AOI编程手册
AOI编程步骤
编程步骤1.程序名新建文件夹(输入编辑的称)1.程序面设置。
(定义PCB的右上角,保存后自动制作缩略图)2.设置MARK点,(PCB左上,右下或左下右上)3.校正MARK点,显示元件开始画框编程。
4.针对0603的电阻使用带丝印单框,0805以上的使用电阻类。
0603的电容使用单框,0805以上的使用电容类。
玻璃二极管使用极性两脚键,注册的时候删除丝印框再注册。
普通带丝印字体的二极管就按标准注册即可。
SOP使用在两面IC注册,前提是在一个镜头下看的全。
同样QFP是针对四面IC注册前提是在一个镜头下看的全。
假如IC超出镜头就使用IC边注册,IC边包含了短路和IC 角的检测。
丝印单独注册使用极性单框注册,在注册中将检测类别选为SILK。
八角排阻也可以用SOP类型注册,因为检测带短路,不过在丝印选项将极性检测勾选除去即可。
5.编程完毕后检测是否有漏掉的点未做,在缩略图窗口点击±号放大图片去检查,检测无误后使用镜头优化给出路径。
(记得编程过程中和编程结束后都要保存程序)6.学习阶段的三个步骤1、全部学习+批量学习(只用于当前编程的PCB板学习)2、限(用于量学习+批量学习(只要没有换料和其他变化,可一直用到调试结束)3、限量学习+错误暂停换料和其他变化导致的误判增加,在学习的过程中可派生标准进行学习),在测试项内将NGAOI查看取消掉。
以方便在调试过程中在测试结果窗口内查看NG位置,方便修改。
7.调试成功后将模式设置恢复为(全部不学习+全部不暂停,测试项内的NGAOI查看点击打勾)即可正常测试。
8.SILK/OCV是针对丝印检测,一般清晰的丝印字体就使用OCV,比较模糊点的就使用SILK。
SHORT是针对短路和IC角的检测,OTHER/IC检测类别针对焊点部分、其他类别暂用不到。
以上是编程的整个过程,以下是软件的一些功能和应用:1.如果是连片板,在编程结束后使用元件批量操作确定起点和终点,阴阳板则需选上旋转180度平移,在选中每个板上都共同拥有的一个点去确定起点和终点。
AOI编程指导书
AOI编程指导书文件编号:Q-OP-TD-023 1. 概述:AOI编程指导书主要介绍AOI程序开发的过程和注意事项,指导编程人员按照正确的方法和步骤开发新程序。
2. 目的:本指导书为Agilent SJ50&SJ50II型AOI和JT AOI编制程序提供指导,以此作为AOI工程师和AOI技术员编程的依据,使其能尽快掌握编制AOI新程序的方法。
3. 适用范围:本编程操作指导书适用于Agilent SJ50&SJ50II型AOI和JT AOI设备。
4. 内容:AOI分两种型号,具体操作内容如下:4.1 Agilent AOI编程指导4.1.1 转换编程需要的PLX文件在进行Agilent AOI编程之前,首先需要有关器件位置、名称、编码、角度、Fiducial点位置等信息的源程序。
在Agilent AOI源程序是以.plx为后缀的文本文件,此文件是从Cad文件和BOM清单经过CAMCAD软件转换从而得到的。
第一部分主要讲解Agilent AOI程序开发前期准备工作,说明具体的转换方法和注意点。
4.1.1.1 使用CAMCAD软件导出plx文件。
4.1.1.1.1 准备好编程所需单板的Cad(.VAL或.ASC)。
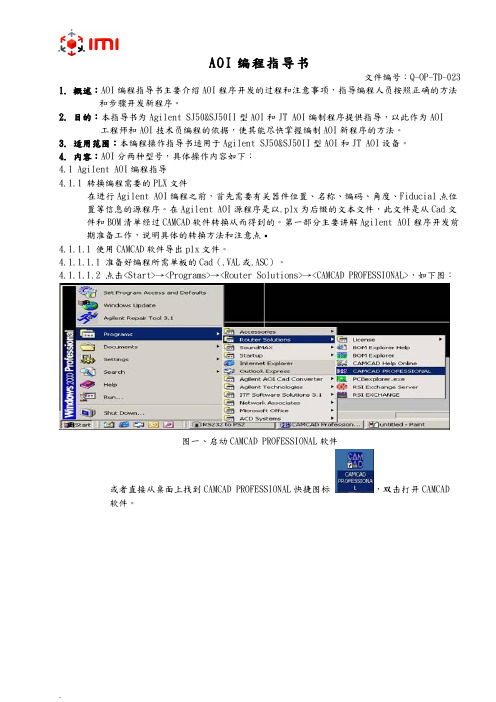
4.1.1.1.2 点击<Start>→<Programs>→<Router Solutions>→<CAMCAD PROFESSIONAL>,如下图:图一、启动CAMCAD PROFESSIONAL软件或者直接从桌面上找到CAMCAD PROFESSIONAL快捷图标,双击打开CAMCAD软件。
