奥宝AOI设备教材
AOI操作与保养规范(奥宝Discovery)
AOI测试机操作与保养规范1.0 目的:通过规范AOI测试机的操作与保养,确保设备稳定运行,满足生产品质之需要。
2.0 适用范围:适用于本公司奥宝Discovery AOI测试机的操作与保养工作。
3.0 职责:3.1 设备维修人员负责AOI测试机的维修和定期维护,并监督工序日常维护与保养工作。
3.2 设备使用工序负责AOI测试机的正确操作与日常维护和保养。
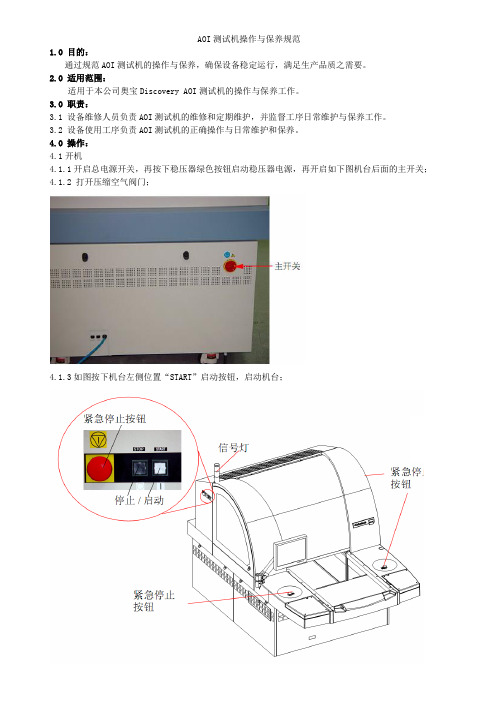
4.0 操作:4.1开机4.1.1开启总电源开关,再按下稳压器绿色按钮启动稳压器电源,再开启如下图机台后面的主开关;4.1.2 打开压缩空气阀门;4.1.3如图按下机台左侧位置“START”启动按钮,启动机台;4.1.4 启动机台后,计算机系统会直接进入如下画面:先输入用户名和密码,再点击界面上“START”按钮进入应用程序界面。
4.1.5进入应用程序后,如下图机器系统开始初始化软硬件,完成开机。
4.1.5.1 手动初始化:每次启动应用程序时,系统会在首次登录后自动开始初始化。
如需要手动初始化,则在菜单栏中选择“MAINTENANCE”(维护) > “INIT”(初始化)手动执行初始化。
要初始化所有子系统,单击“INIT ALL”(全部初始化),或者选择相关的子系统,然后单击“RETRY”(重试)。
每个子系统初始化的结果都有 3 个状态:• OK - 该子系统已成功通过初始化• Idle - 该子系统仍需初始化• Fail - 该子系统初始化失败(在报告中可以查看详情)4.2 AOI检测操作步骤简介:来自文件服务器的数据4.3 应用程序主界面介绍:4.4 开启料号:点击菜单栏的料号菜单,点击“OPEN”项,在弹出的窗口中选择好待生产的料号。
4.5 选择对位4.5.1在对位时按照以下四点进行设定:4.5.1.1放入待测板扫描实际线路板的灰度图。
4.5.1.2手动对位与Cam图像大致重合。
4.5.1.3机器自动精确对位。
4.5.1.4找出实际板与CAM的偏差。
奥宝aoiBasic training - creating multiboard (多连扳的设定)

多连板设定
统一Fidducialt和ASYNC 统一Fiducial,独立ASYNC 独立 . Fiducialt和ASYNC
高度补偿点
Fiducial定位点
连板定位有多种方式。上图 所示为使用统一的定位点和 高度补偿点-所有连板使用同 一偏移值
上图中所示为各连板使用统 一的FIDUCIAL定位点而各板 的各自的高度补偿点-整板用 同一对FIDUCIAL定位点,但 每个子板用其自身的高度补 偿点。
Electronics Assembly Solutions
这是开始设定连板前的情况-一 块完全定义好的子板。现在我 们需要定义连板。
按下这个键进入“Multiboard options”设定界面
也可以用别的方法进入“Test module”窗口的的 “Test options” 菜单中或 是..
现在看看不规则形状多连板。和规 则形状多连板的主要区别是各子板 间距不同。通过这个选项可以设定 不带旋转子板的不规则形状多连板
需要在这里定义子板的数 量。
按下 “Edit sequence”可以 定义板间的偏移量.
在这里定义每一块子板相对 于第一片子板零点的相对距 离。子板的最大数量不能超 出先前设定的数目。
Self training
多连板的设定
• 15.10.2003 SZ
Electronics Assembly Solutions
Self training
在此教材中我们将介绍各种不同类型多连板测试程序的 设定。一些细节和提示将助你在尽短时间内完成一个好 的程序
Electronics Assembly Solutions
最后一种情况是-独立 的FIDUCIAL定位点和 独立的高度补偿点-每 个子板都各自独立计 算定位点和高度补偿 点
奥宝aoi Basic training - Optimate functions(Optimate程序的主要功能)

拖动滚动条,可以看到更 多的有关信息,如高、低 解析下的样本数量,板的
名称和连板的数量
在这里有很多有用的信息,如在调整 锡形之前有漏测- good (v) ..
..在调整锡形后没有漏测- bad (x).
和测试机器的工作过程一样,都经过 这几个过程r – shape “fail” (x), advance
用备份锡形文件。
如果按下“repair shapes”, 系统会用已有的数据重新 学习锡形(不是advance) 。 这会因为样本的数量和锡 形文件的质量不同而花费 不同的时间。 在学习结束
后显示出的这个时间是指 学习使用的时间
按下这个键可以看到更多 锡形的信息(Statcopy).
可以看到这个图,这是 显示在BLOCK中样本
元件锡形和ADVANC的结果。
第二阶段是调整
第三阶段 –和第一阶段一样对元件进行检测,不过使用的是 调整后的锡形文件
(v) 好 (x)缺点
系统在这里显示是拒绝还是接受样本 -这是根据FILTER设定决定的。
在调整过程中样本也可能会被拒绝。这个时候显 示的是“”而不是“*”.
(88) 相对FILTER设定测试 所得到的测试结果
户定义元件.
在这里基本可以看到定义 这个元件时使用的类型
这是“Tools” “Check blocks”输出的 结果。它会给出整个 锡形文件BLOCK的内
容
BLOCK的数量 和元件的可学参 数的数量相等, 如 – L0603 有7个
Block.
“Check blocks”也会检查锡形文件是否有 错。如果在这个报告的结尾没有这个信 息就表示锡形文件可能被破坏了,请使
“pass” (v) – 结果 “pass”.
