热模锻压力机结构分析
第十二章 压力机模锻工艺及模具设计

(2)锻件图的制订 确定锻件图的原则和内容与锤上模锻相同,不同点如下: 1)热模锻压力机有顶出装置,锻件能方便地从深型腔内取出,分模面可 以灵活地选择。 2)锻件拔模斜度一般比锤上模锻件小一级。外斜度为3°~7°,内斜度 为7°~10°,或视孔的相对深度而定。当h>0.75d时,采用两级拔模 斜度。
5)飞边槽的型式与锤上模锻相似,不同之处在于 仓部是开通的。如图12-4
图12-4 飞边槽的形式 a) 用于形状较复杂锻件 b)用于形状较简单锻件
(2)预锻工步设计:预锻工步设计原则与锤上模锻相似。设计时应着 重考虑以下几点:
1)预锻工步图的高度尺寸相应要比终锻大2~5mm,宽度尺寸比 终锻要小0.5~1mm,对高筋和凸出部分,取较大差值。
之比大于1.6~2时,应增加压扁工步。 (2)对断面有一定变化的锻件:断面变化不超过10%~15%时,采用压
肩~终锻或压肩~预锻~终锻。 (3)对截面变化大的锻件:采用其它设备制坯(辊锻、平锻、楔横轧、
空气锤等)或采用成型毛坯。 (4)对弯曲类锻件,是否需要采用弯曲工步与锤上模锻相同。 在热模锻压力机上模锻质量和尺寸较小的锻件时,可以采用多件模锻。
图12-18 整体式模锻
组合式锻模或镶块锻模结构,便于实现模具零件的标准化,中小批 量的生产多用此种形式。
图12-19 镶块式锻模
图12-20 用楔紧固模块
摩擦压力机上模锻,上下模的导向方式见图12-21、图12-22。
图12-21用导销导向
图12-22 凸凹模导向的结构型式 a) 圆柱面导向 b) 圆锥面导向 c) 喇叭形导向
(1)终锻工步设计:根据热锻件图设计的。与锤 上模锻相似,不同之处有以下几点:
1)上下模充满的难易程度差别不大,应考虑锻件 的定位和取出方便。
下篇第9章-压力机模锻工艺与模具

热模锻压力机模锻工艺及模具
主讲教师:刘维
@武汉理工大学
(1)热模锻压力机模锻特点
热模锻压力机
又称锻压机,它是针对模锻锤的缺点 由一般曲柄压力机发展而成的,仅次 于锻锤被广泛应用的模锻设备。
工作时依靠曲柄的传动,使得滑块上 、下往复运动进行锻压。
@武汉理工大学
1—电动机 2—小带轮 3—大带轮 4—中间轴 5—小齿轮 6—大齿轮 7—摩擦离合器 8—曲柄 9—连杆 10—象鼻形滑块 11—楔形工作台 12—下顶杆 13— 斜楔 14—下顶出 机构 15—带式制 动器 16—凸轮
(1)热模锻压力机模锻特点
@武汉理工大学
工艺特点
③ 热模锻压力机上模锻具有静压力的特点,变形流动缓慢,适于对变形速 度敏感的低塑性合金(耐热合金、镁合金)材料的成形。
④ 热锻模压力机进行拔长、滚挤工步比较困难,因此要采用拔长、滚挤等 制坯工步时需借助其他设备,如空气锤、辊锻机、平锻机等进行制坯。
@武汉理工大学
工步选择
在热模锻压力机上模锻质量和尺寸较小的锻件时,可以采用多件模锻,以
提高生产效率。减少工步及简化制坯型腔。
a)交错排列法
b)一字排列法
(2)热模锻压力机模锻工艺规程
@武汉理工大学
工步设计
热模锻压力机模锻型腔的设计过程和方法与锤锻模基本相同。 但由于压力机模锻的预锻工步用得较多,预锻型腔和终锻模的差别较大
⑤ 飞边槽的形式与锤上模锻相似,不同之处在于仓部是开通。
(2)热模锻压力机模锻工艺规程
@武汉理工大学
工步设计
(2)预锻工步设计——预锻工步设计原则与锤上模锻相似。预锻工步的设 计对锻件质量、模具使用寿命等有很大影响。应考虑一下几点: ① 预锻工步图的高度尺寸相应要比终锻大2~5mm(齿轮类锻件取小值,