4.1.1.1.3 CAMCAD软件打开后,选择<File>→<Open CAD File>, 如下图所示:图二、点击Open CAD File4.1.1.1.4 然后选择我们需要的.VAL或.ASC文件,再点<Open>按钮,如下图:图三、选择需要打开的.VAL或.ASC文件4.1.1.1.5 出现下图画面后点<OK>按钮,如下图:图四、点击OK按钮4.1.1.1.6 出现下图画面后再点<OK>,如下图:图五、点击OK按钮4.1.1.1.7 软件界面中随即显示单板图形信息,如下图:图六、电路板图形4.1.1.1.8 设置Fiducial点:在图面中运用放大镜选中该点(点击鼠标左键,亮色表示选中),如下图:图七、选择Fiducia点单击右键,弹出编辑功能菜单,选择<Edit Entity>。
AOI学习手册部分资料
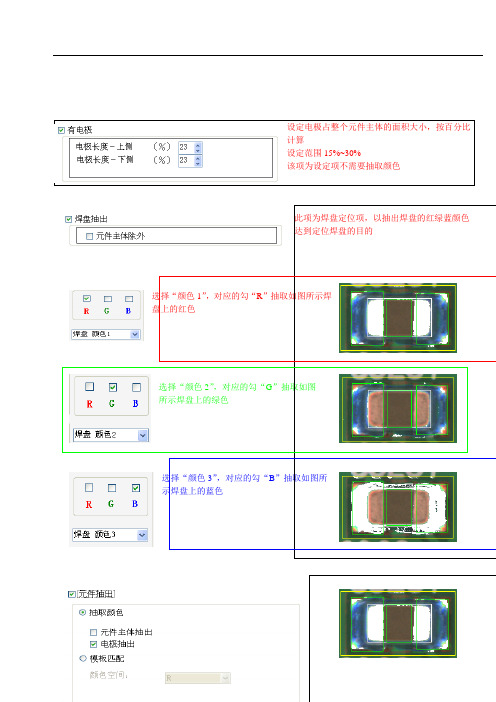
设定电极占整个元件主体的面积大小,按百分比计算设定范围15%~30%该项为设定项不需要抽取颜色此项为焊盘定位项,以抽出焊盘的红绿蓝颜色达到定位焊盘的目的选择“颜色1”,对应的勾“R”抽取如图所示焊盘上的红色选择“颜色2”,对应的勾“G”抽取如图所示焊盘上的绿色选择“颜色3”,对应的勾“B”抽取如图所示焊盘上的蓝色此项为元件主体定位项,选择“电极抽出”抽取电极颜色此项为元件主体定位项,选择“元件主体抽出”抽取本体(贴装)颜色该项检查元件是否缺件,如果缺件焊盘中央部分显示大面积红色,如上图所示红色框内为该项的检查区域,抽取焊盘的红色.该项用于检查多锡,如果焊锡过多,电极面积就会相应减少,抽取电极颜色,红色横向纵向该项通过焊盘和主体定位后的相对位置元件的偏移量,大于标准则NG该项检查元件是否少锡,检查区域为图中两根蓝线之间的区域,抽取蓝色,蓝色面积小于标准则NG该项检查元件是否假焊,检查区域如图中两根橙色线之间的区域,抽取明亮蓝绿色,抽出颜色面积大于标准则NG该项检查元件是否假焊,检查的区域如图焊盘中红色框内为检查区域,抽取红色,红色面积大于标准则NG该项检查是否漏料、翻面、立碑错料,选取元件面积抽取主体颜色检查是否漏料、翻面、立碑错料,选取电路板面积抽取电路板颜色5.3晶体管元件基本设定及颜色抽去方法A: 自动抽出窗口B: 焊盘窗口 AC: 电极窗口BD: 贴装窗口E: 主体窗口CF: 极性窗口D DE纵向BBC横向C晶体管此项为焊盘定位项,以抽出焊盘的红绿蓝颜色达到定位焊盘的目的选择“颜色1”,对应的勾“R”抽取如图所示焊盘上的红色选择“颜色2”,对应的勾“G”抽取如图所示焊盘上的绿色选择“颜色3”,对应的勾“B”抽取如图所示焊盘上的蓝色此项为元件主体定位项,选择“元件主体抽出”抽取本体(贴装)颜色该项检查元件是否缺件,如果缺件焊盘中央部分显示大面积红色如上图所示红色框内为该项的检查区域,抽取焊盘的红色项检查元件是否少锡,检查区域为图中两根蓝线之间的区域,抽取蓝色,蓝色面积小于标准则NG该项检查元件是否假焊,检查区域如图中两根橙色线之间的区域,抽取明亮蓝绿色,抽出颜色面积大于标准则NG该项检查元件是否假焊,检查的区域如图焊盘中红色框内为检查区域,抽取红色,红色面积大于标准则NG该项检查是否漏料、翻面、立碑错料,选取元件面积抽取主体颜色检查是否漏料、翻面、立碑错料,选取电路板面积抽取电路板颜色5.4 排阻元件基本设定及颜色抽去方法ABDC纵向EDA: 自动抽出窗口B: 焊盘窗口C: 电极窗口D: 贴装窗口横向E: 主体窗口排阻F: 极性窗口此项为焊盘定位项,以抽出焊盘的红绿蓝颜色达到定位焊盘的目的选择“颜色1”,对应的勾“R”抽取如图所示焊盘上的红色选择“颜色2”,对应的勾“G”抽取如图所示焊盘上的绿色选择“颜色3”,对应的勾“B”抽取如图所示焊盘上的蓝色此项为元件主体定位项,选择“元件主体抽出”抽取本体(贴装)颜色该项检查元件是否缺件,如果缺件焊盘中央部分显示大面积红色如上图所示红色框内为该项的检查区域,抽取焊盘的红色该项检查元件是否少锡,检查区域为图中两根蓝线之间的区域,抽取蓝色,蓝色面积小于标准则NG该项检查元件是否假焊,检查区域如图中两根橙色线之间的区域,抽取明亮蓝绿色,抽出颜色面积大于标准则NG该项检查元件是否假焊,检查的区域如图焊盘中红色框内为检查区域,抽取红色,红色面积大于标准则NG该项检查是否漏料、翻面、立碑错料,选取元件面积抽取主体颜色该项检查是否漏料、翻面、立碑错料,选取元件面积抽取主体颜色5.5钽电容元件基本设定及颜色抽去方法A