AOI教材

VT-8000 Training CourseAOI程式制作程序目录A. 开机B. 程式制作流程图C. 准备CAD dataD. 放入PCBE. 转CAD data成为测试程式(OPC file)F. 调整PCB对设备的offsetG. 建立X,Y&Z轴定位视窗及零件H. 视窗最佳化排列I. 定义零件J. 计算阴影效应K. 系统检查程序L. 程式调整辅助工具M. 多连片设定A.开机1. 打开Hub电源并确认网路线已接妥2. 打开缺点确认维修站VRS(repair station)电源. 维修站自动执行作业软体 ,萤幕出现关机前载入之档案.3.打开设备(Trion-2XXX/VT-8000X)电源. AOI自动执行作业软体, 萤幕出现关机前载入之档案.a.确认各门盖均已盖妥b.确认气源已经接上c.打开电脑电源d.打开马达电源4.网路自动连线B. 程式制作流程图:C.准备CAD data:Electronics AssemblyThe following example shows a typical CAD data file layout:Name Reference DesignatorX Coordinate Y CoordinateOrientation CommentFiduc 0.000.00Fiduc 151.50112.30R1R1206128.8076.87027k R2R0805 1.5454.0627010k C8C060327.5463.129010nF T12SOT2312.37100.10180BC846IC14SO1414.7728.1390HEF4541IC17SS01499.7623.18180Tl67k IC21QFP10055.4011.090M6665CAD Data ConversionINTERFACE CAD DATA -- Trion-2000 COMPONENT LIBRARYCAD DATA Trion-2000 COMPONENT LIBRARY TYPECOMPONENTR1206R0805_B R0805R1206_B SOT23SOT23_A SSO14SO14S014SSO141. New method.另外说明2. 有文字档案(CAD data)专程测试程式 a.文字档案需至少包括以下5项内容:Component name. 零件名称,如R1,R2,C8…等. X coordinate. X 座标 Y coordinate. Y 座标Component type. 零件种类,如R1206,R0805,C0603…等. Orientation. 零件置放方向,如0,90,180,270等.b.确定CAD data 内每一行资料,都代表一颗零件.c.确定CAD data 内各行的每一笔资料都靠右或左对齐.d.确定CAD data 内第一行的每一笔资料(尤其最後一笔)都有最长字元.程式 制作者可在CAD data 资料中,输入空白字元,使拥有最长字元.D. 放入PCB(调整设备轨道宽度):1. 点选Board config>Adapter/Carrier>Y size/Belt Width(adapter).2. 输入轨道宽度. 单位为”mm”.3.到主画面点选”Width Adjust”. 设备自动调整轨道宽度(若为高速进出板设备,需另输入一次轨道宽度.单位为1/10mm)4.确认设备轨道与输送带宽度是否正确. 将PCB防到轨道与输送带上并手动前後移动.PCB板边与轨道之间隙总和约~1mm.5.重复步骤1~4并调整轨道宽度到正确为止.6.放入PCB.7.到主画面点选”Lifter”. PCB送到adapter的stopper位置後停止并夹板.8.PCB位於测试起始位置.E.转CAD data 成为测试程式(OPC file):Electronics AssemblyCAD Conversion Screen1. 将欲使用的shape file,library 及任一OPC 档案复制到欲使用的工作目录. 2. 将CAD data 复制到前项包含shape file,library 及OPC 档案的工作目录. 3. 到前述目录载入任一OPC 档案. File>Load File 4. 有CAD data 转OPC 程式.a.如果手边有可用的profile,且CAD data 格式不变时● 到主画面点选“Import CAD file ” File>Import CAD file. ● 输入PCB 尺寸(X,Y).● 点选“Edit Profile ” 萤幕显示profile 画面. ● 点选“Select profile ”并选择要使用的profile. ● 点选“Select CAD file ” 并选择要转的CAD 档案. ● 点选“Import CAD now ”.● 逐条阅读显示讯息并均点选“OK ”.● 点选“DONE ” 产生以CAD file 主档名为档名的新OPC 测试程式.b.如果手边没有可用的profile,或CAD data 改变格式时:● 到主画面点选“Import CAD file ” File>Import CAD file. ● 输入PCB 尺寸(X,Y).● 点选“Edit Profile ” 萤幕显示profile 画面. ● 点选“Clear all ” 清除画面旧资料.● 点选“Select CAD file ” 并选择要转的CAD 档案.● 将CAD data 之五项资料及“test position ”, “comment ”标示并对应到适当位. Test position CAD data 内,含数字的栏位,入零件置放角度的对齐栏位(该栏位一定是数字).Orientation 零件置放角度. Name 零件名称. X X 座标Y Y 座标.Comment 说明栏,非必须,但表示後,可作为以後参考之用. Type 零件种类.● 修改各标示栏位与PCB 的对应关系.Orientation 完成程式CAD 转换後,检查零件定义方向和实板置放方向是否一致.修订本栏位,使其一致. Name 不变.X,Y coordinates 完成程式CAD 转换後,注意先确认PCB 流向,再检讨X,Y 座标Unit(单位),offset(CAD data 对PCB)及Rotate(PCB 置放方向)与PCB 实板之差异并逐一修正. Comment 不变 Type:√ 到“Define type aliases ”.√ 点选“Learn ”. 萤幕显示“Select learned aliases ”对话视窗. √ 点选“all ”. √ 点选“OK ”.√ 点选“Done ”. 先暂时以dummy 零件转换,待PCB 实板对应 後,再逐一转换实际零件.● 点选“Import CAD now ”.● 逐条阅读显示讯息并均点选“OK ”.● 点选“DONE ” 产生以CAD file 主档名为档名的新OPC 测试程式.c.重复执行上述步骤b,确认程式内的零件座标都与PCB 实板正确对应.Electronics AssemblyCAD OffsetsMachine 0,0Individual Board x,y sizePosition X offsetSTOPPERSX-AXISY-AXISPosition Y offsetFront of Machined.回到edit profile 画面并储存profile.F.调整PCB对设备的offset:1.到Generate Module Window(Ctrl+2)并点选“new window”.2.压下并保持Ctrl键,游标在Generate Module Window(Ctrl+2)的任意位置点以下左键, Camera window(Ctrl+3)显示点选位置的影像.3.重复上述动作,使Camera window(Ctrl+3)显示之画面落在PCB左下角(仍然按住并保持Ctrl键).4.点选“OK” Component Editor Window(Ctrl+5)的最後面,出现一行新视窗且座标为绝对座标.5.将该视窗的X&Y座标(绝对座标)输入到Component Editor Window(Ctrl+5)之board config>individual board>X offset(board) & Y offset(board). 零件蓝色外框应与PCB实际零件位置大约一致.6.删除(Delete)前面产生的新视窗.7.取消“new window”功能.8.将游标移到Generate Module Window(Ctrl+2)画面,再左下角的视窗连点左键两下. Camera window(Ctrl+3) 出现PCB相对视窗画面, Component Editor Window(Ctrl+5) 出现PCB相对视窗内容.9.将游标点到Component Editor Window(Ctrl+5)第一个视窗内的任意一行後,按下Ctrl+X. 点选的零件会以红色X标示.10.到Camera window(Ctrl+3),选择任一top camera所见画面.11.仍在Camera window(Ctrl+3),点选“move component”功能.12.按住并保持Alt键,将游标移到任一零件後,连点两下. 按住Alt键可移动整片PCB.若不按住Alt键,则只移动游标指示的零件.13.