大庆炼化公司35万吨催化重整装置2010年重整装置生产技术分析-大庆炼化杨明辉
催化重整装置产能
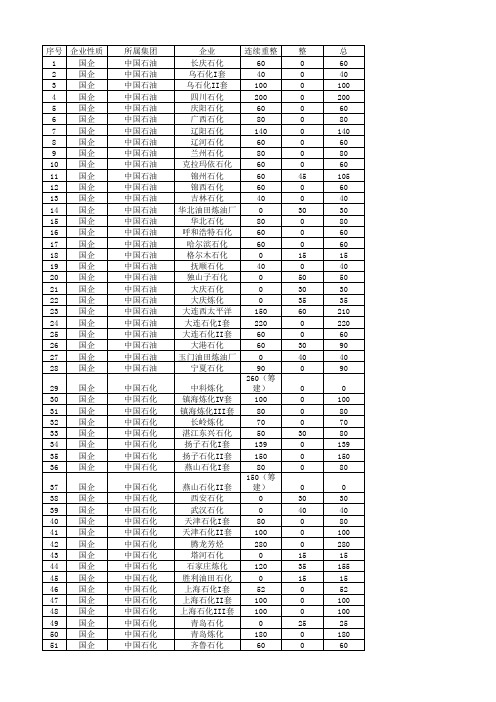
所属集团 中国石油 中国石油 中国石油 中国石油 中国石油 中国石油 中国石油 中国石油 中国石油 中国石油 中国石油 中国石油 中国石油 中国石油 中国石油 中国石油 中国石油 中国石油 中国石油 中国石油 中国石油 中国石油 中国石油 中国石油 中国石油 中国石油 中国石油 中国石油 中国石化 中国石化 中国石化 中国石化 中国石化 中国石化 中国石化 中国石化 中国石化 中国石化 中国石化 中国石化 中国石化 中国石化 中国石化 中国石化 中国石化 中国石化 中国石化 中国石化 中国石化 中国石化 中国石化 中国石化 中国石化
20 25 0 0 30 0 0 0 0 0 30 15 0 20 0 0 0 15 0 0 0 0 0 30 15 30 0 15 20 20 25 0 15 40 0 15 15 40 15 15 15 15 0 0 10 0 0
140 85 60 100 90 120 40 100 60 80 170 15 80 120 80 220 0 15 150 0 100 200 0 30 15 30 50 15 20 20 25 80 15 40 120 15 15 40 15 15 15 15 100 200 10 80 0
催化重整装置预加氢压降分析及对策
并联 阀 , 以降低 R 1 1 入 口压 力 。 3 0A
重 整 装 置 预 加 氢 系 统 设 置 脱 砷 反 应 器 R 11 3 0 A和 预加氢 反应器 R 1 1 3 0 B各 1台 , 能串 既 联 又 能并 联使 用 , 常生 产 时 串联投 用 。前 1台 正
1 预 加 氢 压 降 情 况
周 期预 加氢 压 降统计 见表 2 。
表 2 第 四周 期 预 加 氢 压 降统 计 表
20 0 8年 4月 1 、8 日分两 次 微 开 预 加 氢 41 1 3 反应器 R 1 1 3 0 B入 口并 联 阀 , 降 低 R 1 1 入 以 3 0A
口压 力 。 1 3 预 加 氢 压 降 分 析 .
