铸造铝合金牌号及化学成分
铝合金成分和压铸标准

国内外主要压铸AI合金化学成分表铝合金压铸标准---美国标准三.美国标准ASTM B85-96美国压铸铝合金化学成分表铝合金压铸标准---欧盟标准四.欧盟标准EN1706:1998欧盟压铸铝合金化学成分和力学性能表铝合金压铸标准---日本标准二.日本工业标准JIS H5302:2000日本压铸铝合金化学成分表铝合金压铸标准---中国标准一.中华人民共和国国家铝合金压铸标准压铸铝合金的化学成分和力学性能表. 铝合金压铸件GB/T 15114-941.主题内容与适用范围本标准规定了铝合金压铸件的技术要求,质量保证,试验方法及检验规则和交货条件等.本标准适用于铝合金压铸件.2.引用标准GB1182 形状和位置公差代号及其标准GB2828 逐批检查计数抽样程序及抽样表(适用于连续的检查)GB2829 周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)GB6060.1 表面粗糙度比较样块铸造表面GB6060.4 表面粗糙度比较样块抛光加工表面GB6060.5 表面粗糙度比较样块抛(喷)丸,喷砂加工表面GB6414 铸件尺寸公差GB/T11350 铸件机械加工余量GB/T15115 压铸铝合金3.技术要求3.1化学成分合金的化学成分应符合GB/T15115的规定.3.2力学性能3.2.1当采用压铸试样检验时,其力学性能应符合GB/T15115的规定3.2.2当采用压铸件本体试验时,其指定部位切取度样的力学性能不得低于单铸试样的75%,若有特殊要求,可由供需双方商定.3.3压铸件尺寸3.3.1压铸件的几何形状和尺寸应符合铸件图样的规定3.3.2压铸件尺寸公差应按GB6414的规定执行,有特殊规定和要求时,须在图样上注明.3.3.3压铸件有形位公差要求时,其标注方法按GB1182的规定.3.3.4压铸件的尺寸公差不包括铸造斜度,其不加工表面:包容面以小端为基准,有特殊规定和要求时,须在图样上注明.3.4压铸件需要机械加工时,其加工余量按GB/T11350的规定执行.若有特殊规定和要求时,其加工作量须在图样上注明.3.5表面质量3.5.1铸件表面粗糙度应符合GB6060.1的规定3.5.2铸件不允许有裂纹,欠铸,疏松,气泡和任何穿透性缺陷.3.5.3铸件不允许有擦伤,凹陷,缺肉和网状毛刺等腰三角形缺陷,但其缺陷的程度和数量应该与供需双方同意的标准相一致.3.5.4铸件的浇口,飞边,溢流口,隔皮,顶杆痕迹等腰三角形应清理干净,但允许留有痕迹.3.5.5若图样无特别规定,有关压铸工艺部分的设置,如顶杆位置,分型线的位置,浇口和溢流口的位置等由生产厂自行规定;否则图样上应注明或由供需双方商定.3.5.6压铸件需要特殊加工的表面,如抛光,喷丸,镀铬,涂覆,阳极氧化,化学氧化等须在图样上注明或由供需双方商定.3.6内部质量3.6.1压铸件若能满足其使用要求,则压铸件本质缺陷不作为报废的依据.3.6.2对压铸件的气压密封性,液压密封性,热处理,高温涂覆,内部缺陷(气孔,疏孔,冷隔,夹杂)及本标准未列项目有要求时,可由供需双方商定.3.6.3在不影响压铸件使用的条件下,当征得需方同意,供方可以对压铸件进行浸渗和修补(如焊补,变形校整等)处理.4质量保证4.1当供需双方合同或协议中有规定时,供方对合同中规定的所有试验或检验负责.