微乳切削液配方
微乳切削液配方成分,微乳切削液制作工艺及作用机理
微乳切削液配方组成,制作工艺及作用机理导读:本文详细介绍了微乳切削液的研究背景,理论基础,参考配方等,本文中的配方数据经过修改,如需更详细资料,可咨询我们的技术工程师。
微乳切削液广泛用于金属加工及光伏等制造行业,禾川化学引进国外配方破译技术,专业从事微乳切削液成分分析、配方还原、研发外包服务,为切削液相关企业提供一整套配方技术解决方案。
一.切削液背景切削液是一种用在金属切、削、磨加工过程中,用来冷却和润滑刀具和加工件的工业用液体,切削液由多种超强功能助剂经科学复合配伍而成,同时具备良好的冷却性能、润滑性能、防锈性能、除油清洗功能、防腐功能、易稀释特点。
克服了传统皂基乳化液夏天易臭、冬天难稀释、防锈效果差的的毛病,对车床漆也无不良影响,适用于黑色金属的切削及磨加工,属当前最领先的磨削产品。
切削液各项指标均优于皂化油,它具有良好的冷却、清洗、防锈等特点,并且具备无毒、无味、对人体无侵蚀、对设备不腐蚀、对环境不污染等特点。
水基润滑剂的优点是冷却性好, 价廉易得, 加工件易清洗, 主要用于高速切削加工工序中。
由于水基润滑剂的组分的改进, 大大提高了它的润滑性能和防腐蚀能力, 因而需求量日渐增大, 尤其在对铝和铜材加工方面。
水基润滑添加剂可分为油溶性和水溶性两种。
油溶性添加剂的使用性能同矿物油中的一样。
为使油溶性添加剂分散到水中需加入表面活性剂。
水溶性添加剂可在油溶性添加剂分子中引入水溶性基团而制得。
水溶性切削液可以分成乳化液, 化学合成液和半合成液三类, 都可用于轻中高负荷的切削加工。
禾川化学技术团队具有丰富的分析研发经验,经过多年的技术积累,可以运用尖端的科学仪器、完善的标准图谱库、强大原材料库,彻底解决众多化工企业生产研发过程中遇到的难题,利用其八大服务优势,最终实现企业产品性能改进及新产品研发。
样品分析检测流程:样品确认—物理表征前处理—大型仪器分析—工程师解谱—分析结果验证—后续技术服务。
有任何配方技术难题,可即刻联系禾川化学技术团队,我们将为企业提供一站式配方技术解决方案!1.1切削液的分类及区别1.1.1切削液的分类切削液按油品化学组成分为非水溶性(油基)液和水溶性(水基)液两大类。
微乳切削液的配方

微乳化切削液配方是指对产品的组成成分、元素或原料等成分进行分析,做“配方的还原”的目的是为了得到相关产品或样品的一个具体的配方,能够经由配方直接生产出产品的一个需求而做的“配方还原”。
在日常的金属切削、磨加工过程中,微乳化切削液是个不可缺少的角色,如何才能更好使微乳化切削液在金属切削、磨加工过程中发挥其优秀的性能,我们可以从微乳化切削液的配方中下手。
以下由美科石油公司和大家分享微乳化切削液的参考配方以及所带来的优势。
微乳化切削液的参考配方:组分投料量(G/L)15号基础油200—220鹿麻油三乙醇胺200—220妥尔油30—80嘣酸150—200杀菌剂10—30削泡剂10—30表面活性剂(TX-10)25—50聚乙二醇25—50石油磺酸钠100—130麟酸钠100—130水余量根据以上参考的配方看,微乳化切削液可为金属厂商们带来以下帮助:1.加强防锈、防腐性能:对金属加工后,微乳化切削液涂抹在裸露的金属表面,可达到防锈、防腐的功效,提高了金属的使用寿命。
