27-优化糖浆添加工艺-青岛啤酒四厂31页PPT文档
啤酒专用糖浆生产工艺研究
啤酒专用糖浆生产工艺研究随着啤酒工业生产工艺的发展,啤酒专用糖浆在国内啤酒生产企业应用逐渐推广,具有广阔的开发前景。
本文重点阐述了啤酒专用糖浆的生产工艺特点、控制关键点、产品质量标准及应用等方面的情况,并对其前景进行展望。
据资料统计,2015年我国啤酒产量达487亿L,同比增长9%左右。
我国继续保持世界啤酒生产和消费大国第一地位[1]。
啤酒生产所用原辅料直接影响啤酒质量和成本,发达国家早在20世纪60年代就开始大量使用各种专用糖浆代替玉米和大米作为辅料。
目前国内主要是以大米、玉米淀粉为辅料,采用添加啤酒糖浆后,既可降低成本、又不需对啤酒厂现行工艺和设备进行改造,简单易行;还可根据实际需求对糖组分进行变化,适合多品种多口味啤酒的开发;采用经精制过的啤酒糖浆酿造出的啤酒,产品更清澈干净、口感更清爽;可避免现行工艺中因将淀粉进行高压液化、糖化带来的大量碳排放污染;生产工艺更绿色环保[2]。
1啤酒糖浆的生产工艺啤酒专用糖浆是以玉米淀粉为原料,采用双酶法液化、糖化、精制等工艺制得的麦芽糖浆。
通过严格控制产品中葡萄糖、麦芽糖和麦芽三糖的含量,其糖谱组成与麦芽汁具有相似的可发酵性糖组分,适用于啤酒酿造并能满足不同风味的酿造要求[3]。
1.1啤酒糖浆生产工艺流程淀粉→配成淀粉乳→调浆→加酶→液化→加热灭酶→降温→糖化→加热灭酶→过滤→脱色→离子交换→精制→浓缩→包装→成品[4]1.2生产工艺关键控制点简述在生产过程中,为满足麦糖含量要求,并控制葡萄糖、麦芽三糖含量,液化工艺DE值参数的控制是关键控制点。
液化过程中,DE值低,液化液粘度高,造成后续过滤工艺困难;DE值过高则会造成葡萄糖含量高、麦芽糖含量低不符合啤酒糖浆质量标准。
因此糖浆生产工厂根据原料、工艺设备等具体情况控制液化工艺DE值参数在10%~14%[5]。
(1)淀粉:符合国家标准GB/T8885―2008。
(2)淀粉乳:淀粉加水调成淀粉乳浓度为35%或17~19°Bé.(3)调浆:调节pH6.0~6.2,液化酶主要是耐高温α-淀粉酶(杰能科)添加量0.4‰~0.5‰。
啤酒工艺学ppt课件336页PPT

第一章 啤酒酿造原料 第一节 大麦
(三)蛋白质 啤酒酿造用大麦要求蛋白质含量适中,以
9%~12%为宜。
大麦中的蛋白质主要是简单蛋白质,可以分为四类:
4、谷蛋白 占蛋白质总量的29%。和醇溶蛋白 一样,是构成麦糟蛋白质的主要成分,也是由多种 组分构成。
(四)脂肪 大麦中含有2%~3%的脂肪。发芽时, 部分脂肪被消耗,部分经酶促反应转化为甘油和脂 肪酸。麦芽脂肪大部分留在麦糟中,有很少部分进 入麦汁。
第一章 啤酒酿造原料 第一节 大麦
(五)无机盐 占干物质重量的2.5%~3.5%。主要成分
1、 淀粉 占总干物质重量的58%~65%。 2、纤维素 占总干物质重量的3.5%~7.0%。
第一章 啤酒酿造原料 第一节 大麦
3、半纤维素与麦胶物质 β-葡聚糖是半纤维素的重要组成部分。胚乳半纤 维素主要含β-葡聚糖及少量的戊聚糖,不含糖醛 酸;谷皮半纤维素主要含戊聚糖及少量的β-葡聚 糖和糖醛酸。麦胶物质在组成上与胚乳半纤维素无 差别,只是分子量比半纤维素低。
