女礼服的工艺单
服装生产的工艺单
服装生产的工艺单1. 简介工艺单是服装生产过程中的重要文档,它记录了服装生产的整个流程和各个环节的细节。
通过工艺单,生产人员可以清楚地了解每个工序的要求和步骤,确保服装的质量和生产效率。
本文档将介绍服装生产的工艺单的基本内容和常见的工序。
2. 工艺单的基本内容工艺单通常包含以下几个方面的内容:2.1 服装款式和规格工艺单首先会列出服装的款式和规格,包括款式名称、尺码范围、颜色和面料等。
这些信息对于后续的生产工序和材料采购非常重要。
2.2 剪裁工艺剪裁是服装生产的重要环节,工艺单中会详细描述各个部位的裁剪方式和要求。
包括裁剪尺寸、图案位置、裁剪工具和裁剪顺序等。
2.3 缝制工艺缝制是服装生产中的核心环节,工艺单会列出每个部位的缝制方式和要求。
包括缝纫线的种类和颜色、不同工序的缝纫方法和顺序等。
2.4 钉扣和装饰品的安装工艺单还会描述钉扣和装饰品的安装要求,包括种类、位置和安装方式等。
这些细节将直接影响到服装的外观和质量。
2.5 成品整烫和包装最后,工艺单会描述成品的整烫和包装要求。
包括烫板的温度和压力、不同部位的烫制顺序以及包装材料和方式等。
3. 常见的工序下面列举了服装生产中常见的一些工序,这些工序通常会在工艺单中进行详细描述:3.1 试衣在正式生产前,通常需要进行试衣工序。
通过试衣,可以检查裁剪是否准确,以及是否需要做进一步的调整。
3.2 裁剪裁剪是将面料按照设计尺寸和形状切割成各个部位的过程。
裁剪时需要根据工艺单中的要求进行操作,保证每个部件的尺寸和形状准确无误。
3.3 缝制缝制是将各个裁剪好的部件使用缝纫机进行缝合的工序。
工艺单会详细描述每个部位的缝制方式和顺序,以确保缝线牢固和无松弛。
3.4 钉扣和装饰品的安装在缝制完成后,需要进行钉扣和装饰品的安装。
工艺单会描述每个部位的钉扣位置和种类,以及装饰品的位置和安装方式。
3.5 成品整烫和包装最后,成品需要进行整烫和包装。
整烫过程中,工艺单会规定烫板的温度和压力,以及不同部位的烫制顺序。
女西服工艺报告
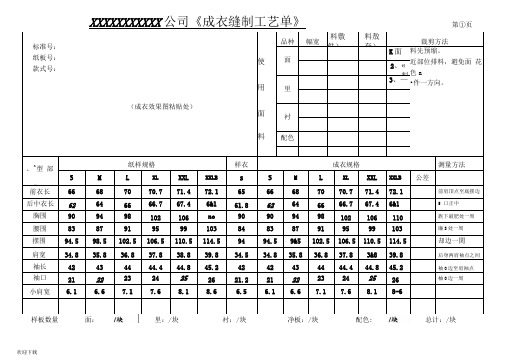
四开身平驳头刀背缝女西服工艺报告姓名:XXX班级:XXX学号:XXX指导老师:XXX一、 款式图(手绘)正面图 背面图二、 成品规格尺寸表(单位:cm )三、 排料及裁剪1、 排料图(手画或裁剪时所拍摄照片): 面料排版:里料排版:粘合衬排版:2、裁剪注意事项:(1)在布料上画版的时候应该将画粉削尖后使用,使版型更精准。
版要用重物压住防止画板时移动后不能准确剪裁。
(2)剪裁时应该将剪刀立起来,并顺势向后移动着剪裁,这样纵向的就能尽量剪在同一根纱上,减少脱纱的现象发生。