按住并保持Alt键,按住滑鼠右键并移动滑鼠,使零件蓝色外框与实际零件位置一致後,点“OK ”. 完成PCB 对系统(tester)的offset 调整.G. 建立X,Y&Z 轴定位视窗及零件:1. CAD file 包含X&Y 轴Fiducial Mark 时:a. 找出CAD file 内的Fiducial Mark. 选出2个.b. 分别为前述之Fiducial Mark 制作视窗(共2个).● 到Generate Module Window(Ctrl+2)点选new window 及Highres. ● 游标在Generate Module Window(Ctrl+2)任意位置点一下左键.●点选“OK”. Component Editor Window(Ctrl+5)的最後面,出现一行新视窗.●游标在Generate Module Window(Ctrl+2)任意位置再点一下左键.●点选“OK”. Component Editor Window(Ctrl+5)的最後面,出现另一行新视窗.●取消new window功能.●在Component Editor Window(Ctrl+5),将新建两行视窗之window type(到该行window 之type处连点左键两下)改为Fiducial Mark.●将两个Fiducial Mark零件分别放入新产生的视窗内.Mark任一个 Fiducial Mark零件,放入任一个Fiducial Mark视窗内.Mark另一个 Fiducial Mark零件,放入另一个Fiducial Mark视窗内.●分别修正两个Fiducial Mark视窗座标为:X座标对应之Fiducial Mark零件的X座标减4(-4).Y座标对应之Fiducial Mark零件的Y座标减.●两个Fiducial Mark零件分别在新产生的视窗中央.c.将制作完成之Fiducial Mark视窗及零件移到程式的最前面.d.设定Fiducial Mark.●,●&■选ZNR_A.●选CROSS_B.●╬选DCROS_B.●确定两个Fiducial Mark的program camera设定为1.●在第一个Fiducial #ks(建议设定值,可能因PCB不同而有不同设定).●在第一个Fiducial #ki(建议设定值,可能因PCB不同而有不同设定).●Comment栏位内容,可由系统自动学习设定(参数b=1),或由使用者自行输入(参阅A Tool35设定C1~C8,参数b=0).●检查参数f设定,依Fiducial Mark不同而有不同.e.调整Board tw mm/m & Board shrink mm/m,使两点Fiducial Mark的蓝色外框大致对应到PCB实际的位置.2.CAD data 未包含X&Y轴Fiducial Mark座标时: “”a.到主画面点选“clear offset”.b.到Component Editor Window(Ctrl+5),将Board config> Board tw mm/m &Board shrink mm/m 都设为0.c. 将游标移到Generate Module Window(Ctrl+2),在左下角的视窗连点两下.Component Editor Window(Ctrl+5)视窗出现PCB 相对视窗内容.d. 将游标点到Component Editor Window(Ctrl+5)第一个视窗内的任意一行後, 按下Ctrl+X. 点选的零件会以红色X标示.e. 到Camera window(Ctrl+3)选择Camera 6.f.到Camera window(Ctrl+3)点选move 功能.g.按住并保持Alt键,将游标移到左下角零件左键连点两下後,按住滑鼠右键并移动滑鼠,使零件蓝色外框与实际PCB零件位置一致,点OK. 按住Alt键可移动整片PCB.若不按住Alt键,则只移动游标指示的零件.h. 到Generate Module Window(Ctrl+2),点选最右上角视窗,再到Camerawindow(Ctrl+3)观察右上角(Camera 5)零件,是否对准PCB实际位置.i. 放掉Alt键,取消move 功能.j. 到Component Editor Window(Ctrl+5),调整Board config> Board tw mm/m &Board shrink mm/m 使右上角零件对准PCB实际位置.● After adjustment, you need to do the following steps to see the change(It is still a bug and waiting to be fixed ).●Click on “clear offset”.●Go to another window(double click on another window on GenerateModule Window,Ctrl+2).● Go back to window (double click on the original window on GenerateModule Window,Ctrl+2).●Check the image on Camera Window (Ctrl+3) and you will see theAdjustment.k.重复步骤c~I,使所有零件对准PCB实际位置. 完成PCB手动定位.l.制作Fiducial Mark视窗共两个.● 在Generate Module Window(Ctrl+2)点选“new window”&“ Highres”●滑鼠在Generate Module Window(Ctrl+2)之Fiducial Mark位置点一下●到Camera Window (Ctrl+3)> Camera 选4 (Top Camera),可看到Fiducial Mark零件.●到Generate Module Window(Ctrl+2),重复点选new window位置,使FiducialMark在视窗中央(Camera Window ,Ctrl+3).●点选“OK”. 在Component Editor Window(Ctrl+5)产生一行新视窗.●对另一个Fiducial Mark重复前述动作. 在Component EditorWindow(Ctrl+5)产生另一行新视窗.●取消new window功能.●在Component Editor Window(Ctrl+5),将新建两行视窗之type(该行window之type处连点两下)改为Fiducial Mark.m.在新视窗内制作Fiducial Mark零件.●在Component Editor Window(Ctrl+5)点选一Fiducial Mark视窗.●按下Ctrl+X Camera Window (Ctrl+3)可看到Fiducial Mark零件.●在Camera Window (Ctrl+3)点选Mark功能.●在Camera Window>library点选适当的Fiducial Mark零件(如ZNR_A,CROSS_B,orDCROS_B). 若零件尺寸不对,可按F5~F8等功能键更改零件尺寸.●将游标指向Fiducial Mark位置,左键点一下,使Fiducial Mark零件(蓝色外框)对准PCB实际位置.● 点选“OK”. 产生第一个Fiducial Mark零件.● 重复上述步骤,再适当的位置制作第二个Fiducial Mark零件.n.取消Mark功能.o.将制作完成之Fiducial Mark视窗及另建议到程式的最前面.p.设定Fiducial Mark.●,●&■选ZNR_A.●选CROSS_B.●╬选DCROS_B.●确定两个Fiducial Mark的program camera设定为1.●在第一个Fiducial #ks(建议设定值,可能因PCB不同,而有不同设定).●在第一个Fiducial #ki(建议设定值,可能因PCB不同,而有不同设定).●Comment栏位内容,可由系统自动学习设定(参数b=1),或由使用者自行输入(参阅A Tool35设定C1~C8,参数b=0).●检查参数f设定,依Fiducial Mark不同而有不同.3.建立高度定位(补偿)零件(A_SYNC).Electronics AssemblyHeight Sync MethodsParabolicSingleV Model Net Modela. 不同高度定位(补偿)模式:● 新方法,适用於Version 2(建议使用).到Board config>Global Height Sync>Enable 使用新方法. 待续. ● Parabolic mode(抛物线模式) 用於有规则变形之PCB,使用轨道(adapter)之高度为参考高度.在Generate Module Window(Ctrl+2)点选new window 功能.滑鼠在Generate Module Window(Ctrl+2)内PCB 中央无零件处,点选 一空白区域(无零件或钻孔处). 可由Camera Window (Ctrl+3)之画面确认.点选“OK ”. 在Component Editor Window(Ctrl+5)产生一行新视窗. 