E DB B横向 FC C纵向A: 自动抽出窗口B: 焊盘窗口C: 电极窗口D: 贴装窗口E: 主体窗口F: 极性窗口此项为焊盘定位项,以抽出焊盘的红绿蓝颜色达到定位焊盘的目的选择“颜色1”,对应的勾“R”抽取如图所示焊盘上的红色选择“颜色2”,对应的勾“G”抽取如图所示焊盘上的绿色选择“颜色3”,对应的勾“B”抽取如图所示焊盘上的蓝色此项为元件主体定位项,选择“元件主体抽出”抽取本体(贴装)颜色该项检查元件是否缺件,如果缺件焊盘中央部分显示大面积红色如上图所示红色框内为该项的检查区域,抽取焊盘的红色此项检查元件是否少锡,检查区域为两根蓝线之间的区域,抽取蓝色,蓝色面积小于标准则NG该项检查元件是否假焊,检查区域如图中两根橙色线之间的区域,抽取明亮蓝绿色,抽出颜色面积大于标准则NG项检查元件是否假焊,检查的区域如图焊盘中红色框内为检查区域,抽取红色,红色面积大于标准则NG该项检查是否漏料、翻面、立碑错料,选取元件面积抽取主体颜色项检查是否漏料、翻面、立碑错料,选取元件面积抽取主体颜色5.6 IC元件基本设定及颜色抽去方法EDBA横向D A: 自动抽出窗口B: 焊盘窗口B D: 贴装窗口F E: 主体窗口F: 极性窗口纵向SOP横向纵向QFP检查元件的引脚个数,不抽取颜色此项为引脚定位项,抽取引脚的颜色红色此项为焊盘定位项,以抽出焊盘的红绿蓝颜色达到定位焊盘的目的选择“颜色1”,对应的勾“R”抽取如图所示焊盘上的红色选择“颜色2”,对应的勾“G”抽取如图所示焊盘上的绿色选择“颜色3”,对应的勾“B”抽取如图所示焊盘上的蓝色横向纵向此项检查引脚间的连锡,抽取连锡的颜色(R,G,B都要抽取)此项检查引脚的弯曲,抽取引脚颜色红色。
科隆威AOI编程手册

全自动光学视觉检测机安装调试手册第二版科隆威自动化设备公司FOLUNGWINAUTOMATICEQIPMENT COMPANY目录第一章:安装流程........................................................................................................................... - 3 -第二章:安全与危险....................................................................................................................... - 6 -第三章:工作原理........................................................................................................................... - 7 -3.1电气工作原理 (7)3.2相机工作原理 (8)第四章:程序编辑........................................................................................................................... - 9 -第五章:元件种命名举例............................................................................................................. - 21 -第六章:元件编辑......................................................................................................................... - 