tps系统概述
TPS精益生产从入门到精通

TPS精益生产从入门到精通TPS(Toyota Production System)是一种由丰田汽车公司所发展的生产管理体系,也被称为精益生产。
它的核心理念是通过最大限度地减少浪费来提高效率和质量。
TPS的原则之一是追求连续流动。
这意味着在制造产品时要避免生产过程中的停滞和等待。
通过优化流程和减少库存,可以实现连续流动,从而减少了不必要的等待时间和物料浪费。
另一个重要的原则是及时制造。
这意味着只在顾客需求到来时才进行生产,尽量避免过度生产和库存积压。
这可以通过提高供应链的灵活性和可视化生产过程来实现。
TPS还强调标准化工作方法和持续改进。
通过制定和遵守标准工作程序,可以提高工作效率和一致性。
同时,TPS鼓励员工参与到持续改进的过程中,通过找出问题并提出解决方案来不断优化生产流程。
为了实现这些原则,TPS使用了多种工具和技术。
以下是一些常见的工具和技术:1. 价值流图:用于识别整个生产过程中的价值流和非价值流,并帮助找出改进的机会。
2. Kaizen活动:通过小规模的改进项目来不断优化生产过程。
这些改进可以是改善工作环境、减少浪费、提高质量等。
3. Jidoka:该概念旨在将质量问题早期发现,并在生产过程中停下来解决问题,确保不良品不会进入下一个环节。
4. 5S整理法:通过整理、整顿、清扫、清洁和纪律来改进工作环境和工作效率。
精通TPS需要时间和实践。
开始学习TPS的第一步是了解其核心原则和基本概念。
接下来,可以尝试应用一些常见的工具和技术来改善生产过程。
通过不断地实践和反思,可以进一步深化对TPS的理解和应用。
总结起来,TPS(精益生产)是一种通过减少浪费、追求连续流动、及时制造和持续改进来提高效率和质量的生产管理体系。
通过学习和应用TPS的原则和工具,可以逐步提升对TPS的理解和应用能力。
实践了很多年,丰田生产系统(Toyota Production System, TPS)已经成为许多企业追求精益生产的范本。
PKS简单介绍

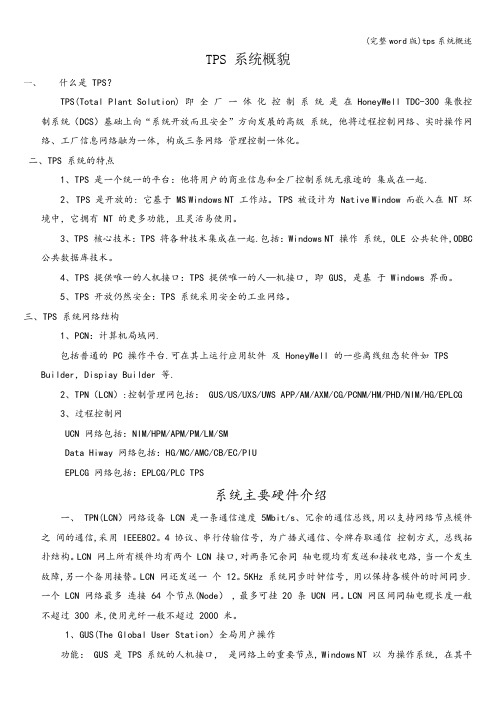
3.2 TPS系统概述TPS(Total Plant Solution) 是Honeywell 公司研制的一种集散控制系统,它的前身是TDC-3000。
3.2.1 TPS系统构成如图3.2所示。
TPS 系统与Honeywell 公司先前的TDC-2000、TDC-3000完全兼容。
HM-历史模件;NIM-网络接口模件;UCN-万能控制网络;HPM-高性能过程管理站;FSC-故障安全控制器;LM-逻辑管理站;VG-多种网关;APP-应用处理平台;PHD-过程历史数据库;GUS-全局用户操作站;TPB-全厂一体化批量控制器;A x M-带X- Windows应用模件;TPN-TPS过程控制网络;EW-工程师工作站;HB-国际/国内网络浏览器;UD-性能集成平台;PCN-工厂控制网络1、工厂信息网络工厂信息网络(Plant Information Network,PIN)通过GUS、PHD、APP 等节点与TPS 过程控制网络(TPN)直接相连,实现信息管理系统与过程控制系统的集成。
操作级TPN有限度的开放以保证系统的安全,而控制级UCN网络仅对与控制有关的模件开放,极大限度的满足了工厂对于安全控制的要求。
2、TPS过程控制网络及其模件(3)网络接口模件(NIM) 网络接口模件(Network Interface Module,NIM) 是TPN 和UCN 之间的接口, 它提供了TPN 与UCN 的通信技术及协议间的相互转换,也可将NIM 设备的报警信息传送到TPN 上,每个NIM 允许组态8000个数据点。