2.提供良好的润滑、冷却性能:日常金属加工中,使刀具在切削中延长使用寿命以及加工工件的表面光洁度和加工精度。
保证金属切削的质量。
3.快捷的清洗机床:金属加工中,微乳化切削液起到了对残留在金属加工表面上的污染物质直接清洗作用,使得被加工金属工件可以直接进入下道工序。
4.加固抑菌作用:微乳化切削液在金属加工个中,对细菌和霉菌有一定抵抗能力,可抵制金属加工中长霉及生物降解而引发发臭、变质。
5.融入更多的环保元素:微乳化切削液不含有对人体有害的成分,其是环保无毒、无异味、对人体皮肤无刺激。
而且便于回收、低污染、排放的废液处理简便,经处理后能达到国家规定的工业污水排放标准等。
属环保型切削液。
微乳化切削液BP-70
微乳化切削液BP-70
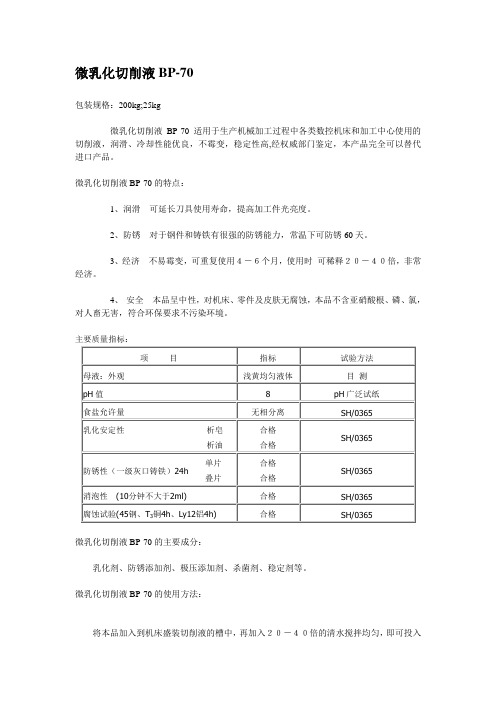
包装规格:200kg;25kg
微乳化切削液BP-70适用于生产机械加工过程中各类数控机床和加工中心使用的切削液,润滑、冷却性能优良,不霉变,稳定性高,经权威部门鉴定,本产品完全可以替代进口产品。
微乳化切削液BP-70的特点:
1、润滑可延长刀具使用寿命,提高加工件光亮度。
2、防锈对于钢件和铸铁有很强的防锈能力,常温下可防锈60天。
3、经济不易霉变,可重复使用4-6个月,使用时可稀释20-40倍,非常经济。
4、安全本品呈中性,对机床、零件及皮肤无腐蚀,本品不含亚硝酸根、磷、氯,对人畜无害,符合环保要求不污染环境。
主要质量指标:
项目指标试验方法
母液:外观浅黄均匀液体目测
pH值8pH广泛试纸
食盐允许量无相分离SH/0365
乳化安定性析皂
析油合格
合格
SH/0365
防锈性(一级灰口铸铁)24h 单片
叠片
合格
合格
SH/0365
消泡性(10分钟不大于2ml)合格SH/0365
腐蚀试验(45钢、T3铜4h、Ly12铝4h)合格SH/0365
微乳化切削液BP-70的主要成分:
乳化剂、防锈添加剂、极压添加剂、杀菌剂、稳定剂等。
微乳化切削液BP-70的使用方法:
将本品加入到机床盛装切削液的槽中,再加入20-40倍的清水搅拌均匀,即可投入
使用。
在使用过程中,切削液会不断消耗,应及时添加新液。
MCF-2010 微乳化切削液
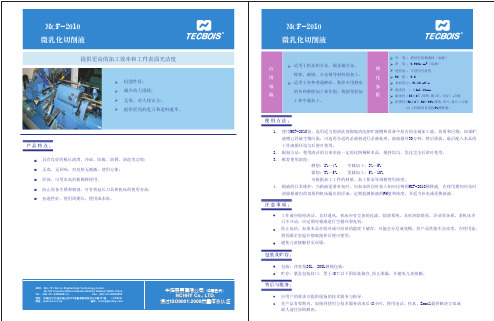
理 化 参 数
透明度 :半透明至透明 PH 值 :9.5
用 领 域
适用于各种普通磨床、数控专用磨床
的各种磨削加工和车削、铣削等轻加 工和中载加工。
表面张力:31.12 mN/m 泡沫性 :≤2ml/10min
铸铁、 铜、 铝, 全浸):合格 腐蚀性(55±2℃, (35±2℃, RH≥95%, 铸铁, 单片、 叠片) : 合格 防锈性 (以上检测项目均按3%稀释液)
配制方法:使用清洁的自来水按一定的比例稀释本品,搅拌均匀,乳化完全后即可使用。 推荐使用浓度: 磨削:2%~4% 锯削:3%~5% 中载加工:3%~5% 重载加工:5%~10%