3、小麦 4、大麦 5、糖类和糖浆 6、酶制剂 三、使用辅料应注意的问题 1、辅料使用量应考虑麦芽的糖化能力。 2、辅料的使用不造成过滤困难。 3、有利于降低啤酒生产成本。 4、有利于提高啤酒的质量,风味人们能接受。
第一章 啤酒酿造原料
第三节 酒花
一、酒花的化学组成 (一)酒花油 酒花油的成分在200种以上,分为两类:一类是碳氢
3、蛋白质含量 9%~12%之间为佳。
第一章 啤酒酿造原料 第二节 辅助原料
一、使用辅助原料的目的 降低生产成本,提高啤酒质量。 二、辅助原料的种类 1、大米
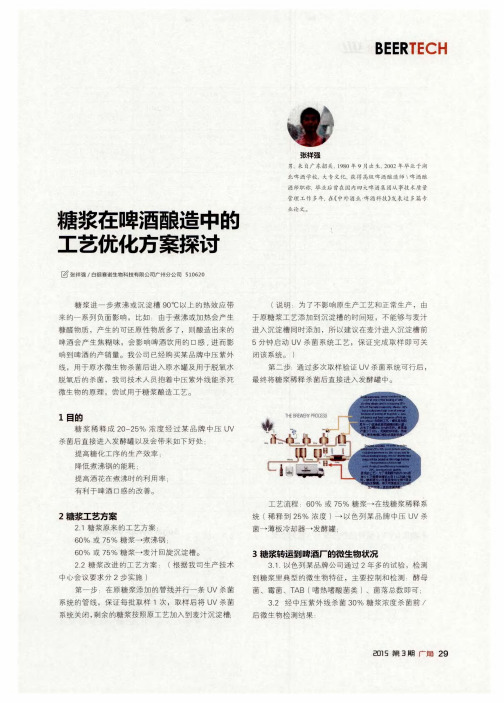
糖浆工艺与品质控制

VS
生物技术应用
利用生物技术手段,如酶工程、发酵工程 等,生产具有特殊性质的糖浆。
品质控制技术的发展与应用
质量检测技术
发展快速、准确的检测方法,对糖浆的成分 、纯度、安全性等方面进行全面检测。
过程控制技术
采用先进的传感器、自动化设备等,对糖浆 生产过程进行实时监控和调整,确保产品质 量的稳定性和一致性。
THANKS
感谢观看
通过离子交换树脂去除糖浆中的离子 型杂质,提高糖浆的纯度。
灭菌与包装
高温灭菌
通过高温处理杀灭糖浆中的微生物,确保产品的安全性。
无菌包装
采用无菌包装技术,确保产品在保质期内不受污染。
04
糖浆品质控制
品质标准与检测方法
品质标准
糖浆应具备特定的物理特性,如颜色、透明度、粘稠度等,同时应符合规定的卫 生标准,不含有害物质。
原料预处理
筛选与清洗
去除原料中的杂质和污物,确保原料的纯净度。
破碎与细化
将大块原料破碎成小块,以便于后续的糖化反应。
浸泡与软化
使原料充分吸水膨胀,软化细胞壁,有利于释放出内部的物质。
糖化反应
1 2
酶解反应
利用酶的作用将淀粉分解成可发酵的糖类物质。
糖化温度
控制糖化反应的温度,以获得最佳的糖化效果。
合理使用增稠剂或调整糖浆中的成 分比例,以获得适宜的粘稠度,提 高糖浆的口感和稳定性。
原料配比的确定
实验确定
通过实验确定最佳的原料配比,确保糖浆的品质 和口感。
生产实践
在实际生产中不断优化和调整配比,以提高糖浆 的品质和稳定性。
质量检测
定期对糖浆进行质量检测,确保其符合预定的质 量标准。
第四节 啤酒糖化PPT课件

41
β-葡聚糖分解
β-葡聚糖是构成大麦胚乳细胞壁的重要物质,其质 量为胚乳的5.0%-10.0%,大分子呈不溶性,小分 子呈可溶性。
27
三、麦芽汁的制备 Production of Wo
是将麦芽、非发芽谷物、酒花用水 调制加工成澄清透明的麦芽汁的过程。 麦汁供酵母发酵,加工制成啤酒。
Processes taking place here include milling of the kiln dried malt (D), mashing (E), filtration (F2)8 and
世界啤酒工业的特点:向设备大型化、操作自 动化的方向发展,如煮沸锅的容量已达120m3, 露天锥形罐的容量为1500m3,包装能力达10 万瓶/h以上。
4
(二)啤酒分类
1.按发酵酵母种类分 上面发酵(产量10%) 下面发酵(产量占90%) 2.根据成品啤酒的颜色
浅色啤酒(国内90%)
深色啤酒(包括黑啤)(加入一定量着色焦麦芽或焦糖色素)
触面积,利于糖化。 ➢ 要求表皮破而不碎,表皮中有很多物质会影响啤酒