20 0 7年 5月 1 1 和 1 1 两 次 微 开 03 4 3分
R3 0 B入 口并 联 阀 , 5月 3 微 开 R 1 1 11 在 11 3 3 0 A 出 口并 联 阀 。
12 2 第 四周期 预加 氢压 降统 计
20 0 7年 1 至 2 0 0月 0 8年 5月 装 置 第 四运 行
氢气液 分 离器 V3 0 12送 出 。生 产 中预 加 氢 高 分 V30 力控 制 恒定 , 加氢 系统压 降 为 预加 氢 12压 预
压缩机 C 1 1出 口压 力与 高 分压 力 的差 , 主要 30 其
其余 3 8 97催化剂 过筛 ; 预加 氢反 应 器 R30B内 11 38 97催化 剂上 部 lt 撇头更 换 , 余过筛 。 其
目前 该 重整 装 置 预 加 氢 压 降状 况 。
关键词 : 预加 氢; 催化剂 ; 压降
中 图分 类 号 : E9 6 T 6 文 献标 识码 : B 文 章 编 号 : 0 80 1 ( 0 10 —0 40 10 -5 12 1 ) 30 4 —4
炼油化工催化重整工艺技术措施
工艺管控炼油化工催化重整工艺技术措施薛治中(格尔木炼油厂,青海格尔木816000)摘要:炼油化工生产中的催化重整技术措施的应用,选择最佳的催化剂体系,对重油的催化裂化效果进行分析和评价,提高炼油化工生产的效益。
利用催化剂对烃类分子结构进行重新排列,得到新的化合物,满足炼油化工生产的技术标准,获得高辛烷值的汽油等产品,获得最佳的经济效益。
关键词:炼油化工;催化重整;工艺技术;措施催化重整工艺是炼油工艺的二次加工处理技术措施,将原材料进行催化重整处理,借助于催化剂的加氢裂化反应、脱氢环化反应或者异构化反应,得到苯、二甲苯以及高辛烷值的汽油等石油化工产品,达到石油化工生产的需要。
对炼油化工生产中的催化重整工艺技术措施进行研究,提高产品的收率,满足石油化工市场的需求。
1催化重整工艺概述石油化工催化重整工艺技术经历了不同的发展阶段,催化剂的选择从单一的金属铂催化剂,发展为双金属的催化剂,利用铂铼双金属材料作为催化剂,改善了催化剂的活动性和稳定性,进行催化重整生产,提高了炼油化工生产的效率。
又发展为催化剂能够在反应器和再生器之间的连续移动,经过多次的再生,获得催化剂再利用的机会,降低石油化工生产的成本。
催化重整的工艺包括重整的反应以及反应物的处理,进行催化剂的再生反应,获得最佳的生产效益,满足石油化工生产的技术要求。
选择不同的催化剂的再生方式,实施连续的催化剂再生工艺技术措施的研究,加快对石脑油的炼制,获得最佳的石油化工产品,达到石油化工生产的经济效益指标。
原料石脑油在进行催化重整之前,对其进行预处理,除去其中的氮、硫等杂质成分,分离出一定的馏分,保证后续生产工艺的顺利进行。
重整的过程是对烃类的分子结构进行重新排列的过程,通过催化剂的作用,加速原料油的异构化进程,应用催化重整的设备,对原材料进行预处理,催化重整的设计,对产品进行加氢和稳定处理,得到合格的产品,获得最佳的催化重整工艺的生产效率。
2炼油化工催化重整工艺技术措施对石脑油等原料进行预处理,预分馏处理能够分馏出一些馏分,预加氢处理,转化其中的硫、氮及氧的化合物,脱除其中的金属离子。
重油裂解装置开工生产总结
步回收再生烟气的热能 。 (】 7液化气脱硫醇 工艺采用碱洗+ 抽提工艺 , 技
重油裂解装置开工时系统所使用的催化剂为齐 鲁石化公司催化剂厂生产的 R G 新鲜催化 剂和 A M 长岭催化剂厂生产 的 C 一 0 C 2 D平衡催化剂, 比例 混兑 约为 h , 1生产中发现 , A 一 催化剂利于多产液化 RG1 气, 但对于 目 前所需要的多产柴油 、 少产液化气 的生
第l期黑龙江石油化工9重油裂解装置开工生产总结李明贾鸣春苏雨大庆炼化公司大庆163411摘要对l800kta重油裂解argg装置在开工生产中遇到的产品质量物耗能耗等问题及目前装置尚存在的问题作了系统的分析总结讨论了所采取的技术措施和对策
维普资讯
第 1 期
黑
间的调整 , 汽油的蒸气压满足了要求 , 液态烃 的各项
指标全部合格。
4 开工 中遇到 的 问题 41 加入 催化 剂的速 度 .
