连铸坯中心偏析的研究_孙群
铸坯凝固结构对中心偏析影响的研究

m c川s oc 阁 c bn g g o icnn uc 1g a h b i s e e i fe 扮 m m a S ean no tus ai b n a e n t d r e t O r i i o s n l k S n vi e g . t a T e fc o P c p 印 er s ba c t s e,u r 成 掀 朋d c lg h e贻t r s a 的l ,u s al p d s h l f o e r e s c sn e g 沐 e 叮 oi n
cnas g o h b n ea e.u aC ss t f r I ne ge etl g an a e a r1 Sc sI e i e , l 抓 h r re t S eS tn e r i C d h ’ O co w Pi n e u n g i , h 五ei re 巧ea t pr r g s re 幻卜 h nrwrcl l c sl ℃z g a 丘t n e ea e r g t,胃 p搜 aoe o u l r t n l r d m t U 胡 ar , ma y a r s ug w e f 斤 z t d g 以 y 】 o认r s n m的 s c r比货 “d Pr hr a e i e e 邝 “b o o ,t l g n nn c wp 吧 t ad i l te 四 e e t u rU , w cr u ec b t c t oc就 g lLs e crt ne f c tg i i Ps h e l 时 n e e f出i bl l mt c sl戏 ot ai bl h d o h nr e nie o d y a e h sn l t e f hi U ln 5思C L s os j 山 gr & 抚I o ti 声衅呱 w c i oet e 代 . i出 a o n . d 2 5 加 h l r 胡r 月 s w h 咖 Te li an 胜c 传oi t a e sd n h 曰 田 mt g o c o s”t fb eh b nt i a t h戒廿 ” ln m e 七s ft o d i i 叨 U s e oe d d e i d h be s.b 胡a a s w t t l re 此  ̄ s ae n Te l sh sl 州 i a i t e y o l n t i a g s i d吟 吨 几 优 比 dge 以 ,eee r f u ht n e Oo ℃Z e dg eo u r a o s r a i u c n 6en l , e e f sp h 吟 创 d勿 1℃, e p e fn l i s r g e e t 姆 0 e h t e e a e ti 。 gp i r b ℃ lu . r e t n 沁 t. l t pru osa 忱 i s t c a d s ,qic l g e a uomWar m t f rg n o n e y r h e s i do n h i e l . 比 1 韶 b o t e t t pr r sa t n S t r 犯 b a us 峋 d 解茂 目 y .i s e e a e ti eg I ie d b t℃月 山 . l , m l o r g 苗 幻n 山 y o m h e 理 f h c cr s rn . .u吨 r nr e 0 nm氏t l p a e s i t n O ht o m Pl a c e d勿 . 公 i h ee t o t g e g e oe l l l 比i a s I e m ru f r hn r a i s t  ̄ d 2℃ l 记c l g e a uom on pi c y b 0 ,q 一 e t n ot 6 i o n h b .. u r e C b n h c acni n f a o t u i a s le dc t au10di o t ft , P l re hu b 二 ue m 苗 e t o i g tS h c r h l 雌 t o d 0 e ye d 1%2%O l m x5n刀 a n bl fml mmn 1耐mn t e ee e 0 . f 5 m l u c t i r . it 4 iA h x rn 5 0 0 sg l o i t e g / o . e Pl t c
中等厚度连铸板坯中心宏观偏析特性研究
中等厚度连铸板坯中心宏观偏析特性研究
中等厚度连铸板坯中心宏观偏析特性研究
精确了解连铸板坯偏析分布的特征,对连铸的工艺控制以及提高连铸坯检测效率有很好的指导价值.本文采用金属原位分析仪对中等厚度连铸板坯的宏观偏析特征进行了系统地研究.结果表明:铸坯中心偏析成岛状出现在中心线附近,且彼此孤立,中心成分起伏波动大;最大偏析的出现位置有一定的偶然性,有时偏离中心线;正偏析元素在整个中心等轴状晶区域内平均含量比较高,波动剧烈,但偏析程度变化在该区域没有明显的趋势;柱状晶组织向等轴状晶的过渡区为严重偏析的高发区域,不同枝晶的生长方式使该区域出现重偏析带.