可根据加工工件的材质、加工要求等调整使用浓度。 4. 箱液的日常维护:当箱液需要补充时,应加水的同时加入相应比例的MCF-2010稀释液, 在使用期间应及时 清除箱液内的切屑和机床漏出的浮油,定期监测箱液的PH值和浓度,并适当补充或更换新液。
售后与服务: 华阳恩赛有限公司(中美合资) NCHHY Co., LTD. 通过ISO9001:2000质量体系认证
应用户的要求可提供现场的技术服务与指导。 在产品有效期内,如接到使用方技术服务请求后48小时,将用电话、传真、Email提供解决方案或 派人前往协助解决。
MCF-2010
R
MCF-2010
R
微乳化切削液
提供更高的加工效率和工件表面光洁度
应
抗泡性好; 削液
外 密 观 :琥珀色粘稠液体(原液)
3 度 :0.980g/cm (原液)
适用于铝及铝合金、铜及铜合金、
注意事项:
工作液应保持清洁、良好通风,机床应有完备的过滤、除渣系统,及时清除铁屑、浮油等杂质,若机床多 日不开动,应定期对箱液进行空循环和充氧; 防止冻结,如果本品在较冷或可结冰的温度下储存,可能会分层或变稠。但产品性能不会改变。在使用前, 将其暖至室温并彻底搅拌后便可使用; 避免儿童接触甚至误服。
微乳切削液
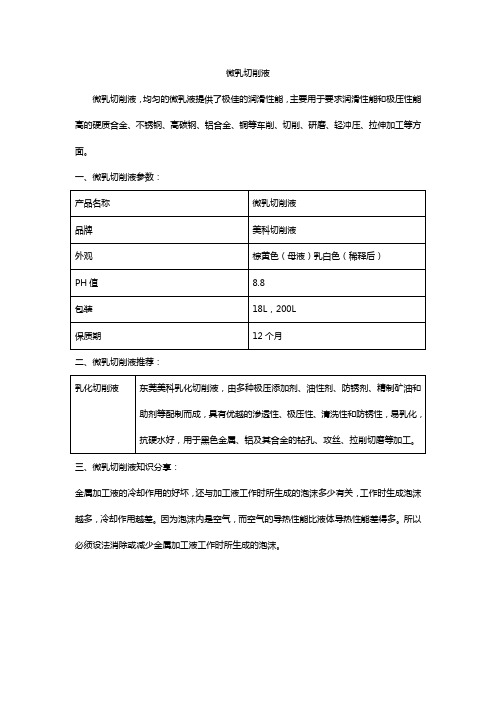
微乳切削液
微乳切削液,均匀的微乳液提供了极佳的润滑性能,主要用于要求润滑性能和极压性能高的硬质合金、不锈钢、高碳钢、铝合金、铜等车削、切削、研磨、轻冲压、拉伸加工等方面。
一、微乳切削液参数:
二、微乳切削液推荐:
三、微乳切削液知识分享:
金属加工液的冷却作用的好坏,还与加工液工作时所生成的泡沫多少有关,工作时生成泡沫越多,冷却作用越差。
因为泡沫内是空气,而空气的导热性能比液体导热性能差得多。
所以必须设法消除或减少金属加工液工作时所生成的泡沫。
微乳型切削液的研制
2.3 清洗作用 在金属切削过程中,切屑、铁粉、磨屑、油污、
砂粒等常常粘附在工件、刀具或砂轮表面及缝隙中, 同时沾污机床和工件,不易清洗,使刀具或砂轮切削 刃口变钝,影响切削效果,所以要求切削液有良好的 清洗作用。含有表面活性剂的水基切削液,清洗效果 较好。 2.4 防锈作用
3 微乳型切削液的组成
微乳型切削液由基础油、表面活性剂(乳化 剂)、水、防锈剂(包括有色金属防锈剂)、润滑 剂、极压剂、消泡剂、防霉剂(杀菌剂)、偶合剂等 组成。其各组分的含量见表1。
表1 微乳型切削液各组分含量
%
组分 基础油 脂肪及脂肪酸 极压剂 烷基醇胺及无机碱 表面活性剂 多元醇 防锈剂 有色金属防锈剂 防霉剂 消泡剂 水
微乳型切削液要达到外观合格也是很不容易 的。由于所用原料不同、配制工艺不同,有可能出 现切削液外观混浊、分层、有沉淀等现象,需不断 调整、反复试验,才能逐渐符合要求。通过试验认 为,基础油的品种和质量是关键、是基础。
表面活性剂的加入量要控制好,如果加入量过 大,易产生大量泡沫,且要适量加入消泡剂。
如果微乳型切削液用于黑色金属、有色金属等多 种金属零件切削加工,应对各种金属都具有良好的防 腐蚀性,配方中应含有对应各种金属的缓蚀剂。