在Component Editor Window(Ctrl+5),将新建两行视窗之type(该行window 之type 处连点两下) 改为Vertical Sync/ Fiducial Mark.按下Ctrl+X Camera Window (Ctrl+3)可看到选定之空白区域. 在Camera Window (Ctrl+3)点选Mark 功能. 在Camera Window>library 点选A_SYNC 零件. 将A_SYNC 放在视窗中间.点选Confirm 在Component Editor Window(Ctrl+5)产生一行 A_SYNC 零件.重复前述动作,依PCB 大小设定2~3个A_SYNC 点. ● Net mode(网状模式) 用於不规则变形之PCB.在Generate Module Window(Ctrl+2)点选new window 功能. 预先选定供Net Mode 运算的点(PCB 中最高与最低的数点,这些点所构成的面,可概略表示实际PCB 变形状况). 滑鼠在Generate Module Window(Ctrl+2)至PCB 前述选定位置且无零件处,点选一空白区域(无零件或钻孔处). 可由Camera Window(Ctrl+3)之画面确认.点选“OK”. 在Component Editor Window(Ctrl+5)产生一行新视窗.在Component Editor Window(Ctrl+5),将新建两行视窗之type(该行window之type处连点两下) 改为Vertical Sync/ Fiducial Mark.按下Ctrl+X Camera Window (Ctrl+3)可看到选定之空白区域.在Camera Window (Ctrl+3)点选Mark功能.在Camera Window>library点选A_SYNC零件.将A_SYNC放在视窗中间.点选Confirm 在Component Editor Window(Ctrl+5)产生一行A_SYNC零件.重复前述动作,依PCB大小及变形程度,设定多个A_SYNC点.●Single mode (单一模式) 用於不规则变形之PCB.在Generate Module Window(Ctrl+2)点选new window功能.滑鼠在Generate Module Window(Ctrl+2)至PCB前述选定位置且无零件处,点选一空白区域(无零件或钻孔处). 可由Camera Window(Ctrl+3)之画面确认.点选“OK”. 在Component Editor Window(Ctrl+5)产生一行新视窗.在Component Editor Window(Ctrl+5),将新建两行视窗之type(该行window之type处连点两下) 改为Vertical Sync/ Fiducial Mark.按下Ctrl+X Camera Window (Ctrl+3)可看到选定之空白区域.在Camera Window (Ctrl+3)点选Mark功能.在Camera Window>library点选A_SYNC零件.将A_SYNC放在视窗中间.点选OK 在Component Editor Window(Ctrl+5)产生一行A_SYNC零件.整片PCB会以此点之高度为补偿依据.●V mode (V形模式) 用於有规则变形之PCB,使用轨道(adapter)之高度为参考高度.在Generate Module Window(Ctrl+2)点选new window功能.滑鼠在Generate Module Window(Ctrl+2)至PCB前述选定位置且无零件处,点选一空白区域(无零件或钻孔处). 可由Camera Window(Ctrl+3)之画面确认.点选“OK”. 在Component Editor Window(Ctrl+5)产生一行新视窗.在Component Editor Window(Ctrl+5),将新建两行视窗之type(该行window之type处连点两下) 改为Vertical Sync/ Fiducial Mark.按下Ctrl+X Camera Window (Ctrl+3)可看到选定之空白区域.在Camera Window (Ctrl+3)点选Mark功能.在Camera Window>library点选A_SYNC零件.将A_SYNC放在视窗中间.点选Confirm 在Component Editor Window(Ctrl+5)产生一行A_SYNC零件.重复前述动作,依PCB大小设定2~3个A_SYNC点.H. 视窗最佳化排列使用者在”Import CAD data”,或执行”Component EditorWindow(Ctrl+5)>Edit>whole file>windowize”後,都可自动排列视窗,但通常有些大型零件或IC因无法包含在单一视窗内,而造成程式制作时不便,也比较会产生误判.因此,建议由使用者依自己的顺序重新将视窗最佳化排列.但应考虑各零件均需包括在适当视窗内,且不被数个视窗分割,而达到最佳化的目的.若没有很多大零件,则由系统自动排列即可.以下为执行动作步骤:1.保留定位点视窗及零件a.Mark(Block)定位点视窗及零件(Fiducial Mark & A_SYNC).b.在Component Editor Window(Ctrl+5)点选cut功能保留,後续贴回2.删除原有旧视窗a.按Ctrl+U Untag all lineb.按Ctrl+E+W Tags>on all Windows.c.按Ctrl+E+D Tags>Delete.3.依使用者规划顺序制作新视窗a.到Generate Module Window(Ctrl+2)点选new window.b.以S形顺序排列为原则,由第二定位点附近之板便开始制作视窗(滑鼠左键点一下,然後点OK). 新视窗依制作顺序出现在Component Editor Window(Ctrl+5)的最後面.c.取消”new window”功能.4.重新排列视窗.a.到Component Editor Window(Ctrl+5),按Ctrl+Y Tag on all lines.b.按Ctrl+E+Y Tags>Tagged into tagged windows(所有零件,自动依使用者规划之视窗排列顺序,重新放入新视窗内).5.贴回原保留之定位点视窗及零件(项次1).a.游标点在Component Editor Window(Ctrl+5)的最前面一行b.点选paste功能. 贴回.I.定义零件: 零件尺寸,锡垫尺寸与位置须正确定义.PINET_B1.定义零件(synchronizing com ponent)a.A_SYNCb.ZNR_Ac.CROSS_Bd.DCROS_Be.Ring_A2.标准chip零件(Standard Chip Component).a.BLCK_B.b.RXXXX_B.c.CXXXX_B.d.SOT23_B.e.CYLIN_B.f.DIODE_B.g.MELF_B.h.LED_B.3.标准PIN脚(Standard Pins).a.PIN_A 脚距>=1mm.一般为:1,b.FIPI_A 脚距<=1mm.一般为:,, J形脚.c.PINET_B 排阻PIN脚.d.PICON_B CONNECTOR PIN 脚.4.自订零件(User Define Component). 零件之外观与标准零件相似,但尺寸不同时,则自订Basic Type,Register & Lib Name.a. basic type:零件之演算逻辑.选择一个和需要自定义零件相似的标准零件, 并选用其演算逻辑来检查.b. shape file:零件之锡点资料档案.本档案储存锡点统计资料.学习新锡点资料後,统计资料将会更新,在检查中,用来比较锡点的好坏.c. Register:参数a,b,…~p之设定值.d. Dimensions:零件尺寸,锡垫(landing资料)与repair image size(维站显示的影像尺寸.e.Lib Name:使用者对自定义零件之命名.5.非以上零件(外加零件,Extra Component).a. bright_A.b. short_B.c. SHADOW 用於计算阴隐效应,不作任何检查.6.巨集零件(MACRO) 用於需外加检查,以补强功能的零件.定义成巨集零件(MACRO),可节省程式制作时间.a.演零件的program camera需设定为1.b.加上的附加检查要放在原零件之後.c.同一类型,但有很多颗时才做.d.外加附加检查的程序很复杂时才做.J.计算阴影效应:1.执行shadowize前,应确定前项定义均已完成.2.到Component editor >Edit >Whole File> Shadowize.3.若执行shadowize後,又更改定义,则应重新执行一次,以获得正确阴影效应.4.对所有检查零件而言,仍有90张images,系统并未关闭任何镜头和闪光灯.5.软体自动将无法看到的PCB images去除在运算之外.6.系统只用可看到的images来判定检查结果为正常或不良.7.阴影效应越强烈,则无法看到的images越多.8.阴影效应越强烈,系统可靠度相对会降低,但不代表不检查或不可靠.K.系统检查程序:1.Not learnable:直接由设定判断:a.Chip零件的H Tol,V Tol & TW Tol. 