设计原料油性质和实际原料性质见表 3 从原料 , 的残碳值 比可以看出,实际生产所用的原料残碳值 比设计值低 , 原料的密度也相对较小, 明原料相对 说
较轻, 因而对产 品分 布也有 一定 的影 响。
再 生技术 。
螂
啦㈣
35 . 7 分馏塔顶 温度/ 16 0 丹馏塔 。嘲 顶 压 力 / a 0.7 MP 0 5
~ ㈣川 删
㈣
( 曲外取热器的设置能在较大的范 围内适应原料 性质和重油掺炼量的变化。 ( 采用吸收和脱吸分开的流程 ,吸收塔采用四 5 ) 个 中段冷却 , 以提高 C 的收率 , ( 设置单级烟机,回收再生烟气的压力能和热 6 ) 能, 带动轴流风机 ; 设置余热锅炉发生 中压蒸汽 , 进
环境保护部办公厅关于开展2010年度建设项目环境影响评价机构抽查的通知
环境保护部办公厅关于开展2010年度建设项目环境影响评价机构抽查的通知文章属性•【制定机关】环境保护部(已撤销)•【公布日期】2010.10.14•【文号】环办函[2010]1099号•【施行日期】2010.10.14•【效力等级】部门规范性文件•【时效性】现行有效•【主题分类】环境监测正文环境保护部办公厅关于开展2010年度建设项目环境影响评价机构抽查的通知(环办函[2010]1099号)各有关单位:为进一步加强建设项目环境影响评价资质管理,促进环境影响评价行业健康发展,根据《建设项目环境影响评价资质管理办法》(原国家环境保护总局令第26号)的有关规定,我部将于近期组织开展建设项目环境影响评价机构(以下简称“评价机构”)抽查。
现将有关问题通知如下:一、抽查方式及内容此次抽查采用现场检查与环境影响报告书(表)编制情况专项检查两种方式。
(一)现场检查我部会同检查单位所在地省级环保部门及部分专家组成检查小组,对部分评价机构环境影响评价工作进行现场检查(现场检查单位名单见附件一)。
现场检查内容包括各单位工作条件、工作质量、日常管理、人员配备以及从业行为等相关情况。
(二)环境影响报告书(表)编制情况专项检查抽查部分评价机构2009年主持完成的部分环境影响报告书(表)(专项检查单位名单见附件二),检查内容主要包括报告书(表)编制质量和规范性等相关情况。
二、抽查程序和时间安排(一)2010年10月25日至11月22日期间,我部组织对附件一中的单位进行现场检查,并现场抽取部分环境影响报告书(表)参加专项检查,现场检查的具体事项另行通知。
(二)2010年10月25日前,附件二中的单位应将抽取的环境影响报告书(表)原件以及相应的环境影响评价技术服务合同复印件和环境影响报告书(表)批复复印件各一份报送我部。
(三)2010年11月1日至12月30日期间,我部分批组织对抽取的环境影响报告书(表)进行专项检查;必要时,听取相关单位环境影响报告书(表)编制情况汇报。
催化裂化装置优化技术分析-收率与能耗
一、催化裂化装置能耗分析
影响的催化裂化装置能耗的第二大因素是装置 蒸汽输出量。由于重油催化裂化装置原料较重,生 焦率高,焦炭在再生器中燃烧释放出的热量除提供 裂化反应热外,还有大量的剩余,如何合理利用装 置的高温位余热发生蒸汽,以蒸汽为介质回收热量、 提高装置利用热能的能力是降低装置能耗的有效手 段。
中国石油大庆石化公司炼油厂
二、催化裂化装置节能措施
2.7催化与气分装置进行热联合 因此,催化装置低温热能的综合利用,对装置能耗有
很大的影响。锦西石化公司1.0Mt/a重油催化裂化装置分 馏系统与气分装置进行热联合,其中,催化顶循环油引 至气分脱丙烷塔底作源;两外把高温热水由P311A/B抽 出后去催化,分别和分馏塔顶油气、轻柴油、一中循环 油、产品油浆换热,把油品冷却到合适温度,把高温热 水加热到105℃左右送到了气分装置,作为气分装置的热 源。
中国石油大庆石化公司炼油厂
一、催化裂化装置能耗分析
项目 焦炭 新鲜水 循环水 除盐水 电耗 3.6MPa 蒸汽 1.0MPa 蒸汽 3.6+1.0 蒸汽 0.3MPa 蒸汽 低温输出热 总加工原料量 合计能耗