22 -6.1M ARK点编辑 (22)6.2CHIP元件基本设定及颜色抽取方法 (27)6.3晶体管元件基本设定及颜色抽取方法 (35)6.4排阻元件基本设定及颜色抽取方法 (38)6.5钽电容元件基本设定及颜色抽取方法 (41)6.6IC元件基本设定及颜色抽取方法 (44)6.7CAD数据导入 (51)第七章:维护与保养..................................................................................................................... - 56 -第八章:易损配件及注意事项 ..................................................................................................... - 57 -第一章:安装流程在机器摆放好打好水平之后,将机器和主机的通讯线连接好。
AOI光学检测仪编程操作指导卡

1、目的及适用范围:1. 本作业规范提供一个正确使用VT-RBT II AOI光学检测仪编程的操作方法2. 本作业规范适用于VT-RBT I AOI光学检测仪编程的操作。
2、作业流程:作业前准备.设备H常点检开启谟备的电源和气源按设备按扭界面上的"0N,T键开启设备按"BEGIN"键进入下步操作设备预热15分钟选择''Teaching Mode(T)*进入编程模式根据生产的产品选择检测親序新建程序原有程序1 i选掙M Create \ew 选择 ^Open ExistingInspection ProgramInspection Progeam TT ! J创建文件名选择祥序”单击“OK”进入| 程序编辑界血创建基板倩息]完成茄进入程序编轉界浙!4------------- 1------------- 1按提示点击“BEGIW进板,开始检测程序的编辑]编辑尤成后选择"File/Close"退出编辑模式选择Return to Start Menu**返冋上层菜单选择"System shutdown11关闭设备关闭电源、气添作业内容:2. 开机点检a ).检查供给电源是否为110V/50H 乙b ).检查气源是否为0.4〜0.6MP&c ).检查设备接地是否良好。
d ).检查位于上部的紧急停止开关是否弹起,周围有无障碍物e ).检查设备内部有无垃圾、灰尘。
f ).检查传送带是否正常。
g ).检查位于传送装置出入口两端的传感器附近是否有障碍物。
i ).检查UPS 是否正常工作。
3. 操作流程a ).在检查电源电压为110V 无误后,接通(图处),同时开启气源(0.4〜0.6Mpa )。
操作按扭 匚口 [IA U1卩51邂1二1开门锁(图a )(图b )b).在设备操作按扭界面(图b )中按“ON 开启设备,如果出现设备无法开启则检查设备UP是否正常工作,若UPS 未工作则开启即可,当然如果设备长时间未使用,则应在开启设备前接 通电源给UPS 充一会电,直至UPS 录灯亮,然后再开启设备。
AOI编程详解

焊接头定义框:测试 元件本体焊接头是否异常,检测元件是否有贴歪的情况,它没有严格的 通过与否的限度,而是通过形成的两个焊接头图像分布情况来判定。正常测试时软件预设值也可满足测 试要求,这个框也是CHIP元件用来定位的样本框(定位抓取快捷键为E 查看抓取样本为W)
主要功能为在线检测和查看 不良
.1 软 件 介 绍 :
AOIEDIT:离线编辑软件, 主要功能为离线编程
2.坐标的处理
1, 从贴片机或IS lite导出贴片数据,以CSV格式保存。 2, 打开CSV坐标文件,整理为A、序号,B、元件位号,C、X 坐标,D、Y 坐标,E、元件角度,F、元 件料号,并以文本文件(制表符分隔)的方式保存。
3.文件夹的建立