作者:徐红伟张立方园陈其伟 XU Hong-wei ZHANG Li FANG Yuan CHEN Qi-wei 作者单位:徐红伟,陈其伟,XU Hong-wei,CHEN Qi-wei(安徽工业大学材料科学与工程学院,安徽马鞍山,243000) 张立,方园,ZHANG Li,FANG Yuan(宝钢研究院,上海,201900)
刊名:冶金分析ISTIC PKU英文刊名:METALLURGICAL ANALYSIS 年,卷(期):2007 27(10) 分类号:O657.31 关键词:连铸板坯宏观偏析等轴枝晶原位分析。
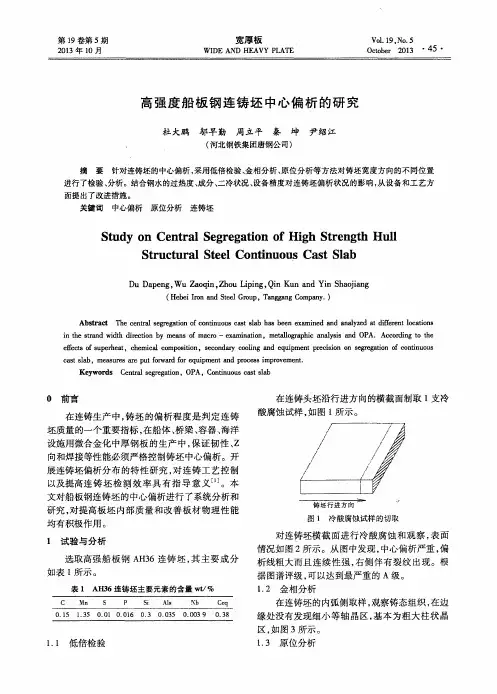
高强度船板钢连铸坯中心偏析的研究
P S i Al s Nb C e q
选 取 高强船 板 钢 A H 3 6连 铸 坯 , 其 主 要 成 分
如表 1所示 。
表1 A H 3 6连铸 坯 主 要 元 素 的 含 量 w t / %
C Mn S
关键词 中心偏析
原位分析
连 铸坯
S t u d y o n Ce n t r a l S e g r e g a t i o n o f Hi g h S t r e n g t h Hu l l S t r u c t u r a l S t e e l Con t i n u o u s Ca s t S l a b
Ab s t r a c t T h e c e n t r a l s e g r e g a t i o n o f c o n t i n u o u s c a s t s l a b h a s b e e n e x a mi n e d a n d a n a l y z e d a t d i f e r e n t l o c a t i o n s i n t h e s t r a n d wi d t h d i r e c t i o n b y me a n s o f ma c r o—e x a mi n a t i o n,me t a l l o g r a p h i c a n a l y s i s nd a 0 P A. Ac c o r d i n g t o t h e e f e c t s o f s u p e r h e a t ,c h e mi c l a c o mp o s i t i o n,s e c o n d a r y c o o l i n g a n d e q u i p me n t p ec r i s i o n o n s e g r e g a t i o n o f c o n t i n u o u s c a s t s l a b,me a s u r e s a r e p u t f o r wa r d f o r e q mp me n t nd a p oc r e s s i mp r o v e me n t . Ke y wo r d s C e n t r l a s e g eg r a t i o n,O P A ,C o n t i n u o u s c st a s l b a
管线钢连铸坯中心偏析分析与探讨

管线钢连铸坯中心偏析分析与探讨连铸坯在冶金工业中的作用越来越重要,由于它的性能更为优越,它的市场需求也越来越大。