表-1 某催化裂化装置近四年能耗构成
能耗系数 950 0.18 0.1 2.3
0.2338 88 76
题目:催化裂化装置优化技术分析 ——收率与能耗
王文清
中国石油大庆石化公司炼油厂
目录
催化裂化装置能耗分析 催化裂化装置节能措施 优化工艺提高催化装置产品收率 其他提高产品收率及降低能耗的措施 炼油厂能耗计算与评价方法
中国石油大庆石化公司炼油厂
一、催化裂化装置能耗分析
催化裂化装置是我国炼油行业的主要二次加工装 置,也是占炼油厂能耗比例最大的装置之一,催化装 置能耗一般占炼油厂全厂能耗的30%~50%。随着原 油价格的不断攀升以及催化裂化原料的日益重质化, 催化裂化节能降耗问题成为了提高催化裂化装置经济 效益的关键问题,装置节能降耗的重要性尤为突出。 表-1为某催化裂化装置近四年来的能耗分析数据。
连续催化重整技术的研究

四、我国催化 重整的原 料来源 现状
催化 重整 装 置主要 原料 是 直馏石 脑油 ,而 我 国原油 的直 馏石脑 油
U O P公 司在 1 9 4 9年开 发 出含铂 重 整催 化剂 ,并建 成世 界 第一 套 铂重整( P l a t f o r m i n g ) S E 业 装 置 ,开 创 了催 化重 整 的 大发 展 繁荣 时期 。
连 续重 整 与半再 生 、循 环再 生重 整所 不 同的是 ,催 化剂 是在 反 应 器 问连续 移动 的 ,同时 还有 一套 催化 剂连 续再 生 系统 ,除积 炭 ,使 重 整反 应始 终在 催化 剂活 性的 最佳 条件 下进 行 。连续 重整 可 以适应 不 同
的原 料 ,重整 油产 量较 高 ,而且 操作 稳 定 ,运 转 周期长 ,此 工 艺技 术
1 9 8 8 年 ,U O P公 司又 推 出 了新一 代 的连 续 重整 工 艺 ,完善 了再 生 控
收率较 低 ,石 脑油原 料短缺 已成为制 约我 国催 化重整 发展 的首 要 因素 。 因此 ,扩大和 优化催 化重整装 置原料 已成为发 展催化 重整 的关 键 。
对扩 大再生 产 ,调整汽 油结构 ,提高 汽油质 量方面 有着重 要的作 用 。
差 的情况 下 , 产 品的收 率提高 了 3 . 6 l % ,氢气产 率增 加 了 9 . 5 5 %,芳
烃 产率增 加了 1 . 6 l % ,催化 剂的 积炭降 低了 3 6 % ,抗磨 损能 力和持 氯 能 力有所 提高 。 2 . 连续 重整催 化剂 的再生技术 重整 催化 剂在 使用 过程 中活 性是 逐渐 下降 的 ,催 化 剂的再 生是 连 续 重整工 艺的关 键 。
一
大庆催化裂化装置关键节点HAZOP分析报告_四稿
由两个中段回流取走。
中段回流,经冷却器冷却后再返回 吸收塔
1、汽油脱硫系统采用“预碱洗脱硫化 1、汽油脱硫醇采用的固定床无碱
氢+无碱脱硫醇(1)”工艺。
脱臭(Ⅱ) 工艺
2、液化气脱硫系统采用“胺法脱硫化 2、液化气脱硫醇工艺采用无碱脱
氢(包括溶剂再生)+常温固定床 硫醇工艺
精脱硫化氢+常温固定床硫醇转化”
(2) 利用了我方开发的 HAZOP 计算机辅助分析系统,有效地对无意义、超 低概率偏差的进行识别剔除,从而降低人工分析强度,提高分析效率,也保证 了人工分析的优势。
(3) 基于我中心在 HAZOP 定量或半定量分析方法方面的研究结论和中国 地质大学安全工程中心的要求,针对我国风险分析数据缺乏的现状,同时解决 传统 HAZOP 分析方法只能定性识别风险的缺点,给出了半定量的风险分析结 论,结论可靠度相对大大提高。
大庆炼化公司 ARGG 装置关键节点 HAZOP 分析报告
1前言
本次 HAZOP 分析项目得到了大庆炼化公司和安全环保处各位专家、领导 的全力支持。同时,分析过程中 ARGG 装置一套、二套车间各位领导,安全管 理、工艺、仪表、设备、安全等工程师们全程协助我中心完成了 HAZOP 分析 工作,为本 HAZOP 分析项目的顺利完成奠定了坚实的基础。在此,我中心表 示衷心感谢和敬意!