四、面辅料使用说明:1、面料:成份:弹力棉布;幅宽:1.2m;单件消耗: 1.8m;小样粘贴:2、衬料有纺衬:单件消耗:1m*1.5m;小样粘贴:里子布:醋酸绸单件消耗:1.5m*1.5m 小样粘贴:3、纽扣:扣子直径: 2.5 cm;所用数量:1 粒;扣子样品:五、女西服制作工艺流程及关键工序制作质量要求:(一)面料粘衬在需要粘衬的部位,面料的反面与粘合衬的反面相对,经过粘合机把二者粘合在一起;不许要的部位也最好过一遍粘合机,这样可以使面料受热收缩均匀。
(二)修正衣片按照毛料版对照粘衬后的一片是变形或缩小,在各个一片的关键位置划线、打剪口、打线钉、做标记。
例如:绱领位、胸围线、腰节线。
然后推、归、拔、烫。
将大袖的衣片熨烫整理一下。
(三)缝合衣片(1)前片与前侧片正面相对,前侧片在上,前片在下,胸围线、腰节线剪口对齐,按1cm缝份机缝;刀背缝与前片缝法相同,后中按1.5cm缝份机缝。
(2)归拔熨烫前衣片:将刀背缝劈开熨烫,劈缝的同时胸部要归拢、腰节处要拔开、腹部要归拢;袖隆处要归拢。
(3)归拔熨烫后衣片:将刀背缝劈开熨烫,劈缝的同时肩胛部位要归拢、腰节部位要拔开、臀部要归拢;后中也是同样道理;袖隆要归拢。
(4)贴牵条:在驳口线外侧粘直丝牵条,胸部要拉紧,驳口线长度适量吃进去一点。
沿串口线、领嘴线、驳头外口线、止口线、下摆粘直丝牵条注意驳头外口处要将牵条拉紧。
服装工艺制做单表格
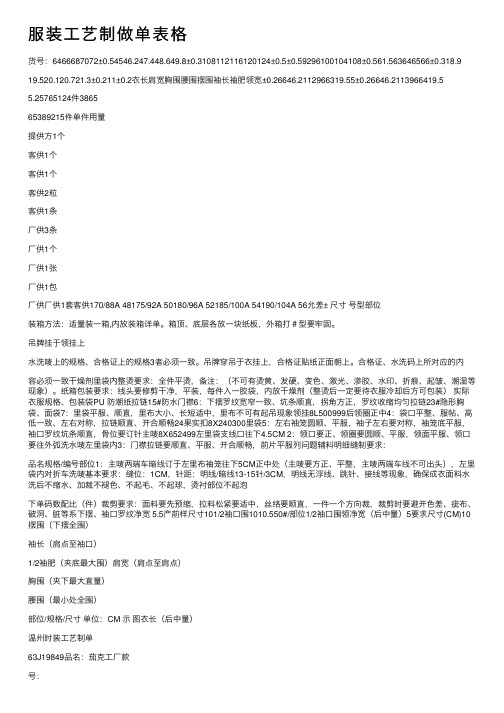
服装⼯艺制做单表格货号:6466687072±0.54546.247.448.649.8±0.3108112116120124±0.5±0.59296100104108±0.561.563646566±0.318.919.520.120.721.3±0.211±0.2⾐长肩宽胸围腰围摆围袖长袖肥领宽±0.26646.2112966319.55±0.26646.2113966419.55.25765124件386565389215件单件⽤量提供⽅1个客供1个客供1个客供2粒客供1条⼚供3条⼚供1个⼚供1张⼚供1包⼚供⼚供1套客供170/88A 48175/92A 50180/96A 52185/100A 54190/104A 56允差± 尺⼨号型部位装箱⽅法:适量装⼀箱,内放装箱详单。
箱顶、底层各放⼀块纸板,外箱打#型要牢固。
吊牌挂于领挂上⽔洗唛上的规格、合格证上的规格3者必须⼀致。
吊牌穿吊于⾐挂上,合格证贴纸正⾯朝上。
合格证、⽔洗码上所对应的内容必须⼀致⼲燥剂⾥袋内整烫要求:全件平烫,备注:(不可有烫黄、发硬、变⾊、激光、渗胶、⽔印、折痕、起皱、潮湿等现象)。
纸箱包装要求:线头要修剪⼲净,平装,每件⼊⼀胶袋,内放⼲燥剂(整烫后⼀定要待⾐服冷却后⽅可包装)实际⾐服规格、包装袋PU 防潮纸拉链15#防⽔门襟6:下摆罗纹宽窄⼀致、坑条顺直,拐⾓⽅正,罗纹收缩均匀拉链23#隐形胸袋、⾯袋7:⾥袋平服、顺直,⾥布⼤⼩、长短适中,⾥布不可有起吊现象领挂8L500999后领圈正中4:袋⼝平整、服帖、⾼低⼀致、左右对称,拉链顺直、开合顺畅24果实扣8X240300⾥袋5:左右袖笼圆顺、平服,袖⼦左右要对称,袖笼底平服,袖⼝罗纹坑条顺直,⾻位要订针主唛8X652499左⾥袋⽀线⼝往下4.5CM 