锻模结构设计

.锻模结构设计:模架热模锻压力机滑块速度低,工作平衡,所以其上锻模多数采用在通用模架上装置模膛镶块的组合式结构。
每台设备一般配置数套通用模架,根据不同的锻件设计具有相应模膛的标准镶块,以适应生产的需要。
组合式锻模由两部分组成:第一部分由模座、垫板、镶块紧固零件、导柱导套及顶料装置等构成,通常称为模架;第二部分是带模膛的镶块。
1.模架模架的种类很多,可按不同的工艺要求设计。
但应在结构上食品店镶块拆装、调整方便及坚固可靠,各种镶块的通用性要好,应尽可能允许镶块多次翻新使用,最后,还应便于加工制造。
目前常用的模架结构形式有压板式模架和定位键式模架。
(1)模架结构形式1)压板式模架:这类模架采用斜面压板压紧镶块,具有坚固刚性大、结构简单、允许镶块多次翻新使用的优点,但镶块的长度和宽度尺寸不允许过大,压紧斜面的加工要求较高,镶块安装调整较困难,因此它适用于大批量少品种的圆饼类锻件或长度较短的长轴类锻件生产。
2)定位键式模架:这类模架的特点是镶块、垫板和模座之间均用十字形布置的键实现前后左右方向定位,用螺栓将三者紧固成一体。
与预锻和终锻镶块相应的垫板彼此分开。
新的镶块直接由压板压紧在垫板上,翻新后的镶块在安装时,则需要再加一块垫板,以保证模具封闭高度不变。
垫板制成不同的厚度,以便适应镶块的多次翻修。
当需要在水平方向上调整久违位置时,高将定位键更换成不同规格的偏心键。
(2)导向装置:模架导向装置由导柱、导套等零件组成。
一般模架用两副导柱导套,分立于模架后部;必要时亦可采用三或四副导柱导套,分立于模架的三角或四角。
工作时,导柱导套不脱离。
(3)顶料装置:顶料装置的作用是把热模锻压力机顶杆的动作传递给锻模镶块中的顶杆。
一般设备上的顶杆数在5个以内,而每个预锻或终锻镶块中有1到2个顶杆。
当设备上的顶杆在数量和上与镶块中顶杆不相符合时,可以采用各种形式的顶料装置,把设备上顶杆的动作均匀地分配并传送到各镶块的顶杆上去。
MP5000热模锻压力机承受偏载能力分析

MP5000热模锻压力机承受偏载能力分析随着模锻件在各行各业的的适用越来越广泛,模锻技术在工业生产中已经是占有相当重要的地位,热模锻压力机的设计、制造、装机水平、成品精度与国家的重型装备制造业和国防科技水平已紧密相连。
热模锻压力机是借助模具实现金属毛坯热成形的锻造设备。
因其锻造出的锻件精度高、材料利用率高、生产率高、易于实现自动化、噪声和振动销等优点,在现代锻压生产中的应用日趋广泛,特别是在大批量生产条件下,已逐步成为模锻件生产的主要设备。
热模锻压力机系曲柄压力机,其工作原理和通用曲柄压力机一样,是通过不同形式的曲柄滑块机构把主传动的旋转运动转变为滑块的往复运动,并借助于固定在机身工作台和滑块上的上、下模具实现加热金属的成形。
在模锻过程中所需的模锻力是通过压力机飞轮转速降低所释放的能量产生的。
衡量热模锻压力机性能的一项重要指标就是压力机承受偏心载荷的能力。
压力机在工作中承受偏心载荷是不可避免的。
偏载可能在相对压力机中心线的左右方向,也可能在其前后方向。
由于热模锻压力机在多模腔模锻时,各工位是沿压力机左右方向布置的,所以左右方向的偏载通常比前后方向的偏载大很多。
本文将只研究热模锻压力机在左右方向承受偏心载荷的能力。
1.研究背景本文针对于MP5000热模锻压力机进行分析。