合同或协议中无规定时,经需方同意,供方可以用自已适宜的手段执行本标准所规定的试验和要求,需方有权对标准中的任何试验和检验项目进行检验,其质量保证标准应根据供需双方之间的协议而定.4.2根据压铸生产特点,规定一个检验批量是指每台压铸设备在正常操作情况下一个班次的生产量,设备,化学成分,铸型和操作连续性的任何重大变化都应被认为是新是一个批量开始.供方对每批压铸件都要随机或统计地抽样检验,确定是否符合全部技术要求和合同或铸件图样的规定要求,检验结果应予以记录.5试验方法及检验规则5.1化学成分5.1.1合金化学成分的检验方法,检验规则和复检应符合GB/T15115的规定.5.1.2化学成分的试样也可取自压铸件,但必须符合GB/T15115的规定5.2力学性能5.2.1力学性能的检验方法,检验频率和检验规则就符合GB/T15115的规定.5.2.2采用压铸件本体为试样时,切取部位尺寸,测试形式由供需双方商定.5.3压铸件几何尺寸的检验可按检验批量抽验或按GB2828,GB2829的规定进行,抽检结果必须符合标准3.3的规定.5.4压铸件表面质量就逐检查,检查结果应符合本标准3.5的规定.5.5压铸件表面粗糙度按GB6060.1的规定执行.5.6压铸件需抛光加工的表面按GB6060.4的规定执行,5.7压铸件需喷丸,喷砂加工的表面按GB6060.5的规定执行.5.8压铸件内部质量的试验方法检验规则由供需双方商定,可以包括:X射线照片,无损探伤,耐压试验,金相图片和压铸件剖面等,其检难结果应符合3.6的规定.5.9经浸渗和修补处理后的压铸件应做相应的质量检验.6压铸件的交付,包装,运输与储存6.1当在合同或协议中有要求时,供方应提供需方一份检验证明,用来说明每批压铸件的取样,试验和检验符合标准的规定.6.2合格压铸件交付时,必须有附有检验合格证,其上应写明下列内容:产品名称,产品号,合金牌号,数量,交付状态,制造厂名,检验合格印记和交付时间.有特殊检验项目者,应在检验员合格证上注明检验的条件和结果.6.3压铸件的包装,运输与储存,由供需双方商定.。
铝合金高压铸造介绍
压铸模具和方案
三、产品开发—分型方案
2、产品滑块方案
Slide 2
Slide 1
Slide 3
Slide 4
Slide 5
Slide 7
Slide 6 模具共有7个滑块
22
压铸模具和方案
三、产品开发—顶出方案
1、产品顶针位置
EP Φ8 (Φ10台座)(×7)
23
压铸模具和方案
三、产品开发—刻字方案
成品率 充填率 充填时间(理论计算) 充填时间(经验值计算) 高速速度 高速区间+10mm 浇口截面积 冲头浇口截面积比
1578g 1509g 550g 3637g
43% 38.9%(20%-48%)
0.076s
0.06s(选用) 2.3m/s 146.6mm 470.7mm2
13.5 :1
高速速度 2.0m/s 2.5m/s 3.0m/s 3.5m/s 浇口速度 27m/s 33.75m/s 40.5m/s 47.25m/s
三、产品开发—产品铸造难点
②产品表面气孔要求
A区域
C区域
B区域
如图所示,产品A 区域表面气孔要求 为0.8mm,较为严 格,浇口排布是应 考虑此部位优先充 填
具体表面气孔标准客户另行提 供,双方将再次进行技术检讨
14
压铸模具和方案
三、产品开发—产品铸造难点 ③产品变型情况
素材图尺寸 要求
此部位 尺寸要求
5・限位柱固定 板
10
压铸模具和方案
二、产品介绍
汤饼
分流子 (湯道)
产品部
真空浇道
浇道部
推出顶针痕
盗肉
浇口 浇口
真空浇道头
铝和铝合金知识,国内外牌号对照表
