同心度
联轴器同心度标准

联轴器同心度标准
摘要:
1.联轴器同心度的概念
2.联轴器同心度的标准
3.联轴器同心度的测量方法
4.联轴器同心度的调整方法
5.联轴器的分类和应用
正文:
一、联轴器同心度的概念
联轴器同心度是指联轴器在连接两个轴时,使其旋转中心重合的程度。
它直接影响到传动精度、稳定性和可靠性,因此在机械传动系统中具有重要的作用。
二、联轴器同心度的标准
联轴器同心度的标准通常分为径向偏差和轴向偏差。
径向偏差是指联轴器在径向方向上的偏差,轴向偏差是指联轴器在轴向方向上的偏差。
根据不同的应用场景,联轴器同心度的标准有所不同。
1.刚性联接:对同心度要求很高,基本上不能有偏差。
2.弹性联接:所允许的偏差就是弹性联轴器可以消除的偏差,联轴器的样本资料上都会标明这一数值。
三、联轴器同心度的测量方法
测量联轴器同心度的方法有多种,其中常用的方法是使用百分表或千分表
进行测量。
在测量时,需要将联轴器安装到轴上,然后通过调整轴的位置,使联轴器在各个方向上的偏差达到最小。
四、联轴器同心度的调整方法
调整联轴器同心度的方法主要有以下几种:
1.调整轴的位置:通过调整轴的位置,使联轴器在各个方向上的偏差达到最小。
2.调整联轴器的位置:通过调整联轴器在轴上的位置,使其与轴的旋转中心重合。
3.使用垫片:在联轴器与轴之间添加适当的垫片,以达到消除偏差的目的。
五、联轴器的分类和应用
联轴器根据其结构和功能不同,可分为刚性联轴器、弹性联轴器、滑块联轴器等多种类型。
它们广泛应用于各种机械传动系统中,如电机与减速机、内燃机与变速器等。
圆度和同心度的关系