由零件边判断.b.Chip零件的m(锡量) & n(锡形) 由内订逻辑判断,与锡点统计无关.c.Bright_A. 由灰阶值相符(不相符)的百分比或pixel数判断.d.极性由设定检查范围的灰阶明暗对比及分配比判断.e.短路由设定检查范围内,依不同的镜头或光源及对亮度门槛判断.2.Learnable:由锡点统计资料(shape file)判断.a.判断流程.●当Advanced classifler & Hires retest 关闭,所有测试只经过standardresolution shape file.好的会pass,不好的会report为缺点.●当Advanced classifler打开, Hires retest 关闭,所有测试经过standardresolution shape file後,好的会pass,不好的会再经过Advancedclassifler , .好的会pass,不好的会report为缺点.●当Advanced classifler关闭, Hires retest 打开,所有测试经过standardresolution shape file後,好的会pass,不好的会再经过Hires retest, .好的会pass,不好的会report为缺点.●当Advanced classifler与Hires retest 都打开,所有测试经过standardresolution shape file後,好的会pass,不好的会再经过Advancedclassifler , .好的会pass,不好的会再经过Hires retest, .好的会pass,不好的会report为缺点.b.标准解析(Standard Resolution)与高解析(High Resolution)等各阶段的shape file均包含good/bad数个演算结果的统计资料.测试时,软体将实际演算结果与shape file中的good/bad资料比较,相符的项目,则给分,不相符的项目,则扣分,都不相符的,则不算分.累计得分的过程,若超过使用者设定的可靠度值(reliability factor),则pass,否则fail,到下一个流程.c.Advanced retest 的shape file执行更进一步的分析,只有pass/fail(0/1).无关可靠度设定值.L.程式调整辅助工具.1.Atools35:选定Fiducial Mark使用的最佳设定.2.STools1:看锡点结构.3.Graph Level 1:看Bright_A设定的检查结果.4.Graph Level 2:看零件的定位(Synchronize)结果,但会一直执行到最後才停止.5.Graph Level 3:看零件的定位(Synchronize)结果,但每一步都会暂停,使用者可以决定是否继续. 6. Graph Level 5:看learn shape file 时,系统学习的次数. 7. Graph Level 7:看BlckX_B,参数”I”(极性,not learnable)设定的检查结果. 8. Graph Level 10:看零件位置(tolerance)检查结果. 9. Graph Level 20:看零件 (包含IC & Chip)短路的检查结果. 10. Graph Level 21:看零件 (包含IC & Chip)短路的检查结果.M.多连片设定建议先完成第一片的所有设定後,再设定连片.1. Regular,各单片使用各自的Fiducial Mark. 连片之各单片PCB 以规则方式排列.各单片之间,为固定距离.各单片使用各自的Fiducial Mark.U21 U21 U21 U21a.到Component Editor Window(Ctrl+5)>Board Config>Multiboard.b.点选”Regular”.c.X,Y Quantity 分别输入 X,Y 方向单片PCB数.本例中,X为4,Y为1.d.X,Y displacement 分别输入 X,Y 方向,第一片PCB起点到第二片PCB起点之距离.本例中,X为90,Y为0.e.点选 Select multiboard option 为”on”.f.点选’’OK" 标准连片功能启动.g.参考第10页G节,设定Fiducial Mark & A_SYNC.h.完成各单片使用各自的Fiducial Mark标准连片设定.2.Regular,各单片使用共同的Fiducial Mark. 连片之各单片PCB以规则方式排列.且各单片之间,为固定距离.但各单片均使用共同的Fiducial Mark.(使用board 4 的FM1 & board 1的FM2为Fiducial Mark)a.到Component Editor Window(Ctrl+5)>Board Config>Multiboard.b.点选”Regular”.c.X,Y Quantity 分别输入 X,Y 方向单片PCB数.本例中,X为4,Y为1.d.X,Y displacement 分别输入 X,Y 方向,第一片PCB起点到第二片PCB起点之距离.本例中,X为90,Y为0.e.点选Select multiboard option 为”on”.f.Click on “OK” 标准连片功能启动.g.因为共用Fiducial Mark,所以两个共用的Fiducial Mark座标一定不会包含在原始的 CAD data内.因此必须自行定义座标.h.定义座标前,应注意调整.● X displacement 使连片(第2,3 & 4片)之X方向无误差.● Board tw mm/m & Board shrink mm/m 使整(连)片PCB的零件都对应到正确的位置上.● 以上观察,均应以第一片,与最後一片为准.i.参考第10页G节,设定Fiducial Mark & A_SYNC.j.在Fiducial Mark & A_SYNC後,加一指令行. #restart.k.完成各单片使用共同Fiducial Mark的标准连片设定.3. Irregular 连片之各单片PCB以不规则方式排列(但各单片之间,为不固定距离). Fiducial Mark使用各单片之.一般而言,PCB不会作如此设计,在此不特别说明用法.Board1 Board2 Board3 Board4FM1 FM1R68 FM1 R68 FM1R68 R68 C75 C75 C75 C75U21 U21U21 U21FM2 FM2FM2 FM24. OPC-Defined 连片之各单片PCB以不规则方式排列,且旋转角度.BOARD2FM1C32U8BOARD1 R15 FM2a.完成第一片PCB的相关设定,调整.b.到Component Editor Window(Ctrl+5)>Board Config>Multiboard.c.点选”OPC Define’’.d.输入PCB连片数.本例中,Quantity = 2.e.点选’’Edit sequence’’.f.输入第二片PCB原点座标.如”X abs = 320”,”Y abs = 280’’,’’° abs=180’’.g.点选’’Add’’.h.点选’’OK”. 第一片PCB原点绝对座标为(0,0),旋转角度为0度;第二片PCB原点绝对座标为(320,280),旋转角度为180度.i.点选(或不选)Global Fiducial与Global Height. 各单片选择共用(或各别使用Fiducial Mark & A_SYNC.j.点选’’Make boards’’. 软体自动将原OPC复制并旋转180度到第二片PC.使新的OPC档案内,包含两片PCB的资料.k. 若选择使用个别Fiducial Mark & A_SYNC,则不必自行定义FiducialMark & A_SYNC座标.但应重复调整”X abs’’,’’Y abs’’与’’° abs’’(步骤f~j).使第二片PCB的零件对应到相对位置上.重新执行Make boards功能前,应先将前次产生的第二段OPC(第二片PCB的data)删除.l. 若选择共用Fiducial Mark & A_SYNC(使用第一片的Fiducial Mark &A_SYNC),亦应先重复调整”X abs’’,’’Y abs’’与’’° abs’’(步骤f~j).使第二片PCB的零件对应到相对位置上.重新执行Make boards功能前,应先将前次产生的第二段OPC(第二片PCB的data)删除.m. 若选择共用Fiducial Mark & A_SYNC(重新定义Fiducial Mark &A_SYNC).定义座标前, 亦应先重复调整”X abs’’,’’Y abs’’与’’° abs’’(步骤f~j).使第二片PCB的零件对应到相对位置上.重新执行Make boards功能前,应先将前次产生的第二段OPC(第二片PCB的data)删除.n.软体会在相关位置(OPC内),自动加入适当指令.如:#MULTINUM 1,# MULTINUM 2.#restart,…等.o. 完成共用(或个别使用) Fiducial Mark & A_SYNC之旋转连片设定.AOI程式调整程序A.异常分为可学(learnable)与不可学(not learnable)两大类.B.Learnable:所谓learnable,代表软体对该检查项目统计的结果(储存在shape file中),来判定检查结果为正常或不良.