的口味。 ➢ 糖化后的过滤中可以让其充当过滤层,达到更好的
过滤效果。 ➢ 麦芽粉碎方法: 干法粉碎(Dry milling)
麦芽回潮粉碎(Malt conditioning) 麦芽湿法粉碎(Wet milling) 2.非发芽谷物的粉碎连续浸渍湿式粉碎(Millstar)
3.按原麦芽汁浓度分
13-18oP 高浓度(深色啤酒)
5-9oP
低浓度(女士啤酒)
10-12oP 一般 酒精度>3.6(产量较大)
4.按灭菌方式分
糖浆在啤酒酿造中的工艺优化方案探讨
4
1
杀
嗜热耐酸菌
酵 母 茵
霉 菌 菌 落 总 数
2 7 0 CF U / ML
参 考 日本 N D N公司
GB 4 7 8 9 1 5 - 2 0 1 0
2
菌 后
CF U / ML CF U / ML GB 4 7 8 9 2 -2 0 1 O
3
d
嗜 热 耐 酸 菌
1 O
CF U / ML
参 考 日本 N D N公 司
3 . 3经 中压 紫 外 线 杀菌 2 5 % 糖 浆 浓 度 杀 菌前 /后微 生 物检 测结 果
杀 菌 方 法 序号
1
杀
检测项 目
酵 母 菌 霉 菌
检 测结 果
5 3×1 0 <1 0
杀菌 方法
序 号 1
检测项 目 酵 母 菌
霉 菌 菌 落 总 数
检 测结 果 1 0×1 0
<1 O 6 5 0
单 位 CF U / ML
检 测 方法
杀
GB 4 7 8 9 . 1 5 - 2 0 1 0
2 菌 3
月 U
CF U / ML CF U / ML GB 4 7 8 9 2 —2 0 1 O
喜 6 0
UVT( %/ cM )
W a v e l e n q t h
2 5 4 n m
邑
4 0
≥ 2 0
RO w a t e r
1 0 O
, l l
\J
2 5 0
S y r u p s a mp l e
1 3 . 5 3 3%
啤酒酿造工艺ppt课件

2020/3/20
2
• 一、啤酒生产工艺与装备
2020/3/20
3
啤酒生产工艺流程
基本流程示意图
2020/3/20
4
啤酒生产工艺流程解释
原
料
辅料
水
粉碎机
生 辅 料 粉
产
糊化锅
糊化醪
排 弃
麦芽
酒花
酵母泥
酵母菌种
冷却器
卡氏罐
粉碎机
过
压
滤
滤
槽
机
澄
麦糖
麦
清
芽化
芽
麦
粉醪
汁
芽
汁
糖化锅
煮沸锅 定麦 型汁
沉淀槽
• 目前温州公司过滤机采用世界上最先进的啤酒过 滤机品牌,德国KHS和瑞士FILTORX不锈钢烛棒 式硅藻土过滤机,过滤啤酒浊度可以达到0.3EBC 以下,啤酒国家 标准要求的浊度是0.9EBC以下。 在整个啤酒离心和过滤过程中溶氧含量只上升很 微量的20ppb(千万之二十)。
2020/3/20
13
酒。 2020/3/20
33
啤酒的鉴赏
• 饮用温度------淡色啤酒10~20℃为佳,浓色啤酒 8~15 ℃为佳。也取决于个人爱好。太冰了,啤 酒会喝不出风味。
• 合适的饮用时间------由于啤酒是成分复杂的胶体 溶液,容易氧化,所以成品啤酒不象白酒与葡萄 酒储藏时间越长越醇美。一般在装瓶后10~60天 内饮用较合适新鲜,此时啤酒内有机和无机成分 协调平衡,纯正的芳香味变化较少。当然与贮酒 的温度有关。
35
啤酒的储放、运输与保质期
