工艺过程经济性分析
新工艺的技术经济分析方法
新工艺的技术经济分析方法
新工艺的技术经济分析方法有很多种,其中一些常见的方法包括:
1.成本效益分析(Cost-Benefit Analysis,CBA):该方法通过比较新工艺的成本与效益,评估其经济可行性。
成本方面包括设备、劳动力、原材料等成本,效益方面可以包括减少的生产成本、提高的生产效率、增加的销售额等。
2.投资回收期(Payback Period):该方法通过计算新工艺的投资回收期来评估其经济可行性。
投资回收期是指从投资开始到回收全部投资成本所需的时间。
一般来说,投资回收期越短,新工艺的经济效益越好。
3.净现值(Net Present Value,NPV):该方法通过计算新工艺带来的现金流量的净现值来评估其经济可行性。
净现值是指将未来现金流量折现到现值后,减去初始投资的金额。
如果净现值为正,表示新工艺具有经济价值。
4.内部回报率(Internal Rate of Return,IRR):该方法通过计算新工艺的内部回报率来评估其经济可行性。
内部回报率是指使得净现值等于零时的贴现率。
如果内部回报率高于预期的贴现率,表示新工艺具有经济价值。
5.敏感性分析(Sensitivity Analysis):该方法通过对关键参数进行变动,评估新工艺在不同情况下的经济可行性。
敏感性分析可以帮助确定新工艺的风险和不确定性,并制定相应的应对措施。
以上方法并不是互相独立的,常常会结合使用,以全面评估新工艺的技术经济可行性。
乙烯空气氧化法制备环氧乙烷的工艺经济性分析与评估

乙烯空气氧化法制备环氧乙烷的工艺经济性分析与评估乙烯空气氧化法制备环氧乙烷是一种重要的化工工艺,本文将对其工艺经济性进行详细的分析与评估。
首先,我们将介绍乙烯空气氧化法的原理和过程,然后分析该工艺的优势和问题,最后对其进行经济性评估。
一、乙烯空气氧化法的原理和过程乙烯空气氧化法是一种将乙烯通过氧化反应转化为环氧乙烷的工艺。
具体过程如下:1. 原料准备:将乙烯和空气充分混合,制备成含有一定乙烯浓度的气体混合物。
2. 催化剂反应:将气体混合物与催化剂接触,在一定的温度和压力条件下进行氧化反应,将乙烯转化为环氧乙烷。
3. 分离纯化:将反应后的气体混合物进行分离纯化,得到高纯度的环氧乙烷产品。
二、乙烯空气氧化法的优势和问题1. 优势:(1)高选择性:乙烯空气氧化法可以实现对乙烯的高选择性转化,产率较高。
(2)相对较短的反应时间:与其他工艺相比,乙烯空气氧化法的反应时间相对较短,生产效率高。
(3)原料充足:乙烯作为一种广泛存在并可再生的石化原料,资源充足且成本相对较低。
2. 问题:(1)催化剂选择:催化剂的选择对乙烯空气氧化法的反应效果有重要影响,需要寻找性能稳定、寿命长的催化剂。
(2)废物处理:乙烯空气氧化法产生的废物和副产物需要进行有效处理,以减少对环境的污染。
三、工艺经济性评估1. 成本分析:(1)原料成本:乙烯和空气的价格稳定且相对较低,原料成本较低。
(2)催化剂成本:催化剂的价格较高,但其寿命较长,可以降低替换成本。
(3)能源成本:反应过程需要消耗一定的能源,成本需考虑能耗和电费等。
(4)废物处理成本:废物处理过程需要消耗一定的资源,成本需要考虑废物处理费用等。
2. 收益分析:(1)产品价值:环氧乙烷是一种广泛应用于化工行业的重要产品,市场需求量大,价格相对较高。
(2)工艺效率:乙烯空气氧化法具有较高的乙烯转化率和产品选择性,增加了产品产值。
综合以上成本和收益分析,可以进行工艺经济性的评估。
具体评估方法可以采用财务指标如投资回收期(ROI),净现值(NPV)和内部收益率(IRR),或者生命周期分析方法(LCA)等。