3、万能控制网络及其模件3.2.2 TPS系统的特点1、真正实现了系统的开放2、人机接口功能更加完善3、数据采集和控制的范围广泛4、系统总体实现数字化5、工厂综合管理控制一体化6、系统安全可靠、维护方便7.系统的兼容性好3.2.3PKS系统简介过程知识系统(Process Knowlegy Solution,Experion PKS)系统特点:集成了Honeywell 公司的资产和异常状态管理、操作员效率解决方案、设备健康管理和回路管理等过程知识解决方案,帮助操作员提高操作水平,提前发现设备隐患,避免异常状态的发生,确保生产安全。
TPS基础 系统概述

File # 3 Pinned 2
File # 4 Pinned 3
File # 8 Pinned 7
TPS系统工程师组态课程 -系统概述
TPS系统概述 • TPS含义
Total Plant Solution: 全厂一体化解决方案
• TPS系统的发展历史
TDC2000(1975)-TDC3000-TPS(1996)
•
TPS系统的特点
① ② ③ ④ 开放:顺应市场对开放性的要求(WIN 2000 ) 兼容:顺应市场对信息管理和过程管理集成的要求 友好:更友好的操作和组态界面 经济:较低的硬件维护成本(PC机作为操作站)
LCN网络及节点硬件介绍 • EPLCG(Enhanced PLC Gateway,增强型 PLC接口模件)
– 实现TPS系统与PLC的数据通讯 – 支持实时、双向通讯 – 硬件包括:
• K4LCN板 • EPLCI板
LCN网络及节点硬件介绍 • LCN节点地址设定
– 通过K4LCN板上的插针或开关设定 – 地址必须唯一 – 拔出有效 – 有效位必须是奇数
• • • • • K4LCN板 SPC板 硬盘 LCN I/O板 SPC I/O板
LCN网络及节点硬件介绍
LCN网络及节点硬件介绍
LCN网络及节点硬件介绍 • AM(Application Module,应用模件)
– 实现复杂控制 – 自定义算法和控制策略 – 硬件包括:
• K4LCN板
LCN网络及节点硬件介绍
– 卡笼箱的地址在背板上设置
• 从0开始依次设置 • 软件地址=硬件地址+1
UCN网络及节点硬件介绍
UCN address jumpers File number jumpers
TPS瞬间保护系统产品介绍

有证可查,实现事后追踪
• 全程日志记录
– 审计日志作为重要的安全手段之一,一方面需要记录用户对受保护文件 以及内容的所有操作,以供事后的审计和查证。 – 同时为预防可能的敏感信息窃取或有意无意的泄露行为提供支持,系统 提供完整的日志数据功能。 – 系统日志查询方便化,例如查询指定的时间段对某个指定被保护文档集 合的所有操作或指定操作,如重命名、访问、修改、删除、打印等,以 及操作的人员操作日志,打印操作,解密审批日志等。 – 日志永久保留,确保有证可查。
瞬间数据安全保护方案介绍
三、瞬间保护系统定制功能
1. USBkey绑定密钥 2. 服务器容灾备份 3. 外协单位
瞬间保护系统常见策略一览表
常见策略类型 软件名称及版本号
二维模块
ห้องสมุดไป่ตู้
所有 AutoCAD R14 – AutoCAD 2012系列中英文版本,标准,扩展格式文件; 开目CAD、天喻InteCAD、清华英泰MDS、中望CAD、Picad、清华天河CAD、凯思CAD 、机械工程师; CAXA电子图版; 其它基于AutoCAD内核二次开发的CAD软件 Inventor、Solidworks、Solidedge、Pro/E、UG、I-DEAS、CATIA、CIMATRON、 ANSYS、Moldflow、、MasterCAM、3DMAX、SketchUp等 Office 2000-2010 、WPS、PDF、记事本、写字板等 Protel、PADS、Quartus、ARM、Fastcam、MPLAB、matlab等 各种服装行业、建筑行业、园林行业、电气行业的CAD系统 其它可根据客户的要求定制 ACDSEE、Photoshop、CorelDRAW、Illustrator、3DSMAX等 VB、VC、VS、VSS、Delphi、My Eclipse、PHP、ASP、Keil、Dreamweaver等 允许或禁止截屏软件 特殊功能可以根据客户的要求定制 OA、ERP、PDM、CRM、财务系统策略的定制 外设的控制(USB、光驱、打印机等)