圆度和同心度的关系一、引言圆度是一个几何形状的度量,用来描述一个物体或形状与完美圆形之间的相似程度。
而同心度则是用来描述多个圆形之间的同心程度。
在几何学中,圆度和同心度是两个常用的指标,它们对于判断形状的规整性和准确性具有重要的意义。
本文将探讨圆度和同心度之间的关系,并分析它们在实际应用中的意义和作用。
二、圆度的定义和计算方法圆度是指一个物体或形状与完美圆形之间的相似程度,一般用圆度指标来表示。
圆度指标是通过测量物体或形状的最大内切圆和最小外接圆之间的差异来计算的。
圆度指标的数值范围一般在0到1之间,数值越接近1,表示该物体或形状越接近完美圆形,圆度越高。
计算圆度的方法有多种,常用的方法是通过测量物体或形状的直径或半径来计算。
以圆形为例,圆度可以通过测量圆的直径和半径之间的差异来计算,公式为圆度= (Dmax - Dmin) / Dmax,其中Dmax为最大直径,Dmin为最小直径。
三、同心度的定义和计算方法同心度是指多个圆形之间的同心程度,一般用同心度指标来表示。
同心度指标是通过测量多个圆形的中心点之间的差异来计算的。
同心度指标的数值范围一般在0到1之间,数值越接近1,表示多个圆形的中心点越接近同一个点,同心度越高。
计算同心度的方法有多种,常用的方法是通过测量多个圆形的中心点之间的差异来计算。
以两个圆形为例,同心度可以通过测量两个圆形的中心点之间的距离来计算,公式为同心度= 1 - (d / r),其中d为两个圆形的中心点之间的距离,r为圆形的半径。
四、圆度和同心度的关系圆度和同心度是两个相关但不完全相同的概念。
圆度是用来描述一个物体或形状与完美圆形之间的相似程度,而同心度是用来描述多个圆形之间的同心程度。
在某种程度上,圆度高的物体或形状可以被认为是同心度较高的圆形组合。
然而,同心度高的圆形组合不一定具有高圆度的物体或形状。
圆度和同心度的关系可以用一个直观的例子来解释。
假设有一个物体的形状接近一个完美的圆形,并且该物体由多个同心圆组成。
同轴度与同心度的测量方法
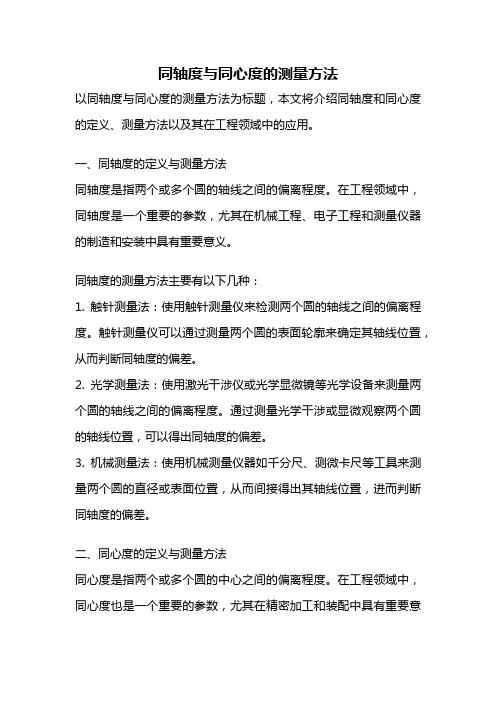
同轴度与同心度的测量方法以同轴度与同心度的测量方法为标题,本文将介绍同轴度和同心度的定义、测量方法以及其在工程领域中的应用。
一、同轴度的定义与测量方法同轴度是指两个或多个圆的轴线之间的偏离程度。
在工程领域中,同轴度是一个重要的参数,尤其在机械工程、电子工程和测量仪器的制造和安装中具有重要意义。
同轴度的测量方法主要有以下几种:1. 触针测量法:使用触针测量仪来检测两个圆的轴线之间的偏离程度。
触针测量仪可以通过测量两个圆的表面轮廓来确定其轴线位置,从而判断同轴度的偏差。
2. 光学测量法:使用激光干涉仪或光学显微镜等光学设备来测量两个圆的轴线之间的偏离程度。
通过测量光学干涉或显微观察两个圆的轴线位置,可以得出同轴度的偏差。
3. 机械测量法:使用机械测量仪器如千分尺、测微卡尺等工具来测量两个圆的直径或表面位置,从而间接得出其轴线位置,进而判断同轴度的偏差。
二、同心度的定义与测量方法同心度是指两个或多个圆的中心之间的偏离程度。
在工程领域中,同心度也是一个重要的参数,尤其在精密加工和装配中具有重要意同心度的测量方法主要有以下几种:1. 视觉测量法:使用显微镜或投影仪等设备来观察两个圆的中心位置,通过比较两个圆的中心位置的偏差大小来判断同心度的偏差程度。
2. 光学测量法:使用激光测量仪或干涉仪等光学设备来测量两个圆的中心位置,通过测量光学干涉或激光测量的结果得出同心度的偏差。
3. 机械测量法:使用机械测量仪器如千分尺、测微卡尺等工具来测量两个圆的直径或表面位置,从而间接得出其中心位置,进而判断同心度的偏差。
三、同轴度与同心度在工程领域中的应用同轴度和同心度在工程领域中具有广泛的应用,特别是在需要精确装配和加工的领域。
在机械制造中,同轴度和同心度的控制是确保机械装配精度和运行平稳性的重要因素。
例如,在汽车发动机的曲轴和凸轮轴的装配中,同轴度和同心度的控制对于发动机的性能和寿命至关重要。
在电子工程中,同轴度和同心度的控制对于电子元件的互连和信号传输有着重要的影响。
圆锥与圆柱同心度三坐标评价

圆锥与圆柱同心度三坐标评价圆锥与圆柱的同心度三坐标评价引言:同心度是指一个几何体内部多个几何结构之间的相对位置关系,特指圆锥与圆柱的同心度。
圆锥与圆柱是几何中常见的两个形状,它们之间的同心度是评估它们是否在同一个中心点附近对称的重要标准。
本文将从不同角度评价圆锥与圆柱的同心度,为读者全面、深入地解读这一几何概念。
一、同心度的定义同心度是指圆锥与圆柱共享相同中心点的程度,它评估圆锥与圆柱是否在同一个中心的周围呈现对称关系。
具体而言,同心度可以通过圆锥与圆柱表面上的几何特征来判断,如其半径、高度、倾斜角等。
同心度是评估圆锥与圆柱是否具有高度对称性的重要依据。
二、同心度的三坐标评价1. 形状坐标形状坐标是评估圆锥与圆柱同心度的一种重要方法。
在三维空间中,圆锥与圆柱可以由它们的半径、高度和倾斜角来描述。
当圆锥和圆柱具有相同的半径、高度和倾斜角时,它们的形状完全相同,可以说它们是同心的。
形状坐标是一种直观、简单且有效的评价同心度的方法。
2. 中心点坐标中心点坐标是评价圆锥与圆柱同心度的另一种重要方式。
通过计算圆锥和圆柱的中心点坐标,可以直观地判断它们是否在同一个中心附近。
当圆锥和圆柱的中心点坐标非常接近时,它们具有较高的同心度。
中心点坐标是一种简便可行的同心度评价方法。
3. 对称性坐标对称性坐标是评价圆锥与圆柱同心度的一种基于对称性原理的方法。
圆锥和圆柱在形状上具有一定的对称性,可以通过评估它们的对称性坐标来判断它们的同心度。
当圆锥和圆柱具有高度对称的几何特征时,它们的同心度较高。
对称性坐标是一种有效的评价同心度的方法之一。
三、个人观点和理解在深入研究圆锥与圆柱同心度的过程中,我对这个几何概念有了更加深入的理解。
同心度评价不仅仅是简单地判断圆锥和圆柱的几何特征是否相同,更是对它们的对称性关系进行综合、深度的评估。
在实际应用中,同心度评价可以帮助我们判断圆锥与圆柱是否具有良好的几何对称性,进而触发更深层次的研究和应用。
同心度 同轴度 符号

