无缝钢管带磁性的原因及消磁焊接方法
电焊机法消除钢管磁性

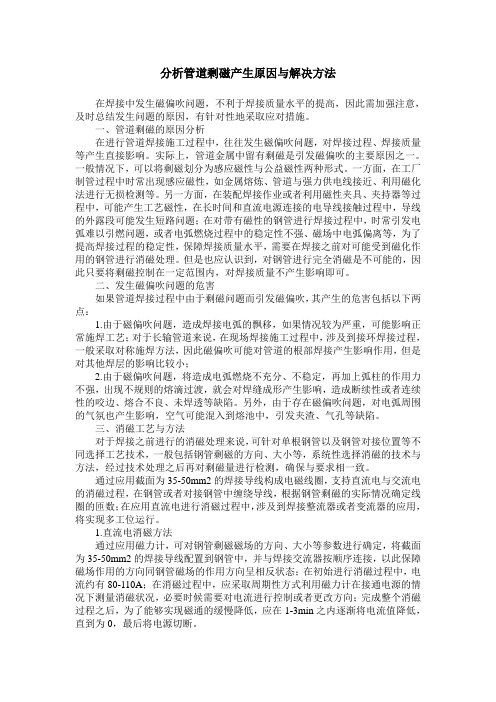
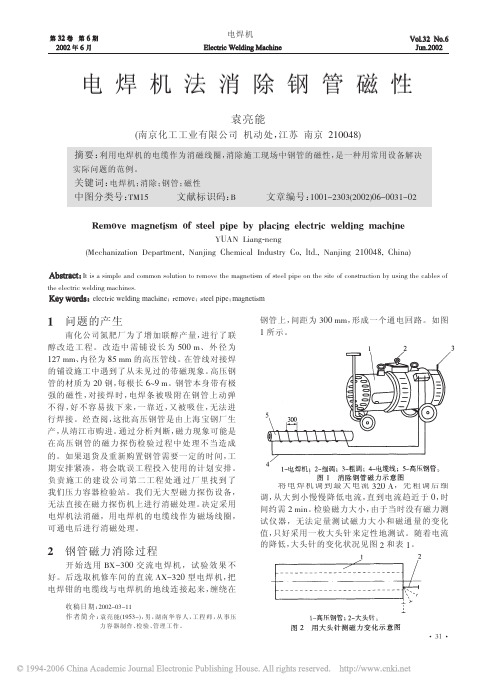
钢 管 上 , 距 为 3 0ml 形 成 一 个 通 电 回路 。 如 图 间 0 i, l
1所 示 。
l 2 3
图 l 消 除 钢 管 磁 力 示 意 圈
将 电 焊 机 调 到 最 大 电 流 3 0A, 先 粗 调 后 细 2 调 , 大 到 小 慢 慢 降 低 电 流 , 到 电 流 趋 近 于 0 时 从 直 , 间 约 需 2ri。 验 磁 力 大 小 , 于 当 时 没 有 磁 力 测 an 检 由 试 仪 器 ,无 法 定 量 测 试 磁 力 大 小 和 磁 通 量 的 变 化 值 , 好 采 用 一 枚 大 头 针 来 定 性 地 测 试 。 随 着 电 流 只 的 降 低 , 头 针 的 变 化 状 况 见 图 2和 表 1 大 。
31
维普资讯
维普资讯
第3卷 第6 2 期 20 0 2年 6月
雹珲械
E e t cW ed n a h n l cr li g M c i e i
Vo _2 No 6 I . 3 J 2 0 m o2
电 焊蛾 法: 除 钢 隧 消 管
袁 亮能
1 问题 的产 生
南 化 公 司 氮 肥 厂 为 了 增 加 联 醇 产 量 , 行 了联 进 醇 改 造 工 程 。 改 造 中 需 铺 设 长 为 5 0m 、外 径 为 0 17 2 mm、 径 为 8 m 的 高 压 管 线 。 管 线 对 接 焊 内 5m 在 的 铺 设 施 工 中 遇 到 了 从 未 见过 的带 磁 现 象 。 压 钢 高 管 的材质 为 2 0钢 , 根 长 6 9i。钢 管 本 身 带 有 极 每 ~ n 强 的 磁 性 , 接 焊 时 、 焊 条 被 吸 附 在 钢 管 上 动 弹 对 电 不 得 , 不 容 易 拔 下 来 , 靠 近 , 被 吸 住 , 法 进 好 一 又 无 行 焊 接 。 经 查 阅 , 批 高 压 钢 管 是 由 上 海 宝 钢 厂 生 这 产 , 靖 江 市 购 进 : 过 分 析 判 断 , 力 现 象 可 能 是 从 通 磁 在 高 压 钢 管 的 磁 力 探 伤 检 验 过 程 中 处 理 不 当 造 成 的。如果 退货 及重 新购 置钢 管 需要一 定 的时 间 , 工 期 安 排 紧 凑 ,将 会 耽 误 工 程 投 人 使 用 的 计 划 安 排 。 负 责 施 l的 建 设 公 司 第 二 工 程 处 通 过 厂 里 找 到 了 = 我 们压力 容器 检 验站 。我们 无 大型 磁 力探伤 设 备 , 无 法 直 接 在 磁 力探 伤 机 上 进 行 消 磁 处 理 。 定 采 用 决 电 焊 机 法 消 磁 , 用 电 焊 机 的 电缆 线 作 为 磁 场 线 圈 , 可 通 电后 进 行 消磁 处 理 。
分析管道剩磁产生原因与解决方法