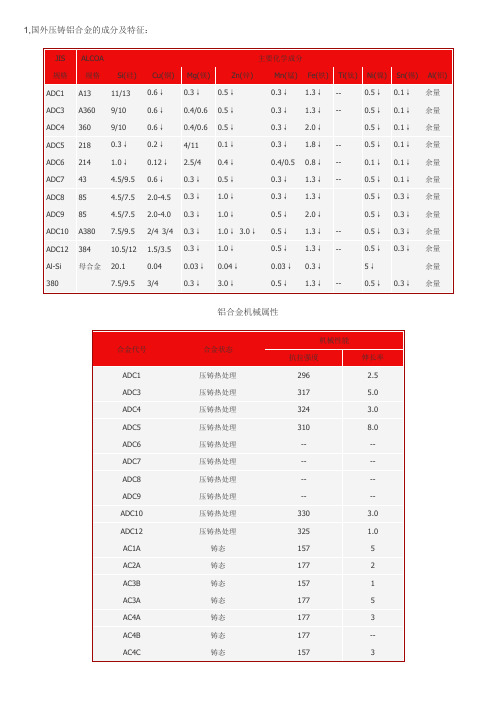
1,国外压铸铝合金的成分及特征:JIS ALCOA 主要化学成分规格规格Si(硅) Cu(铜) Mg(镁) Zn(锌) Mn(锰) Fe(铁) Ti(钛) Ni(镍) Sn(锡) Al(铝) ADC1 A13 11/13 0.6↓0.3↓0.5↓0.3↓ 1.3↓-- 0.5↓0.1↓余量ADC3 A360 9/10 0.6↓0.4/0.6 0.5↓0.3↓ 1.3↓-- 0.5↓0.1↓余量ADC4 360 9/10 0.6↓0.4/0.6 0.5↓0.3↓ 2.0↓0.5↓0.1↓余量ADC5 218 0.3↓0.2↓4/11 0.1↓0.3↓ 1.8↓-- 0.5↓0.1↓余量ADC6 214 1.0↓0.12↓ 2.5/4 0.4↓0.4/0.5 0.8↓-- 0.1↓0.1↓余量ADC7 43 4.5/9.5 0.6↓0.3↓0.5↓0.3↓ 1.3↓-- 0.5↓0.1↓余量ADC8 85 4.5/7.5 2.0-4.5 0.3↓ 1.0↓0.3↓ 1.3↓0.5↓0.3↓余量ADC9 85 4.5/7.5 2.0-4.0 0.3↓ 1.0↓0.5↓ 2.0↓0.5↓0.3↓余量ADC10 A380 7.5/9.5 2/4 3/4 0.3↓ 1.0↓3.0↓0.5↓ 1.3↓-- 0.5↓0.3↓余量ADC12 384 10.5/12 1.5/3.5 0.3↓ 1.0↓0.5↓ 1.3↓-- 0.5↓0.3↓余量Al-Si 母合金20.1 0.04 0.03↓0.04↓0.03↓0.3↓5↓余量380 7.5/9.5 3/4 0.3↓ 3.0↓0.5↓ 1.3↓-- 0.5↓0.3↓余量铝合金机械属性机械性能合金代号合金状态抗拉强度伸长率ADC1 压铸热处理296 2.5ADC3 压铸热处理317 5.0ADC4 压铸热处理324 3.0ADC5 压铸热处理310 8.0ADC6 压铸热处理-- --ADC7 压铸热处理-- --ADC8 压铸热处理-- --ADC9 压铸热处理-- --ADC10 压铸热处理330 3.0ADC12 压铸热处理325 1.0AC1A 铸态157 5AC2A 铸态177 2AC3B 铸态157 1AC3A 铸态177 5AC4A 铸态177 3AC4B 铸态177 --AC4D 铸态-- --AC5A 铸态216 --AC7A 铸态216 12AC7B 铸态-- --AC8A 铸态177 --AC8B 铸态177 --AC8C 铸态1771.2铝合金:1.2.1比重:铝合金用于压铸工业的主要原因是——轻。
铝合金的分类及牌号介绍

一、铝及铝合金的基本性质纯铝呈银白色,因其在潮湿的空气中能形成一层防止金属腐蚀的氧化膜,能阻止其进一步氧化从而具有一定抗蚀性。
铝相对密度2.7g/cm3,熔点660℃,沸点2327℃;面心立方体结构,故而有很高的塑性,易于加工,可制作成各种型材、板材。
但纯铝强度比较低,难以满足使用要求。
工业上铝都是采用电解法生产的,通常会以铝为基体,加入少量金属或非金属元素,采用合金化方式制作成铝合金并运用热处理等方法,使其在保持质轻等优点的同时还具有较高的强度。
铝及其合金主要有以下优点:(1)质轻,约为钢的1/3,比强度和比刚度高;(2)塑性好,易于加工及适用于各种表面处理:(3)导热、导电性好,导热、导电率仅次于铜,约为钢铁的3~4倍;(4)良好的耐腐蚀性和低温性能。