• 贮放------按生产日期、品种分堆,严格“先进 先出”。厂家与销售商仓库应干燥阴凉,不能 阳光直射。如果是酒店或家庭,则冰箱7~13℃ 贮放。
啤酒酿酒工艺介绍PPT课件(PPT31页)
储酒桶(老设备)
贮酒罐(老设备)
卧式储酒罐(新设备)
六、 过 滤
过滤器(老设备)
硅藻土过滤器(新设备)
七、 灌 装
装酒机(老设备)
洗瓶机(老设备)
装箱(模型)
包装生产线
包装生产线
包装生产线
装箱
青岛啤酒
1.日 本 那 些 再 现曲 水宴的 表演, 有着不 少“中 国元素 ”,但 是由于 现代年 轻人对 古代中 国文化 了解甚 少,并 不知道 哪些元 素来自 中国。 2.本 着 保 证 校 车安 全的原 则,公 安机关 将会同 教育行 政等部 门对校 车驾驶 人进行 逐一审 查,坚 决清退 不符合 安全规 定的校 车驾驶 人。 3.山 寨 文 化 是 一种 平民文 化、草 根文化 ,自然 有其存 在的意 义和价 值,但 山寨产 品的泛 滥则是 中国知 识产权 意识不 足的揭 露与讽 刺。 4.神 舟 7号 宇 宙 飞船 载着三 位航天 英雄胜 利返回 地球, 这艘宇 宙飞船 是我们 国家自 行研制 的,每 一个中 国人不 能不为 之骄傲 。 5.这 家 工 厂 虽 然规 模不大 ,但曾 两次荣 获省科 学大会 奖,三 次被授 予省优 质产品 称号, 产品远 销全国 各地和 东南亚 地区。
青岛啤酒酿造工艺
百年酵母 传世麦香
一、 糖 化
糖 化(酒窝)
酒窝
糖化锅(老设备)
糖化锅(新设备)
西门子电机(老设备)
二、 煮 沸
煮沸锅(老设备)
煮沸锅(老设备)
三、 冷 却
麦汁冷却系统 、 发 酵
发酵池(新设备)
发酵池(老设备)
五、 二 次 发 酵
6.杭 州 湾 跨 海 大桥 是一座 由我国 自行建 造、自 行设计 、自行 管理、 自行投 资的特 大型交 通基础 设施, 是我国 跨海大 桥建设 史上的 一个重 要里程 碑。 7、 为 防 止 东 南亚 地区发 生的禽 流感传 入我国 ,国家 质检总 局和农 业部今 天联合 发出通 知,自 即日暂 行禁止 进口来 自疫区 的禽类 及其产 品。
最新2019-青啤公司企业标准体系介绍(外发)-PPT课件
14 安全技术标准
青岛事业部
实施计划4—建立体系、有效运行
企业方针 目标
企业贯彻的标准化法规 和企业标准化规定
负责体系 中设计技 术标准以 及相关的 管理标准 的管理
信 息 总 部
负责体 系中信 息技术 标准以 及相关 的管理 标准的 管理
青 岛 事 业 部
负责体 系中安 全、职 业健康 和环境 技术标 准以及 相关管 理标准 的管理
各 生 产 厂
按照公 司统一 要求, 负责本 单位标 准化体 系的管 理
2019年啤酒产量百万千升以上的 中国四大啤酒集团
350
326
300
250
200
150
100
50
0 青岛
254 华润
占全国总产 量的比率
青岛 12.81%
华润 9.97%
223
燕京
燕京 8.76%
单位:万千升
117
哈尔滨
哈尔滨 4.59%
2019年国际啤酒业利润分配
128 107
10大啤酒商分据全球啤酒产量1/2和利润的2/3
技 术 质 主管部门 量 职责 管 理 总 部
•作为标准化委员会下设的具体办事机构,统一管 理整个企业的标准化工作。
•负责责技术标准体系的管理工作,并对企业标准 体系的整体工作进行协调和监督。