天然气分离乙烷制乙烯经济性分析

天然气分离乙烷制乙烯经济性分析乙烯是世界上产量最大的化学产品之一,乙烯工业是石油化工产业的核心,乙烯产品占石化产品的70%以上,在国民经济中占有重要的地位。
世界上已将乙烯产量作为衡量一个国家石油化工发展水平的重要标志之一。
一、前景分析(一)市场:供需格局依然紧张按照目前的扩张速度,预计2020年,我国乙烯产能可以达到3230万吨/年,年均增速到11.6%,与此同时当量消费量却增至4800万吨/年,当量需求缺口依然存在1800万吨。
所以未来供需格局依然不容乐观。
中国乙烯供需平衡情况及预测指标2010年2013年2014年2020年年均增速%产能万吨/年1516.5 1791.5 2079 3230 8.2 11.6 产量万吨1427 1630 1850.3 2970 6.7 12.6 当量消费量万吨2960 3492 3740 4800 6.0 6.4当量自给率% 48.2 46.7 49.5 61.9 - - (二)成本分析由于乙烯的仓储、运输要求较高,实际商品量少。
我们认为当前美国、中东的乙烯成本虽然低,但是很难直接冲击中国市场,多是以衍生品如聚乙烯、苯乙烯、乙二醇等产品的形式出口。
(三)可行性总结1.世界对于乙烯的需求量正在逐渐的增加,销售前景比较乐观。
2.乙烯是许多化工产品的基础原料,下游产品较多。
3.乙烷为原料的乙烯收率一般为77%,丙烷和丁烷的乙烯收益率在42%左右,而石脑油的收率只有约32%,因此乙烷作为原料制乙烯的前景比较乐观。
二、天然气分离乙烷制乙烯工艺原料天然气中普遍含有H2S、CO2、H2O等杂质,这些杂志在接下来的天然气运输和使用过程中会对管道、环境、设备造成不良影响,因此在对天然气进行利用之前需要把这些杂质尽量脱除。
对天然气加工阶段的工艺流程研究共包括天然气脱硫、天然气脱水、天然气分离乙烷、乙烷制乙烯四段工艺。
(一)脱硫传统的天然气脱硫技术主要有干法脱硫和湿法脱硫。
干法脱硫使用固体脱硫剂,其表面特征不能很好满足脱除硫的需要;湿法脱硫技术主要包括物理吸收、化学吸收、氧化吸收与联合吸收。
工艺技术经济分析与评价
工艺技术经济分析与评价工艺技术经济分析与评价是指在开展其中一项工艺技术的建设与运营前,对其进行综合分析和评价,从经济的角度去考虑其投资与回报的关系,并据此制定合理的决策方案。
工艺技术经济分析主要包括投资评价、成本分析、效益评价、风险分析等方面。
首先,投资评价是指对工艺技术的投资额进行评估和分析,主要包括初始投资额、运营资金和项目建设周期等方面。
初始投资额是指工艺技术建设的全部投资,包括购置固定资产、支出流动资金、技术转让费用等。
运营资金是指项目建设周期和运营过程中所需的流动资金,如原材料采购、工资、税费等。
项目建设周期是指从开工到投产的时间,对于工艺技术经济评价很重要,因为它关系到项目建设期间的资金流动和投资回报的时间。
其次,成本分析是对工艺技术开发过程中的各项成本进行分析和核算。
成本包括直接成本和间接成本,直接成本是指与工艺技术开发直接相关的投入成本,如人工费用、原材料费用等。
间接成本是指与工艺技术开发间接相关的投入成本,如管理费用、维护费用等。
通过成本分析,可以确定工艺技术开发中的关键成本因素,并制定出相应的成本控制策略。
再次,效益评价是对工艺技术投入产出关系进行评估,通过效益评价可以衡量工艺技术建设和运营的经济效益。
效益主要包括直接效益和间接效益,直接效益是指工艺技术建设和运营带来的直接经济效益,如销售收入、利润等。
间接效益是指工艺技术建设和运营带来的间接经济效益,如就业机会、税收等。
通过效益评价,可以预测工艺技术的经济效益和潜在收益,从而为工艺技术的决策提供依据。