二、铝合金分类(1)铝按其纯度分为高纯铝和工业纯铝。
纯铝的牌号用“铝”字拼音首字母“L”和其后面的编号表示。
高纯铝的牌号有L01、L02、L03、L04、L05,后面的数字越大,纯度越高,含铝量在99.85%-99.99%之间。
工业纯铝的牌号有L1、L2、L3、L4、L4-1、L5、L5-1、L6,后面的数字表示纯度,数字越大,纯度越低。
(2)铝合金一般通过其成分、组织和工艺等特点,可以将其分为铸造铝合金与变形铝合金两大类。
变形铝合金:将铝合金铸锭通过压力加工(轧制、挤压、模锻等)制成半成品或模锻件,要求有良好的塑性形变能力铸造铝合金:将熔融的铝合金直接浇铸成形状复杂的甚至是薄壁的成型件,要求合金有良好的铸造流动性。
工程上常用铝合金相图大都与上图类似,D点成分以左的合金在加热至高温时能形成单相固溶体组织,其塑性较高成为变形铝合金;于D点成分以右的合金,因含有共晶组织,液态流动性较高适用于铸造,称为铸造铝合金。
对于变形铝合金而言位于F点以左成分的合金不能进行热处理强化,称为热处理不可强化的铝合金;成分在F和D之间的铝合金,由于合金元素在铝中有溶解度的变化会析出第二相,可以通过热处理使合金强度提高,称为热处理强化铝合金。
铝合金化学成分表
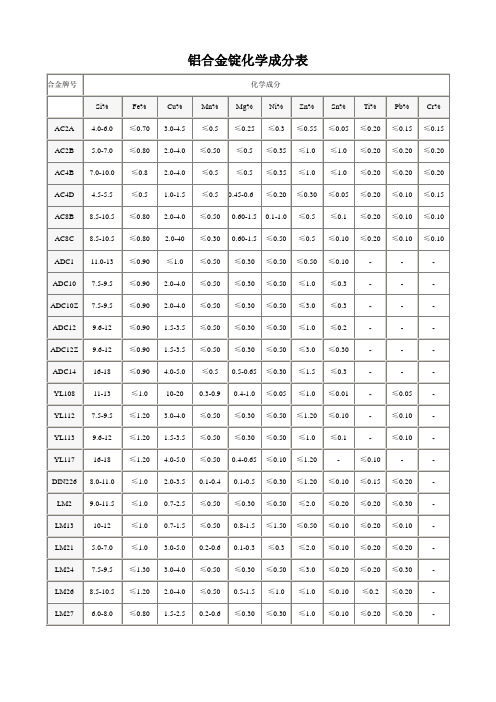
铝合金锭化学成分表
压铸用铝合金之成分
压铸铝合金之机械性能
压铸铝合金之特性及用途
压铸铝合金之机械性能
压铸铝合金之特性及用途
国标ADC12铝锭铜1.5-3.5% 硅9.5-12% 镁0.3%以下锌1.0%以下铁1.0%以下
锰0.5%以下余量铝
国标ADC10铝锭铜2.0-4.0% 硅7.5-9.5% 镁0.3%以下锌1.0%以下铁1.0%以下锰0.5以下余量铝国标ADC6铝锭铜0.1% Max 、硅1.0% Max、镁2.6-4.0 %、锌0.4 %Max 、铁0.8 %Max、锰0.4-0.6 、镍0.1 %Max 余量铝
国标YLD102铝锭铜0.3%Max 、硅10.0-13.0% 、镁0.25%Max、锌0.1 %Max 、铁0.9%Max、锰0.4%Max 、铬0.1 %Max 余量铝
国标A356.1铝锭铜0.25%Max 、硅6.5-7.5% 、镁0.25-0.45%、锌0.35 %Max 、铁0.5%Max、锰0.35%Max 、钛0.25 %Max 余量铝
国标A380铝锭铜3.0-4.0%、硅7.5-9.5% 、镁0.0.30%、锌2.0-3.0%、铁1.0%Max、锰0.50%Max 、锡0.20 %Max 余量铝可按客户提供金属元素,生产不同牌号的铝合金锭
铝合金机械性能
铸造用铝合金之成份及特性
压铸用铝合金之成份及特性
铸造铝合金的代号和化学成分(GB8733-88)
二.日本工业标准 JIS H5302:2000
日本压铸铝合金化学成分表
日本压铸铝合金机械性能表。
国内压铸铝合金牌号标准【大全】

国内压铸铝合金牌号标准内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.1. 铝合金GB/T 15115-94压铸铝合金的化学成分和力学性能表2. 铝合金压铸件GB/T 15114-941.主题内容与适用范围本标准规定了铝合金压铸件的技术要求,质量保证,试验方法及检验规则和交货条件等. 本标准适用于铝合金压铸件.2.