分析管道剩磁产生原因与解决方法在焊接中发生磁偏吹问题,不利于焊接质量水平的提高,因此需加强注意,及时总结发生问题的原因,有针对性地采取应对措施。
一、管道剩磁的原因分析在进行管道焊接施工过程中,往往发生磁偏吹问题,对焊接过程、焊接质量等产生直接影响。
实际上,管道金属中留有剩磁是引发磁偏吹的主要原因之一。
一般情况下,可以将剩磁划分为感应磁性与公益磁性两种形式。
一方面,在工厂制管过程中时常出现感应磁性,如金属熔炼、管道与强力供电线接近、利用磁化法进行无损检测等。
另一方面,在装配焊接作业或者利用磁性夹具、夹持器等过程中,可能产生工艺磁性,在长时间和直流电源连接的电导线接触过程中,导线的外露段可能发生短路问题;在对带有磁性的钢管进行焊接过程中,时常引发电弧难以引燃问题,或者电弧燃烧过程中的稳定性不强、磁场中电弧偏离等,为了提高焊接过程的稳定性,保障焊接质量水平,需要在焊接之前对可能受到磁化作用的钢管进行消磁处理。
但是也应认识到,对钢管进行完全消磁是不可能的,因此只要将剩磁控制在一定范围内,对焊接质量不产生影响即可。
二、发生磁偏吹问题的危害如果管道焊接过程中由于剩磁问题而引发磁偏吹,其产生的危害包括以下两点:1.由于磁偏吹问题,造成焊接电弧的飘移,如果情况较为严重,可能影响正常施焊工艺;对于长输管道来说,在现场焊接施工过程中,涉及到接环焊接过程,一般采取对称施焊方法,因此磁偏吹可能对管道的根部焊接产生影响作用,但是对其他焊层的影响比较小;2.由于磁偏吹问题,将造成电弧燃烧不充分、不稳定,再加上弧柱的作用力不强,出现不规则的熔滴过渡,就会对焊缝成形产生影响,造成断续性或者连续性的咬边、熔合不良、未焊透等缺陷。
另外,由于存在磁偏吹问题,对电弧周围的气氛也产生影响,空气可能混入到熔池中,引发夹渣、气孔等缺陷。
三、消磁工艺与方法对于焊接之前进行的消磁处理来说,可针对单根钢管以及钢管对接位置等不同选择工艺技术,一般包括钢管剩磁的方向、大小等,系统性选择消磁的技术与方法,经过技术处理之后再对剩磁量进行检测,确保与要求相一致。
管道焊口现场简易消磁方法
管道焊口现场简易消磁方法作者:周洋来源:《建筑建材装饰》2017年第04期摘要:石油化工现场施工中,经常发生因保护不当导致金属管、对接焊口带磁现象。
由于现场不会常备专用消磁设备,给施工造成不小麻烦。
利用焊机的焊把线作为消磁线圈,消除施工现场金属管、焊口的磁性,是一种用简单、常用、快速解决实际问题的方法。
关键词:焊口;管道;钢管;消磁方法;电焊机;磁性引言在管道焊接作业时,有时焊口会出现磁偏吹影响焊接过程的现象。
磁偏吹的形成是管道金属中存在磁力的结果。
感应磁性常产生在管线现场加工、管线蒸汽吹扫、材料保管不当等环节中,如:长时间接触与直流电源相连的电导线,导线裸露段或者电焊钳与管子的短路,管道安装时,采用磨光机对管口进行打磨,强摩擦会引起坡口带磁。
焊口采用中频加热处理时,其加热过程会导致管内充磁。
在这些作业停止后,仍有残留磁性留在管口端面。
如某管道改线碰口作业中,因长时间对管口进行打磨,导致顺气流方向根焊过程中出现焊口带磁情况。