TPS定义

一工厂TPS及现场改善汇报TPS是主要目的是消除运营中所有的muri,mura,muda(过载、不均衡、浪费)。
这是一种让每位员工参与进来,通过采用PDCA(计划、执行、检查、纠正)的方法解决问题,改善质量、成本、交货期、安全和员工士气。
TPS-丰田生产系统又称为TOYOTA Way ,其被人广泛采用的叫法为JIT生产系统。
经过美国国际汽车计划研究协会研究发展后,发展为Lean Production system(精益生产系统)。
TPS强调8个零管理:零缺陷、零库存、零交货期、零故障、零(无)纸文件、零事故、零废料、零人力资源浪费丰田生产系统由下列要素组成:两大支柱:准时化和自动化地基平顺化(Heijunka)标准作业(Standard Work)改善(Kaizen)工具屋5S目视管理看板(Kanban)一分种换模法(SMED,快速换产)全员生产维护(TPM)生产准备流程(3P)建议系统(Suggestion System)采用房屋结构解释丰田生产系统的原因在于,房顶、柱子和地基代表一种类似该系统的稳定结构。
丰田生产系统(TPS)是精益企业的运营蓝图大多数成功实施精益的组织都采用丰田生产系统作为他们的运营蓝图。
他们学习并理解该系统,重新命名使其结合自身情况为其所用,同时尽可能采用纯粹的丰田方式。
只按照顾客所需的产品、所需的时间和正确的数量制造最少的库存机器作业从人工作业中分开,并充分利用两者在流程中内置品质,在源头防止缺陷发生降低交货期时间,使其能进行快速、灵活的生产排程有效地进行多品质、小批量地生产丰田生产系统屋显示了通过消除浪费持续改善达到世界级的生产系统。
左边支柱及时制生产(JIT) -节拍时间-流动-下游拉动)消除生产中的7种浪费。
使生产和信息平滑流动,最小化库存和空间。
右面支柱品质内置Jidoka (自动化)在流程中内建品质,使用智能自动化分离人工和机器作业。
实施低成本的自动化、防错法、设备更新和可靠性改进。
系统吞吐量(TPS)用户并发量性能测试概念和公式

近期在做项目的性能测试和性能优化,先了解与性能相关的一些概念。
一.系统吞度量要素:一个系统的吞度量(承压能力)与request对CPU的消耗、外部接口、IO等等紧密关联。
单个reqeust对CPU消耗越高,外部系统接口、IO影响速度越慢,系统吞吐能力越低,反之越高。
系统吞吐量几个重要参数:QPS(TPS)、并发数、响应时间QPS(TPS):每秒钟request/事务数量并发数:系统同时处理的request/事务数响应时间:一般取平均响应时间(很多人经常会把并发数和TPS理解混淆)理解了上面三个要素的意义之后,就能推算出它们之间的关系:QPS(TPS)=并发数/平均响应时间一个系统吞吐量通常由QPS(TPS)、并发数两个因素决定,每套系统这两个值都有一个相对极限值,在应用场景访问压力下,只要某一项达到系统最高值,系统的吞吐量就上不去了,如果压力继续增大,系统的吞吐量反而会下降,原因是系统超负荷工作,上下文切换、内存等等其它消耗导致系统性能下降。
决定系统响应时间要素我们做项目要排计划,可以多人同时并发做多项任务,也可以一个人或者多个人串行工作,始终会有一条关键路径,这条路径就是项目的工期。
系统一次调用的响应时间跟项目计划一样,也有一条关键路径,这个关键路径是就是系统影响时间;关键路径是有CPU运算、IO、外部系统响应等等组成。