引用标准GB1182 形状和位置公差代号及其标准GB2828 逐批检查计数抽样程序及抽样表(适用于连续的检查)GB2829 周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)GB6060.1 表面粗糙度比较样块铸造表面GB6060.4 表面粗糙度比较样块抛光加工表面GB6060.5 表面粗糙度比较样块抛(喷)丸,喷砂加工表面GB6414 铸件尺寸公差GB/T11350 铸件机械加工余量GB/T15115 压铸铝合金3.技术要求3.1化学成分合金的化学成分应符合GB/T15115的规定.3.2力学性能3.2.1当采用压铸试样检验时,其力学性能应符合GB/T15115的规定3.2.2当采用压铸件本体试验时,其指定部位切取度样的力学性能不得低于单铸试样的75%,若有特殊要求,可由供需双方商定.3.3压铸件尺寸3.3.1压铸件的几何形状和尺寸应符合铸件图样的规定3.3.2压铸件尺寸公差应按GB6414的规定执行,有特殊规定和要求时,须在图样上注明.3.3.3压铸件有形位公差要求时,其标注方法按GB1182的规定.3.3.4压铸件的尺寸公差不包括铸造斜度,其不加工表面:包容面以小端为基准,有特殊规定和要求时,须在图样上注明.3.4压铸件需要机械加工时,其加工余量按GB/T11350的规定执行.若有特殊规定和要求时,其加工作量须在图样上注明.3.5表面质量3.5.1铸件表面粗糙度应符合GB6060.1的规定3.5.2铸件不允许有裂纹,欠铸,疏松,气泡和任何穿透性缺陷.3.5.3铸件不允许有擦伤,凹陷,缺肉和网状毛刺等腰三角形缺陷,但其缺陷的程度和数量应该与供需双方同意的标准相一致.3.5.4铸件的浇口,飞边,溢流口,隔皮,顶杆痕迹等腰三角形应清理干净,但允许留有痕迹.3.5.5若图样无特别规定,有关压铸工艺部分的设置,如顶杆位置,分型线的位置,浇口和溢流口的位置等由生产厂自行规定;否则图样上应注明或由供需双方商定.3.5.6压铸件需要特殊加工的表面,如抛光,喷丸,镀铬,涂覆,阳极氧化,化学氧化等须在图样上注明或由供需双方商定.3.6内部质量3.6.1压铸件若能满足其使用要求,则压铸件本质缺陷不作为报废的依据.3.6.2对压铸件的气压密封性,液压密封性,热处理,高温涂覆,内部缺陷(气孔,疏孔,冷隔,夹杂)及本标准未列项目有要求时,可由供需双方商定.3.6.3在不影响压铸件使用的条件下,当征得需方同意,供方可以对压铸件进行浸渗和修补(如焊补,变形校整等)处理.4质量保证4.1当供需双方合同或协议中有规定时,供方对合同中规定的所有试验或检验负责.合同或协议中无规定时,经需方同意,供方可以用自已适宜的手段执行本标准所规定的试验和要求,需方有权对标准中的任何试验和检验项目进行检验,其质量保证标准应根据供需双方之间的协议而定.4.2根据压铸生产特点,规定一个检验批量是指每台压铸设备在正常操作情况下一个班次的生产量,设备,化学成分,铸型和操作连续性的任何重大变化都应被认为是新是一个批量开始.供方对每批压铸件都要随机或统计地抽样检验,确定是否符合全部技术要求和合同或铸件图样的规定要求,检验结果应予以记录.5试验方法及检验规则5.1化学成分5.1.1合金化学成分的检验方法,检验规则和复检应符合GB/T15115的规定.5.1.2化学成分的试样也可取自压铸件,但必须符合GB/T15115的规定5.2力学性能5.2.1力学性能的检验方法,检验频率和检验规则就符合GB/T15115的规定.5.2.2采用压铸件本体为试样时,切取部位尺寸,测试形式由供需双方商定.5.3压铸件几何尺寸的检验可按检验