大庆乙烯高压合金钢蒸汽管线带磁就属于此种情况。
焊接带磁性的钢管时,经常会产生电弧引燃困难、电弧燃烧稳定性遭破坏、在磁场中电弧偏离、液体金属和熔渣从焊接熔池中溅出等问题。
为了稳定焊接过程,改善焊接接头质量,被磁化了的钢管或焊口在焊接前先要进行消磁。
通常,要达到被焊接的钢管完全消去磁性是很困难的,现场条件下几乎不可能。
当我们在施工现场遇到管线带磁的现象影响焊接,通常需要以下几个步骤进行判断的做法进行消磁。
1.确定钢管剩磁场的位置和方向焊口磁场的位置一般分为两种,一种为焊后两端只有一端带磁,另一种为焊后两端均带磁场。
磁场的方向一般也分为两种,一种为焊口两端为同方向磁场,另一种为焊口两端磁场为相对方向。
以上判断均可用磁铁来简易判断极性和方向。
2.选择消磁的方法及技术手段管线消磁一般有以下几种常见方法:2.1采用专业消磁设备。
目前市场上有成型的消磁设备,虽然其工作原理与绕线电焊机法相近,但操作简单,输出电流可调节,可在设备上实现磁场极性转换,效率较高,近年来也在施工作业中广泛使用。
管道剩磁及其焊接时的消磁措施
r n / s 左 右 ) 冲刷 摩 擦 产 生磁 场 导 致管 道 带 磁 的 主
要 原 因之 一 _ 1 ] 。
( 2 )管材在堆放时间内 ,不可避免地受到
作 者 :李晓 ,大学 学历 ,助 理工程 ,现 主要 从 事
锅 炉 、发 电设 备 和 压 力 管道 管理 工 作 。
2 . 2 金属 管道 剩磁 的危 害 ( 1 ) 管道 坡 口两 侧 的母 材 不 能 很 好 或无 法
2 0 1 7 年第 2 期
李晓, 等: 管道 剩 磁 及 其 焊 接 时的 消 磁 措 施
2 7
与填 充熔 池 融合 ,无 法进 行施 焊 。 ( 2 ) 根 焊过 程 中 ,电弧 严 重产 生偏 吹 ,如 采 用 氩 弧 焊 丝 ,在 坡 口问 隙 中 因磁 场 牵 引会 产 生 颤 震 和粘 连 现 象 ,填 充 的熔 池 无 法正 常过 渡 ,
无 法 收 口 ,施 工 无 法 进 行 下 去 。本 文 分 析 金 属
行打磨 ,强摩擦会引起坡 口带磁 ;在这些作 业 停 止后 ,仍 有残 留磁性 留在管 口端面 ;焊接 完
后 焊 缝 采 用 中频 加 热 处 理 时 ,其 加 热 过 程 会 导 致 管 内充 磁 。干 熄 焦 蒸 汽 管 道 所 有 的焊 缝 在 焊 接 后 都 进 行 了焊 接 热 处 理 ,也 是 导 致 管 道 产 生
时 间之后会 烧 断 。对 于整 个烧 断 的时 间 ,与钢丝 的长 度 、直径 、电流 值等 相关 ;当钢丝 被烧 断之 后 ,可 以利 用磁 力计 对剩 磁进 行检 测 ,如果 消磁
钢管消磁处理
钢管消磁处理
嘿,咱来说说钢管消磁处理这事儿哈。
我跟你讲,有一回我在工厂里看到他们给钢管消磁,可有意思了。
那天我去一个工厂找朋友玩,正好看到他们在处理一批钢管。
那些钢管堆在那里,看着没啥特别的,可朋友说这些钢管得先消磁才能用。
我就好奇了,这钢管咋还得消磁呢?