MP5000热模锻压力机主要由机身、传动系统、曲轴部分、导向装置、连杆及滑块部分、离合器、制动器、上顶料装置、下顶料装置、平衡缸、飞轮制动器、保护罩、围栏平台、液压系统、润滑系统、气动系统、水冷系统、电气系统、主模架快速进出装置、子模架快速移出装置、5000吨压机设备基础梁等部件组成。
MP型热模锻压力机连杆及滑块部分中,连杆是铬钼合金铸钢件,虽然其外形与双点支承连杆不同,但其受力却和双点支承连杆相似,因此也具有承受偏心载荷的能力强的优点。
设备结构特点及性能:(1)铸造组合机构机身,刚度大,锻打锻件时,变形小,锻件精度高。
采用4个液压螺母预紧机身,具备解闷车功能。
大型热模锻压力机机架组件有限元分析
文章编号:1004-2539(2011)09-0065-02大型热模锻压力机机架组件有限元分析吴先文1杨林建1李雷2(1四川工程职业技术学院,四川德阳618000)(2中国二重集团公司,四川德阳618000)摘要以某热模锻压力机机架组件为研究对象,对组件建立有限元模型。
通过对机架加载,对机架进行有限元分析,并研究压力机机架的位移和变形量。
该研究对热模锻压力机机架组件的设计和应力分析提供重要的理论数据,具有一定的推广应用价值。
关键词热模锻压力机机架有限元位移云图Finite Element Analysis for Rack Module of Large-ScaleHot Die Forging PressWu Xianwen1Yang Linjian1Li Lei2(1Sichuan Engineering Technical College,Deyang618000,China)(2China Second Heavy Indus trial Group,Deyang618000,China)Abstract Take the hot die forging press as the research objec t,the finite ele ment model of module is estab-lished.The finite element analysis of rack is carried out through loading and the press rack displacement and thea mount of distortion is studied.The study on hot die forging presses rack component design and stress analysis providesimportant theoretical data,and has a certain popularization and application value.Key words Hot die forging press Rack module Finite ele ment Displacement map0引言热模锻压力机在汽车、拖拉机、内燃机、船舶、航空、矿山机械、石油机械、五金工具、模具制造等机械工业中应用广泛,主要用于进行成批大量的黑色和有色金属的模锻和精整锻造,锻件精度高,材料的利用率高,生产率高,易于实现自动化,对工人的操作技术要求低,噪声和振动小,加工余量小,劳动生产率高,特别适合于大批量锻件生产等优点,因而在现代锻压工业生产中应用日趋广泛,是锻造行业不可缺少的高精锻设备。
热模锻压力机机身联合有限元分析