重油提升管和汽油提升管
5、烟气的回收利用:一路烟气进入 烟气轮机(BE1101)膨胀做功以驱
动主风机;另一路烟气经双动滑阀、
降压孔板与从烟气轮机出来的烟气
汇合后进入烟气主管路,再经余热
锅炉进一步回收烟气的热能,使烟
气温度降到 155℃以下,最后经烟囱 排入大气
1、侧线产品:
1、侧线产品:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
大庆炼化公司35万t/a催化重整装置2010年生产技术分析杨明辉(工程师,大庆炼化公司炼油一厂催化重整车间)摘要:本文分析了大庆炼化公司35万吨/年催化重整装置2010年的生产运行情况,提出装置目前存在的问题。
关键词:装置运行 操作参数 产品质量1 装置概况大庆炼化公司炼油一厂催化重整装置原由中石化洛阳院设计,由中石化十三化建公司建设,1993年4月破土动工,1994年11月竣工,同月试车成功。
后于2002年5月份对装置进行扩建改造,由中石化洛阳院设计,由中油一建施工,2002年9月份竣工,10月2日试车成功。
现催化重整装置年处理能力为35万吨/年,采用固定床、半再生重整技术,以常减压初常顶直馏汽油、加氢改质汽油与异构脱蜡石脑油的混合料为原料,采用铂铼催化剂,生产高辛烷值汽油,并为芳烃抽提装置提供原料,副产氢气供加氢改质装置使用。
催化重整装置共有加热炉8座,塔3座,反应器8台,容器27台,空冷11片,冷换设备34台,机泵31台,压缩机7台。
目前催化重整装置运行第6周期,本周期自2010年9月24日开工以来,累计运行129天。
2 装置工艺特点2.1 预加氢采用氢气一次通过流程,即预加氢所需氢气经过预加氢压缩机增压后一次通过预加氢系统,从预加氢气液分离器送出。
预加氢采用一次通过流程与采用氢气循环方式相比,不仅可以提高这部分重整产氢纯度,回收其中的一部分轻烃组分,还可以减少系统腐蚀。
2.2 预加氢系统设置脱砷反应器和预加氢反应器各一台,即能串联又能并联使用。
前一台反应器作预脱砷用,内装3992脱砷剂及3987催化剂。
后一台反应器作为预加氢反应器内装3987催化剂。
2.3 为适应原料复杂多变,预处理系统常有波动的情况,蒸发塔出料管线上串联一台脱硫罐,保证重整进料硫含量满足铂铼催化剂的要求。
2.4 重整反应部分采用两段混氢、PRT-C/PRT-D催化剂两段装填、固定床半再生重整工艺技术。
实践证明,与单装一种催化剂相比,该工艺可以改善整个生产周期的催化剂选择性、活性、稳定性,因此,能提高重整液体产品收率,延长生产操作周期。
2.5 为提高换热深度和降低临氢系统压降,重整进料、二段混氢和预加氢进料的换热器均采用纯逆流立式换热器,重整一反、二反、三反、四反均采用径向反应器。
2.6 为保证长期安全运转,预加氢和重整反应器均采用热壁结构。
2.7 重整采用“四合一”多流路管式新型加热炉,其对流段用于加热热载体,还设置了热管空气预热器回收烟气余热,全炉热效率可达90%以上。
2.8 各塔底重沸器均用热载体供热。
其热源来自重整“四合一”炉对流段及热载体炉,热载体炉同时给芳烃抽提及酸性水装置提供热量。
2.9 为防止下游装置出现设备腐蚀,氯化物堵塞和催化剂氯中毒等情况,在重整产氢总线上设置了重整氢脱氯罐。
