rrms 17 34 70 130 190 260 380 530 990
ラップ仕上面▽ ▽▽▽▽ 1枚
Rmax 0.2S 0.4S 0.8S
RyRz 0.2 0.4 0.8
放電加工面▽ ▽▽▽ ▽▽ ▽ 1枚
Rmax 3.2S 6.3S 10S 12.5S 15S 18S 25S 35S
Ry Rz 3.2 6.3 10 12.5 15 18 25 35
ガス切断A切断面 0.10m/m 0.12m/m 0.16m/m 0.25m/m 0.60m/m 1枚
ガス切断B切断面 0.04m/m 0.05m/m 0.10m/m 0.12m/m 0.18m/m 1枚ガス溶断面
A、B 溶断面 A 粗さ(R)スラグ(S) 2枚1組
1級50S 2級100S 3級200S 1級 2級 3級 4級
B平坦性(F)上縁の溶け(M)
15m/m≦板厚≦25m/m 板厚>25m/m
1級 2級 1級 2級 1級 2級 3級
鋼板仕上面
(塗装下)グラインダーRmax 25S 35S 70S 100S 2枚1組
サンダー 12μ 16μ 26μ 36μ
型式加工法▽ ▽▽▽▽ ▽▽▽ ▽▽ ▽ 摘要
Ra 0.1a 0.2a 0.4a 0.8a 1.6a 3.2a 6.3a 12.5a
番号 N3 N4 N5 N6 N7 N8 N9 N10
平面研削Ra○ ○ ○ ○ 1枚
平面形削りRa○ ○ ○ ○ 1枚
平面フライスRa○ ○ ○ ○ 1枚
平面正面フライスRa○ ○ ○ ○ 1枚
円筒外面研削Ra○ ○ ○ 1枚
円筒外面丸削りRa○ ○ ○ ○ 1枚
日本原装进口,符合国际标准
2. 回答人: 时间: 2008-08-01 13:12:19
图纸上△、△△及△△△代表表面粗糙度是多少
对应关系:
△:Ra25~12.5;
△△:Ra6.3~3.2;
△△△:Ra1.6~0.4;
△△△△:Ra0.2~0.0013。
另外,上面的图形应该是反过来的,。