最后,风险分析是对工艺技术建设和运营中可能出现的风险进行评估和分析,从而制定相应的风险应对策略。
风险主要包括市场风险、技术风险、经济风险等。
市场风险是指市场需求的不确定性,技术风险是指技术开发和应用过程中的不确定性,经济风险是指市场竞争、成本压力等经济因素的不确定性。
通过风险分析,可以全面了解工艺技术建设和运营过程中的各种风险,从而采取相应预防措施,降低风险带来的不利影响。
工艺方案和工艺装备方案的技术经济分析
则
1、满足项目产品生产需要的原则
2、适合可选用原材料和其他运行条件的 原则
3、整体均衡和全面配套的原则
4、先进性和经济性的原则
5、项目工艺技术方案要具备一定的可变
更性的原则
6
编辑ppt
第一节工艺方案技术经济分析概述
二、反映工艺方案技术特性的主要指标
1、劳动消耗量 劳动工时数、台时数
2、设备构成比
3、钳工修配劳动量系数 钳工修配工作量/机床加工劳动力
14
第二节 工艺方案的技术经济分析
三、单工序工艺方案的选择
(一)单工序中两个工艺方案的比较分析
编辑ppt
图8-3 不同工艺方案的成本比
15
编辑ppt
第二节 工艺方案的技术经济分析
较第一种情况C,fA C fB 且 C fA C fB ,这时两方案的 工艺成本的关系如图8-3(a)。这表明方案A的工艺成 本永远大于方案B的工艺成本,所以B方案总是优于A 方案。
斜率。
第二节 工艺方案的技术经济分析
单位产品工艺成本C′与年产量Q的函数图像为双曲线的一支
编辑ppt
当 Q1 1 时,单位产品的固定成本为Cf / Q1 Cf ,则单位产品
的工艺成本为C' Cv C f
当 Q1 →∞时,单位产品的固定成本为 Cf / Q1 →0,则单
位产品的工艺成本 C ' → Cv
编辑ppt
图中每一结点表示被加工物的一种状态,结点间的连 线为可行的工艺方案,箭尾连接的结点表示工序的开始,箭头
所指的结点表示工序的完成,连线上的数字表示该工序的工艺
成本。 设n表示从某一状态到达最终状态所需要经过的工序个
数;d(S, SK )表示从状态S到状态SK加工工序的工艺成本。那 么从S到最终状态的最低工艺成本fn(S)可(8-用9) 式(8-9)进行计算
甲醇蒸汽重整制氢技术及经济性探讨
甲醇蒸汽重整制氢技术及经济性探讨目前,世界上所需的氢气主要来自于天然气蒸汽重整和烃类的部分氧化。
由于受地域、烃类资源可得性等条件限制,部分用户无法采用最为经济的天然气重整制氢技术,转而采用电解制氢和甲醇制氢技术。
电解法制得标准状态(下文同)的氢的电耗一般为3.99-5.12kW·h/m3,生产成本较高,限制了该技术的发展和使用。
对于中等规模的用氢场所,如100-1000m3/h 的用户,由于甲醇的易于运输,易于获得等特点,使甲醇制氢技术倍受关注,并应用于众多特定的场所。
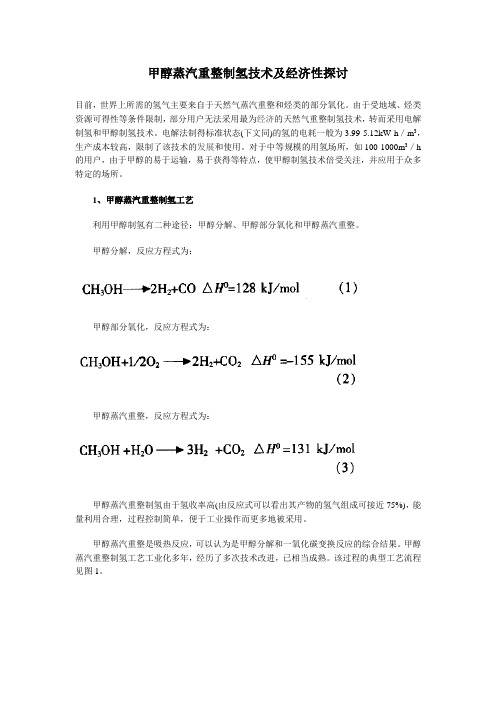
1、甲醇蒸汽重整制氢工艺利用甲醇制氢有二种途径:甲醇分解、甲醇部分氧化和甲醇蒸汽重整。
甲醇分解,反应方程式为:甲醇部分氧化,反应方程式为:甲醇蒸汽重整,反应方程式为:甲醇蒸汽重整制氢由于氢收率高(由反应式可以看出其产物的氢气组成可接近75%),能量利用合理,过程控制简单,便于工业操作而更多地被采用。
甲醇蒸汽重整是吸热反应,可以认为是甲醇分解和一氧化碳变换反应的综合结果。
甲醇蒸汽重整制氢工艺工业化多年,经历了多次技术改进,已相当成熟。
该过程的典型工艺流程见图1。
甲醇蒸汽重整反应通常在250-300℃,1-5MPa,H20与CH30H摩尔比为1.0-5.0的条件下进行,重整产物气经过变压吸附等净化过程,可得不同规格的氢气产品。
甲醇蒸汽重整过程既可以使用等温反应系统,也可以使用绝热反应系统。