Mo u e t n lz h te sa d d so t n o ep e sf meu d rd ef r i gl a f rt eh td e fr i gp e sh sb e d l a ay e te sr s n itr o f h r s a n e i o gn d at o i - o gn r s a e n o i t r o e h
速度 ,以适应快 速发 展 的技术需 要 。 该 方法 基本 思 路 是将 上 梁 、底 座 、拉 紧螺 栓 、 立柱进 行有 机联 系 ,并 将拉 紧螺 栓 的预紧 力 因素考 虑进去 ,以模 拟 实际工 作 中的受力 状态 。
工 作 稳 定 性 ,模 锻件 的尺 寸 精 度 及 压 力 机 的 工作 可 靠 性 都 与 机 身 的 刚度 和强 度 直 接 相关 。 因此 在
p e ihtn d. r —tg e e
Ke r s h t i — o gn r s ; r s a ; t n t ; ii i ; E y wo d : o e f r igp e s p e s r me s e gh r d t F A d f r g y
热模 锻 压 力 机 是 借 助 模具 实 现金 属 热成 型 的
1 整 体 联 合 有 限元分 析
本 文 旨在探索 一种 整体 的计算 方法 ,通 过尽最 大 程度 的模 拟实 际受 力情 况 ,以期 得到 较接 近实 际 的分 析 结 果 ,为 压力 机 的设 计 提供 可靠 的理 论 依 据 。并且 利用 该方 法提 高压力机 机 身设计 和优 化 的
ll 60 6 0
卫▲卫
2 1 年 第 3 ( 11期 ) O1 期 总 4
有 限元 方 法 。
热模锻压力机封闭高度调节机构优化设计
随着汽车行业的飞速发展,特别是乘用车的车型多元化、关键部件轻量化等发展趋势,对关键零部件锻坯质量的要求越来越高,国内的锻造行业落后的技术水平已很难匹配我国汽车行业的发展脚步。
相比而言,热模锻压力机具有动作精确可控,打击能量大,运行速度高,锻件精度好,适合于使用步进式机械手实现多工位自动化作业等特点,在国内外锻造行业的应用越来越广泛,具有广阔的市场前景和卓越的经济效益。
热模锻压力机是引进世界先进技术生产的系列产品,因其生产效率高、易于实现自动化、噪声和振动小等优点,因而在现代锻压生产中的应用日趋广泛,是现代锻造生产中不可缺少的高精锻设备。
扬力集团是国内较早研制中小型热模锻压力机的厂家之一,通过对现有技术进行改进与优化,现已开发出HGP4000以下全套系列产品,填补了公司在这一领域的空白。
为了适应不同模具对封闭高度的要求,在热模锻压力机上必须设有封闭高度调节装置[1],扬力在现有技术的基础上对封闭高度的调节装置进行了优化设计。
1传统热模锻压力机1.1封闭高度调节系统热模锻压力机封闭高度调整装置一般通过改变连杆长度A 来实现封闭高度调整。
如图1所示,在压力机正常工作时压紧杆6把偏心压力销1锁死,当需要调节封闭高度时,由油缸控制把压紧杆与偏心压力销1形成一定间隙[2],从而达到调节封闭高度所需的条件;偏心压力销1上加工有涡轮,涡轮是偏心的并与连杆小头和滑块的内圆弧面相接,滑块与连杆3的连接通过连杆销2和偏心压力销1实现。
由于偏心压力销1与连杆销2不同心,所以当电机3通过万向连轴器4、伞齿轮副5、由蜗杆6驱动偏心压力销转动时,偏心压力销1的中心发生变化,从而可以实现连杆长度A 的调节,最终实现压力机封闭高度的调整。
1.2封高调节装置缺点在压力机在工作过程中,滑块需要做上下往复运动,由于电机固定在导轨上,导致万向节连轴器的花键轴与花键套必须跟着上下往复运动。
