常见不锈钢表面处理方法
不锈钢表面除锈方法
不锈钢表面除锈方法不锈钢是一种具有优异耐腐蚀性能的金属材料,但长期使用后,表面可能会出现锈斑、污渍等问题,影响美观度和使用寿命。
因此,除锈是不锈钢表面维护的重要环节。
下面介绍几种常见的不锈钢表面除锈方法。
一、机械除锈法机械除锈法是通过机械力量去除不锈钢表面的锈斑、污渍等。
常用的机械除锈工具有钢丝刷、砂纸、砂轮等。
使用时,先用钢丝刷或砂纸将表面锈斑、污渍等磨掉,再用砂轮打磨表面,使其光滑、平整。
这种方法适用于表面锈斑、污渍较浅的情况,但需要注意不要过度打磨,以免损坏不锈钢表面。
二、化学除锈法化学除锈法是通过化学反应去除不锈钢表面的锈斑、污渍等。
常用的化学除锈剂有酸、碱、氧化剂等。
使用时,将化学除锈剂涂抹在表面锈斑、污渍处,等待一定时间后,用清水冲洗干净。
这种方法适用于表面锈斑、污渍较深的情况,但需要注意化学除锈剂的选择和使用方法,以免对不锈钢表面造成损害。
三、电化学除锈法电化学除锈法是通过电化学反应去除不锈钢表面的锈斑、污渍等。
常用的电化学除锈工具有电解槽、电解液等。
使用时,将不锈钢表面浸泡在电解液中,通过电流作用,使表面锈斑、污渍等被电解掉。
这种方法适用于表面锈斑、污渍较深、较难清除的情况,但需要注意电解液的选择和使用方法,以免对不锈钢表面造成损害。
四、高压水流除锈法高压水流除锈法是通过高压水流冲击去除不锈钢表面的锈斑、污渍等。
常用的高压水流除锈工具有高压水枪、高压水泵等。
使用时,将高压水枪对准表面锈斑、污渍处,用高压水流冲击,使其被冲掉。
这种方法适用于表面锈斑、污渍较浅、较易清除的情况,但需要注意高压水流的强度和方向,以免对不锈钢表面造成损害。
以上是常见的不锈钢表面除锈方法,不同的方法适用于不同的情况,需要根据实际情况选择合适的方法进行除锈。
同时,除锈后需要对不锈钢表面进行保养,以延长其使用寿命。
不锈钢常见表面处理工艺
不锈钢常见表面处理工艺
不锈钢表面处理工艺是对不锈钢材料进行加工和改变表面特性的一种方法。
常见的不锈钢表面处理工艺包括抛光、酸洗、喷砂、电镀等。
1. 抛光是一种常见的不锈钢表面处理工艺,通过机械研磨和抛光,可以使不锈钢表面光滑、亮泽。
抛光可以分为机械抛光和电解抛光两种。
机械抛光是利用机械设备和研磨材料对不锈钢表面进行研磨,使其表面光滑。
电解抛光是利用电解液和电流作用于不锈钢表面,去除表面氧化物和杂质,使其表面光洁。
2. 酸洗是一种常用的不锈钢表面处理工艺,通过浸泡不锈钢材料于酸性溶液中,去除表面氧化物和锈蚀物,使其表面光洁。
常用的酸洗溶液包括盐酸、硝酸等。
酸洗可以改善不锈钢表面的光洁度和耐腐蚀性能,增强其美观性和耐久性。
3. 喷砂是一种常见的不锈钢表面处理工艺,通过高速喷射砂粒或其他磨料,冲击不锈钢表面,去除表面氧化物和污垢,使其表面变得粗糙。
喷砂可以使不锈钢表面形成一层均匀的磨砂纹理,增加其触感和美观度。
喷砂可以根据需要调整砂粒的粗细和冲击力,以获得不同的表面效果。