批量抽验或按GB2828,GB2829的规定进行,抽检结果必须符合标准3.3的规定.5.4压铸件表面质量就逐检查,检查结果应符合本标准3.5的规定.5.5压铸件表面粗糙度按GB6060.1的规定执行.5.6压铸件需抛光加工的表面按GB6060.4的规定执行,5.7压铸件需喷丸,喷砂加工的表面按GB6060.5的规定执行.5.8压铸件内部质量的试验方法检验规则由供需双方商定,可以包括:X射线照片,无损探伤,耐压试验,金相图片和压铸件剖面等,其检难结果应符合3.6的规定.5.9经浸渗和修补处理后的压铸件应做相应的质量检验.6压铸件的交付,包装,运输与储存6.1当在合同或协议中有要求时,供方应提供需方一份检验证明,用来说明每批压铸件的取样,试验和检验符合标准的规定.6.2合格压铸件交付时,必须有附有检验合格证,其上应写明下列内容:产品名称,产品号,合金牌号,数量,交付状态,制造厂名,检验合格印记和交付时间.有特殊检验项目者,应在检验员合格证上注明检验的条件和结果.6.3压铸件的包装,运输与储存,由供需双方商定.内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.[文档可能无法思考全面,请浏览后下载,另外祝您生活愉快,工作顺利,万事如意!]。
汽车车轮用铸造铝合金-最新国标

汽车车轮用铸造铝合金1 范围本文件规定了汽车车轮用铸造铝合金的牌号与代号、技术要求、试验方法、检测规则、标志、包装、运输和贮存。
本文件适用于金属型铸造的汽车车轮用铸造铝合金的生产与检验。
2 规范性引用文件下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。
其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 228.1 金属材料拉伸试验第1部分:室温试验方法GB/T 231.1 金属材料布氏硬度试验第1部分: 试验方法GB/T 1173 铸造铝合金GB/T 3246.2 变形铝及铝合金制品组织检验方法第2部分:低倍组织检验方法GB/T 7999 铝及铝合金光电直读发射光谱分析方法GB/T 8063 铸造有色金属及其合金牌号表示方法GB/T 8170 数值修约规则与极限数值的表示和判定GB/T 20975.3 铝及铝合金化学分析方法第3部分:铜含量的测定GB/T 20975.4 铝及铝合金化学分析方法第4部分:铁含量的测定邻二氮杂菲分光光度法GB/T 20975.7 铝及铝合金化学分析方法第7部分:锰含量的测定高碘酸钾分光光度法GB/T 20975.8 铝及铝合金化学分析方法第8部分:锌含量的测定GB/T 20975.10 铝及铝合金化学分析方法第10部分:锡含量的测定GB/T 20975.11 铝及铝合金化学分析方法第11部分:铅含量的测定火焰原子吸收光谱法GB/T 20975.14 铝及铝合金化学分析方法第13部分:镍含量的测定GB/T 20975.18 铝及铝合金化学分析方法第18部分:铬含量的测定GB/T 20975.21 铝及铝合金化学分析方法第21部分:钙含量的测定GB/T 20975.31 铝及铝合金化学分析方法第31部分:磷含量的测定钼蓝分光光度法GB/T 30512 汽车禁用物质要求JB/T 7946.3 铸造铝合金金相第3部分:铸造铝合金针孔3 术语和定义本文件没有需要界定的术语和定义。
美国铸造铝合金的牌号的表示方法

12.美国铸造铝合金的牌号的表示方法?