如图2所示,万向节主要有花键轴、花键套、叉头组成,当花键收稿日期:2020-02-25;修订日期:2020-03-28作者简介:潘地磊(1989-),男,硕士,工程师,从事压力机机械设计。
第五章热模锻曲柄压力机上模锻
分模优点:毛边体积小。可锻深孔。用挤压、墩粗替代拔长、滚挤。
2.形状较复杂的长轴、弯曲类锻件分模面与锤上模锻,以纵向最大剖面分模。
二、余量与公差 和压力机吨位有关。与锤上模锻相比余量和公差相应减少。余量小30~50%,公差小一个等级。
曲柄压力机模锻件公差及其余量
三、锻模斜度、圆角半径、冲孔连皮 锻模斜度:无顶出机构时与锤上模锻相同。有顶出结构时斜度可显著的减少。 曲柄压力机模锻斜度(º) 圆角半径:和锤上模锻相比,圆角半径要增加。 冲孔连皮:设计同锤上模锻。
5-5 锻模结构 一、锻模结构形式 曲柄压力机工作时滑块速度低,工作平稳,装有顶出 机构,锻时上下模不压靠,锻模承受过剩能量少,不考虑 锻模承击面。 压力机模具大多数采模座+内带型槽镶块的组合形式 结构。 模架主要组成有: 模座; 导柱、导套; 顶出结构; 镶块紧固件; 镶块垫板等组成。
锤上模锻分模面
曲柄压力机模锻分模面
(2)终锻型槽有较深的孔时,应在金属最后充型的部位增加通气孔。
2.镶块的形状与尺寸 镶块的形式随锻件的形状和镶块的紧固方式而定。 镶块的种类:圆形和矩形。用压板或斜度匹配进行紧固。 镶块模壁厚度S0 S0=(1~1.5)h ≥ 40mm 镶块闭合状态的高度不大于(0.3~0.4)H(模具闭合高度)
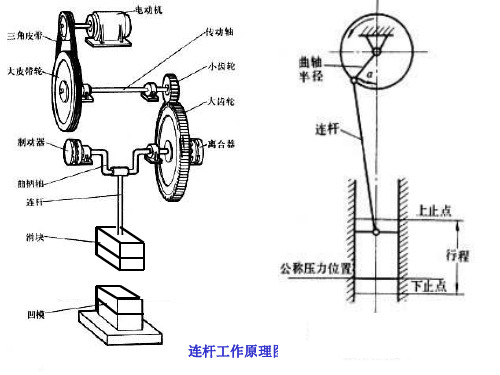
连杆工作原理图
(2)系统构成 工作系统:称曲柄连杆机构。它由曲轴、连杆、滑块等零件组成,其作用是将曲柄的旋转运动转变为滑块的直线往复运动,由滑块带动模具工作。 传动系统:包括齿轮传动、皮带传动等机构,起能量传递作用和速度转换作用。 操纵系统:包括离合器、制动器等零部件,用以控制工作机构的工作和停止。 能源系统:包括电动机、飞轮。 支撑部分:主要指机身,它把压力机所有部分连接成一个整体。 辅助系统:如润滑系统、保护装置等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
热模锻压力机结构分析
发布时间:2012-09-27
现在国内外生产的热模锻压力机的种类比较多,每家生产的都不一样。
如果按照压力机工作的机构的类型.可以将其分为连杆式热模锻压力机、双滑块式热模锻压力机、楔式热模锻压力机及双动式热模锻压力机等几大类。
(1)连杆式热模锻压力机,连杆式热模锻压力机(又称Mp型压力机),采用了和通用的曲柄压力机相似的曲柄滑块机构,在热模锻压力机中应用最多。
连杆式热模锻压力机传动的系统是:压力机用一级的传送带和一级齿轮这两级传动的方式,离合器和制动器是分别装置在曲轴左右两边,采用气动联锁装置,多数采用盘式摩擦片的结构,滑块是采用有附加导向的象鼻式结构的滑块,采用双楔式楔形的工作台来完成装模的高度的调整。
机身是分为机架和底座两个部分,是用四根拉紧螺栓联接成为整体的。
(2)楔式热模锻压力机,楔式热模锻压力机(又称Kp型压力机),它的传动方式是在连杆与滑块之间增加了一个楔块,滑块不是由连杆直接带动的,而是由楔块来驱动滑块来完成。
在连杆大头端装有偏心蜗轮,用来调节连杆长度从而达到调节装模的高度的目的。