4. 电镀是一种常用的不锈钢表面处理工艺,通过在不锈钢表面镀上一层金属或合金,改变其表面特性。
常用的电镀材料包括镀铬、镀
铜、镀镍等。
电镀可以提高不锈钢表面的硬度、耐磨性和耐腐蚀性,同时也可以增加其美观度和装饰效果。
不锈钢表面处理工艺可以改变不锈钢材料的表面特性,提高其光洁度、耐腐蚀性和装饰效果。
不同的表面处理工艺可以根据需要选择和组合使用,以满足不同的应用要求。
不锈钢表面处理工艺的选择应考虑到材料的性质、使用环境和装饰要求等因素,以获得最佳的表面处理效果。
不锈铁的表面处理工艺
不锈钢的表面处理工艺有很多种,主要包括以下几种:
1. 酸洗:酸洗是一种通过酸蚀去除不锈钢表面氧化物和其他杂质的方法。
常用的酸洗液包括硝酸、氢氟酸等。
2. 抛光:抛光是通过机械、电化学或化学方法使不锈钢表面获得一定光洁度和平滑度的方法。
常用的抛光方法包括机械抛光、电解抛光和化学抛光。
3. 喷砂:喷砂是通过高压气体将磨料喷射到不锈钢表面,使其表面形成一定的粗糙度和纹理的方法。
喷砂可以增加不锈钢的美观性和防滑性。
4. 电镀:电镀是在不锈钢表面涂上一层金属薄膜的方法,如铬、镍等。
电镀可以增加不锈钢的硬度、耐磨性、耐腐蚀性和装饰性。
5. 涂层:涂层是将一层有机或无机物质涂在不锈钢表面的方法。
常用的涂层包括喷涂、轧涂、印刷等。
涂层可以增加不锈钢的耐腐蚀性、装饰性和防氧化性。
6. 氮化:氮化是将不锈钢表面暴露在氨气环境中,通过化学
反应形成一层氮化物膜的方法。
氮化可以增加不锈钢的硬度、耐磨性和耐腐蚀性。
需要根据不同的使用环境和要求选择适当的表面处理工艺,以确保不锈钢的质量和性能。
同时,为了保证表面处理的效果和质量,应选择专业的表面处理厂家或工程师进行处理。
不锈钢表面处理
不锈钢表面处理目前对不锈钢表面进行处理的方法:表面本色白化处理、表面镜面光亮处理、表面着色处理一、表面本色白化处理不锈钢在加工过程中,经过卷板、扎边、焊接或者经办人方温面火处理,产生黑色氧化皮。
这种坚硬的灰黑色氧化皮主要是NICR204和NIF二种E04成份,以前一般采用氢氟酸和硝酸进行强腐蚀方法去除。
但这种方法成本大,污染环境,对人体有害。
腐蚀较大,逐渐被淘汰。
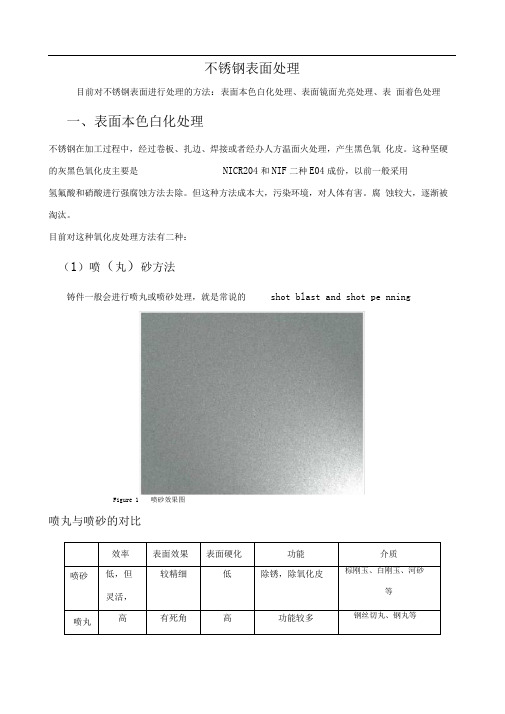
目前对这种氧化皮处理方法有二种:(1)喷(丸)砂方法铸件一般会进行喷丸或喷砂处理,就是常说的shot blast and shot pe nningFigure 1 喷砂效果图喷丸与喷砂的对比喷丸不但除锈,除表面氧化皮,还提高表面粗糙度,去除零件机加工毛刺,消除零件内应力,减少热处理后零件变形,提高零件表面耐磨,受压能力等喷砂一般是手工操作来完成,其速度与抛丸相比要慢,而且假如使用的是砂石,在喷砂的过程中砂石与构件的撞击会产生一些砂石粉末,这些粉未会粘附在构件表面,而且喷砂对构件的表面粗糙度低于抛丸。
抛喷丸增强了工件的表面强度,延长工件的返锈时间。