冷却作用是依靠切(磨)削液的对流换热和气 化把切削热从固体(刀具、工件和切屑)上带走, 降低切削区的温度,减少工件变形,保持刀具硬度 和尺寸。
水具有较高的比热容和大的热导率,水基切削液 的冷却性能要比油基切削液好。
切削液的冷却效果受切削液的渗透性影响,渗 透性能好的切削液,对刀刃的冷却速度快。油基切削 液的渗透性比水基切削液好,含有表面活性剂的水基 切削液其渗透性能则大大提高。当液体的表面张力小 时,液体在固体表面向周围扩展,液体的渗透性能就 好,可加强冷却效果。
微乳切削液的研制

微乳切削液
配方:
变压器油 20%
司苯80 4%
石油磺酸钠 4%
环烷酸钾 8%
油酸钠 8%
蓖麻油酸 4%
OP-10 4.5%
十二醇 0.5%
杀菌剂 0.2%
水 46%
工艺:
1. 油酸钠的合成:选工业油酸与NaOH按5:2的比例反应,先将油酸升温至70度,然后缓慢加入50%的NaOH溶液缓慢加入到油酸当中,恒温在70—75度,保温反应15min。
2. 环烷酸钾的合成:选工业环烷酸与KOH按5:2的比例反应,先加温环烷酸至80度,然后将50%的KOH缓慢加入到环烷酸中,保持温度在80-85度,恒温反应30min。
3. 将变压器油升温至70度,同时加入石油磺酸钠和司苯80,恒温搅拌10min,混匀,然后将已合成好了的油酸钠和环烷酸钾加入到溶液中,搅拌至溶液透明,然后加入水,再加入
蓖麻油酸,恒温在70-75度,边搅拌边升温,然后加入OP-10,和十二醇,搅拌15min,至溶液均匀透明。
自然冷却,溶液仍然均匀透明。
试验结束后,取钢片和铜片做防锈试验,看防锈效果。
备注:
在试验的过程中,可能因为操作时,温度的控制和添加剂加入后反应不充分而导致做出来的效果不理想,如遇到此问题请及时和我联系。
微乳切削液
微乳切削液典型切削液介绍(微乳切削液)编辑播报金属切削液一般含有润滑剂、极压剂、表面活性剂、防锈剂、防腐剂、消泡剂等添加剂。
微乳型切削液现代半合成切削液,俗称微乳,即按一定的比例稀释到水中,广泛用于金属切削等加工工艺上,消除了乳化型及合成型切削液的缺点,同时把该两种切削液的优点集于一体,它广泛作为机械加工润滑、冷却用,具有良好的润滑、冷却、防锈、清洗等功能。
其主要成分是水和表面活性剂, 矿物油、脂肪油和极压剂含量均低于乳化油。
微乳化油中包括了油、水、表面活性剂、防锈缓蚀剂、油性剂、极压剂、防霉杀菌剂等成分。
(1)油相和水相: 微乳化油含量一般为10 %~30 % ,油不仅有润滑作用,而且是油溶性添加剂的载体。
微乳化油中的水分最高含量为45 % ,大量水的存在是有别于乳化油的一个主要特征。
这不仅是偶和表面活性剂的需要,也为各类水溶性添加剂的使用提供了必要条件。
从环境和健康出发,要求油中芳烃的含量小于10 %;从与添加剂的配伍性出发。
石蜡基与环烷基的c础油较好。
常选用;机械油、植物油、白油、15号石腊基油。
油不仅有润滑作用,而且是油溶性添加剂的载体。
从环境和健康出发,要求油中芳烃的含量小于10 %;从与添加剂的配伍性出发,石蜡基与环烷基的基础油较好。
(2)表面活性剂:微乳化液中分散相的高度细化和体系的稳定性是依靠表面活性剂的润湿、分散、乳化、增溶等作用实现的。