1.先确认 PCB 在生产线上的进板方向,确认 OK 后,找到首件,并确认焊锡情况是否良好、元件方向 是否正确。 2.在电脑D 盘“DATA”文件夹目录下,新建一个以厂家名为名称的文件夹,在厂家文件夹下新建一 个以机型,版本号,面为名的文件夹( YJTAN-A1a_MX V1.0 B )
检查 PCB扫描图片的方向与坐标方向是否一致,如有差异,则需要旋转 CAD 数据,与 PCB 扫描 图片保持同一方向。
程序制作 3.定义MARK点
增加及调试 MARK点 点击标准模板内的增加MARK定义框按钮,选择PCB上的标准MARK点的中心,双击鼠标左键放下定义框,编程时, 只需要设定 MARK点的中心颜色。检测时,软件会模拟检测MAKR点的中心位置。 注:MARK点的形状是圆形的不要选择异形。
程序制作 2.打开扫描图像文件
Jutze AOI编程手册MI3000

AOI编程手册关于本手册感谢您购买JUTZE自动光学检查仪本手册阐述如何正确使用这个机器,在使用机器之前请仔细阅读本手册。
本手册内容在未经允许下,不可复制传播。
本手册内容更新时,可不必通知用户。
虽然经过严格核对,本手册可能仍然存在纰漏。
如有此情形,请联络机器供应商。
目录安全须知 (3)机器放置场所坏境要求 (4)检查原理图示 (5)算法参数说明 (7)程式制作流程 (27)常见故障排除 (66)安全须知红色紧急停开关位于机器右前方面板。
有任何安全问题发生时,请你快速拍下该开关。
在启动设备后,请留意机器安全状况。
特别要注意机器移动部件对人体会造成伤害地可能。
在机器通电状态下,不要触摸机器内部。
有可能会遭到电击的危险。
不要在机器内部放置其他物体,而影响机器散热性能。
有可能会造成火灾隐患。
不要在机器顶部放置其他物体。
有可能在机器工作时,震动坠落而造成伤害。
避免机器遭受液体泼溅,如水等。
有可能造成机器损坏,甚至火灾。
机器发生异常时,请立即终止运行并切断电源。
如闻到空气烧焦味时。
请不要改装机器,这将带来安全隐患或造成机器故障。
只有经过培训人员才能操作机器。
请勿使interlock key失效,来操作机器。
机器放置场所环境要求电力单项交流220V50/60Hz气压0.5MPa环境温度5~40℃相对湿度25%~80%避免机器在以下场所工作阳光直射处。
地面有严重震动区域,地面水平不佳。
空气流通不畅。
关于软件任何对本软件拷贝、修改,或公开透露本系统所包含的信息,都是不允许的。
检查原理图示算法参数说明Scale计算参数:a) 亮度上限:设定最高亮度值(0~173)b) 亮度下限:设定最低亮度值(0~173)c) 红色上限:设定红色最大值(0~173)d) 红色下限:设定红色最小值(0~173)e) 绿色上限:设定绿色最大值(0~173)f) 绿色下限:设定绿色最小值(0~173)g) 蓝色上限:设定蓝色最大值(0~173)h)蓝色下限:设定蓝色最小值(0~173)判定参数:a)百分比上限:设定百分比最大值(0~100)b)百分比下限:设定百分比最小值(0~100)计算方法:计算检查窗口内部符合亮度和颜色设定范围内的像素的百分比。
光学检测仪编程说明书

一、建立新程序:打开电脑,进入测量软件1、选择File——New——progscope(在C盘里面的一个文件夹)——New1.aoi或者defaultnew.aoi——Open——指定程序保存位置和程序名——open2、把投影移到下面的顶尖上,把扫描轮廓的起点放在顶尖上,点击Start开始扫描轮廓,把你想要的地方都扫描出来以后,按Esc退出,切记一定要及时退出,不然投影仪一直会移到顶端,产生报警。