等温反应系统采用管式反应器,管壳中充满热载体进行换热,保持恒温反应。
在绝热反应系统中,蒸汽与甲醇混合物经过一系列绝热催化剂床层,床层之间配备换热器1。
反应产物净化系统可根据产品质量等级要求选择,变压吸附及膜分离技术是非常实用的气体净化技术。
变压吸附净化可获得纯度高于99.99%的氢气产品,依据所使用的不同吸附剂及工艺条件,氢回收率在70%-87%之间变化。
溶剂洗涤、CO催化转化、甲烷化等过程均可用于净化氢气。
甲醇蒸汽重整制氢工艺具有以下特点:(1)与大规模的天然气、重油转化制氢或水煤气制氢相比,投资省,能耗低。
机械产品设计中的经济性与可行性分析
机械产品设计中的经济性与可行性分析在当今竞争激烈的市场环境中,机械产品的设计不仅仅要关注其功能和性能,还需要充分考虑经济性和可行性。
经济性关乎产品的成本和市场竞争力,可行性则决定了产品能否顺利生产和投入使用。
这两个方面相互关联、相互影响,对于机械产品的成功研发和市场推广具有至关重要的意义。
一、经济性分析1、成本估算在机械产品设计的初始阶段,就需要对成本进行精确的估算。
这包括原材料成本、加工成本、装配成本、运输成本等直接成本,以及研发成本、管理成本、销售成本等间接成本。
原材料的选择对成本有着显著的影响。
例如,使用高性能但昂贵的材料可能会提高产品的性能,但同时也会大幅增加成本。
因此,需要在材料性能和成本之间找到一个平衡点。
加工成本则取决于加工工艺的复杂程度和精度要求。
采用先进的加工技术可能会提高加工效率和精度,但设备投资和维护成本也会相应增加。
2、生命周期成本除了初始成本,还需要考虑产品的生命周期成本。
这包括产品在使用过程中的维护成本、维修成本、能源消耗成本以及报废处理成本等。
一个设计良好的机械产品应该具有低维护和维修需求,能够节省长期的使用成本。
同时,节能设计也能够降低能源消耗成本,符合可持续发展的要求。
3、市场需求与价格定位经济性分析还需要考虑市场需求和价格定位。
了解市场对类似产品的需求和价格接受范围,有助于确定产品的合理价格。
如果产品价格过高,可能会导致市场竞争力下降;如果价格过低,虽然可能吸引更多客户,但可能无法覆盖成本,影响企业的盈利能力。
因此,需要在成本和市场需求之间找到一个最佳的价格点,以实现利润最大化。
二、可行性分析1、技术可行性技术可行性是指在现有技术水平和条件下,能否实现产品的设计要求。
这包括对制造工艺、材料性能、装配技术等方面的评估。
例如,如果设计要求使用某种新型材料,但目前的制造工艺无法满足加工要求,那么这个设计就不具备技术可行性。
同样,如果产品的结构过于复杂,装配难度大,也可能会影响生产效率和产品质量。
机械加工工艺方案的经济分析

机械加工工艺方案的经济分析在制定工艺规程时,常常拟定几种不同的工艺方案,这些工艺方案所产生的经济效益一般是不同的。
工艺方案的经济效益分析的目的在于选择最优工艺方案。
比较工艺方案优劣,大致可分为两个阶段进行。
第一阶段是对各工艺方案进行技术经济指标分析,它是从各个侧面考察工艺方案的优劣;第二阶段是对各工艺方案的工艺成本进行分析,它是从综合、整体的角度判断工艺方案的优劣。
一、 一、工艺方案的技术经济指标在第一阶段中,需要分析的主要技术经济指标包括: ⒈ 劳动消耗量可以用劳动小时数或单位时间产量计算。
它是工艺效率高低的指标。
⒉ 原材料消耗量它反映工艺方案对原材料选用的经济合理性。
该指标对工艺方案有很大影响。
⒊ 设备构成比指采用主要设备型号的比例关系。
其中高效率自动化设备和专用设备占比重大,而加工劳动量小。
此指标表示设备的特点,但要注意设备的负荷系数。
⒋ 设计的厂房占地面积指工艺过程中所需设备的厂房占地面积,此指标对新建或改建车间影响较大。