朋友就给我解释,说这些钢管要是有磁性,以后用的时候会有各种麻烦。
比如说会影响一些仪器的测量啦,或者在焊接的时候会出问题啥的。
我一听,嘿,还挺重要呢。
然后我就看着他们怎么给钢管消磁。
他们先把钢管放在一个大机器上,那个机器看着就很厉害的样子。
朋友说这机器能产生一种磁场,和钢管上的磁场相互作用,把磁性给抵消掉。
我就想象着这两个磁场在那里打架,最后把钢管上的磁性给打败了。
哈哈。
接着,他们又用一种特殊的仪器来检测钢管上还有没有磁性。
那个仪器小小的,拿着在钢管上晃来晃去。
我也凑过去看,心里还挺紧张,不知道这钢管到底消磁成功了没有。
检测了一会儿,他们说可以了,这批钢管消磁成功了。
我看着那些钢管,感觉它们就像打了一场胜仗的士兵,变得更加厉害了。
从那以后,我就知道了钢管消磁处理的重要性。
咱可不能小瞧了这一步,要是不把钢管消磁好,以后说不定会出啥大问题呢。
嘿嘿。
电焊机法消除钢管磁性
中图分类号: 56$!
文献标识码: +
文章编号: $""$-%.".2%""%4"(-"".$-"%
#$%&’$ %()*$+,-% &. -+$$/ 0,0$ 12 0/(3,*) $/$3+4,3 5$/6,*) %(37,*$
78/9 :0;1<!1=1< 26=>?;10@;A0B1 C=D;EA#=1AF 9;1G01< H?=#0>;I J1KLMAEN HBF IAKOF 9;1G01< %$""3’F H?01;4 "#$%&’(%: JA 0M ; M0#DI= ;1K >B##B1 MBILA0B1 AB E=#BP= A?= #;<1=A0M# BQ MA==I D0D= B1 A?= M0A= BQ >B1MAEL>A0B1 RN LM01< A?= >;RI=M BQ
$ 所示。
图$
消除钢管磁力示意图
"
钢管磁电 流 .%" /, 先 粗 调 后 细 调, 从大到小慢慢降低电流, 直到电流趋近于 " , 时 间约需 % #01 。 检验磁力大小, 由于当时没有磁力测 试仪器,无法定量测试磁力大小和磁通量的变化 值, 只好采用一枚大头针来定性地测试。随着电流 的降低, 大头针的变化状况见图 % 和表 $ 。
・ !" ・
此次用电焊机法消除高压钢管磁力现象的工 作 ’ 使得联醇改造工程的高压管线焊接铺设得以顺 — 利完成, 同时为大家提供一个用简易常用设备—— 电焊机解决施工现场钢管带磁问题的范例。 钢管不 同直径、 不同长度, 其处理退磁的原理和方法是一 样的。为了少走弯路, 注意以下几点: 电流尽可能 $% 选择合适的电焊机,交流或直流-, 大一些。 因为大型磁力探伤机的探伤电流在 !# ### . 以上。 可以增加退磁 &% 选择合理的电缆线缠绕圈数, 效率和效果。 ’% 对接时注意两根钢管的极性。
钢材消磁方法

钢材消磁方法一、引言钢材是一种常见的金属材料,广泛应用于各个领域。
在生产和加工过程中,钢材往往会受到磁场的影响,导致磁化。
这时需要对钢材进行消磁处理,以确保其正常使用。
本文将介绍几种常见的钢材消磁方法。