二、各项指令的意义和运用1.外径(diameter):选择此指令,选择要检测的外径的一边,再复选指令,弹出参数设置对话框,设置尺寸、公差,点接受2.距离(distance):选择此指令,首先选择一条边(端面),再选择另一条边(端面),然后复选此指令,弹出参数设置对话框,设置尺寸、公差,点接受3.角度(Angle):选择此指令,先选夹角的其中一条边,再选择夹角的另一条边,然后复选此指令,弹出参数设置对话框,设置尺寸、公差,点接受4.交点与面的距离(Distance intersection):选择此指令,先选择组成交点的两条线的一条,再选择另一条,最后选择一个面,复选此指令,弹出参数设置对话框,设置尺寸、公差,点接受(注意:一定要先选择交点,再选面)5.两交点的距离(Distance intersections):选择此指令,先选择组成第一个交点的一条边,再选择组成第一个交点的另一条边;然后选择组成第二个交点的第一条边,再选择组成第二个交点的第二条边;最后复选此指令,弹出参数设置对话框,设置尺寸、公差,点接受6.半径或圆弧(Radius):选择此指令,选择一条圆弧,调整圆弧的范围,再复选此指令,弹出参数设置对话框,设置尺寸、公差,点接受7.形状跳动(Form):选择此指令,选择一个外圆或你所需检测项目的相关的特性,再复选此指令,弹出参数设置对话框,选择检测项目,设置尺寸、公差,点接受(常用的径跳在下拉菜单中选择Run out)注:选择一个特性后跳出来的一个捕捉的面积,依据实际情况常需要调整捕捉面积;有时捕捉的内容太小,捕捉面积会跳在附近的地方,需手工调整到我们需捕捉的内容;选择时,应时刻关注屏幕上面的提示。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
首先,感谢您购买BF-QA,印刷电路板高速视觉检查系统。
请仔细阅读该手册以及安装手册和操作手册,以确保正确的使用和操作该检测设备,从而保证机器的延长使用寿命。
该手册对软件用法,检测方法和算法等作了特别的描述。
手册中包含了大量的图例和说明以方便您能很容易地理解我们的系统。
请您注意,由于我们不断的科研和开发而对本产品规格以及外型设计的任何变更,我们将不再另行通知。
目录 (1) (1) (1) (1) (2) (8) (8) (10) (11) (11) (11) (12) (12) (12) (14) (15) (15) (17) (18) (18) (20) (22) (22) (22) (29) (30) (30) (32) (33) (33) (34) (34) (38) (39) (39) (44) (45) (45) (48) (50) (51) (53) (54) (54) (54) (54) (55) (56) (58) (58) (59) (59) (60) (61) (62) (62) (63)附录(检测算法) (64) (64)( (66)( (67) (68) (68)( (72) (73)( (75)( (77) (78) (79) (81) (81) (82) (82)( (84)( (85)( (86) (88) (90) (92) (94) (94) (96) (97) (97) (99) (99) (101) (103) (105) (106) (108) (110) (112) (114) (116) (120) (120) (121) (121)I-1背景为了最大限度的发挥在检查设备上投资的效用,本产品以高吞吐量、在线应用以及降低费用为理念。
本产品最重要的优点在于利用自动光学检查实现了对产品质量的实时控制。
从而,在线应用大幅度地降低了劳动时间和其它操作需求。
本产品结合Saki公司的开发技术实现了需求的在线检查功能。
I-2产品特点-利用Saki公司技术开发的高速视觉检查机实现了各种类型处理过程的在线完全检查。
-在线完全检查可用于各种处理过程,例如检查焊锡膏印刷情况,检查回流炉后BGA和CSP贴片的焊锡情况,检查0603芯片的贴装情况。
-高可靠性和简单构造的紧凑设计使本产品也可适用于小型生产线。
I-3技术工艺-利用线性扫描系统的高速检查-彩色摄像系统-同轴顶部照明-自动数字补光-远焦距镜头-全内存快速运行环境详情请见为了安全使用本产品,以及防止对操作员和其他人员造成伤害,以及避免财产损失,在使用本产品时必须要按操作手册以及产品机身的指示特别地当心。
