塑胶模具排气通道规定标准
模具9-1模具排气

模具排气
一,模具分型面的排气对于生产合格的产品非常重要。
要求在分型面的周边,滑块的周边,凸模镶件的周边等需要排气的地方设计排气槽。
排气槽一般设计在塑料充填的末端。
(设计在凸模侧或凹模侧易于加工的部位)排气槽的设计请参考样图。
二,产品内部的排气
塑料最后充填的区域不在分型面上,而在产品的内部。
可以通过增加镶件,镶一组薄片镶件或排气钢来实现排气,薄片镶件上要设计排气槽。
排气镶件底部必须连通大气。
排气钢的加工要用放电加工来实现,铣加工会使排气微孔堵塞而失去作用。
三,导柱孔的排气
模具的导套孔一端被上底板或下底板盖住,导柱在快速进入或退出导套时,导套内的空气被快速压缩或抽真空,一方面产生尖锐的气流噪音,另一方面,快速运动的分子产生热量使导柱和导套的温度升高,容易摩擦拉毛。
在A板和B板的反面开设排
气槽。
模具设计之模具排气设计标准
模具设计之模具排气设计标准
模具内的气体不仅包括型腔里空气,还包括流道里的空气和塑料熔体产生的分解气体。
在注塑时,这些气体都应顺利的排出。
排气不足的危害性:
( 1 ) 在胶件表面形成烘印、气花、接缝,使表面轮廓不清;
( 2 ) 充填困难,或局部飞边;
( 3 ) 严重时在表面产生焦痕;
( 4 ) 降低充模速度,延长成型周期。
我们常用的排气方法有以下几种:
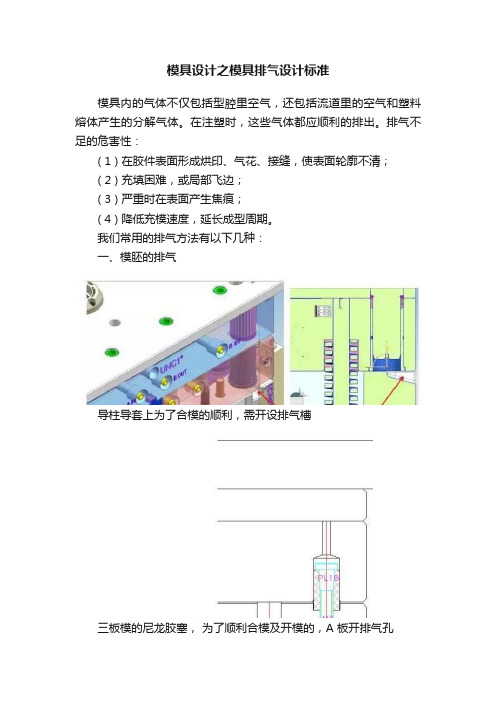
一、模胚的排气
导柱导套上为了合模的顺利,需开设排气槽
三板模的尼龙胶塞,为了顺利合模及开模的,A 板开排气孔
二、流道末端的排气
三、成型零件的排气
1.分型面开排气槽排气:为了加工与清理的方便,一般的情况下是做在前模仁
如上图,宽度b=(4~8)mm 长度 L为3mm ~5mm左右,排气槽的深度h因树脂不同而异,主要是考虑树脂的粘度及其是否容易分解。
作为原则而言,粘度低的树脂,排气槽的深度要浅。
容易分解的树脂,排气槽的面积要大,各种树脂的排气槽深度可参考下表
2.镶件的排气
填充困难或最后填充的位置,在镶件上注意做排气,排气须引至模外
3.顶针排气
胶件中间位置的困气,可加设顶针,利用顶针和型芯之间的配合间隙,或有意增加顶针之间的间隙来排气
4.疏气钢
它的排气效果是与厚度成反比的,所以,他的一般厚度为30-50MM,精加工时不可以选择机加工,只能放电。
这点特别注意,由于成本等原因,实际上很少用到
另外还有排气栓排气(原理同疏气钢),其为标准件,可直接购买。
模具怎么开排气系统好

注塑模具通常要尽量用全周顶针排气,这点对于大件的塑件尤为重要,这点当然也决定于顶针的直径,如果这点不可能,要磨平面排气,用合适的长度及深度,并减缓顶针配合间隙,流道尤其是大的或长的流道一定要开排气。另一个常见的问题是当零件不能做全周排气时,最后充胶位及次最后充胶位必须被考虑到,此两位必须加排气。深骨位、柱位及小针点胶位或薄胶位须特殊考虑排气,或用扁顶针,半针形的结构或用排气钢,甚至用真空排气装置。最好的排气最终也会消失,经过一定的物质循环后,如果没有足够的钢材在合模线上补偿压力,注塑模具会咬合在一起,而气槽会磨损,合模线应避开西诺模具合模部分的减少,这是注塑模具遇到的一个最大的问题。前后模镶件的注塑模具,前后模镶料不能在模胚分模面合模之前先合模。正确的做法是内模之