二、物理消磁1. 原理物理消磁是利用电流产生的磁场相互作用,使原有的磁性被抵消或者削弱而达到消除磁性的目的。
2. 方法(1)交流电源法:将钢材绕制成线圈,在交流电源下通电,通过线圈内部产生的交变电场和交变磁场作用于钢材中原有的剩余磁性,使其逐渐减弱甚至完全消失。
(2)直流电源法:将钢材绕制成线圈,在直流电源下通电。
由于直流电源具有稳定性和连续性,能够形成稳定的直流磁场作用于钢材中原有的剩余磁性。
三、化学消磁1. 原理化学消磁是通过化学反应来消除钢材中的磁性。
化学消磁的原理是将钢材浸泡在含有还原剂或氧化剂的溶液中,使钢材表面发生还原或氧化反应,从而改变钢材表面的电荷状态,达到消除磁性的目的。
2. 方法(1)酸洗法:将钢材浸泡在稀酸中,利用酸性环境下产生的电化学反应将原有磁性消除。
(2)碱洗法:将钢材浸泡在强碱溶液中,利用碱性环境下产生的电化学反应将原有磁性消除。
四、热处理消磁1. 原理热处理消磁是通过高温处理来改变钢材内部结构和组织状态,从而达到消除钢材中的剩余磁性的目的。
高温处理时,钢材内部结构和组织状态会发生变化,导致其原有剩余磁性被抵消或者削弱。
2. 方法(1)退火法:将钢材加热至一定温度,在保温一段时间后缓慢冷却。
这样能够使钢材内部结构和组织状态发生变化,从而消除原有剩余磁性。
(2)淬火法:将钢材加热至一定温度,然后快速冷却。
这样能够使钢材内部结构和组织状态发生变化,从而消除原有剩余磁性。
五、机械消磁1. 原理机械消磁是通过机械力的作用来改变钢材内部结构和组织状态,从而达到消除钢材中的剩余磁性的目的。
机械力的作用能够使钢材内部结构和组织状态发生变化,导致其原有剩余磁性被抵消或者削弱。
2. 方法(1)轧制法:将钢材通过辊轧机进行轧制处理。
管道施工过程中的退磁处理

管道施工过程中的退磁处理【摘要】本文针对管道施工过程中材料剩磁问题,分析了其产生的原因,指出了退磁的方法,并着重结合工程实际给出了较为可行的退磁方案。
【关键词】管道;剩磁;退磁;焊接;检验1 前言在管道施工中,不管是安装还是在役检修,都经常遇到管道磁性问题,这对施工的进度、质量甚至安全都带来了很大困扰,强磁场吸附铁屑不利于加工、影响焊接使得焊口合格率低下,也影响焊口的射线检验,并可能对在役过程中的仪器仪表造成干扰。
笔者在焊接和检验专业工作多年,为了解决工程中遇到的困难,积累了一些处理剩磁问题的经验,在尽量不使用大型设备的情况下获得了良好的退磁效果。
希望本文对被管道剩磁困扰的相关人士有所帮助。
2 磁场产生的原因管道制造时磁探伤后退磁不良,这也是最主要的剩磁来源。
压力钢管一般出厂前都要按一定比例检验,磁检验因为其效率、成本上的优势被较多采用,常见要求是退磁后剩磁不超过240A/m,而退磁不达标也时有发生。
机械加工。
在管道装配、坡口加工环节不可避免要使用机械加工,不论使用气动、手动还是电动工具加工管道,机械加工都会改变管道的磁场,同其它原因叠加可使磁场严重超标。
理论上可以调节加工的角度、方向来抑制磁场,但实际施工中很难做到。
有缝管。