各提示和符号的定义如下:请务必确认已对下述标识和符号较为理解后方可开始阅读本手册的正文部分。
III-1外观图系统外观图如下。
图III-1:机器外观图图III-2:机器内视图在紧急情况下可用于停止系统,请按下EMG(紧急制动开关),此开关离得很近,可快速按下。
按下此开关可切断驱动系统电源以立刻停止系统运行。
III-3-1开关位置主部件EMG开关(A-03)安装在本产品前部。
III-3-2释放紧急制动开关紧急制动开关可通过向右旋转来释放。
图V-1-3-1:紧急开关完成上述动作并按下Reset开关(A-04)后可重新开始运行。
本章描述如何将CAD数据或者NC数据导入本检查机的数据库内,以及如何将导入的CAD/NC数据调整的和扫描进来的图象正确匹配。
有多种格式的CAD/NC数据,数据的格式取决于不同的设计者或者贴片机。
在本节内,将描述导入CAD/NC数据的两种方法。
分节IV-1中给出了导入本AOI 检查机中已经设为默认格式的CAD/NC数据文件的步骤,分节IV-2中给出了导入本AOI检查机内默认格式列表中没有的CAD/NC数据文件的步骤。
将数据调整成和扫描进来的图象相匹配的方法在IV-3分节中描述。
IV-1CAD/NC数据格式可从默认格式列表中找到CAD数据是PCB板的设计数据,它包括了板上每个元器件的坐标值。
NC数据是贴片机所用的数据,它也提供了每个元器件所要贴装的位置坐标。
换句话说,这两种数据都提供了对于制作PCB检测程式十分有用的PCB板上各元器件布局位置的信息。
检查过程中PCB板的坐标系统指导检查机的运行。
这两种数据可很容易地导入本检查机用来制作检测程式。
导入这些数据的步骤在IV-1-1中进行描述,在IV-2-1-2中总结。
IV-1-1导入步骤在本检查机内默认(格式类型)中可找到的CAD/NC文件的导入步骤如下所述:第1步:CAD文件导入本检查机数据库的第一步就是选择菜单栏内File菜单下的ReadCadData选项。
然后,将会出现如图IV-1-1的一个对话框。
第2步:点击Browse按钮,选择你想从硬盘或软盘读取的Cad文件。
第3步:然后你可以在FormatType中选择CAD格式类型(参看下图)。
如果在默认格式列表中未找到想要的格式,请选择others并在下一分节IV-1-2中查看详细的步骤。
图IV-1-1:CAD文件导入本检查机数据库内的对话框第4步:完成上述操作后,点击图IV-1-1中所示的OK按钮。
然后机器将把板子的外形显示在屏幕上,同时将用蓝色窗口把每个元器件标在板子上。
(参看图IV-1-2)。
图IV-1-2:从CAD/NC文件内读出的带元器件位置窗口的布局图第5步:最后,按L键或者点击菜单栏内Load/Unload图标,把板子传进机器,然后按S键或者点击菜单栏内Scan图标来扫描下板子的图像。
这一步用来确认板子的图象是否和CAD/NC数据的布局完全吻合。
如果图象和CAD/NC数据的布局不吻合,则需要对CAD文件进行一些调整,将在分节IV-3中讨论这项内容。
IV-1-2概要将CAD/NC数据导入本检查机的详细步骤如上所述。
导入CAD/NC数据的步骤可概括为下面的一张流程图(图IV-1-3)。
从点击File菜单栏内的ReadCADData按钮开始,其次选择你想从硬盘或软盘读取的Cad文件,接下来,从CADFileSelect对话框中默认栏内选择文件的格式类型。
完了之后,点击对话框中的OK按钮把板子的布局外形显示在屏幕上。
然后扫描PCB板以显示实际图象。
最后,调整坐标布局来最终使之和实际/扫描的图象匹配。
图IV-1-3:默认格式中能找到的CAD/NC数据导入步骤流程图IV-2CAD/NC文件的格式不能在默认格式列表中找到本节介绍导入本检查机默认格式列表中不能找到的CAD或者NC格式数据文件的步骤。
导入这种文件的方法和导入属于本检查机默认格式的CAD/NC文件的方法十分相似。
主要区别在于默认格式列表中不能找到的格式需由用户自己来创建。