2:领⼝要正、领圈要圆顺、平服,领⾯平服、领⼝要往外弧洗⽔唛左⾥袋内3:门襟拉链要顺直、平服、开合顺畅,前⽚平服列问题辅料明细缝制要求:品名规格/编号部位1:主唛两端车暗线订于左⾥布袖笼往下5CM正中处(主唛要⽅正、平整,主唛两端车线不可出头),左⾥袋内对折车洗唛基本要求:缝位:1CM,针距:明线/暗线13-15针/3CM,明线⽆浮线、跳针、接线等现象,确保成⾐⾯料⽔洗后不缩⽔、加裁不褪⾊、不起⽑、不起球,烫衬部位不起泡下单码数配⽐(件)裁剪要求:⾯料要先预缩,拉料松紧要适中,丝络要顺直,⼀件⼀个⽅向裁,裁剪时要避开⾊差、疵布、破洞、脏等系下摆、袖⼝罗纹净宽 5.5产前样尺⼨101/2袖⼝围1010.550#/部位1/2袖⼝围领净宽(后中量)5要求尺⼨(CM)10摆围(下摆全围)袖长(肩点⾄袖⼝)1/2袖肥(夹底最⼤围)肩宽(肩点⾄肩点)胸围(夹下最⼤直量)腰围(最⼩处全围)部位/规格/尺⼨单位:CM ⽰图⾐长(后中量)温州时装⼯艺制单63J19849品名:茄克⼯⼚款号:F9075J ⼯⼚:意祥合同交期:。
服装全套工艺单模板
工艺单
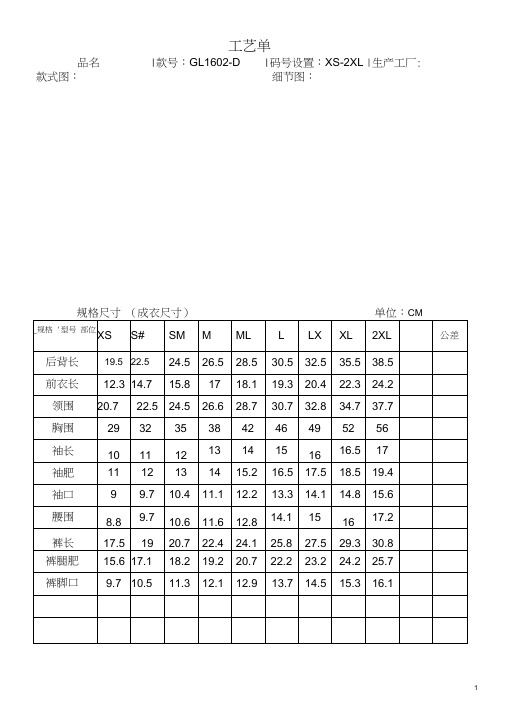
品名|款号:GL1602-D |码号设置:XS-2XL |生产工厂: 款式图:细节图:
规格尺寸(成衣尺寸)单位:CM
面料、里料料率:
裁剪比例
辅料用料:
裁剪要求:
1、裁剪前面料、里料及配料提前24小时开卷醒料,检验面料有无原残、色差、纬斜、粗纱、跳纱、污点、短码及幅宽等
问题,如有问题不得自行处理,应及时与跟单员联系,待确定解决方案后方可下裁;
2、根据生产通知的料率、规格、号型、数量进行裁剪;
3、裁剪前要先验板、核对板数(样板与样衣核对),避免画皮时丢片、漏片,严格按照样版标明的纱向裁剪(如遇样衣和
样板纱向不一致时应及时与跟单员或公司联系),如遇倒顺绒面料;所有裁片要按公司要求而定;如遇格子面料应横向对格、竖向对称;如有款式需要则先把裁片荒裁;
4、铺料时各层松紧要一致,推刀时不能跑刀、重刀、漏刀,上下皮误差不超过0.3CM。
刀口不超过0.3CM (来去
缝除外)刀口齐全,针眼须先试打,不能使面料抽纱,成品针眼不外漏,打号字迹清楚,号印齐全不外露;
5、粘衬要顺色(特殊要求除外),根据面料调整温度,压力以不开胶、不起泡、不损坏面料质地、使衣服不起皱为原则;
6、裁剪中有一些样板是多号共用,有一些样板是面衬共用,敬请留意,并请保证样板的原貌。
缝纫工艺说明。
女西装生产工艺单1

女西装生产制造通知单
合同号款号款式数量交货期制表期
刀背女西装1000件2013-12-30 2013-6-14 规格尺寸(厘米)款式图
部位S M L 档差
衣长66 68 70 2
胸围92 96 100 4
腰围76 80 84 4
臀围100 104 108 4
肩宽38 39 40 1
领大35 36 37 1
袖长52.5 54 55.5 1.5