喷砂只能起到表面的修饰作用。
(2)化学法用一种无污染酸洗钝化膏和常温无毒害的带有无机添加剂的清洗液进行浸洗。
从而达到不锈钢本色的白化处理之目的。
基本上看上去是一目光的色泽。
这种方法对大型、复杂产品较适用,值得推广应用。
酸洗钝化方式根据操作方式不同,不锈钢酸洗钝化处理主要有浸渍法、膏剂法、涂刷法、喷淋法、循环法、电化学法等6种方法。
Figure 2 钝化前后效果图钝化机理:金属经氧化性介质处理后,其腐蚀速度比原来未处理前有显著下降的现象称金属的钝化。
其钝化机理主要可用薄膜理论来解释,即认为钝化是由于金属与氧化性介质作用,作用时在金属表面生成一种非常薄的、致密的、覆盖性能良好的、能坚固地附在金属表面上的钝化膜。
这层膜成独立相存在,通常是氧和金属的化合物。
它起着把金属与腐蚀介质完全隔开的作用,防止金属与腐蚀介质直接接触,从而使金属基本停止溶解形成钝态达到防止腐蚀的效果。
不锈钢表面处理方法6种

不锈钢表面处理方法6种不锈钢表面处理方法有好多呢,今天就给大家唠唠其中六种。
有一种是磨砂处理。
这就像是给不锈钢的表面来了一场温柔的“磨砂浴”。
经过这个处理呀,不锈钢表面不再是那种光亮得晃眼的感觉,而是变得有些朦胧,摸起来还有一种独特的手感,就像摸着细砂纸一样,但又不会拉手。
这种处理后的不锈钢,在一些比较低调又讲究质感的地方特别受欢迎,比如说那些简约风格的家居用品上。
还有拉丝处理。
这就像是给不锈钢表面梳了个漂亮的“直发”。
一条一条的纹路整齐又好看,看起来特别有条理。
这种处理后的不锈钢,会有一种精致的工业感。
你看那些高级的厨房电器,很多就采用了拉丝处理,让人一看就觉得质量杠杠的,还特别显档次。
镜面处理也很有趣。
这可不得了,能让不锈钢像镜子一样光亮。
要是你把脸凑上去,都能当镜子使了。
这种处理在一些需要反射效果的地方可好用了,像那种特别炫酷的装饰墙,或者是高档商场里的一些装饰品,用了镜面处理的不锈钢,一下子就能抓住人的眼球,就像一个闪闪发光的明星一样耀眼。
钝化处理就像是给不锈钢穿上了一层保护衣。
它让不锈钢表面形成一层保护膜,这样不锈钢就不容易生锈啦。
就像给一个爱美的小姑娘涂上了防晒霜,让她可以在恶劣的环境里也能保持美丽。
这个处理在户外的不锈钢制品上特别重要,比如说街边的不锈钢雕塑,要是没有钝化处理,没过多久就变得锈迹斑斑,多难看呀。
电镀处理就像是给不锈钢化了个妆。
可以镀上各种颜色,金色、银色、古铜色等等。
镀上不同颜色后的不锈钢就像换了不同风格的衣服,有了不同的气质。
金色的看起来富贵华丽,银色的就比较现代时尚,古铜色的则充满了复古的韵味。
这在装饰性的不锈钢制品上特别常见,能满足各种不同的审美需求。
最后说说蚀刻处理。
这就像是在不锈钢表面刻上了独特的“纹身”。
可以刻出各种精美的图案或者文字,让不锈钢瞬间变得独一无二。
像是一些有纪念意义的不锈钢制品,刻上特殊的日期或者图案,就变得特别有意义了。