美国的铸造纯铝及铝合金牌号及化学成分表示方法主要有两种,即“AA’’和“UNS”表示方法。
根据美国铝业协会(AA)规定,铸造铝合金用三位数字加~位小数表示,即×××-o、×××.1或×××.2。
牌号的第一位是“1”表示铸造纯铝,第一位是“2"、“3”、“4一、“5"、“7’’、“8”表示铸造铝合金。
美国铝业协会的分类法如下。
1××.×:控制非合金化的成分。
2××.×:含铜且铜作为主要台金化元素的铸造铝合金。
3××.×:含镁或(和)铜的铝硅合金。
4××.×:二元铝硅合金。
5×X.×:含镁,且镁作为主要合金化元素的铸造铝合金,通常还含有铜、硅、铬、锰等元素。
6××,×:目前尚未使用。
7××。
×:含锌,且锌作为主要合金化元素的铸造铝合金。
8××,×:含锡,且锡作为主要合金化元素的铸造铝合金。
9××,×:目前尚未使用。
UNS数字系统用A加五位数字表示铸造纯铝及铝合金。
美国“AA"和“UNS"的铸造纯铝及铝合金的化学成分可参阅有关参考文献。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铸造铝合金牌号及成分
科技名词定义
中文名称:铸造铝合金
英文名称:cast aluminium alloy
定义1:适于熔融状态下充填铸型获得一定形状和尺寸铸件毛坯的铝合金。
应用学科:航空科技(一级学科);航空材料(二级学科)
定义2:以铝为基的铸造合金。
应用学科:机械工程(一级学科);铸造(二级学科);铸造合金(三级学科)
以上内容由全国科学技术名词审定委员会审定公布
铸造铝合金cast aluminium alloy 可用金属铸造成形工艺直接获得零件的铝合金,铝合金铸件该类合金的合金元素含量一般多于相应的变形铝合金的含量。
据主要合金元素差异有四类铸造铝合金。
(1)铝硅系合金,也叫“硅铝明”或“矽铝明”。
有良好铸造性能和耐磨性能,热胀系数小,在铸造铝合金中品种最多,用量最大的合金,含硅量在10%~25%。
有时添加0.2%~0.6%镁的硅铝合金,广泛用于结构件,如壳体、缸体、箱体和框架等。
有时添加适量的铜和镁,能提高合金的力学性能和耐热性。
此类合金广泛用于制造活塞等部件。
(2)铝铜合金,含铜4.5%~5.3%合金强化效果最佳,适当加入锰和钛能显著提高室温、高温强度和铸造性能。
主要用于制作承受大的动、静载荷和形状不复杂的砂型铸件。
(3)铝镁合金,密度最小(2.55g/cm3),强度最高(355MPa左右)的铸造铝合金,含镁12%,强化效果最佳。
合金在大气和海水中的抗腐蚀性能好,室温下有良好的综合力学性能和可切削性,可用于作雷达底座、飞机的发动机机匣、螺旋桨、起落架等零件,也可作装饰材料。
(4)铝锌系合金,为改善性能常加入硅、镁元素,常称为“锌硅铝明”。
在铸造条件下,该合金有淬火作用,即“自行淬火”。
不经热处理就可使用,以变质热处理后,铸件有较高的强度。
经稳定化处理后,尺寸稳定,常用于制作模型、型板及设备支架等。
铸造铝合金具有与变形铝合金相同的合金体系,具有与变形铝合金相同的强化机理﹙除应变强化外﹚,他们主要的差别在于:铸造铝合金中合金化元素硅的最大含量超过多数变形铝合金中的硅含量。
铸造铝合金除含有强化元素之外,还必须含有足够量的共晶型元素﹙通常是硅﹚,以使合金有相当的流动性,易与填充铸造时铸件的收缩缝。
目前基本的合金只有以下6类;