二.系统吞吐量评估:我们在做系统设计的时候就需要考虑CPU运算、IO、外部系统响应因素造成的影响以及对系统性能的初步预估。
而通常境况下,我们面对需求,我们评估出来的出来QPS、并发数之外,还有另外一个维度:日PV。
通过观察系统的访问日志发现,在用户量很大的情况下,各个时间周期内的同一时间段的访问流量几乎一样。
比如工作日的每天早上。
只要能拿到日流量图和QPS我们就可以推算日流量。
通常的技术方法:1.找出系统的最高TPS和日PV,这两个要素有相对比较稳定的关系(除了放假、季节性因素影响之外)2.通过压力测试或者经验预估,得出最高TPS,然后跟进1的关系,计算出系统最高的日吞吐量。
(完整word版)tps系统概述
TPS 系统概貌一、什么是 TPS?TPS(Total Plant Solution) 即全厂一体化控制系统是在 HoneyWell TDC-300 集散控制系统(DCS)基础上向“系统开放而且安全”方向发展的高级系统,他将过程控制网络、实时操作网络、工厂信息网络融为一体,构成三条网络管理控制一体化。
二、TPS 系统的特点1、TPS 是一个统一的平台:他将用户的商业信息和全厂控制系统无痕迹的集成在一起.2、 TPS 是开放的: 它基于 MS Windows NT 工作站。
TPS 被设计为 Native Window 而嵌入在 NT 环境中,它拥有 NT 的更多功能,且灵活易使用。
3、TPS 核心技术:TPS 将各种技术集成在一起.包括:Windows NT 操作系统,OLE 公共软件,ODBC公共数据库技术。
4、TPS 提供唯一的人机接口:TPS 提供唯一的人—机接口,即 GUS,是基于 Windows 界面。
5、TPS 开放仍然安全:TPS 系统采用安全的工业网络。
三、TPS 系统网络结构1、PCN:计算机局域网.包括普通的 PC 操作平台.可在其上运行应用软件及 HoneyWell 的一些离线组态软件如 TPS Builder,Dispiay Builder 等.2、TPN(LCN):控制管理网包括: GUS/US/UXS/UWS APP/AM/AXM/CG/PCNM/HM/PHD/NIM/HG/EPLCG3、过程控制网UCN 网络包括:NIM/HPM/APM/PM/LM/SMData Hiway 网络包括:HG/MC/AMC/CB/EC/PIUEPLCG 网络包括:EPLCG/PLC TPS系统主要硬件介绍一、 TPN(LCN)网络设备 LCN 是一条通信速度 5Mbit/s、冗余的通信总线,用以支持网络节点模件之间的通信,采用 IEEE802。
4 协议、串行传输信号,为广播式通信、令牌存取通信控制方式,总线拓扑结构。
浅析霍尼韦尔TPS系统
浅析霍尼韦尔TPS系统2019-10-11摘要:⽯油化⼯⾏业是国民经济的⽀柱产业。
DCS系统被⼴泛应⽤在关键⽣产装置中,本⽂主要介绍TPS系统特点及在我⼚使⽤过程中遇到的问题。
关键词:TPS系统维护管理安全策略前⾔:DCS系统⼜称为集散控制系统,它集中了连续控制、批量控制、顺序逻辑控制、数据采集等功能为⼀体。
虽然DCS在管理上:采取了管理、操作、显⽰、记录的集中式;在控制上:采取了功能分散、负荷分散、危险分散式的⼯作⽅式。
但是,DCS系统中任何⼀个环节⼀旦出现问题,都将会带来严重的后果。
因此,如何正确地使⽤、维护DCS,确保DCS的长周期安全运⾏显得尤为重要。
⼀、TPS系统的概貌TPS是Total Plant Solution 的缩写,它是⼀个将整个⼯⼚商业信息系统与⽣产过程控制系统统⼀在⼀个平台上的⾃动化系统。
1.TPS系统的特点A、开放性TPS系统的PCN⽹络即⼯⼚信息⽹络,采⽤的是⽬前办公⾃动化领域中使⽤⼴泛的以太⽹。
TPS系统中的GUS全⽅位操作站提供标准的以太⽹接⼝,可使全⼚管、控⼀体化轻⽽易举地完成。