这种管道制造过程中也会产生磁场,不过由于磁场强度一般不大,且此种管道焊口质量要求较低(可使用融化极的焊条电弧焊、气体保护弧焊等方法焊接),对施工影响不大。
被电磁起重机或其他强磁场(如机床的磁铁吸盘)磁化,在受到冲击或震动时尤甚。
热处理。
热处理也会造成磁异常,尤其是表面热处理,但对管道来说一般可能性不大。
3 退磁的原理有加热法和电磁法两种退磁方法。
(1)最彻底的退磁方法是把材料加热。
在某个温度以上,铁磁性材料的磁性会突然消失,此温度即居里点。
对于纯铁来说,居里点是768℃,但是把管道加热到居里点以上温度是不实际的,不但费用大工期长,而且几乎肯定会对管道的金相组织造成破坏。
工程中,考虑到在居里点以下钢的磁感应强度也会随温度升高而略减,更重要的是焊前预热有良好的综合效果(除湿、脱氢、降低冷却速度、改善应力),把消磁作为焊前预热的辅助目的也是可行的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
无缝钢管带磁性的原因及消磁焊接方法
文档编制序号:[KKIDT-LLE0828-LLETD298-POI08]
消磁焊接方法:
用直流电消磁,可以按几种方案完成。
单根消磁,先在一端沿外圆绕8~12匝的线圈,以最大的磁场值来消磁。
当单根消磁到对接处时,将两根拉开距离不小于300 mm,在距每一根管子端面80~100 mm 处绕上18~20匝的线圈,并按图3(a)方法完成消磁。
图3 对接装配前用直流电消磁的系统图
l一被消磁2一焊接导线3 直流焊接电源4 带焊条的电焊钳5一金属板片在个别场合下,
推荐使用将电焊钳和金属板片接入电气系统中消磁的方案,见图3(b)。
将装入电焊钳中的焊条,在300 A 电流下与金属板短路10 s。
然后断开。
在每一次短路一一断开循环之后,用磁力计检查磁性,并在必要时重复消磁过程。
当对装配好的对接处消磁时,在被对接端绕上截面35~50 mm 的焊接导线,形成两根的共用线圈,见图4(a)。
线圈可以重叠绕(沿顺时针或者逆时针),总匝数为16~22匝。
此时,匝数多的应该在剩磁大一些的上。
这种消磁工艺往往是最佳的。
当测量剩磁等级小于2O×10 T 以后,完成焊缝根部的焊接。
此时,推荐在小电流10~ 20 A下进行补充消磁。
(2)用交流电消磁用交流电消磁可以应用于单根装配前单根的末端,以及壁厚达25 mm 的已装配对接端。
此时,除按上述方图4 用公用焊接导线对对接管端消磁系统图法消磁以外,还有如下的补充:按图4(b)的消磁系统图装配,采用1根焊接导线组成的线圈,在回路中接入长0.5~ 1.0 m、直径1.5~3.0 mm 的钢丝。
这根钢丝安置在绝缘且不可燃材料的垫板 (如石棉砖)上。
钢丝可以平滑地改变通电电流的大小,从而改变消磁磁场的大小。
当电源接通后,钢丝被加热并在一定时间内烧断。
烧断时间
取决于钢丝直径、长度和电流值。
在钢丝烧断后,用磁力计检查剩磁大小。
当消磁效果不足时,必须重复消磁(有时需要4~5次)。
消磁系统的拆除,可在焊完根部焊缝后进行,推荐消磁后立即拆除。
对于交流电的消磁,同样可以采用电气调节器,以便平滑地改变电流的大小。