分节IV-2-1中给出了导入默认格式列表中没有的CAD/NC数据文件的步骤,分节IV-2-1中给出了这些步骤的概要。
IV-2-1导入步骤导入默认格式列表中没有的CAD/NC数据文件的步骤如下文所述。
第1步:导入默认格式列表中没有的CAD/NC数据文件的第一步和导入默认格式列表能够找到的步骤相同,也即,首先点击菜单栏上File菜单下的ReadCadData选项。
随后CADFileSelect(选择CAD 文件)对话框将会出现。
第2步:点击对话框内(见图IV-2-1)的Browse按钮,选择你想从硬盘或软盘读取的Cad文件。
第3步:如果格式列表中没有任何格式和期望的CAD/NC文件格式相同的话,请将格式类型选成OTHERS。
(见图IV-2-1),然后点击OK按钮继续。
图IV-2-1:CADFileSelect.(选择CAD文件对话框)第4步:点击OK按钮后,将弹出SelectFormat(格式选择)对话框,然后可通过在NAME(名称)栏内输入一个新名称来定义一个新的类型的数据格式,例如,图IV-2-2中所示的Test。
图IV-2-2:格式选择对话框第5步:定义一个新名称的数据格式后,点击OK按钮(如图IV-2-2所示)就会出现如图IV-2-3所示的FormatSetup(格式设置)对话框。
该对话框允许用户编辑检测板的尺寸,定义新格式类型的方法(例如通过divideposition位置分隔,dividecharacter字符分隔,或者dividetoken间隔符分隔等),以及所有其它数据信息。
对FormatSetup格式设置对话框内各项的描述如表IV-2-1所示。
图IV-2-3:格式设置对话框第7步:选择dividebyPosition,CharacterorToken三者中的一个。
第8步:然后设置X和Y的尺寸单位,以及旋转角度。
第9步:在Name,X,Y,Rotate,ReelNo.)和Library等选项指定的空格内输入数字。
第10步:点击OK按钮,然后点击弹出对话框内的New按钮来给这块板创建一个新的组。
完成之后,板子的外形布局以及元件的位置(蓝色窗口/方框)将显示在屏幕上。
第11步:最后,按L键或者点击菜单栏内Load/Unload图标,把板子传进机器,然后按S键或者点击菜单栏内Scan图标来扫描下板子的图像。
这一步用来确认板子的图象是否和CAD/NC数据的布局完全吻合。
如果图象和CAD/NC数据的布局不吻合,则需要对CAD文件进行一些调整,将在分节IV-3中讨论这项内容。
IV-2-2概要图IV-2-4:默认格式中未能找到的CAD/NC数据导入步骤流程图.IV-3调整板子布局和扫描的图象导入CAD/NC数据后,如果板子布局不能和扫描进来的图象完全吻合,则需要对板子的布局进行调整。
图IV-3-1显示了板子布局和扫描进来的图象不能吻合。
在下面的图中可以清晰地看到蓝色方框/窗口(指示元件的位置)发生了偏移。
本检查机具备移动、旋转、复制等功能来调整这样的偏移,将在分节IV-3-1,IV-3-2,以及IV-3-3中分别讨论这些功能。
图IV-3-1:元器件位置的偏移和扫描进来的图象IV-3-1移动元件窗口/方框移动元件窗口/方框是解决元件窗口和扫描进来的图象之间存在偏移的一种方法。
移动窗口/方框的步骤如下所述。
第1步:点击菜单栏上的Edit菜单,选择该菜单下的Offset项。
“EditAxis”对话框将会弹出,然后在对话框内选中Addoffset选项,在X,Y输入框内输入相应的偏移距离,点击OK键把偏移量加到布局图上所有的窗口上。
图IV-3-2:EditAxis.(编辑坐标轴)对话框第2步:上述操作完成后,屏幕返回显示扫描进来的图象和板子的位置布局图,然后确认是否所有的窗口都已移动到期望的位置上了。
如果窗口和图象之间仍然存在位置偏移,则请试用其它偏移量值来重复上述步骤。
第3步:如果布局图显示在扫描进来的图象的反方向时,可通过选中MirroringX,Y或者InvertX,Y 选项来将其纠正。