模具排气之设计

1.在分模度為 按鍵孔的靠破面設計排氣槽及排氣孔,排氣槽的寬度為2~3 ㎜。
排 氣 槽 深 度 為 : 0 .2 ~ 0 .5 m m . 排 氣 槽 深 度 如 附 表 所 示 .
排氣二
32~3㎜ m m ~4
排氣三
2~3㎜
說明結束 謝謝
3.抽真空排氣槽尺寸的基本要求
2~3㎜ DEEP 0.5~0.6㎜ ∮6㎜
3.5~4.0㎜ DEEP 如附表所示
(例如 注:當有其它原因無法製作O RING時,則不作O RING. (例如 SLIDE) 當有其它原因無法製作O RING時 則不作O
4.抽真空O型環結構之設計標準
V=
此種O型環的設計方式可以避免O 此種O型環的設計方式可以避免O型環掉落
=H
5.薄片Insert排氣方式
成品面 排氣槽只製作單面,深度 為塑膠原料對應排氣槽 的深度,離成品面應為 整面排氣
除客戶特別 指定, 指定,一般 不採用透氣 性鋼材
Depth:0.2 mm
在局部充填困難(成品肉厚較小處),可採用薄片 在局部充填困難(成品肉厚較小處),可採用薄片 ), Insert的方式,在薄片 的方式, 的方式 在薄片Insert上建立排氣槽 上建立排氣槽
在充填的末端及包風處 設計排氣, 設計排氣,排氣的基本 方式有: 方式有: 分割入子、設計頂針、 分割入子、設計頂針、 設計排氣槽等。 設計排氣槽等。
2.各種塑膠原料不發生毛邊的排氣孔深度明細
(排氣深度應先以最小值製作)
塑膠原料 PE PP PS SB ABS PC PBT 排氣孔深度(MM) 0.02 0.01~0.02 0.02 0.03 0.03 0.01~0.03 0.005~0.015 塑膠原料 SAN PPO POM PMMA PA PPS PC+ABS 排氣孔深度(MM) 0.03 0.03 0.01~0.03 0.03 0.005~0.015 0.01~0.03 0.015~0.02
(完整版)注塑模具实用教程第7章注塑模排气系统设计
2020年8月17日
16
第7章 注塑模具排气系统设计
• 7.2 排气系统设计原则
• (5)排气槽尽量用铣床加工,加工后用320号砂纸抛光,去除 刀纹。排气槽避免使用磨床加工,磨床加工的平面过于平整光滑, 排气效果往往不好;
• (6)分型面上的排气槽应该设置在型腔一侧,一般在定模镶件 上;
7.1.2 模具中气体来源
注射成型时,模具内的气体主要来自以下三方面: 1.模具浇注系统及型腔内的空气,这是气体的主要来源; 2.塑料中的水分因高温而变成的气体; 3.塑料及塑料添加剂在高温下分解的气体。
2020年8月17日
10
第7章 注塑模具排气系统设计
7.1.3 模具中容易困气的位置
• 1.薄壁结构型腔,熔体流动的末端; • 2.厚壁结构的型腔空气容易卷入熔体,形成气泡,是排气系
引入
注塑模具属于型腔模,在塑料熔体进 入型腔前,型腔里面都有什么东西?