GUS⼯作站以WINDOWS NT作为操作平台,TPS被设计为Native Window⽽嵌⼊在NT环境中。
TPS系统的LCN、UCN通信⽹络均采⽤了ISO802. 4和IEEE802. 4开放系统互连的标准,以ISO的OSI七层模型为基础,遵循MPA(⼯⼚⾃动化协议)⽹络标准,令牌总线⽹络通讯。
B、⼈机接⼝TPS系统全⽅位⽤户操作站(GUS),它是⾯向过程的单⼀窗⼝。
每个GUS⼯作站都能存取TPS系统范围⼴泛的数据。
⽤户可以设计从简单到复杂的各种⽤户显⽰画⾯,以供操作者富有特⾊的操作。
每个GUS操作站都带三种属性,1、操作员属性:供操作⼈员监视⽣产过程和TPS系统本⾝⼯作状况;2、⼯程师属性:供⼯程师进⾏系统组态及软件更新;3、维修属性:供维护⼈员跟踪系统运⾏并诊断系统故障。
C、过程控制功能TPS系统过程接⼝的数据采集和控制范围⼴泛。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
TPS 系统概貌一、什么是 TPS?TPS(Total Plant Solution) 即全厂一体化控制系统是在 HoneyWell TDC-300 集散控制系统(DCS)基础上向“系统开放而且安全”方向发展的高级系统,他将过程控制网络、实时操作网络、工厂信息网络融为一体,构成三条网络管理控制一体化。
二、TPS 系统的特点1、TPS 是一个统一的平台:他将用户的商业信息和全厂控制系统无痕迹的集成在一起。
2、 TPS 是开放的:它基于 MS Windows NT 工作站。
TPS 被设计为 Native Window而嵌入在 NT 环境中,它拥有 NT 的更多功能,且灵活易使用。
3、TPS 核心技术:TPS 将各种技术集成在一起。
包括:Windows NT 操作系统,OLE 公共软件,ODBC 公共数据库技术。
4、TPS 提供唯一的人机接口:TPS 提供唯一的人-机接口,即 GUS,是基于 Windows界面。
5、TPS 开放仍然安全:TPS 系统采用安全的工业网络。
三、TPS 系统网络结构1、PCN:计算机局域网。
包括普通的 PC 操作平台。
可在其上运行应用软件及 HoneyWell 的一些离线组态软件如 TPS Builder,Dispiay Builder 等。
2、TPN(LCN):控制管理网包括: GUS/US/UXS/UWSAPP/AM/AXM/CG/PCNM/HM/PHD/NIM/HG/EPLCG3、过程控制网UCN 网络包括:NIM/HPM/APM/PM/LM/SMData Hiway 网络包括:HG/MC/AMC/CB/EC/PIUEPLCG 网络包括:EPLCG/PLC TPS系统主要硬件介绍一、 TPN(LCN)网络设备 LCN 是一条通信速度 5Mbit/s、冗余的通信总线,用以支持网络节点模件之间的通信,采用 IEEE802.4 协议、串行传输信号,为广播式通信、令牌存取通信控制方式,总线拓扑结构。
LCN 网上所有模件均有两个 LCN 接口,对两条冗余同轴电缆均有发送和接收电路,当一个发生故障,另一个备用接替。
LCN 网还发送一个 12.5KHz 系统同步时钟信号,用以保持各模件的时间同步。
一个 LCN 网络最多连接 64 个节点(Node),最多可挂 20 条 UCN 网。
LCN 网区间同轴电缆长度一般不超过 300 米,使用光纤一般不超过 2000 米。
1、GUS(The Global User Station)全局用户操作功能: GUS 是 TPS 系统的人机接口,是网络上的重要节点, Windows NT 以为操作系统,在其平台上的 Native Windows 窗口(此窗口是为了兼容原有的 TDC-3000 操作界面,在 NT 下由 Native Windows 软件转换),用于整个 LCN 系统的信息访问、监控、管理和操作。