•负责采用国际标准(或国外先进标准)的相关工 作。
•负责制定、修订公司的企业标准,并进行标准化 审核。
•负责企业产品标准的备案工作,并对标准的实施 情况进行监督。
良好的企业标准化背景
2019年: 全国五一劳动奖章 中国最受尊敬企业 中国上市公司企业竞争力20强, 最佳投资者关系奖来自良好的背景和坚实的基础
27-优化糖浆添加工艺-青岛啤酒四厂资料
活 动 后
达到实施目的
对策实施-2:购置大功率糖浆泵
旧糖浆泵
新糖浆泵
4月份糖浆泵到厂,安装好糖浆泵并改造管路
20
对策实施-2:效果对照
项目 最高流速(m3/h)
效率 6.7吨糖浆所需时间(min)
麦汁转料时间(min)
旧糖浆泵
新糖浆泵
24
36
低
高
15-18min
8-9min
11-12min
新糖浆泵可以满足转料时间的要求。
体积流量计 称重模块
使用原有小功率糖浆泵 购买新的大功率糖浆泵 入口为煮沸锅麦汁出口处 入口为薄板冷却器进口前
12
方案可行性分析及评估(一)
项 序 对策 目 号 方案
可行性分析
1.操作简单
2.费用低
体积 3.使用寿命短
计 量 仪 器
1 流量 计
4.受外部因素影响大, 称量不准确,导致麦汁 量不稳定,麦汁浓度波 动大。
08.03
2
糖浆泵的 选择
购置大功率 糖浆泵
满足转料时 间打完糖浆
的要求
购买大功率 糖浆泵,将 管路连接好
丁亮/ 刘建忠
08.04
3
糖浆添加 点的确定
糖浆添加点 设在麦汁离 心泵之前
使麦汁和糖 浆混和均匀
将糖浆入口 连接在煮沸 锅麦汁出口
处
丁亮
08.04
16
九、对策实施-1:配置计量准确的称重模块-1
活动前
QC流程熟悉度
活动后
27
总结及下一步打算:小组体会
QC小组活动的精髓就是一个学习提高的过程,使员工 在实现企业从优秀到卓越的同时实现了个人价值。
通过QC活动的开展,带动启发员工产生了很多节能降 耗的金点子,为企业节能降耗提供很好途径。
添加糖浆酿造啤酒的实验报告
添加糖浆酿造啤酒的实验报告
盖崇未
【期刊名称】《啤酒科技》
【年(卷),期】2004(000)003
【摘要】我厂在今年生产旺季为了解决糖化生产能力不足的问题,采用加糖浆酿造的工艺,不仅达到了提高糖化产量的目的,同时降低了麦汁的生产成本,摸索出了在稳定啤酒口感的前提下,糖浆的添加比例和添加方法。
【总页数】1页(P46)
【作者】盖崇未
【作者单位】青岛啤酒[鞍山]有限公司,114031
【正文语种】中文
【中图分类】TS262
【相关文献】
1.糖浆在啤酒酿造中的应用 [J], 何丹;周永河
2.浅谈酵母抽提物与高比例糖浆在啤酒酿造中的应用 [J], 褚灿;周建鹤;刘颜杰
3.高α—氨基氮啤酒酿造专用糖浆的应用试验 [J], 杨海军;侯国立
4.应用糖浆高浓酿造啤酒的工艺浅析 [J], 郝俊光;娄晓红;王娟
5.麦芽糖浆在啤酒酿造中的应用 [J], 肖亚新
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
选定课题
优化糖浆添加工艺
5
四、活动计划
进度 选定课题
11 12 1 2 3 4 5 6 7 8 9 10 负责人 月 月 月月月月月月月月月 月
蒋卫国
现状调查
李志洋
制定目标
蒋卫国
提出方案
蒋卫国
确定最佳方案
蒋卫国