2020年8月17日
3
第7章 注塑模具排气系统设计
7.1概述
7.1.1 什么是排气系统?
注塑模具在注射成型过程中将型腔和浇注系统内的气体及 时排出,在开模和塑件脱模过程中将气体及时引入,防止塑 件和型腔壁之间产生真空的结构叫排气系统。
2020年8月17日
15
第7章 注塑模具排气系统设计
• 7.2 排气系统设计原则
• (1)排气槽只能让气体排出,而不能让塑料熔体流出; • (2)不同的塑料,因其粘度不同,排气槽的深度也不同; • (3)型腔要设计排气槽,流道和冷料穴也要设计排气槽,使浇
注系统内的气体尽量少地进入模具型腔; • (4)排气槽一定要通到模架外,尤其是通过镶件、排气针或排
塑料加工恶臭废气处理项目排放标准
塑料加工恶臭废气处理项目的排放标准通常包括对废气中的污染物浓度和排放速率的要求。
这些标准通常由当地环境保护部门或相关行业协会制定。
例如,国家标准《合成树脂工业污染物排放标准》(GB 31572-2015)对合成树脂工业企业及其生产设施的水污染物和大气污染物排放限值、监测和监督管理要求进行了规定。
其中,对于氯化氢等气体污染物的排放,该标准可能会规定相应的初始排放速率和排放浓度限制。
此外,在某些地区,可能会针对不同类型和规模的塑料加工企业制定不同的排放标准。
因此,具体的排放标准需要根据当地的相关法规和政策来确定。
需要注意的是,对于具体的废气处理项目,还需要考虑废气的来源、污染物种类和浓度、处理工艺等因素,以便制定合理的排放标准。
同时,为了确保废气处理效果符合标准要求,还需要进行相应的监测和监管。
注塑模具排气槽开的标准
注塑模具排气槽开的标准
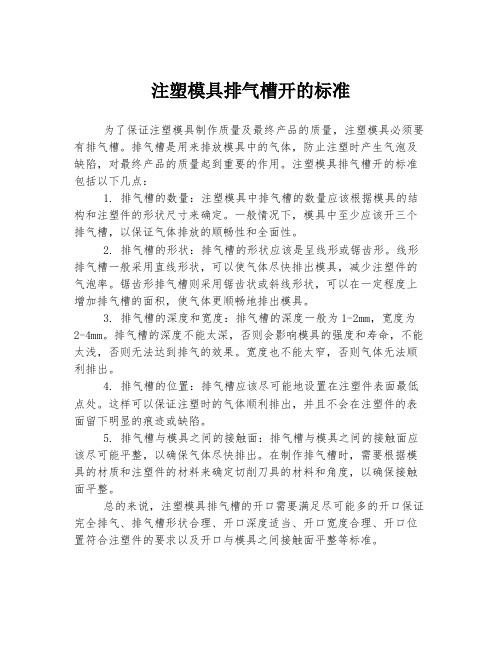
为了保证注塑模具制作质量及最终产品的质量,注塑模具必须要有排气槽。
排气槽是用来排放模具中的气体,防止注塑时产生气泡及缺陷,对最终产品的质量起到重要的作用。
注塑模具排气槽开的标准包括以下几点:
1. 排气槽的数量:注塑模具中排气槽的数量应该根据模具的结构和注塑件的形状尺寸来确定。
一般情况下,模具中至少应该开三个排气槽,以保证气体排放的顺畅性和全面性。
2. 排气槽的形状:排气槽的形状应该是呈线形或锯齿形。
线形排气槽一般采用直线形状,可以使气体尽快排出模具,减少注塑件的气泡率。
锯齿形排气槽则采用锯齿状或斜线形状,可以在一定程度上增加排气槽的面积,使气体更顺畅地排出模具。
3. 排气槽的深度和宽度:排气槽的深度一般为1-2mm,宽度为2-4mm。
排气槽的深度不能太深,否则会影响模具的强度和寿命,不能太浅,否则无法达到排气的效果。
宽度也不能太窄,否则气体无法顺利排出。
4. 排气槽的位置:排气槽应该尽可能地设置在注塑件表面最低点处。
这样可以保证注塑时的气体顺利排出,并且不会在注塑件的表面留下明显的痕迹或缺陷。
5. 排气槽与模具之间的接触面:排气槽与模具之间的接触面应该尽可能平整,以确保气体尽快排出。
在制作排气槽时,需要根据模具的材质和注塑件的材料来确定切削刀具的材料和角度,以确保接触面平整。