在连铸坯加工上,特别是在钢管行业,钢管连铸坯的中心偏析变形(CCD)问题成为影响钢管质量的主要原因,因此,对管线钢连铸坯中心偏析的分析和探讨研究,对于改善钢管质量、提高生产效率具有重大意义。
管线钢连铸坯中心偏析是由内部及外部条件引起的,它是由连铸坯粘结性、坯料物理特性和温度分布不均等因素综合影响形成的。
这些具体原因包括连铸参数调节,坯料材质及配比,冶炼温度,熔铁质量及流动性,连铸机的结构及水箱的形状等。
首先,在连铸坯制备过程中,冶炼参数调整是控制连铸坯中心偏析的主要因素。
一些研究表明,当转炉的钢液温度值增加时,铸坯中心偏析值会相应的增大,而当转炉温度降低时,中心偏析值会相应减小。
其次,连铸坯材料及配比是影响连铸坯中心偏析的重要因素。
一些研究表明,当坯料材料浓度增加时,钢管连铸坯的中心偏析值会随之增大;同时,当坯料的含氧量降低时,钢管连铸坯的中心偏析值也会相应减小。
再者,连铸机结构形式及水箱形状是控制连铸坯中心偏析的重要因素。
一些研究报道称,当连铸机结构变形时,钢管连铸坯的中心偏析值会随之增大,而当水箱形状正常时,钢管连铸坯的中心偏析值会相应减小。
最后,熔铁质量及流动性也是影响连铸坯中心偏析的重要因素。
一些研究报道称,当熔铁质量及流动性减少时,钢管连铸坯的中心偏析值会随之增大,而当熔铁质量及流动性增加时,钢管连铸坯的中心偏析值会相应减小。
根据以上分析,就管线钢连铸坯中心偏析的控制原因而言,可以总结出以下措施:1.强对连铸钢液温度的控制,有效控制钢管连铸坯的中心偏析;2.意连铸坯材料及其配比,控制合理的氧化比和粘结性;3. 严格控制连铸机生产,使其结构尽可能接近正常状态;4.善熔铁质量和流动性,保证熔铁质量的稳定性。
以上就是分析和探讨管线钢连铸坯中心偏析的结论,有了上述措施,可以起到改善管线钢连铸坯质量、提高生产效率的作用,也能够帮助企业提高市场竞争力。
连铸板坯中心偏析的成因及预防措施调研
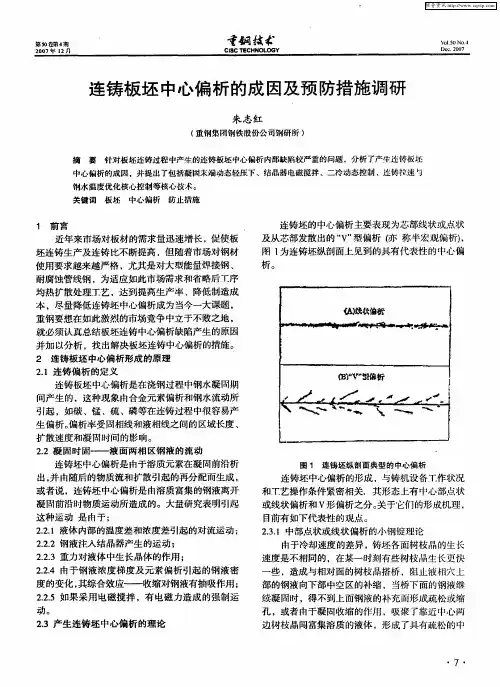
图 l 为连铸坯纵剖面上见到的具有代表性的中心偏 析。
本 ,尽量降低连铸坯中心偏析成为当今一大课题 , 重钢要想在如此激烈的市场竞争中立于不败之地 , 就必须认真总结板坯连铸中心偏析缺陷产生的原因 并加 以分析 ,找出解决板坯连铸中心偏析的措施。
2 连 铸板 坯 中心偏 析 形成 的原 理
关键 词 板坯 中心偏析 防止措 施
1 前 言
连铸 坯 的 中心偏 析 主要表 现 为芯 部线 状 或点 状 及从 芯部 发散 出的 “ ” V 型偏 析 ( 称 半宏 观偏 析) 亦 ,
近年来市场对板材的需求量迅速增长 , 促使板 坯连铸生产及连铸 比不断提高 .但随着市场对钢材 使用要求越来越严格 ,尤其是对大型能量焊接钢 、 耐腐蚀管线钢 ,为适应如此市场需求和省略后T序 均热扩散处理_艺 ,达到提高生产率 、降低制造成 丁
l蛙 鼍 蚜 ≈盘 砖 跫
焉
r ・
…。
l 兼筮 柱 状 岛 蜓 毙盎 § I
。 ‘
鬻
u 噬 l + 《 簧 强 蹴 “ 。
; . ‘
母 l 产 生埭
.;
:. 学 幻 - 憩 } . F : 土 钉
图 2 “ 钢 锭 ” 结构 形 成 过 程 示 意 图 小
图 1 连 铸 坯 纵 剖 面 典 型 的 中 心 偏 析