在乳化油中,表面活性剂的用量为20 %~25 % ,而在微乳化油中,其用量可高于40 % ,以保证分散相油滴细化,使体系保持高度稳定性。
表面活性剂是使油和水乳化的关键性物质,一般分为3种类型:阳离子型表面活性剂、阴离子型表面活性剂和非离子型表面活性剂。
阳离子型表面活性剂通常使乳液显酸性,使乳液容易腐败变质,故极少用。
阴离子型表面活性剂的特点是乳化性能好,并有一定的清洗和润滑性能,但抗硬水能力差,并易起泡。
常与非离子型表面活性剂配对使用。
非离子型表面活性剂在水中不电离,其亲水基主要是由具有一定数量的含氧基团(一般为醚基和羟基)构成,不宜受强电解质无机盐类存在的影响,也不易受酸碱的影响,与其它类型的表面活性剂相溶性好,能很好地混合使用,但由于在溶液中不电离,故在一般的固体表面上不易发生强烈的吸附,另外,随温度的升高,很多非离子型表面活性剂溶解度降低甚至不溶,这样会造成乳液浑浊。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
切削液在很多时候是可以自行配置的,当然在配置的时候不同类型的切削液其所需要的原材料自然也是有所不同的。
而且对于大家来说,想要配置这些溶液,自然是需要知道相关的配方信息。
一、主要成分
二、具体成分
各组分质量份配比范围为:基础油或油性剂25-50、混合醇胺5-15、硼酸4-10、阴离子表面活性剂5-15、非离子表面活性剂5-15、防诱剂3-12、极压抗磨剂0-20、铜合金缓蚀剂0.3-1、铝合金缓蚀剂0-5、耦合剂1-6、杀菌防腐剂2-8、消泡剂0.1-0.5,水加至100。
基础油或油性剂为石蜡基或环烷基矿物油、聚a-烯烃、植物油(如色拉油)、动物油(如猪油)、合成酯类油(如季戊四醇酯、三羟甲基丙烷酯等)中的一种或几种。
混合醇胺为单乙醇胺、二乙醇胺、三乙醇胺、一异丙醇胺、二异丙醇胺、2-氨基-2-甲基-1-丙醇、二廿醇胺等中的一种或几种。
阴离子表面活性剂为辛酸、壬酸、癸酸及其异构酸、油酸、蓖麻油酸、妥尔油酸及其盐中的一种或几种。
非离子表面活性剂为脂肪醇聚氧乙烯醚(如AEO系列、TX系列)或脂肪酸聚氧乙烯酯(如Span系列、Tween系列、PEG油酸酯)的一种或几种。
防锈剂为石油磺酸钠、石油磺酸钡、癸二酸、月桂二酸、聚二酸、聚三酸等中的一种或几种,
其中石油磺酸钠含量为50%-60%。
极压抗磨剂为含Cl、S、P的化合物,如氯化石蜡、硫化脂昉、磷酸酯等中的一种或几种。
铜合金缓蚀剂为苯并三氮唑及其衍生物。
铝合金缓蚀剂为硅酸盐或磷酸酯。
耦合剂为醇类、醇醚类,如乙二醇、丙二醇、二乙二醇丁醚、丙二醇甲醚、格尔伯特醇等中的一种或几种。
杀菌防腐剂为三嗪类、吗啉类、苯并异嘧唑啉酮及其衍生物(BIT类)、IPBC等中的一种或儿种。
消泡剂为聚醚类、改性硅氧烷类等的一种或几种。
南京坦斯特润滑油有限公司生产石油磺酸钠、切削液浓缩液、乳化油及乳化油复合剂、7019缓蚀剂、防冻液添加剂、油溶性、水溶性防锈剂、油溶性铜缓蚀添加剂、消泡剂、杀菌剂、工业清洗剂等产品,拥有完整、科学的质量管理体系,欢迎咨询了解相关信息。