总的来说,注塑模具排气槽的开口需要满足尽可能多的开口保证完全排气、排气槽形状合理、开口深度适当、开口宽度合理、开口位置符合注塑件的要求以及开口与模具之间接触面平整等标准。
VPI标准

文件编号MD-01编 制0文件版次A 校 对页 号1OF7审 批制定部门设计部日 期2003-8-291、气体堆积会浸蚀模具表面及合模线(Parting Line);2、会产生过多的结合线(这此结合经不牢固,并且不美观);3、会浪费太多的注塑压力(会增加注塑机的难度);5、循环 不稳定性:会经常性的需要调机解决品质问题;6、颜色问题:出现色差,使颜色变黑或变亮;7、要增加模具抛光:浪费时间、钱及并使钢材易腐蚀;8、不可能使产品达到客人要求的标准;9、使技术人员、QA、操作员及模房人员的工作增加困难;10、降低材料的级别。
合理的排气技术要求特别注意:3、简单的模具检查排气是否合适,如果各项内容OK,然后做导向(结构),使气体排空;4、检查排气管及PL线,检查是否有气体困住,不足够的气体排出通道。
特别记住:一个零件不能排气太多,尽管合模线能够做到,这点给带来以下与排气有关的问题另一个常见的问题是当零件不能做全周排气时,最后充胶位及次最后充胶位必须被考虑到,此两位必须加排气(见图表)。
深骨位、柱位及小的针点胶位,或薄的胶位须特殊考虑排气,或用扁顶针,半针形的结构,或用排气钢,甚至用真空排气装臵。
1、按预先规定的标准规格加工模具排气,然后进入第二步;当使用顶针排气时,先检查顶针孔的尺寸特别重要,而不是先磨针(尼龙材料),良好的排气模具排气加工指导程序。
2、开始开排气;不合理的排气会产生以下不良:4、需使用过高的料筒温度(增加注塑机工作难度,温控失常,材料的性能出现偏差,增加循环时间,产品发热,使操作员操作不舒服);要尽可能做全周排气结构,深度做到0.025-0.030,全周排气是最佳的,整个PL线均设排气,而理论上合模面永不接触,如果全周排气不可能的情况下只能做线性排气结构。
如果因PL面不规则不能做全周排气,较好的方法是用“1/2”宽排气槽到前模,这样你可以MIC排气槽的深度,不要用“Hi-Spot-Blue”,从排气角度考虑,产品的周围排气槽宽度须至少0.250宽,然后开宽到0.500作为排出通道将气体排到大气中,而深度最少为0.060排气槽入P-LLOCKS方式并不合适,气体最终必须排到大气中,要尽可能用平底带倒角的铣刀加工排气槽,如果一定要用球形铣刀,则要计算清楚加工深度与平底加工出的深度一致才可使用,排气槽长度是一个最易被大多数(人)忽视,并关系到合适的排气问题,在此问题上有许多并不尽相同的尺寸规定的说法,材料供应商的规格从0.030-0.180,而我保证如果长度大于0.060将不再起作用,因此,安全起见,VPI规定标准为0.045,排气深度决定于成型材料,若有疑问,可查阅加工规格。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
塑胶模具排气国家规定标准
模具排气可最大程度上代表模具整体结构的好坏。
即使“A”级的模具如果没有好的排气,也不可能产出质量稳定的产品,好的模具应是密闭性好,而且能够保证气体自由排出,而不是气体被高度压缩。