包括:零件参数中,标明Learnable者.C.Not Learnable:所谓Not Learnable,代表软体对该检查项目,系依据运算或测量结果,来判定检查结果为正常或不良,包括零件参数中,未标明” Learnable”者,”Htol,Vtol and TwTol(水平,垂直与歪斜之允许误差值)”.D.程式完成後,唯有进行测试,才知道需不需要调整及从何调整.E.何时需要调整误判与漏判太多时.F.如何知道误判太多看维修报表与Statistic Window(Ctrl+4).G.如何知道漏测太多由下一个检测单位(後段测试,ICT or Function Test)回馈资料得知.H.如何调整”Not Learnable”的异常(误判与漏测) 修正所有设定.1.检查Fiducial Mark & A_SYNC是否定义并设定正确,必要时,修正错误.a.连续测试数片,观察Test Window(CTRl+1)内,”Xdev”,”Ydev”,”Twist”& ”Shrink”的值,并保持稳定,且小於,Y & Z应有变化.b.若前述栏位显示大於1,应调整Edit>Board Config>indibidual board>X,YOffset与twist &shrink.使前项栏位保持稳定,且小於1.c.若前述栏位显示为不稳定的值,大多可能为硬体造成,应确认轨道是否正常.2.检查异常零件尺寸与Landing设定是否正确. 应使用未上锡的空板确认Landing尺寸并加以修正,若有修改零件及landing尺寸,须重新执行shadowize.3.以适当的Graph Level再检查发生原因并逐一修正设定.a. Graph Level 1 看Bright_A的检查结果以调整设定.b. Graph Level 10 看Chip &Fiducial mark的位置检查结果以调整零件座标,尺寸,阴影效应(shadowize).c. Graph Level 20 看short的检查结果以调整检测方法,检测区域及通过门槛.(IC脚为参数e,f,g,j and o;Chip参数为e and f).I.如何调整”Learnable”的异常,(误判与漏测) 建立完整的锡点档案资料(shapefile),以提高检出率并降低误判率:1.所有learnable的异常, 均应依据拍照所得之image来调整.2.拍照前,应检查Fiducial mark & A_SYNC及零件本身是否定义并设定正确,必要时,修正错误,以确保拍到正确的image(包含座标).3.以适当的Graph Level 再检查发生原因并逐一修正设定,以确认检查位置,设定都正确.a. Graph Level 2. 看零件定位(Synchronize)的结果,但系统会一直执行到最後才停止.b. Graph lebel 3, 看零件定位(Synchronize)的结果,但系统每一步都会暂停,使用者可逐步分析,并决定是否继续执行测试.4.唯有确认上述状况都已修正完成,且设备已看在正确位置後,才开始学漏测或误判.(学漏测时,须确认从设备看到的影像,可以真正看出与好的锡点不同;学误判时, 须确认从设备看到的影像, 可以真正看出与好的锡点相同.)J.工程师每日进入生产线时,应执行动作:1.要求目检员提供当班AOI检出之缺点报表及缺点实板.2.协调後段测试(ATE或其他)提供AOI漏测之缺点报表及缺点实板.3.检视StatisticWindow(Ctrl+4),了解误判状况.包括误判比例及较常发生之零件.4.依下列步骤执行,以提高检出率.a.检视缺漏报表(来自目检员与後段测试),优先处理漏测率.(以零件与缺点种类分类,缺点总数为分母,漏测总数为分子)较高之零件.b.检查VRS(repair station)之repair data,若为目检员漏检,则加强人员训练(若以条码管制,则直接由条码叫出测试资料,由储存之资料加以确认).c.若为AOI漏测时,将漏测之PCB(零件)放入off-line tester拍照,并指定储存路径(无off-line tester时,使用停线机器,或於off-line PC上执行remote control功能).在OPC档案的最前面,加一指令行.将游标点在OPC档案的最前面.按Ctrl+I 插入新的一行将游标点在该行的comment栏位.按Alt+C 产生指令行.输入”#picpath d:\defect\”(对漏测零件) 将缺点的image储存到指定目录.到Test Window>Test option>打开Hires retest功能.将漏测零件的某一项not learnable参数设到最高(因为该零件为漏测零件,所以原设定无法测出,亦即无法拍到缺点的image.本项更改,只是为了拍照,无其他目的.) 记得拍照完毕,将设定复原.到Test Window>Debug>点选”only tagged”.到Test Window>Debug>点选”photo faulty if tagged”.放入PCB後,到Test Window(Ctrl+1)点”test”. 系统执行测试并拍照,所得的image储存到d:\defect\目录内.d.在off-line tester 或 off-line PC 上 load image.在程式最後一行新的视窗利於分辨原程式与Image.将游标点到前项所加的#picpath d:\defect\行.按Ctrl + X 系统指定由该路径载入image.到File > Load Images 填入欲载入的零件名称(*.C).选OK.前述路径之image 会载入在程式的最後面.e.以先前拍摄之image,检查程式设定并修订OPC档案,或重新学习以增加锡点统计资料.检查是否因设定错误而造成漏测并调整设定.若无设定错误,则重新学习以增加锡点统计资料(需同时学习试Standard Resolution, Advanced Classifier & High Resolution ).学习漏测时,须确定从设备看到的影像,可以真正看出与好的锡点不同.f.将重新设定或学习之档案资料copy回原工作目录.g.重新启动测试程式.h.上述工作应每日执行.5.依下列步骤执行,以降低误判率.a.检讨Statistic Window(Ctrl+4),处理误判率最高的零件.b.在一般测试过程中,拍摄误判的images 供作调整之用.在OPC档案的最前面,加一指令行(参阅前面说明).输入’’#picpath d:\fa\’’(队误判零件) 将误判的images 储存到指定目录.到Test Window > Test Option > 取消Hires retest功能.到Test Window > Debug 点选’’Tag faults’’.到Test Window > Debug 点选’’photo faulty if tagged’’放入PCB後,到Test Window(Ctrl+1) 点”test’’. 系统执行测试并拍照,所得的images储存到d:\fa\目录内.至少测试10片以上.c.在 off-lline tester 或 off-line PC 上load image.在程式最後加一行新的视窗利於分辨原程式与image.将游标点到前项所加的#picpath d:\fa\行.按Ctrl + X 系统指定由该路径载入image.到File > Load Images 填入欲载入的零件名称(*.C).点选OK.前述路径之image 会载入在程式的最後面.d.以先前拍摄之image,检查程式设定并修订OPC档案,或重新学习以增加锡点统计资料.检查是否因设定错误而造成漏测并调整设定.若无设定错误,则重新学习以增加锡点统计资料(建议只学习 Advanced Classifer). 学误判时,须确认从设备看到的影像,可以真正看出与好的锡点相同.e.将重新设定或学习之档案资料copy 回原工作目录.f.重新启动测试程式.g.上述工作应每日执行.6. 如何评估现有程式之检测能力a.定期(每周)或每次测试新程式时,一最新之锡点统计资料(shape file)将项次c储存之image 测试验证,以了解对之前发生缺点之检测能力.b.重新学习缺点後,若未能增加检测能力,应载入原锡点(shape file)资料,重新正确学习.c.准备上完锡膏且过完锡炉的空PCB,测试并确认所有缺件均可稳定检出.。
奥宝AOI-Discovery-Training-操作手册

University
参考资料 reference
Nominal line 10 mil Minimum line 9, maximum 12
精确完整的reference
Ground area Minimum - 3 mil maximum + 2 mil
Nominal line 3 mil Minimum line 2.5
Customer Training A
online
B
C
D
pad
model
online drill
reference drill
University
检测机理-Clearance
在reference中,记录以下有关Clearance的信息: 位置(实际和将来的) 大小 Clearance的类型=Physical or Logical Physical: 实际板面上有clearance Logical:实际没有,但将来会钻孔的地方 根据clearance的大小设定空旷区大小 Clear size.