这种压力机因为在垂直的方向没有曲轴连杆,故垂直刚度比较高。
又是由于楔块传动,支承的面积比较大,抗倾斜的能力比较强,特别适合于多模腔的模锻压力机。
下面介绍热模锻压力机的典型结构。
(1)装模高度的调节机构是由于对压力机刚度的要求,所以通用压力机上是通过调节螺杆来改变装模高度的方式是不能用于热模锻压力机。
热模锻压力机的装模高度的调节方式可以分为两大类:上调节式和下调节式,上调节式是指调节工作机构使滑块下死点位置的变化,通常是采用偏心销、偏心蜗轮或偏心轴承等结构;下调节方式是指通过楔形工作台来调节工作台的高度。
由于调节比较困难,一般热模锻压力机装模高度的调节值比较小,一般在10 - 30mm之间。
1)楔形工作台式装模高度调节机构。
它又分为两种:单楔式与双楔式。
双楔式楔形工作台,是在工作台的下面安装了两对楔形调整块是主楔形调整块和副楔形调整块。
当需调整装模高度的时候,先松开了锁紧螺钉使副楔块后退.再通过调节螺钉来调节工作台的左右位置,同时由于倾斜面的作用,工作台的高度位置也作了改变,达到了调节装模高度的目的。
装模高度调整好了后,又通过锁紧螺钉使副楔的正面紧贴,并且锁紧。
双楔式装模高度调节机构是利用一个副楔来平衡在锻造时主楔所产生的水平分力,工作可靠。
所以a角可选取较大的值,使调节的灵敏度增加,同时a值和B值应协调选择,即a较大的时候,水平侧向的分力大,B值就应该取较小的值,反之也是。
常用的数值有a=14.5°, B=12°;a=12°,B=16°.
楔形工作台的优点是刚度好,降低了从动部分转动的惯量,同时可以采用撞杆的方式来解决“闷车”的现象。
但是由于楔形的工作台在模具下面,容易被氧化皮、油泥等污染和堵塞,使其调节困难,近年来又是多采用上调节的方式。
2)偏心蜗轮式装模高度调节机构。
是在上调节方式中使用偏心蜗轮式,也是应用的最广的。
Mp系列压力机装模高度调节机构。
它将偏心的蜗轮安装在滑块上,电动机的动作也是通过传动系统来使偏心蜗轮的转动,连杆和滑块的节点位置也发生了改变,使滑块的下平面高度发生变化,从而达到调节装模高度的目的。
另外还有将调节偏心蜗轮安装在连杆的大、小头上,通过调节连杆长度来达到调节装模高度的目的。
(2)上顶件机构和通用压力机不同的是,热模锻压力机要求在滑块上行开始后就应该使上顶件机构工作,将工件从上模里面顶出,缩短锻件与模具的接触的时间。
上顶件力要求0.5% -1%的标称压力,顶出行程要求1.5%一2.5%的滑块行程。
象鼻式滑块上采用的顶件机构。
是在滑块回程的时候.由于连杆的摆动,凸块推动推杆,横杠杆将顶件杆压下,进行顶件。
完成了顶件以后,弹簧可以使整个机构复位。
用调节螺钉调节楔块的左右位置,可以改变横杠杆的起始位置,从而调节了顶件机构的顶件行程。
因此这种机构工作平稳、冲击小,但是行程不大。
(3)下顶件机构按传动类型,下顶件机构可以分为机械式、液压式和气动式,其中以机械式比较多用,下顶出力一般是1.5%的标称压力,行程是2%-4.5%滑块行程,同时为了便于操作,下顶出在顶起后需要保持一段时间。
典型的机械式下顶件机构,它是由安装在曲轴上的凸轮驱动,通过上摆杆、上拉杆和下拉杆带动下摆杆摆动,下摆杆装在顶件轴的一端,并且能绕其轴心的摆动。
在顶件轴的另一端,装有摆架,摆架有足够的宽度,在其上可以并排布置五根顶件杆,在下摆杆摆动时,摆架也作相应摆动,因而推动顶件杆顶件。
弹簧可保证滚轮与凸轮紧密接触,通过调节螺母可改变拉杆的总长度,从而调节了顶出行程。
气缸可控制顶杆在最高位置处停留一段时间。