不合理的排气会产生以下不良:
1、气体堆积会浸蚀模具表面及合模线(Parting Line);
2、会产生过多的结合线(这此结合经不牢固,并且不美观);
3、会浪费太多的注塑压力(会增加注塑机的难度);
4、需使用过高的料筒温度(增加注塑机工作难度,温控失常,材料的性能出现偏差,增加循环时间);
5、循环不稳定性:会经常性的需要调机解决品质问题;
6、颜色问题:出现色差,使颜色变黑或变亮;
7、要增加模具抛光:浪费时间、钱及并使钢材易腐蚀;
8、不可能使产品达到客人要求的标准;
9、使技术人员、QA、操作员及模房人员的工作增加困难;
10、降低材料的级别。
合理的排气技术要求
要尽可能做全周排气结构,深度做到0.025-0.030,全周排气是最佳的,整个PL线均设排气,而理论上合模面永不接触,如果全周排气不可能的情况下只能做线性排气结构。
如果因PL面不规则不能做全周排气,较好的方法是用“1/2”宽排气槽到母模,从排气角度考虑,产品的周围排气槽宽度须至少12mm宽,然后作排出通道将气体排到大气中,而深度最少为0.015.气体最终必须排到大气中,要尽可能用平底带倒角的铣刀加工排气槽,如果一定要用球形铣刀,则要计算清楚加工深度与平底加工出的深度一致才可使用,排气槽长度是一个最易被大多数(人)忽视,并关系到合适的排气问题,在此问题上有许多并不尽相同的尺寸规定的说法,材料供应商的规格从3~5mm,而我保证如果长度大于3mm将不再起作用,因此,安全起见,我们规定标准为0.045,排气深度决定于成型材料,若有疑问,可查阅加工规格。
一个最常见的错误概念是太多排气导致披锋,实际上反方向才是对的,不合理的排气需加过大的压力,当允许气体排出时,胶料会随气体走出,而唯一导致排气过量而致披锋则是气槽深度太深。
通常要尽量用全周顶针排气,这点对于大件的塑件尤为重要,这点当然也决定于顶针的直径,如果这点不可能,要磨平面排气,用合适的长度及深度,并减缓顶针配合间隙,流道尤其是大的或长的流道一定要开排气。
另一个常见的问题是当零件不能做全周排气时,最后充胶位及次最后充胶位必须被考虑到,此两位必须加排气。
深骨位、柱位及小针点胶位或薄胶位须特殊考虑排气,或用扁顶针,半针形的结构或用排气钢,甚至用真空排气装臵。
特别注意:
当使用顶针排气时,先检查顶针孔的尺寸特别重要,而不是先磨针(尼龙材料),良好的排气模具排气加工指导程序。
1、按预先规定的标准规格加工模具排气,然后进入第二步;
2、开始开排气;
3、简单的模具检查排气是否合适,如果各项内容OK,然后做导向(结构),使气体排空;
4、检查排气管及PL线,检查是否有气体困住,不足够的气体排出通道。
特别记住:一个零件不能排气太多,尽管合模线能够做到,这点给带来以下与排气有关的问题
合模线材料闭合
最好的排气最终也会消失,经过一定的物质循环后,如果没有足够的钢材在合模线上补偿压力,模具会咬合在一起,而气槽会磨损,合模线应避开模具合模部分的减少,这是大模遇到的一个最大的问题。
前后模镶件的模具,前后模镶料不能在模胚分模面合模之前先合模。
正确的做法是内模之间及模胚上下模之间要同时合模。