IllSizedDrillDef ect
referenc e
Measuring shift
University
referenc e
no CELs found in the vicinity of the reference drill center
检测机理-孔层分析
6. 在孔破模式,测量 孔破角度( break angle). 当角度 大于设定的孔破角度时报告孔破.
检测机理-孔层分析
Customer Training
测孔流程:
1.确认实际孔的位置,如果相应位置上没有, 则报少孔。
AOI培训教材

Q5f:其意義為夜班AOI-2457檢測,由CVR-1146檢修的正常批量,
為此機台第15批.
Q5g:其意義為夜班AOI-2457檢測,由CVR-1146檢修的正常批量,
為此機台第16批.
C6z:意義為板由白班AOI-2311掃描,CVR-1088檢修的第一批經
補線檢修微蝕後全掃的板.
發行編號:
AOI培訓教材
發行單位
製造部
發行日期
6.2 AOI設備
6.2.1 AOI歷史
AOI出現于70代,主要應用于PCB和IC工業,主要供應商為以色列的OBOTEC,
CAMTEK和日本ROSE, OBOTEC歷史悠久為全球一大自動光學檢查機供應商,ROSE
主要供應高精密度AOI,本公司應用為CAMTEK AOI.CAMTEK是一家專門生產自動
光學檢查機的以色列公司,成立于1987年,在美、歐、日、韓、台灣、香港、
新加坡、上海、蘇州、都設有分公司,目前為全球第二大自動光學檢查機供應商,
在中國大陸佔有市場份額的67%,有130多套自動光學檢查機服務于中國大陸.
6.2.2 CAMTEK AOI種類及特性
CAMTEK AOI機型
404 NORMAL(R 0.25~0.7)
光光纖銅面CCD A2D A D
轉化電腦圖形生成檢測邏輯信息對比資料信息發現缺點邏輯報告缺點生成分析信息
6.2.4 AOI基本概念
6.2.6.AOI軟件ORION
1.操作步驟:
調檔層設定對位掃描檢修
調檔:就是給機器提供標準圖形.
層設定:即定義層屬性,一般要求兩面的層屬性須完全相同,
對位:告訴機器板子在台面的放置位置,並設定檢修時的
6.5.1.5.課內QC檢驗OK後,交給當班組長確認,組長確認OK後交給IPQC確認,
奥宝aoi Basic training - Optimate functions(Optimate程序的主要功能)

拖动滚动条,可以看到更 多的有关信息,如高、低 解析下的样本数量,板的 名称和连板的数量
在这里有很多有用的信息,如在调整 锡形之前有漏测- good (v) ..
和测试机器的工作过程一样,都经过 这几个过程r – shape “fail” (x), advance “pass” (v) – 结果 “pass”.
..在调整锡形后没有漏测- bad (x).
这里的 “1”是在第一阶段,锡形调整前(1st phase) – 1 个漏测- “0”是在调整锡形后测试的结果(3rd phase) – 没有漏测
按下这个键或F2保存
这里显示所做的修改已经保存
可以只检查锡形而不调整锡形。 这样就需要建立一鼐用户定义 的工作模式 “Check”.
按下这个键开始进行 优化
要优化的锡形文件..
..优化所使用的数据..
..优化模式 在系统在处理时,这个进度 条将变成红色。只有当它为 绿色时才可以修改设定。
这个表格显示的是OAD(PAD)文件 的内容。它列出了OPTIMATE要优 化的内容。
Optimate 有三个过程。第一阶段是检测, 就和检测机一样。在这阶段将会显示出该 元件锡形和ADVANC的结果。
Electronics Assembly Solutions
打开OPTIMATE的一些特定功能, 选中OPTIMATE图标单击鼠标右键 选择“Properties”,在弹出的界面中 设定起动参数“/exp”.
在这个窗口中输入 “/exp”
首先介绍优化参数。对于不同 的情况需要选择不同的优化模 式。 “Optimization Tools”中可 以修改相关参数。按下这里进 入设定界面
“Reinitialize block” 可以用 现存的样本重新学习 ADVANCE。按下“OK”
aoi基本操作手册
AOI基本操作手册----适用于Orion及DragonOrionDragon全自动版本: A日期: 2006年02月目录第一章 AOI入门1.1 何为AOI ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 1 1.2 AOI用途 ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 1 1.3 AOI基本原理 ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 1第二章 AOI硬件构成2.1 AOI硬件构成 ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 2 2.2 安全须知 ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 3第三章进入功能界面3.1 系统启动 ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 4 3.2 主菜单 ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 5第四章料号选择4.1 料号选择界面⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 7 4.2 操作步骤⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 8第五章板层设定5.1 板层设定界面⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 10 5.2 操作步骤⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 10第六章对位6.1 对位操作界面⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 19 6.2 操作步骤(以半自动对位方式说明)⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 19第七章扫描7.1 扫描界面⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 23 7.2 操作步骤⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 23第八章验证8.1 验证界面⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 26 8.2 操作步骤⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 26 8.3 其它参数及按钮功能介绍⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 27第九章自动循环9.1 自动循环界面 ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 28第一章 AOI入门§1.1 何为AOIAOI(A utomatic O ptic I nspection,自动光学检测),以下简称我们的自动光学检测机。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目錄
一. 运动系统
二. 气动系统
三. 光學頭部分
四. 電氣部分
一.运动系统
運動系統結構圖
1.X 轴的概貌X轴元件的介绍
马达规格:24V 4.8A 转数4000/min.