3 装置运行管理情况3.1 物料平衡表1 装置物料平衡表设 计 实际(2010-10) 对 比 油品名称数量(t/h)收率(%)数量(t/h)收率(%)数量(t/h)收率(%)原料 52.710 44.608 -8.102拔头油 11.015 20.90 10.509 23.56 -0.506 2.66 重整汽油 35.500 67.35 29.770 66.74 -5.730 -0.61 干气 1.842 3.49 1.421 3.18 -0.421 -0.31 氢气 4.353 8.26 2.737 6.13 -1.616 -2.12 损失 0.000 0.00 0.171 0.38 0.171 0.38 液收(%) 88.25 90.30 2.053.2 能耗情况表2 装置能源、动力消耗表设 计(月消耗) 实际(2010-10) 对 比 名 称数量 单耗 数量 单耗 数量 单耗 处理量 t 37951 33188 -4763新鲜水 t 158 0.005 158 0.005 循环水 t 212906 5.61 528138 15.91 315232 10.301.0MPa蒸汽 t 4175 0.11 1117 0.034 -3058 -0.076除盐水 t 60 0.002 60 0.002 风 Nm3103986 2.74 382425 11.52 278439 8.78 氮气 Nm343670 1.32 43670 1.32 电 kwh 1894903 49.93 1323162 39.87 -571741 -10.06 燃料气 t 2467 0.065 3041 0.092 574 0.027 外输热水 kgEO -805000 -24.26 -805000 -24.26 综合能耗 kgEO/t 66.09 53.36 -12.73说明:上表装置综合能耗中电折能系数按0.2338计算,燃料气折能系数按700计算。
3.3装置主要操作参数表3 预处理部分主要操作参数序号 项 目 单位 数值1 预分馏塔T3101底温度 ℃ 1592 预分馏塔回流罐V3101压力 MPa 0.303 预分馏塔T3101回流比 0.304 预加氢炉发101出口温度 ℃ 2905 预加氢反应器R3101A床层最高温度 ℃ 3006 预加氢反应器R3101A出口温度 ℃ 2947 预加氢反应器R3101B床层最高温度 ℃ 3008 预加氢反应器R3101B出口温度 ℃ 2939 预加氢高分压力 MPa 1.3010 预加氢空速 h-1 4.9811 预加氢混氢量 M3/h 752812 预加氢混气比 15013 预加氢氢油分子比 0.7614 预加氢压缩机出口压力 MPa 1.8115 预加氢反应器R3101A入口压力 MPa 1.6816 预加氢反应器R3101B入口压力 MPa 1.5717 预加氢反应器R3101B出口压力 MPa 1.5018 预加氢系统压降 MPa 0.5119 R3101A压降 MPa 0.1120 R3101B压降 MPa 0.0721 蒸发脱水塔T3102底温 ℃ 20422 蒸发脱水塔回流罐V3103压力 MPa 0.8523 蒸发脱水塔T3102回流比 0.28表4 重整部分主要操作参数序号 项 目 单位 数值1 重整进料量 t/h 35.52 重整空速 h-1 1.623 重整混氢量 M3/h 41453/370884 重整混气比 849/16085 重整氢油分子比 4.33/8.206 重整第一反应器R3201入口温度 ℃ 4807 重整第二反应器R3202入口温度 ℃ 4908 重整第三反应器R3203入口温度 ℃ 5049 重整第四反应器R3204入口温度 ℃ 50810 重整第一反应器R3201温降 ℃ 8311 重整第二反应器R3202温降 ℃ 4112 重整第三反应器R3203温降 ℃ 2013 重整第四反应器R3204温降 ℃ 1214 重整反应总温降 ℃ 15615 重整加权平均温度WABT ℃ 488.816 