这些处理方法各有各的妙处,就像不同性格的小伙伴,在不同的地方发挥着自己独特的魅力呢。
不锈钢表面处理的10种方法

[方法10]
经水溶性工业皂碱洗,40°C热水洗涤5min,120°C烘干后,再在下述溶液中于100°C浸渍2min:
盐酸200磷酸30氢氟酸10
再用40°C热水洗涤5min,40°C下干燥30min
在下述溶液中于50°C浸渍10min:
重铬酸钾饱和液0.35硫酸(d=1.84)10
然后刷去炭渣,用蒸馏水洗净,70°C下干燥。此法适宜于要求达到最大剥离强度的场合。
[方法7]
在铅衬槽中,硫酸浓度为500g/l,阳极化90s,电压6V,用水冲洗,蒸馏水洗净,70°C干燥,胶接件为阳极,处理后在5-10%的氧化铬溶液中钝化20min。
磷酸钠8.5焦磷酸钠4.2氢氧化钠4.2表面活性剂1.4水380
取出水洗,再在下述溶液中65°C下浸渍3min:
氧化铬20水380
经水洗后干燥。
[方法5]
在下述溶液中于65-70°C浸渍5-10min:
盐酸(37%)2六次甲基四胺5水20
然后加入30%的双氧水,取出水洗于85-90°C浸渍10min:
草酸37硫酸(d=1.84)36水300
经蒸馏水洗净后,用暖空气干燥。
[方法9]
脱脂后在65°C下述溶液中浸渍10min:
盐酸(d=1.19)52双氧水(30%)2甲醛(38%)10水45
经水洗后,再在下述溶液中浸渍10min,温度65°C:
硫酸(d=1.84)100重铬酸钠10水30
不锈钢表面处理的10种方法
[方法1]
脱脂常用溶剂:三氯乙烯、丙酮、丁酮、苯、醋酸乙酯。
[方法2]
喷砂或砂布打磨后去脂。
[方法3]
在70-85°C下述溶液中浸渍10min:
不锈钢表面处理技术
不锈钢表面处理技术引言:不锈钢是一种常用的金属材料,具有耐腐蚀、美观、易清洁等优点,在家居、建筑、制造业等领域得到广泛应用。
然而,不锈钢的表面容易受到污染、划伤和氧化等问题的困扰,为了解决这些问题,人们开发了各种不锈钢表面处理技术。
一、电化学抛光电化学抛光是一种常用的不锈钢表面处理方法,通过在电解液中施加电流,使不锈钢表面产生微观级别的溶解和脱盐反应,从而达到抛光的效果。
该方法能够使不锈钢表面变得光滑、亮丽,并且具有耐腐蚀性能。
二、机械抛光机械抛光是利用机械设备对不锈钢表面进行磨削、抛光的方法。
通过选用适当的磨料和工艺参数,可以使不锈钢表面平整、光滑,并且去除划痕和氧化物。
机械抛光适用于各种形状和尺寸的不锈钢制品。
三、化学处理化学处理是利用化学方法对不锈钢表面进行处理的技术。
例如,酸洗可以去除不锈钢表面的氧化皮和污染物,酸洗后的不锈钢表面具有更高的亮度和耐腐蚀性。
另外,化学着色可以在不锈钢表面形成不同颜色的氧化膜,增加其美观性。
四、喷砂处理喷砂处理是利用高速喷射的磨料颗粒对不锈钢表面进行冲击,达到清洁和增加粗糙度的效果。
喷砂处理可以使不锈钢表面均匀、细腻,并且增加其附着力,适用于各种不锈钢制品的表面处理。