连铸坯中心偏析的形成 , 与铸机设备_作状况 T 和_艺操作条件紧密相关.其形态上有 中心部点状 T 或线状 偏 析 和 V形 偏析 之分 。 于它 们 的形 成机 理 , 关 目前有如下代表性的观点。 231中部 点状 或线 状 偏析 的小钢 锭理 论 .. 南于冷却速度 的差异 。 铸坯各面树枝品的生长 速度是 不相 同的 ,在某 一时 刻有 些树 枝 品生 长更 快 些 ,造成与相对面的树枝品搭桥 ,阻止液相穴上 部 的钢液 向下 部 中空 区的补 缩 ,当桥下 面 的钢液 继 续凝同时 ,得不到上面钢液的补充而形成疏松或缩 孔 ,或者 南于 凝 固收缩 的作 用 ,吸 聚 了靠近 中心 两 边{ 品闯富集 溶 质 的液体 。形成 了具 有疏 松 的 中 对枝
消除连铸板坯中心偏析与中心疏松的研究
( E M S ) 、动态冷却 控制 、轻压下 ( M S R) 等。但
是 ,即使 采用 了一 种或 多种技 术措 施控 制 ,要将 连铸 板坯 的 中心偏 析控 制在质 量要 求 的最 低 限度 仍 然十 分 困难 J 。
对于高品质板材的生产 ,连铸环节起着承上 启下的作用 ,提高连铸板坯的质量 ,尤其是提高
பைடு நூலகம்
p l a t e s ,w h i c h a r e i mp r o v i n g t h e q u li a  ̄ o f c o n t i n u o u s c a s t i n g s l a b c o r e a n d e l i mi n a t i n g t h e c e n t r l a s e g r e g a t i o n
St ud y o n e l i mi na t i n g c e nt r a l s e g r e g a io t n a nd c e n t r a l p o r o s i t y o f c o n inu t o us c a s t i n g s l a b
重要 技术措施 。本 文提出的液芯大压下量轧制工艺 ,使连铸坯凝 固末端形成人为 的结晶核心 ,有效 消
除中心偏 析和中心疏松 。 关键词 :液芯大压下 ; 连铸板坯 ;中心偏析 ;中心疏松
中图分类号 : I 7 7
文献标识码 :A
文章编号 :1 0 0 1—1 9 6 X( 2 0 1 7 ) 0 2 —0 0 3 7— 0 4
工作者采取了一 系列技术措施 ,如 :钢水真空精
U 日 U舌
炼 、低 过 热 度 浇 注 、低 温 度 梯 度 、 电 磁 搅 拌
连铸坯的宏观偏析及控制
连铸坯的中心偏析及控制摘要:对连铸坯的中心偏析进行研究分析,并且分析影响中心偏析的因素,主要有过热度和鼓肚等因素,从而采用一些措施来降低中心偏析,主要有稳定和降低过热度,控制钢液中碳磷硫的含量,二次冷却工艺,稳定拉速,采用电磁搅拌等措施.关键字:连铸坯, 过冷度, 中心偏析, 鼓肚成因1 连铸坯的偏析铸坯凝固过程中, 表层因激冷生成细小枝晶(激冷层), 随着表层凝固厚度增加, 铸坯内部向外传热能力降低, 铸坯开始呈现定向凝固, 形成由外向内的长条状树枝晶(柱状晶)。
由于选分结晶的原因, 溶质元素向熔池(液相区)积聚, 当柱状晶增长而生成搭桥现象时, 富集溶质元素的钢液被封闭而不能与其它液体交换, 在该处形成C S等元素的正偏析同时, 上部钢液不能补充此处的凝固收缩, 从而伴随有残余缩孔。