袖口13.5 14 14.5 0.5
腰节39 40 41 1
袋盖宽 5 5 5 0
颜色/尺码分配
颜色S M L 总数
白色60 340 600 1000
面辅料耗用
名称规格颜色数量使用部位备注
双面呢 1.44米(幅宽)白色 1.6米大身、袖子、领子、袋盖
舒美绸 1.44米(幅宽)白色 1.5米大身、袖子里布
有纺衬 1.44米(幅宽)白色1米前身,挂面,底边,袋盖面,袖口
无纺衬0.5米腰袋嵌线,领面里,开袋位
口袋布白色口袋
车缝线白色1500米全部车缝线
垫肩1副肩部
牵带2米
纽扣22mm 古铜色4个前门襟
袖山条1副袖山
主唛白底黑字1个车于后中距领边向下5厘米
洗唛连尺码白底黑字1个车于右袖窿里向下5cm
吊牌1个前中第一只纽眼上
胶袋1个一件入一胶袋
纸箱
制单:审核:。
服装工艺单模板(女装)
42
42
43
44
44.4
44.8
45.2
袖O边至肩袖点
袖口
21
22
23
24
25
26
21.2
21
22
23
24
25
26
柚O边一周
小肩宽
6.1
6.6
7.1
7.6
8.1
8.6
6.5
6.1
6.67.17Fra bibliotek68.1
8-6
第①页
样板数量
面:
衬:/块
总计:/块
净板:/块
里:/块
配色:
欢迎下载
第②页
\
品名
规格
明线。
4、袖山按样板位抽褶,上袖子园顺左右对称,袖茏袖缝双包倒缝烫平,袖口贴边宽5cm,袖口用
绷缝机纤缝:。
5、下摆贴边宽5cm,用绷缝机琳缝,明线宽窄一致,平服,不能有毛茬现象。
6、勾子口花边园顺宽窄一致,前面大身按样板位订缝花边,花边位置准确、左右对称。
7、子口花边处粘装饰钻,粘钻位置准确、牢固。
8、包缝线整齐,宽窄一致,不能接线,线迹美观。
9、平整时不能拉抻,确保成衣规格。
洗涤方法
水洗。
领口园顺,上袖子园顺,产品外观整洁,确保成衣规格。
垫肩
K领口园顺、平服。
2、上袖子园顺左右对称。
3、平整时注意不要拉抻。
4、严格按工艺要求制作,确保成衣规格。
制表人:
欢迎下敘
\
部位
使用缝线
针距3cm
扣眼
裁
名线
50/2涤纶
14针
扣眼线
暗线
(完整版)服装工艺单
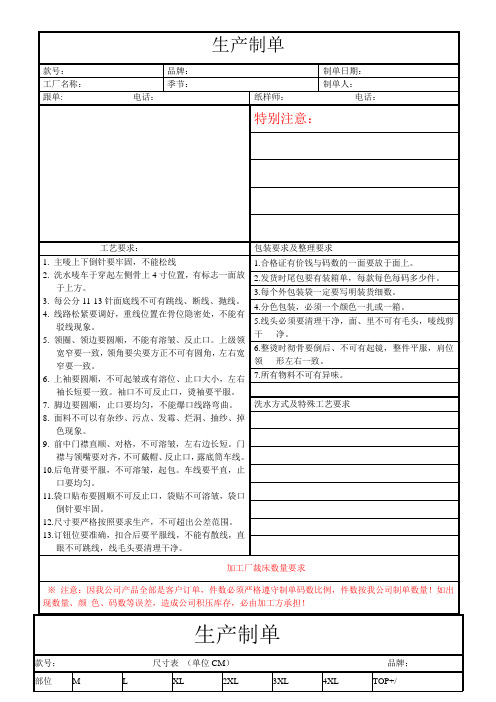
生产制单款号; 尺寸表 (单位CM ) 品牌; 部位MLXL2XL3XL4XLTOP+/-生产制单款号: 品牌: 制单日期: 工厂名称:季节:制单人:跟单: 电话: 纸样师: 电话:特别注意:工艺要求:包装要求及整理要求1. 主唛上下倒针要牢固,不能松线2. 洗水唛车于穿起左侧骨上4寸位置,有标志一面放 于上方。
3. 每公分11-13针面底线不可有跳线、断线、抛线。
4. 线路松紧要调好,重线位置在骨位隐密处,不能有 驳线现象。
5. 领圈、领边要圆顺,不能有溶皱、反止口。
上级领 宽窄要一致,领角要尖要方正不可有圆角,左右宽 窄要一致。
6. 上袖要圆顺,不可起皱或有溶位、止口大小,左右 袖长短要一致。