是X轴的动力元件.
连轴器:是轴与轴之间的联结件,在这里将马达
和丝杠连结起来,传递动力. 是XYZ轴中唯一
的一个,另外两轴使用的是皮带来传递动力.
光学尺:用来检测轴的位置与运动方向的. 它通
过FORK80板上的连接器将测得信号传输到系
统控制部分.
滾珠絲杠:通过变转动量为轴向位移,来带动轴进行运動,加入了滾珠使機器更加耐久使用
2.Y軸概貌
Y轴元件的介绍
皮带:这里为了保证马达与丝杠的同步
性,这里使用的是梯形齿同步皮带。
Y轴与X轴的不同在于它们传输动力方式不一样。
X轴用连轴器,Y轴用皮带传输
3.Z轴概貌
4.Adapter作為運動系統中最重要的部分,它有很多獨特的地方.這部分有3個馬達(調寬馬達1個﹐皮帶馬達2個)2
個絲杠(調寬絲杠)3個皮帶(調寬皮帶1個﹐軌道皮帶2個);另外,氣動部分的6個汽缸(夾板4個﹐停板2個)也在這個部分
Adapter 概貌
Adapter元件介紹
皮帶馬達在Adapter的前後兩側各有一個,通過皮帶來驅動板卡在軌道上移動
夾板汽缸在板卡停住後頂起,夾緊板卡,可調整板卡位置高度.共有4個在軌道下部分布
二氣動系統
氣動系統概貌
氣動元件的介紹
氣動三聯件是氣動系統中用的最多的組件之一﹐它是氣體進入系統的第一個門戶﹐包括三部分﹕空氣過濾器、減壓閥、油霧器﹐一般還會在減壓閥和油霧器之間安裝一個壓力表。
它的目的是縮小外型尺寸﹐節省空間﹐便于安裝、維護與管理。
這里所用的是氣動二聯件﹐沒有油霧器。
三聯件﹕壓縮空氣首先進入空氣過濾器﹐經除水濾灰后進入減壓閥﹐經減壓閥將壓力減到系統所須壓力﹐輸出的穩壓氣體經油霧器將霧化的潤滑油混入壓縮空氣輸入氣動系統。
二聯件﹕用于無須潤滑的系統
壓力閥它是系統的主壓力開關﹐即是AO機台
上的急停裝置。
調壓閥在夾板的氣路前面有一個減壓閥﹐可以根據板卡的具體情況來調節夾板壓力
二位五通電磁換向閥夾板氣路和停板氣路所用的換向閥是一樣的﹐都是起氣路換向﹐控制汽缸動作的作用。
三 .光學頭部分
機台有13個CCD camera,其中有5個top camera (4個低解晰1個高解晰) 8個angel(4個高解晰,4個低解晰)
25個flashes其中有8個flat flashes,8個steep flashes,4個diffuse flashes,4個,top flashes,1個line projector flash.
四. 電氣部分
供電﹕上部接線盒包括以下四個部分
FLASH的電源
FLASH控制板
Camera電源
BACK80FL板
中央接線盒主要包括運動系統板卡部分﹐和整個系統電源提供部分。
其中運動系統板卡包括﹕
VTBANK
VTHAND
MOTO80
IF7080
VTBAND
電源提供部分主要裝置有﹕變壓部分
整流部分
穩壓部分
1.控制電路分布圖
中央接線盒電源繼電裝置
具有極其強大的功能﹕在電壓不穩定的(高壓或失壓)狀況下﹐對其機器內部電路起到很好的保護作用。
以確保機器的正常運轉。
2.運動電源部分
電容汞弧管﹕為其伺服馬達提供穩定優質的電壓﹐以確保馬達的正常運轉﹐達到﹐啟動硬體的作用
馬達電源透過MOTO80板向馬達提供30V直流電壓。
24V電源提供IF7080卡﹐VTHAND板卡﹐控制面板﹐急停裝置﹐透過IF7080板卡﹐提供氣動裝置和狀態指示器的24V電壓
橋整流器
橋整流器的作用將它們傳輸到指定的方位﹐以達到整個系統正常運行的目的
3.運動系統板卡分布
VTBAND Board
VTBAND從VTHAND板接收信號
從馬達電源接收30V直流電壓
向軌道馬達提供24V直流電源
用板上的測試開關手動調整軌道馬達皮帶
VTHAND Board
VTHAND
它是適配器表面的板卡﹐驅動VTPORT板卡的I/O,從24V 的直流電源上接收24V直流電
MOTO80 Board
(1).MOTO的驅動器﹐控制馬達的電源
(2). 通過IF7080表面板卡﹐接受來自MOTOCON
板卡的方向信號和速度信號﹐接收馬達電源
上的30V直流電。
(3). 把30VPWM信號傳送到運動系統的馬達部分
(4). 在19英寸擋板一共有三個MOTO80板卡﹐
每一個MOTO80卡可以控制兩個馬達。
IF7080 Board
(1). 接觸面在MOTCON板卡和穩壓器的中間.
(2). 馬達編碼器的控制電路.
(3). 接收VTPORT板控制信號來控制汽缸的運動.
(4).當PC部分關掉時﹐電源就不再起作用
VTBACK Board
是MOTO80板和傳感器的母板。
連接IF7080板和MOTO80板之間馬達控制線。
發射和接收PC中VTPORT板I/O信號。
把I/O信號傳送給板卡手動控制糸統。
4.Upper Electric Cage
頂部的電氣盒
它位于控制面板的后邊﹐上部的右
側﹐它控制閃光燈的同步,供給光學
頭部檢測系統(相機和閃光燈)電源。
FLASH的電源
FLASH控制板
Camera電源
BACK80FL板卡
FLASH電源PSFL80Z
(1) 通過BACK80FL板﹐接收來自中間電氣盒上穩壓器的230V的交
流電。
(2) 輸送320V穩壓直流電FLASHES。
(3) 輸送15V直流電到CONT80FL閃光燈控制板卡。
(4) 當輸出電壓下降超過1%時﹐一個”SUPPLY OUT OF RANGE”
信號將發送給閃光燈控制板.當
輸出電流超過1AMP時﹐點亮的
閃光燈就會被發現﹐并傳送信號
給FLASH的控制器。
CONT80FL閃光燈控制板
控制閃光燈的定時﹕
(1) 接收PC中相機控制板CAMINT板發出的開啟閃光燈和暫停的信號
(2) 接收來自PSFL80Z傳輸的15V直流電
(3) 觸發32個閃光燈
BACK80FL板卡
(1). 這個板卡把PSFL80Z閃光燈電源單元連接到閃光燈的控制器CONT80FL上。
也就是
說﹐BACK80F板是PSFL80Z和CONT80FL的
連接母板。
(2). 連接器把觸發脈沖分發到所有的閃光燈上。
Campower2.0相機電源
相機的電源-CAMPOWER2.
接受來自集線器的230Vac.
給相機的CMUX傳輸+6V,+5V,-5V的電。
當電壓傳輸失敗時﹐使整個電源控制單元停止.。