制定对策
丁亮
对策实施
丁亮
效果检查
董铭
总结
董铭
6
五、现状调查
07年下半年我们开始跟踪记录麦汁煮沸过程耗汽量, 下图为崂山啤酒每批麦汁耗汽量,平均值为11.7吨/批。
小组类型 登记号码
攻关型 QC2019-04
姓名 蒋卫国
年龄 40
学历 大专
工作职务 酿造部部长
组内职务 组 长:组织决策
QC培训课时 20
张鹏 35 本科 工艺副部长 副组长:课题组织
20
周建波 37 本科 品管部部长 组 员:课题组织与实施
20
丁亮
35 本科
设备主管
24
董铭
27
本科
糖化工艺主管
组 员:主要实施计划并 对数据进行统计和跟踪
10
七、提出并确定最佳方案
1.初步方案的提出
课题
优化糖 浆添加 方式, 降低蒸 汽消耗
课题 目标
蒸汽消 耗降低 0.6吨/批
方案 目标
不影响 麦汁指 标,改 造设备 ,成本 控制最
低
计量仪器的选定 糖浆泵的选择
糖浆添加点的确定
11
2. 方案的分解与选择:
计量仪器的选定 糖浆泵的选择 糖浆添加点的确定
08.03
2
ቤተ መጻሕፍቲ ባይዱ
糖浆泵的 选择
购置大功率 糖浆泵
满足转料时 间打完糖浆
的要求
购买大功率 糖浆泵,将 管路连接好
丁亮/ 刘建忠
08.04
3
糖浆添加 点的确定
糖浆添加点 设在麦汁离 心泵之前
使麦汁和糖 浆混和均匀
将糖浆入口 连接在煮沸 锅麦汁出口
处
丁亮
08.04
16
九、对策实施-1:配置计量准确的称重模块-1
08年3月计量称安装并校验准确。
17
对策实施-1:配置计量准确的称重模块-2
前一批打完糖浆后 罐内重量显示
当前罐内糖浆重量 显示
1#与2#糖浆罐连 通,2#糖浆用完 后,可以将1#罐 糖浆靠自身重力 压入2#罐
糖浆重量 设定值
4月份酿造部完成自控系统的程序修改,实现了糖浆的自动添加。
18
对策实施-1:效果对照
1分
14
方案可行性分析及评估(三)
项 序 对策 目 号 方案
可行性分析
可实 施性
评估
经济 有效 评价 性
可靠 性
综合 得分
是否 采用
1.麦汁离心泵可以
入口为 起到混匀器的作用
糖 浆
煮沸锅
1 麦汁出 口处
2.费用较低 3.糖浆添加和麦汁
添
转料时间可一致
加
1.对麦汁的混匀不
点
入口为 起作用
的
薄板冷 2.需另加混匀设
体积流量计 称重模块
使用原有小功率糖浆泵 购买新的大功率糖浆泵 入口为煮沸锅麦汁出口处 入口为薄板冷却器进口前
12
方案可行性分析及评估(一)
项 序 对策 目 号 方案
可行性分析
1.操作简单
2.费用低
体积 3.使用寿命短
计 量 仪 器
1 流量 计
4.受外部因素影响大, 称量不准确,导致麦汁 量不稳定,麦汁浓度波 动大。
8
对工艺的影响
2007年12月份开始,对糖浆添加方法进行工艺试验验证
单批试验
可凝固性氮、浊度正常,回旋 后能形成结实的蘑菇状。
热 凝 固 物
单罐试验
发酵过程正常,成品酒指标及 品评正常。
9
六、设定目标
单位:吨/批
12 11.7
11.6
11.2
11.1
10.8
活动前
目标值
目标:蒸汽消耗降低至11.1吨/批。
24
李志洋 27 大专 糖化工段长
19
4
三、选题理由
选题背景
节能降耗已经成为全世界面临的一个共同课题; 我国发展与资源的矛盾,从未像今天这样突出; 青岛啤酒四厂的蒸汽消耗现状不容乐观;