袖口不可反止口,烫袖要平服。
7. 脚边要圆顺,止口要均匀,不能爆口线路弯曲。
8. 面料不可以有杂纱、污点、发霉、烂洞、抽纱、掉 色现象。
9. 前中门襟直顺、对格,不可溶皱,左右边长短。
门 襟与领嘴要对齐,不可戴帽、反止口,露底筒车线。
10.后龟背要平服,不可溶皱,起包。
车线要平直,止 口要均匀。
11.袋口贴布要圆顺不可反止口,袋贴不可溶皱,袋口 倒针要牢固。
12.尺寸要严格按照要求生产,不可超出公差范围。
13.订钮位要准确,扣合后要平服线,不能有散线,直 眼不可跳线,线毛头要清理干净。
1.合格证有价钱与码数的一面要放于面上。
2.发货时尾包要有装箱单,每款每色每码多少件。
3.每个外包装袋一定要写明装货细数。
4.分色包装,必须一个颜色一扎或一箱。
5.线头必须要清理干净,面、里不可有毛头,唛线剪干 净。
6.整烫时彻骨要倒后、不可有起镜,整件平服,肩位领 形左右一致。
7.所有物料不可有异味。
洗水方式及特殊工艺要求加工厂裁床数量要求※ 注意:因我公司产品全部是客户订单,件数必须严格遵守制单码数比例,件数按我公司制单数量!如出现数量、颜 色、码数等误差,造成公司积压库存,必由加工方承担!后中长肩宽胸围腰围脚围袖长袖肥袖口领围前夹后夹下单数量颜色码数 M L XL 2XL 3XL 4XL 合计合计比例总数布料卡辅料卡A料B料C料D料。
女装工艺单

女装工艺单产品名称:女外套款号:20121010 制单:客户:审核:产品数量:2000(件)订单号:制版:交货日期:20121011款式图正面图背面图面料:名称:毛涤成分:70%的毛30%的涤里料:100%涤纺美丽绸衬料:薄型无纺衬30克辅料:纽扣(实3+备3)裁剪要求:辅料层数不超过70层,面底层误差≤0.5厘米剪口齐全,经斜允差≤3%整烫要求:熨烫温度为160~170℃胸部烫饱满,领口线不烫死,袖子烫顺圆,大身贫平服有立体感,整件衣服无污渍与极光包装要求:折叠规格为35*38,一件一胶袋,独色混码装箱吊牌/备扣用塑料袋套针穿于尺码唛工艺要求1. 针距:13针/3cm,针:9#针,缝位:1cm均匀拼合。
2. 明缉线:前中止口处缉0.1cm明线至下摆,下摆从挂面处转为2.5明线,袖笼一圈在衣片上缉0.1cm明缉线,前片装饰带、袖口处装饰带两边各缉0.1cm明缉线;3. 装饰带:领子外围装装饰带至驳领处,前侧片、前中之间与装饰带搭缝,袖口处装装饰带,前片两侧口袋三边用装饰带包边。
4. 前片:前片两侧腰节下做双嵌线袋,口袋周围缉0.1明线。
5. 后片:后片拼接后中缝,缝头倒向右侧,拼合后省道,省缝倒向后中,线路顺直。
6. 袖子:袖子为泡泡袖,袖山头抽细裥,细裥均匀,袖笼圆顺。
7. 领子:三刀眼对牢装领,领里上端缉0.1cm止口固定线,两端各留2cm,驳头外口再领面上缉0.1cm助止口线,上下不缉倒头。
8. 合缝:前后拼合侧缝,线路顺直,倒向后烫平。
9. 下摆:下摆为贴边缝,先卷0.5cm,再卷进2.5cm明线宽度。