GUS 具有双 CPU 系统(PentiumⅢ 1G 处理器和 LCNP-68040 处理器)通过 LCNP 与 LCN 网连接, Native Window 与 LCNP 软件连接。
GUS 支持动态实时显示,使用 21 寸彩色显示器和 IKB 专用键盘,通过标准显示画面和工厂过程显示画面操作工艺过程,显示处理信号报警,打印报告,报表及日志,系统状态显示等。
工程师可通过 GUS 完成网络组态、建立过程数据库、建立流程图画面、编制控制程序以及自由报表。
还可以通过 GUS 进行系统硬件状态的现实,进行系统故障诊断。
硬件: Pentium 主板, LCNP 主板,硬盘,光盘驱动器,软盘驱动器, ZIP/TAP 可选驱动器,彩色监视器,IKB 集成键盘或 PC 键盘,鼠标或球标,键锁,MAU 盒及 MAU 电缆。
2、 NIM(Network Interface Module)网络接口模件功能:NIM 是连接 LCN 局域网控制网络和 UCN 万能控制网络的网络关口,可以完成两个不同通信协议网络的数据传输和通信协议转换,既是 LCN 网的节点又是UCN 网的节点。
LCN 网上的模件通过 NIM 可以对 UCN 上的模件的数据进行读写,可以将程序和数据库装载到 HPM,对于 UCN 设备产生的报警和操作提示信息也可以上升到 LCN。
NIM 对 LCN 网络和 UCN 网络时间进行同步处理,将 LCN 网的时间向 UCN 网广播。
NIM 冗余配置,当主 NIM 发生故障时,系统将自动切换到备用的 NIM 上。
实际选用的 NIM 使用一个 5 槽的卡件箱,CPU 卡为 K4LCN-4。
装在 LCN 控制柜里。
3、 HM(History Module)历史模件功能:HM 是储存 TPS 数据的文件服务器,是一个具有大存储量的模件,用于建立全局数据库和存放用户软件,为 LCN 网络各节点所共享。
实际选用一个 5 槽位卡件箱,双硬盘(1.8GB)冗余配置。
二、 UCN 网络设备 UCN 网由冗余的同轴电缆组成,其中一根电缆叫做 UCN A 另一根叫做 UCN B。
采用 IEEE802.4 和 ISO 标准通信协议,通信速度 5Mbit/S,令牌传送方式,可挂 32 对冗余节点。
UCN 利用对等通信功能(点对点 PEER TO PEER)实现过程数据共享及先进复杂控制。
UCN 网通过 NIM 和 LCN 网相连并进行实时数据通讯。
UCN 网长度通常为 700 米,最长可达 4.9Km。
1、 NIM(Network Interface Module)网络接口模件(介绍如上面)2、 HPM(High-Performance Process Manager)高性能过程管理站。
功能: HPM 是 Honeywell 最新的过程控制器,是在过程管理站 PM(Process Manager) 、高级过程管理站 APM(Advanced Process Manager)基础上连续发展而来的,采用先进的多处理器并行处理结构技术,用不同的处理器完成不同的任务。
HPM 的控制功能在 HPMM 中实现,提供大量的功能模块,使用者(自控工程师)具有充分的灵活性来分配、使用 HPMM 的各种控制功能,最大限度运用各种数据点和控制功能模块。
组态是交互式的。
HPMM 的控制功能包括一套完整的常规控制算法集、丰富的逻辑功能和面向过程的高级控制语言 CL/HPM。
从概念上讲,HPMM 的控制功能可以分成不同的功能槽(Slot),用户可对每个功能槽进行组态,定义为带位号的数据点,在 TPS 系统中,一个定义位号的功能槽称为一个数据点或称过程点,是 TPS 系统组态中的最小单元。
HPM 包括两大类数据点(过程点),一类是在 I/OP 的点,完成对过程变量的输入与输出处理;一类是 HPMM 中的点,完成对受控过程的各种控制方案。