重整高分罐压力 MPa 1.2017 重整一段压缩机出口压力 MPa 1.5618 重整二段压缩机出口压力 MPa 1.4219 重整第一反应器R3201入口压力 MPa 1.4420 重整第四反应器R3204出口压力 MPa 1.3021 重整系统压降 MPa 0.3622 重整反应器总压降 MPa 0.1423 脱戊烷塔T3201底温 ℃ 19024 脱戊烷塔回流罐V3203压力 MPa 0.8025 脱戊烷塔T3201回流比 0.283.4装置达标完成情况表5 装置达标数据序号 项 目 单位炼化公司创标指标 炼化公司达标指标实际完成(1~10月份)1 加工量 吨 292830 292830 2946302 开工天数 天 268 268 2693 液体收率 % 88.49 88.49 88.964 装置能耗 kgEO/t 56.010~3月59.04~9月54.555.80 5 加工损失率 % 0.40 0.45 0.39设备完好率 % 99 98.5 1006 馏出口质量合格率 % 98.7 98.5 1007 污水排放含油 mg/l 70 95 24.38 污水排放合格率 % 98 93 1009 非计划停工 次 0 0 0达标状况 达标3.5装置原料及产品质量分析数据表6 装置原料及产品质量分析序号 项 目 单位 实际值1 预分馏原料初馏点 ℃ 39.52 预分馏原料干点 ℃ 1713 预分馏原料密度 kg/m3706.74 预分馏原料硫含量 mg/kg 2925 预分馏原料砷含量 μg/kg 1256 预分馏原料溴价 2.827 重整进料初馏点 ℃ 80.58 重整进料干点 ℃ 170.59 重整进料密度 kg/m3727.010 重整进料硫含量 mg/kg <0.511 重整进料氮含量 mg/kg<0.512 重整进料水含量 mg/kg<513 重整进料砷含量 μg/kg<114 重整进料溴价 0.0215 重整循环氢纯度 % 78.3116 硫含量 mg/kg <0.517 预加氢产氢纯度 %84.5918 硫含量 mg/kg457619 重整汽油初馏点 ℃ 60.520 重整汽油干点 ℃ 185.521 重整汽油密度 kg/m3789.922 重整汽油芳含 % 66.45523 重整汽油折光率 1.452724 重整汽油溴价 1.66重整汽油腐蚀 1A25 重整汽油研究法辛烷值 96.23.6 生产技术分析3.6.1 装置产品分布情况从《表 1 装置物料平衡表》可以看出2010年10月份装置处理量为设计负荷的84.63%,拔头油收率为23.56%,比设计值20.90%高2.66%;重整汽油收率为66.74%,比设计值67.35%低0.61%;液收90.90%,比设计值88.25%高2.05%。
3.6.2 装置能耗情况从《表2 装置能源、动力消耗表》中可以看出2010年10月份装置的综合能耗比设计值低12.73kgEO/t,各项能耗分析如下:1)新鲜水单耗比设计值高0.005 t/t,使综合能耗升高0.0008 kgEO/t,设计未考虑生活用水,。
2)循环水单耗比设计值高10.30t/t,使综合能耗升高1.03 kgEO/t。
3)1.0MPa蒸汽单耗比设计值低0.076t/t,使综合能耗降低5.80 kgEO/t,重整装置蒸汽主要用于压缩机厂房冬季采暖,10月份只投用了厂房一楼蒸汽采暖。
4)除盐水单耗比设计值高0.002t/t,使综合能耗升高0.004 kgEO/t,目前除盐水主要由于热载体泵机封冷却及压缩机水站冬季防冻放空。
5)电单耗比设计值低39.87Kwh/t,使综合能耗降低2.35 kgEO/t。