图1为铸坯凝固过程此形成中心偏析的示意。
图1铸坯凝固形成宏观偏析示意2 连铸坯的中心偏析形成的机理1)钢锭中心凝固理论该理论认为当浇注钢液碳含量超过0.45%(质量分数) 时,即使是中等过热度的钢液也有柱状晶强烈增长的趋势,在凝固后期由于铸坯断面中心柱状晶的搭桥,当桥下面的钢液继续凝固时,得不到上部钢液的补充,下部区域就形成缩孔、疏松及中心偏析。
2)溶质元素析出与富集理论该理论认为铸坯从表壳到中心结晶过程中由于钢中一些溶质元素( 如碳、锰、硼、硫或磷) 在固液边界上溶解并平衡移动,从柱状晶析出的溶质元素扩散到尚未凝固的中心,即产生铸坯的中心偏析。
3 影响中心偏析的因素1)钢水的过热度过热度是决定等轴晶率大小的一个重要参数。
过热度越低,断面上产生的等轴晶率就越大,从而偏析程度就越小,经过统计大量的试验数据表明等轴晶率与过热度的关系如图1所示图2 等轴晶率与过热度的关系过热度低时,能提供大量的等轴晶核,生成等轴晶,阻止凝固前期柱状晶的形成,并生成由细小等轴晶组成的大面积等轴晶区。
若过热度高,柱状晶区便扩大,甚至产生柱状晶搭桥现象,从而形成中心疏松或缩孔,随之产生严重的中心偏析。
管线钢连铸坯中心偏析分析与探讨
管线钢连铸坯中心偏析分析与探讨近年来,随着石油、天然气等脆弱资源的不断消耗,地球环境的持续恶化以及人类活动的日益增加,越来越多的人开始重视环境保护,而管线钢的应用正是维护环境的必要手段之一。
它的承载能力大、耐腐蚀性强,且可以连铸出大小规格、各种不同形状的钢材,成为各行各业的首选材料。
然而,连铸的生产过程也会产生偏析现象,造成连铸外形和钢料物性的偏离,严重地影响着生产效率和质量。
因此,深入研究管线钢连铸坯中心偏析现象对于管线钢的生产有着重要意义。
管线钢连铸坯中心偏析是指在管线钢连铸过程中,将钢水放入带有内部凹槽的连铸坯后,出现不均匀的坯料径向流动和分布现象。
这一现象会使得管线钢的外形及其材料物性受到影响,甚至可能影响管线钢的安全运行。
所以,对管线钢连铸坯中心偏析现象的深入分析及探讨,有助于合理改善管线钢的生产工艺,减少生产成本,同时提高整体的质量控制。
在管线钢连铸坯中心偏析研究方面,研究者采用了实验测试、模拟计算和数据分析等方法。
例如,通过仿真分析和实验室研究,对坯料偏析现象的影响因素进行了研究,如:连铸坯的凹腔几何参数、加料位置、充型状态等。
以及坯料偏析现象发生的条件、规律和动力学过程。
进一步,模拟计算和数据分析技术还被用于分析不同熔炼技术、温度等因素与坯料偏析现象之间的关系,并且提出更好的熔炼技术进行优化,以减少或消除管线钢连铸坯中心偏析现象。
此外,在实际生产中,操作工艺参数也可以改善坯料偏析现象。
例如,在放料时减少管口宽度,可以减少坯料运动速度,而减小注入水量,可以降低坯料表面温度。
此外,可以采用椭圆形或弯折形注入管,以改变坯料运动趋势,减少坯料偏离中心线;还可以通过减少蒙皮厚度、改变放料管管口角度等方式减少偏析。
另外,增加护函的厚度,也可以改善坯料的流动和偏析现象。
根据研究结果,运用椭圆形或弯折形注入管、减少管口宽度、改变放料管管口角度等操作参数,可以改善管线钢连铸坯中心偏析现象。
而采用仿真分析和实验室研究,对坯料偏析现象的影响因素进行研究的数据分析,也可以解决偏析现象,进而提高管线钢的生产效率。
铸坯中心偏析工艺影响因素分析及改进措施
+!, - ".