规格部位成品规格150/76A 155/80A 160/84A 165/88A 170/92A后中长50 52 54 56 58 胸围84 88 92 96 100 肩宽35 36 37 38 39 袖长54 56 58 60 62 袖口10 11 12 13 14 背长35 36 37 38 39。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
女礼服制作说明
姓名:王海
班级:苏大服装艺术设计(2013)
褶裥、后面为分割贴片、腰节处有4个褶裥、下摆为圆形下摆、后面有蝴蝶结配饰。
规格表
号型
部位S M L 档差
L 75 80 85 5
B 92 94 96 2
N 37 38 39 1
S 39 40 41 1
SL 55 56 57 1
前腰节长39 40 41 0.5
结构图
面料放缝
面料排料图排料方式:单幅排列
面料小样
单位:CM (里料)排料图
里料小样
排料方式:单幅方式
面料推码图
工艺流程图
成衣工艺说明
裁剪要求
缝
制
工
艺
说
明1.底边采用的外套袖笼的缝制方法,最后用手缝针进行缝制。
1 裁剪之前需要熨烫,检查面料是否有瑕疵或是脱散。
2.缝制面料再造时针距可以稍微大一些
2 各部位刀眼对起,丝绺顺直 3.缝制V型要下摆时要注意要全部将面料吃进,因为面料再造比较厚,且长短不一
用衬部位及要求 4.里料的放缝一般比面料在纬度方面要大一些,而长度方面要少一点
1拉链部位 5.缝制前片和后片下摆的时候一定要做好标记
针迹密度及要求: 6.缝制后片的贴片时一定要边缝边烫
针距平缝3cm13针7.由于里料比较轻薄,在缝制的时候、需要将里料拉紧、面料放松、
拉链缝制要求8.缝合侧缝时是面料对面料、里料对里料、
面里料的缝合自然不宜紧缩9.前片面料需要卷边缝制后进行熨烫
整烫要求:10.缝制前片里料的时候需要事先将里料缝制熨烫
1.产品每个缝制的部位需要熨烫,不允许将面料烫缩。
11.侧缝在熨烫的时候需要边缝边烫
2.所有缝迹处应将里面扒开熨烫12.前片和后片的弧形要圆顺
3.表面无极光,不应烫糊烫焦13.拉链的里料需要烫衬、且拉链夹于面料和里料中间
4熨烫温度不宜太高,在缝制好之前先将面料的褶裥熨烫好14.各部位烫平,无极光,表面不起泡,不起皱,各部位整洁无污迹,无线头,无断针,断线,包装要求15底边的放量为4CM
服装应平整叠放,两袖对称放于前片,领子用领衬套上,不得起皱16所有拼缝过的,一般都需要烫分开缝
商标应贴于右下角
缝制工艺流程及机种
面料再造、拼合前片面里料、拼贴后片、拼合后片下摆和后片、后片里收省、拼合后片里料、拼合前片里料、
拼合前片和下摆、拼合侧缝、上拉链、熨烫底边、包边、上标签,熨烫整理,检验包装,
机种;缝纫机,拷边机。
辅料单
名称规格数量(单件) 小样
缝线60/3 ——
粘和衬150g/m ——
拉链60CM 1根
商标,尺码
吊牌
成衣照片
精选文库
-- 11。