五、阳极氧化阳极氧化是一种将不锈钢表面形成氧化膜的处理方法。
通过在酸性电解液中加入适当的电流和电压,可以在不锈钢表面形成致密、均匀的氧化膜,提高不锈钢的耐腐蚀性和硬度。
阳极氧化还可以通过调节电解液的成分和处理参数,实现不同颜色的氧化膜形成。
六、喷涂涂料喷涂涂料是一种简单、有效的不锈钢表面处理方法。
选用适当的涂料,通过喷涂的方式涂覆在不锈钢表面,可以增加其美观性和耐腐蚀性。
喷涂涂料还可以选择不同颜色和效果,满足不同需求。
七、镀膜处理镀膜处理是一种在不锈钢表面镀覆金属或合金膜的方法。
通过在电解液中施加电流,使金属离子在不锈钢表面析出并形成均匀的膜层,可以改善不锈钢的耐腐蚀性、硬度和摩擦性能。
常见的镀膜材料包括镍、铬、锌等。
常见的不锈钢表面处理工艺
常见的不锈钢表面处理工艺生活中常见的不锈钢表面处理有:1)表面本色白化处理;2)表面镜石光亮处理;3)表面着色处理;4)球面冲压处理。
下面就由武汉科发宏洋给排水设备有限公司-武汉不锈钢水箱厂为大家详细分析下这四种常见的不锈钢表面处理方法。
1、表面本色白化处理不锈钢在加工过程中,经过卷板、扎边、焊接等温面火处理后,会在表面产生一层黑色氧化皮。
这种坚硬的灰黑色氧化皮主要是NiCr2O4和NIF两种成分。
采用氢氟酸和硝酸进行强腐蚀方法去除很有效,但采用这种方法成本太大,还会污染环境,对人体也有害处。
对不锈钢材表面的腐蚀较大,逐渐被我们淘汰。
目前我们在处理不锈钢水箱焊接层时对这种氧化皮处理方法主要是采用喷(丸)砂方法和化学方法。
所谓的化学方法即使用一种无污染的酸洗钝化膏和常温无毒害的带有无机添加剂的清洗液进行浸洗,从而达到不锈钢本色的白化处理之目的。
基本上看上去是很有色泽,痕迹不明显。
这种方法对大型、复杂产品较适用,值得推广应用。
2、不锈钢表面镜面光亮处理方法有时我们需要把不锈钢表面做得很亮,看起来像面镜子似的。
我们可以根据不锈钢水箱的施工难易程度和用户要求分别采用机械抛光、化学抛光和电化学等方法来达到镜石光泽。
下面我分别介绍这三种方法优缺点,仅供大家参考选用:机械抛光特点:表面的光整平性好,光亮劳动强度大,成本较高且污染严重,复杂件难加工,整个产品光泽度很难达到一致,光泽度保持时间不长,仅使用于中小件的处理。
化学抛光的特点:投资少,复杂件也能能抛,效率高,使用于复杂产品的表面抛光。
对不锈钢表面抛光光亮度要求不高的产品表面可采用此种方法处理,处理速度快的小批量加工比较合算,处理过程中有气体溢出,需要适风设备。
电化学抛的特点:镜面光泽度高且能长期保持,易操作,工艺性稳定,污染少,成本低,防污染性好。
适用于要求长时间保持镜面光泽和各种物件,可广泛推广使用。
3、表面着色处理不锈钢表面着色可以增加不锈钢产品的花色品种,而且提高产品耐磨性和耐磨能性。
不 锈 钢 表 面 处 理 方 法