⒌ 工艺装备系数它标志工艺过程中所采用的专用工、夹、模、量具的程度。
工艺装备系数大,可减少加工劳动量,但会增加投资和使用费用,并延长生产技术准备周期,所以,应考虑批量大小。
⒍ 工艺分散与集中程度它表明一个零件加工工序的多少。
分散与集中程度取决于批量大小和产量高低。
二、工艺成本的组成及计算在第二阶段中,通过工艺成本的分析,可以从几个初选方案中,选出技术上先进、经济上合理的工艺方案。
生产成本是制造一个零件或产品所必需的一切需用的总和。
零件成本(即制造一个零件所需要的总费用)的组成如表13-2所示。
表13-2中第一类费用(工艺成本)与工过程直接相关,第二类费用则与工艺过程无关,所以,在对工艺方案进行经济分析时,只需考虑第一类费用(工艺成本)。
工艺成本由与年产量N 有关的可变费用V 及与年产量无关的不变费用C 组成。
其中各项费的计算公式可参考有关文献。
限于篇幅,此处不再详述。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CY
方案1
考虑投资回收期的临界年 产量NCC:
NCC CN 2 CN 1 S (5-33) CV 1 CV 2
ΔCY
方案2 CN2
0
NC
NCC
N
图5-48b 考虑追加投资的临 界年产量
郭德伟
5.8.3 工艺过程优化
工艺过程的优化
在满足一定约束条件的前提下,如何安排工艺过程使之 能获得最佳的经济效果 两种类型 参数优化(如3.5.4节切削用量优化)
机械制造技术基础
第5章 机械加工工艺过程设计
Machining Process Planning
5.8 工艺过程经济性分析
Economic Analysis for Technological Process
郭德伟
5.8.1 时间定额与提高生产效率的途径
时间定额
定义: 在一定生产条件下,生产一件产品或完成一道工 序所需消耗的时间
郭德伟
5.8.2 工艺方案技术经济分析
工艺成本
生产成本——生产一件产品或一个零件所需费用总和 工艺成本——生产成本中与工艺过程直接有关的部分 工艺成本可分为两部分: 可变费用:与年产量有关且与之成比例的费用,记为CV 包括材料费CVM,机床工人工资及工资附加费CVP,机床使 用费 CVE ,普通机床折旧费 CVD ,刀具费 CVC ,通用夹具折 旧费CVF等
准备终结时间:如熟悉工艺文件、领取毛坯、安装夹具、 调整机床、发送成品等 郭德伟
5.8.1 时间定额与提高生产效率的途径
单件时间与单件工时定额计算 ◆ 单件时间:
Ts Tm Ta Tl Tr
◆ 单件工时定额:
(5-27)
Te Tq Ts n
式中 tm——基本时间 ta——辅助时间 tl——工作地服务时间 tr——休息和生理需要时间 te——准备终结时间 n ——批量
方案1
方案2 CN2 0 NC N
(5-31)
图5-48a 全年工艺成本比较与 临界年产量
郭德伟
5.8.2 工艺方案技术经济分析
比较投资回收期 :当对比的工艺方案基本投资额相差较 大时,应考虑不同方案基本投资额的回收期。
F2 F1 F SY 1 SY 2 S
(5-32)
式中 τ——投资回收期; ΔF——基本投资差额; ΔS——全年生产费用节约额。
(5-37)
郭德伟
5.8.3 工艺过程优化
eh = 0 e j min ( ei Βιβλιοθήκη ij ) ei d ij e j
2 1
4 5 6
7 9