改进问题
以往糖浆添加方式,糖浆参与煮沸: 1、添加后粘度增大,影响煮沸效果; 2、需将30℃的糖浆提高到100℃,增加蒸汽使用量; 3、煮沸列管刷洗困难。
蒸汽消耗(吨/批)
15
14
13
12
11
10
9 1118
1168
1218
1268
1318
1368
1418 1468
批次
1518
1568
1618
1668
1718
1768
7
现状调查:糖浆添加设备流程
糖浆罐 体 积 流 量 计
糖浆泵
活动前的添加方式 煮沸锅
煮煮沸沸约501m0imni时n后
至回旋沉淀槽 离心泵
的
1.操作简单
选
2.费用高
择
称重 2 模块
3.使用寿命长
4.基本不受外部因素影
响,称量准确
可实 施性
评估
经济 有效 评价 性
可靠 性
综合 得分
是否 采用
12 不可用
18 可用
表中: 5分
3分
1分
13
方案可行性分析及评估(二)
项 序 对策 目 号 方案
可行性分析
评估 综合
可实 经济 有效 可靠 得分 施性 评价 性 性
确 定
2 却器前 备 ,费用高 3.麦汁转料时间长,
糖浆不能匀速添加
20 可用 17 不可用
表中: 5分
3分
1分
15
八、制定对策
序 号
攻关要素
对策
目标
措施
责任人
完成时 间
1
计量仪器 的选择
配置计量准 确的称量模
块
准确计量, 保证麦汁量 和麦汁浓度
在新糖浆罐 底部加上称 重模块并引 入自控程序
刘建忠/ 赵军
产量 / 万千升 综合能耗 kg/KL
10.24 2019 年 111.12
12.31 2019 年 73.52
13.08
13.8
2019 年
2019 年
62.8
55.32
3
二、小组概况
小组名称 酿造部创新先锋QC小组
成立时间 活动时间
2019年2月 2007年11- 2008年10月
课题名称
优化糖浆添加方式
优化糖浆添加工艺
青岛啤酒四厂酿造部
创新先锋QC小组 发布人:李志洋
一、企业简介
2
一、企业简介
青岛啤酒四厂隶属于青岛啤酒股份有限公司,设计年 生产能力为8万吨,随着近几年不断的工艺设备改进和改 造,使四厂的产能逐年攀升,在2019年总产量达到了13.8 万千升的历史最高点,同时我们的综合能耗却逐年下降。 这充分证明,创新和改革给我们四厂的发展注入了新的活 力。
58 57
活
56
动 55
前 54 53
麦汁量的稳定性得到很大程 度的改善,说明称重准确!
19
744 752 765 778 786 794 802 820 833 841 854 877 895 903 911 924 932 945 953 966 974 983 996 1009 1017 1026 1041 1051 1067 1075 1093 1101 1109 1132 1140 1148 1156 1174 1187 1195 1203 1216 1230 1244 1256 1264 1282
是否 采用
1.功率小,不能满
足10-12min打完糖
使用原 浆的要求
有小功 2.无额外费用
糖 1 率糖浆 3.可以使用在煮沸
浆
泵
结束向煮沸锅打糖
泵
浆,但是影响生产
的
效率
选 择
购买新 的大功 率糖浆 2泵
1.功率大,可以满 足7min以上打完糖 浆的要求
2.费用高
14 不可用 18 可用
表中: 5分
3分