工厂常用不锈钢表面处理方法1、1. 预处理;A : 去毛刺,去焊疤; 使用手提打磨机,磨片有玻璃钢纤维基体树脂型和砂纸型.B : 去油污,尘埃,泥土,指印; 使用碱或酸洗或有机溶液洗,喷砂,滚光等方法.2. 抛光处理;A : 使用磨光轮进行抛光处理;[ 磨光轮就是用布片层叠而成的那种,在高速旋转下(20~35M/S即当使用Φ300的布轮时,其速度为2000r/min就可以了)在高速旋转下涂擦上抛光膏(有白,黄,绿,红色几种), 抛光不锈钢适宜绿色那种,可以产生镜面效果].B : 喷砂处理; 可以使表面获得较为精细美观之效果.①干喷砂处理; 1毫米厚度以下不锈钢适宜用石英砂(粒度为0.5~0.2/mm),气压为10个工业大气压,即0.5~0.1mpa,压缩空气为无水无油.②湿喷砂处理; 将石英砂与水混合为砂浆,适量加点亚硝酸钠,其它同上.③上述完成后对工件再进行清洗,干燥工序.3. 表面处理范围;不锈钢表面可以送去专门工厂进行加工;它可以电镀铬/铜/锌/锡/镉/钛/渗氮/氮碳共渗/电解饨化/着黑色/彩色/腐蚀加工/刻印花纹图案/浮雕精饰加工等.2、不锈钢表面处理过程常见问题及预防措施前言不锈钢具有独特的强度、较高的耐磨性、优越的防腐性能及不易生锈等优良的特性。
故广泛应用于化工行业,食品机械,机电行业,环保行业,家用电器行业及家庭装潢,精饰行业,给予人们以华丽高贵的感觉。
不锈钢的应用发展前景会越来越广,但它的应用发展很大程度上决定不锈钢表面处理技术发展程度。
一、常见不锈钢表面处理方法常用不锈钢表面处理技术有以下几种处理方法:①表面本色白化处理;②表面镜面光亮处理;③表面着色处理。
二、不锈钢表面处理方法有如下几种:⑴化学氧化着色法;⑵电化学氧化着色法;⑶离子沉积氧化物着色法;⑷高温氧化着色法;⑸气相裂解着色法。
三、不锈钢表面处理加工过程中存在问题3.1 焊缝缺陷:焊缝缺陷较严重,采用手工机械打磨处理方法来弥补,产生的打磨痕迹,造成表面不均匀,影响美观。
不锈钢表面处理方式
不锈钢表面处理方式有很多种,常见的有:
1. 机械抛光:通过研磨、抛光等方法,使不锈钢表面光滑、光亮。
这种方法适用于小面积的抛光和镜面处理。
2. 化学抛光:通过化学反应,使不锈钢表面的微小凸起部分平整,从而提高其表面光洁度。
这种方法适用于大面积的抛光和镜面处理。
3. 喷砂处理:通过高速喷射石英砂等磨料,对不锈钢表面进行冲击和磨削,从而去除表面的氧化层和污物,并使其表面变得粗糙。
这种方法适用于需要增加附着力的表面处理。
4. 拉丝处理:通过拉伸不锈钢板,使其表面产生细微的纹路,从而增加其质感和美观度。
这种方法适用于需要增加装饰效果的表面处理。
5. 镀层处理:在不锈钢表面涂覆一层其他金属或合金材料,以改变其颜色、光泽度、硬度等特性。
常见的镀层有镀锌、镀铜、镀铬等。
6. 着色处理:通过化学染料或电化学染色等方法,在不锈钢表面形成各种颜色的涂层。
这种方法适用于需要增加色彩效果的表面处理。
7. 高温氧化处理:将不锈钢加热至高温状态,使其表面形成一层致密的氧化膜,从而提高其耐腐蚀性和耐磨性。
这种方法适用于需要增加耐腐蚀性的表面处理。