由步骤 1:e1 = 0 由步骤 2:e2 = min( ei + di 2)= e1 + d12 = 6 (1→2) 同理有:e3 = 4 (1→3); e4 = 9 (2→4) 其次:e5 = min(ei +di 5)= min(e2 + d25 ,e3 +d35)= 7 (3→5) 同理有:e6 = 9 (3→6); e7 = 12 (4→7, 6→7 ) e8 = min(e3+d38 ,e4+d48 ,e5+d58 ,e6+d68)= 8 (3→8) e9 = min(e7 +d79 ,e8 +d89 )= 11 (8→9)
3
MC(4)
8
结果:最短路径 1 → 3 → 8 → 9
郭德伟
e j min ( ei dij )
(i h, h 1,, j 1) (5-36)
式中 dij —— 节点 i 到节点 j 的距离(工序时间或成本) 3)标出节点 k 的评价值 ek ,即为从节点 h 到 k 的最短路 径值,并可从节点 k 向前推出最短路径:
ei dij e j ( j k , k 1,, h )
(5-28)
Te 大批量生产中 n 较小
Tq Ts
郭德伟
5.8.1 时间定额与提高生产效率的途径
提高生产效率的工艺途径
缩短基本时间: ① 提高切削用量(切削速度、进给量、切削深度等); ② 采用多刀多刃进行加工(如以铣削代替刨削,采用组 合刀具等);
③ 采用复合工步,使多个表面加工基本时间重合(如多 刀加工,多件加工等)。
路径优化:零件 加工包含有多个工 序且有多条工艺路 线可供选择时,如 何选取最优方案就 属于路径优化问题 ◆工艺路线优化可 转变为寻找最短路 径问题处理
工序1
工序2
工序3
工序4
2 1 3
4 5
7 9 8 郭德伟
6
MC(4)
图5-52 工艺路线网络表示
5.8.3 工艺过程优化
网络法求最短路径 1)设节点 h 评价值:eh = 0 2)使用下面公式,按递增顺序计算其余节点评价值:
缩短工作地服务时间: 主要是减少换刀时间和调刀时间 采用自动换刀装置或快速换 刀装置 使用不重磨刀具 采用样板或对刀块对刀 采用新型刀具材料以提高刀 具耐用度 缩短准备终结时间: 在中小批量生产中采用成 组工艺和成组夹具 在数控加工中,采用离线 编程及加工过程仿真技术
郭德伟
5.8.1 时间定额与提高生产效率的途径
郭德伟
5.8.1 时间定额与提高生产效率的途径
缩短辅助时间: ① 使辅助动作实现机械化和自动化(如采用自动上下料 装置、先进夹具等);
② 使辅助时间与基本时间重叠(如采用多位夹具或多位 工作台,使工件装卸时间与加工时间重叠;采用在线测量, 使测量时间与加工时间重叠等)
郭德伟
5.8.1 时间定额与提高生产效率的途径
组成 基本时间:直接改变生产对象的性质,使其成为合格产 品或达到工序要求所需时间(包括切入、切出时间) 辅助时间:为实现工艺过程必须进行的各种辅助动作时 间,如装卸工件、启停机床、改变切削用量及进退刀等 工作地服务时间:包括更换刀具、润滑机床、清理切屑、 收拾工具等。 休息和生理需要时间:工人在工作班内,为恢复体力和 满足生理需要所需时间
CV = CVM + CVP + CVE + CVD + CVC + CVF
不变费用:与年产量的变化没有直接关系的费用,记为 CN 。包括调整工人工资及工资附加费 CSP ,专用机床折旧 费CSD,专用夹具折旧费CSF等
CN= CSP + CSD + CSF
郭德伟
5.8.2 工艺方案技术经济分析
◆ 零件全年工艺成本(式中 N 为零件年产量):
CY= CV N + CN (5-29)
◆ 零件单件工艺成本:
CS= CV + CN / N (5-30)
CY
工艺方案比较
比较工艺成本 :需评价工 艺方案均采用现有设备,或其 基本投资相近,直接比较其工 艺成本。各方案的临界年产量 NC计算如下:
NC CN 2 CN 1 CV 1 CV 2