① AI-Cu合金, ② AI-Cu-Si合金③ AI-Si合金,④ AI-Mg合金,⑤AI-Zn-Mg合金,⑥ AI-Sn合金。
铸造铝合金的牌号及成分
合金牌号合金代号主要元素(质量分数)(%)
Si Cu Mg Zn Mn Ti
ZAlSi7M
ZL101 6.5~7.5 0.25~0.45 余量g
ZAlSi7M
ZL101A 6.5~7.5 0.25~0.45 0.08~0.20 余量gA
10.0~
ZAlSi12 ZL102
余量
13.0
ZAlSi9M
g ZL104
8.0~
10.5
0.17~0.35 0.2~0.5 余量
ZAlSi5C
u1Mg ZL105 4.5~5.5
1.0~
1.5
0.4~0.6 余量
ZAlSi5C
u1MgA ZL105A 4.5~5.5
1.0~
1.5
0.4~0.55 余量
ZAlSi8C
u1Mg ZL106 7.5~8.5
1.0~
1.5
0.3~0.5 0.3~0.5 0.10~0.25 余量
ZAlSi7C
u4 ZL107 6.5~7.5
3.5~
4.5
余量
ZAlSi12
Cu2Mg1 ZL108
11.0~
13.0
1.0~
2.0
0.4~1.0 0.3~0.9 余量
ZAlSi12
Cu1Mg1 Ni1 ZL109
11.0~
13.0
0.5~
1.5
0.8~1.3
Ni0.8~
1.5
余量
ZAlSi5C
u6Mg ZL110 4.0~6.0
5.0~
8.0
0.2~0.5 余量
ZAlSi9C
u2Mg ZL111
8.0~
10.0
1.3~
1.8
0.4~0.6
0.10~
0.35
0.10~0.35 余量
ZAlSi7M
g1A ZL114A 6.5~7.5 0.45~0.60 0.10~0.20
Be0.04
~0.07
余量
ZAlSi5Z
n1Mg ZL115 4.8~6.2 0.4~0.65 1.2~1.8
Sb0.1~
0.25
余量
ZAlSi8M
gBe ZL116 6.5~8.5 0.35~0.55 0.10~0.30
Be0.15
~0.40
余量
ZAlCu5
Mn ZL201
4.5~
5.3
0.6~1.0 0.15~0.35 余量
ZAlCu5
MnA ZL201A
4.8~
5.3
0.6~1.0 0.15~0.35 余量
ZAlCu4 ZL203
4.0~
5.0
余量ZAlCu5
MnCdA ZL204A
4.6~
5.3
0.6~0.9 0.15~0.35
Cd0.15
~0.25
余量
ZAlCu5
MnCdVA ZL205A
4.6~
5.3
0.3~0.5 0.15~0.35
Cd0.15
~0.25
V0.05~
0.3
Zr0.05
~0.2
B0.005
~0.06
余量
ZAlRE5
Cu3Si2 ZL207 1.6~2.0
3.0~
3.4
0.15~0.25 0.9~1.2
Ni0.2~
0.3
Zr0.15
余量
~0.25
RE4.4
~5.0
ZAlMg10 ZL301 9.5~11.0 余量ZAlMg5
Si1
ZL303 0.8~1.3 4.5~5.5 0.1~0.4 余量ZAlMg8Z
n1 ZL305 7.5~9.0 1.0~1.5 0.1~0.2
Be0.03
~0.1
余量
ZAlZn11
Si7 ZL401 6.0~8.0 0.1~0.3
9.0~
13.0
余量
ZAlZn6M
g ZL402 0.5~0.65 5.0~6.5 0.15~0.25
Cr0.4~
0.6
余量。