(!) 量 $%!4 * $%"$&’( ,锰含量 !%$ * !%4&’( ,宽度 "4$$
/!0(.1 2 .3)
(") * #"$$66,拉 速 !%$ * !%#6 - 678,比 水 量 $%9 *
式中,+ 为液态金属凝固形核率;/ 为晶体生长 $%:1 - ;<,辊缝收缩量 =%4 * !$%466 的条件下,过热
大,己结晶形核的晶胞向前生长的速度越快,柱状 质量,过热度应控制在 ! * !$>范围内。
#’%6 年 2 月 第三期
铸坯中心偏析工艺影响因素分析及改进措施
%6
图 ! 过热度对中心偏析的影响
!"# 铸坯宽度的影响
缝收缩量 6"& ) %’"&((,从整体看,#%&’ ) #&&’((、
对 $$ 块抽样板坯(厚度 %&’(()铸坯内部质量 #&&’ ) #6&’((、!’’’ ) !!’’(( 期间,7%"’ 8 9%"& 级
从总体上看,碳元素不利于改善铸坯的内部质 量,随着碳含量的增加,铸坯的中心偏析有所加重。 !4! 锰的影响
钢中的锰含量过高时,容易造成元素锰在晶界 处的偏析。对 35 块抽样板坯(厚度 "%#)))铸坯内 部质量(中心偏析)进行分析统计,如图 ! 所示。从 图中可以看出,在碳含量 # 4 "% 7 # 4 !#819 ,过热度 "# 7 !%:,宽度 !"## 7 $"%#)),拉速 "4# 7 "4$)0 )’*,比 水量 #43% 7 #46#<0 =>,辊缝收缩量 64% 7 "#4%)) 的条件 下,锰含量小于 "4#819时,中心偏析 ?"4% 等级比例不是 很高,且无 . 等级。由此可见,适当降低锰元素有利 于改善铸坯的内部质量,且有一定的规律性。锰含 量应控制在 " 4 #819 以内。
连铸方坯中心偏析
连铸方坯中心偏析连铸方坯中心偏析是指铸坯中心区域C、Mn、P和S等溶质元素的不均匀分布,在铸坯横剖面上表现为铸坯中心处溶质元素的浓度出现峰值,而在两边浓度最低;在铸坯纵剖面上则以V形偏析、U形偏析、点状偏析、线状偏析以及缩孔等表观形态存在,溶质元素沿中心线呈近似周期性波动。
通常,连铸方坯中心偏析不足以影响终极产品的质量,是答应存在的。
但在某些钢种如含碳量较高的硬线、钢帘线钢种及对C、Mn、S偏析敏感的抗氢致开裂管线钢种等的情况下,中心偏析则会影响终极产品的质量和加工性能,是一种典型的铸坯内部缺陷。
随着连铸方坯钢种档次的不断进步,铸坯中心偏析的题目也日益突出。
邻近凝固终了的粘稠状区域内,晶间富集溶质元素的液体活动和固体漂移是引起中心偏析的根本原因。
与板坯相比,连铸方坯的液芯末端比较狭长,轻易产生“搭桥”而形成“小钢锭”现象,因此连铸方坯中心偏析的形成机理与板坯有所不同,偏析的形态也有所区别。
V型偏析是连铸方坯最常见的中心偏析,在这方面所作的研究也相对较多。
有两种不同的V型偏析。
一种以等轴晶结构形式出现,里面含有很多偏析“通道”密布在一起,被称之为“密布型”V偏析。
此类V型偏析的成因被解释为:等轴晶形成了一骨骼,它在因凝固收缩而不断增加的负压的作用下被压碎,然后,来自晶间富集溶质元素的液体被吸收来补充凝固收缩,从而在被压碎的骨骼碎晶之间形成了很多偏析“通道”的“密布型”V偏析。
另一种则主要以柱状晶形式出现,为单一的大型的V偏析。
此类V型偏析的成因则被解释为:两边向内推进的凝固前沿之间产生了“搭桥”现象,并渐渐长大,终极阻隔了液体向下传送。
这意味着“桥”下面区域的液体将要在没有新的液体补充情况下凝固,于是,凝固和冷却收缩将在“桥”下产生孔***或很多微小通道(“小钢锭”成因),晶间富集溶质元素的液体将被向下、向中心吸收,形成了“单个大型”V偏析。