HPMM 数据点的类型有:常规 PV 算法点(Regulatory PV),最多 125 个;常规控制算法点(Regulatory Control),最多250 个;数字综合点(Digital Composite),最多 999 个;逻辑运算点(Logic),最多 400 个;设备控制点(Device Control),最多 400 个;过程模块点(Process Module),最多 2500 个;数组点(Array),最多 500 个;标志点(Flag),全局变量,最多 16384 个 BOX 标志点;数值点(Numeric),全局变量,最多 16384 个 BOX 数值点;时钟点(Timer),全局变量,最多 64 个 BOX Page | 4 时钟点;字符串点(String),全局变量,最多 16384 个 BOX 字符串点;时间点(Time),全局变量,最多 4096 个 BOX 时间点。
HPM 并行处理的结构使得控制功能与其它功能完全独立,如 I/O 点的数量、HPM 向 NIM 或其他 UCN 设备请求数据、报警功能等等。
在组态 HPM 控制功能时,只需考虑所需控制点(Slot)的类型和扫描频率(或处理间隔)。
HPM 的处理能力是用“处理单元(PU)”来衡量,若扫描频率为 1 秒,则每个 HPM 可以有 800 个 PU。
常规点、逻辑点、数字综合点和设备控制点可以组态成不同的扫描频率(1/4 秒、1/2 秒或 1 秒)。
若某数据点组态为 1/4 秒的扫描频率,则这一点就要占 4 个 PU。
也就是扫描频率越快,耗用的 PU 就越多。
数组点、标志点、数值点、时钟不占用 PU。
HPM 还具有写保护功能、报警系统功能和 I/OP 卡带电插拔的安全功能。
组成:HPM 包括高性能过程管理模件 HPMM、I/O 子系统组成。
HPMM 由通信处理器和控制处理器(两个 68040 处理器) I/O 链路接口处、理器(80C31)和 UCN 网络接口等组成,一般 HPMM 选冗余。
HPMM 通信处理器具有很强的网络通信能力,完成网络数据存取、对等通信等功能,同时对现场过程控制器产生的报警进行精确的时间标记。
HPMM 控制器完成常规控制、逻辑控制、顺序控制的功能,同时执行用户的 CL/HPM 程序。
由于通信和 I/O 处理分别交给不同的处理器完成,因此控制处理器可以发挥强大的功能,专门完成控制策略。
I/O 链路接口处理器是 HPMM 与 I/O 子系统的接口。
I/O 子系统包括冗余的输入输出链路(总线)和多达 40 对冗余的 I./O 处理卡(IOP 卡),这些卡件完成所有现场输入信号的数据采集和控制功能,如 IOP 卡不需要 HPMM 的介入,直接完成过程信号的工程单位的转换、报警处理、数字滤波。
I/O 链路上的 SMART 接口可与HoneyWell 智能变送器进行双向数字通信,系统通过这个接口可对变送器进行组态、故障诊断。
所有的控制功能都是在 HPMM 内完成,而数据采集和信号调制功能均在 I/O 处理器模件完成。
为了增加控制的安全性,多种型号的模拟量输入卡、模拟量输出卡、开关量输入卡、开关量输出卡均可选择冗余配置。
若采用冗余的光纤电缆 I/O 链路扩展器,可以将 I/OP 卡安装在远离 HPM 机柜 8000 米外的地方,实现远程输入输出。
HPM 电源系统: AC220V 双路输入;冗余电源模件,输出 24VDC、 36VDC、6VDC;45hCOMS 内存电池后备。
HPM 连接电缆有:UCN 电缆(冗余)、I/O 连接电缆(冗余)、FTA 连接电缆、电源电缆(冗余)。
HPM 卡件箱 Card File)有:7 槽 HPMM 卡件箱、15 槽 HPMM 卡件箱、15 槽 I/OP 卡件箱。
卡件为 HPMM、I/OP 和 FTA。