显然,消除“单个大型”V偏析、抑制“密布型”V偏析是减少方坯中心偏析的主要着手点。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1,
2
热能工程。
过热度高,铸坯凝固前沿温度梯度大,保持定向传热的时间长,有利于柱状晶的生长,并可抑制等轴晶粒的形成。
柱状晶发达会加重凝固过程的显微(枝晶)偏析,可导致尚未凝固的钢液杂质组元含量增加,加重中心偏析。
图1过热度对B类以上中心偏析比率的影响
如图1和图2所示,对铸坯硫印数据库进行统计,拉速为1.0m/min,铸坯尺寸为1450mm×230mm,相同冷却条件下,铸坯样本容量为99个,其中A类偏析2个,B类偏析76个,C类21个,所占比例依次为:2.0%,76.8%,21.2%,比较重的A类B类偏析共占78.8%。
样本中的合格样品(B类0.5级以下)79个,合格率为79.8%。
图2钢水过热度对中心偏析合格率的影响
结果表明,随钢水过热度的增加,铸坯中心偏析程度增加。
在所采用的浇铸条件下,当钢水过热度超过24℃后,铸坯中心偏析合格率急剧下降。
2.2拉速
拉速对铸坯中心偏析有重要影响,这是因为当拉速增加时,减少了钢水在结晶器内的停留时间,导致转移钢液过热量所需的时间增加,推迟了中心等轴晶的生产,有利柱状晶发展和轴向偏析。
拉速增加,液相穴深度增大,更易形成凝固桥,造成中心偏析。
如图3所示,本研究统计了B类以上中心偏析出现的比率随拉速变化的规律。
对硫印数据库整体进行统计,样本容量为318个,中心偏析A类3个,B类232个,C类83个,所占比例分别为0.9%,73.0%,26.1%。
B类以上占73.9%。
图3拉速对B类以上中心偏析比率的影响
2.3辊道开口度
“鼓肚”理论认为,中心偏析的产生是由于铸坯在连铸过程中,凝固壳鼓肚或凝固收缩引起富集溶质残余液体流动,而使局部溶质聚集的结果。
鼓肚与辊间距、辊子刚性、对中精度等有密切关系。
鼓肚量与辊间距的4次方成正比,间距越大越容易鼓肚。
另外,为减轻鼓肚,辊子要保持良好的刚性,防止变形,而且对中要好,要保持较高精度。
缩小辊间距,特别是调整辊列系统的对中精度和保持夹辊的刚性,,对减轻鼓肚都十分有利。
可见,辊子的开口度和对弧精度对中心偏析有很大影响。
经过计算,拉速为1m的铸坯的凝固终点在11~12段之间,约距结晶器弯月面21.9m。
2003年5月29日第11、12段的辊道开口度偏差值最小1.6mm,最大3.2mm。
取数据库中前后7天的数据共12组进行分析,有11组合格,合格率为91.67%。
2003年9月2日第11、12段的开口度偏差最小值1.6mm,最大值3.7mm。
取数据库中前后7天的数据共20组进行分析,15组合格,合格率为75.00%。
若取该日附近8组检验,5组合格,合格率为62.50%。
分析可知,在凝固末端,辊道开口度控制精度偏差增大对中心偏析的改善不利,如图4所示。
图42003年9月2日辊道开口度变化
热能工程
C ≤0.09%时,样品的合格率基本维持在80%以
上,即整体的平均水平;
中心偏析随P
质量分数增加而增大;
P 为0.0125%左右时,铸坯样品中心偏析的合格
率为80%,相当于整体的平均水平。
(3)硫
对硫印数据库中拉速1.0m/min ,宽度1450mm ,过热度为25℃,0.01
%≤
铸坯中心偏析随S
质量分数增加而增加;S 在40~60×10
6
时,样品的合格率降低为50%。
建议严格控制S 质量分数,保证生产超低硫钢水。
(4)锰硫比
对硫印数据库中拉速1.0m/min ,宽度1450mm ,过热度25℃,。