同心度同轴度符号摘要:1.引言2.同心度和同轴度的定义和含义3.同心度和同轴度的区别和联系4.同心度和同轴度在实际应用中的符号表示5.结论正文:1.引言在机械制造、仪器仪表、航天航空等领域,同心度和同轴度是两个非常重要的概念。
它们分别描述了零件或设备内部各个部件之间的相对位置关系。
了解这两个概念以及它们之间的联系,有助于我们更好地把握产品的质量和性能。
2.同心度和同轴度的定义和含义同心度是指两个或多个圆形轮廓的中心在同一条轴线上,其偏离量的大小称为同心度误差。
同心度误差越小,表示各个圆形轮廓的中心位置越接近,产品的精度越高。
同轴度是指两个或多个轴线之间的偏离量。
同轴度误差越小,表示轴线之间的偏离越小,产品的精度越高。
3.同心度和同轴度的区别和联系同心度和同轴度都是描述零件或设备内部各个部件之间相对位置关系的概念,但它们关注的方向不同。
同心度关注的是圆形轮廓的中心位置,而同轴度关注的是轴线之间的偏离。
在某些情况下,同心度和同轴度可以相互转换,但它们并不总是能等效。
4.同心度和同轴度在实际应用中的符号表示在实际应用中,同心度和同轴度的符号表示略有不同。
同心度的符号表示为一个圆圈,圆圈内有一个横线,表示中心轴线。
同轴度的符号表示为一个带有箭头的直线,箭头表示轴线的方向。
在机械图纸中,这两种符号通常用来表示零件的精度要求,以确保生产出的产品满足设计要求。
5.结论同心度和同轴度是描述零件或设备内部各个部件之间相对位置关系的重要概念。
虽然它们关注的方向不同,但它们都对产品的质量和性能产生重要影响。
两圆同心度标注
两圆同心度标注
摘要:
1.引言:介绍两圆同心度标注的定义和重要性
2.两圆同心度的计算方法
3.两圆同心度标注的步骤
4.应用实例
5.结论:总结两圆同心度标注的作用和意义
正文:
【引言】
在机械制造、仪器仪表等领域,两圆同心度的标注是一项重要的工作。
它关乎到产品的质量和使用效果。
因此,如何准确地标注两圆同心度,是工程师和技术人员需要掌握的技能。
本文将从计算方法、标注步骤和应用实例三个方面,详细介绍两圆同心度标注的相关知识。
【两圆同心度的计算方法】
两圆同心度指的是两个圆的中心重合的程度。
通常用同心度百分比来表示。
计算公式如下:
同心度=(D1-D2)/D1*100%
其中,D1 为两圆半径之和,D2 为两圆半径之差。
同心度越小,表示两圆的中心重合度越高,制造精度越高。
【两圆同心度标注的步骤】
1.确定两圆的半径:通过测量或设计图纸,得到两个圆的半径。
2.计算同心度:将得到的半径代入公式,计算出同心度。
3.标注同心度:在图纸上标注出同心度百分比。
【应用实例】
在轴承制造中,两圆同心度的标注尤为重要。
如果两圆同心度不达标,会导致轴承运转时产生振动和噪音,影响使用寿命。
因此,工程师需要根据设计要求,精确地标注出两圆同心度,以保证产品质量。
【结论】
两圆同心度标注是机械制造等领域中不可或缺的一环。
只有准确地标注出两圆同心度,才能保证产品的质量和使用效果。
同心度原理

同心度原理同心度原理是指在一个系统中,各个部分都围绕同一个中心或共同目标展开活动,形成一种紧密的、有机的关系。
这种原理不仅在自然界中普遍存在,也在人类社会活动中具有重要意义。
同心度原理的应用可以带来许多积极的效果,不仅可以增强团队的凝聚力和战斗力,也可以提高工作效率和生活质量。
在团队建设中,同心度原理被广泛应用。
一个团队如果能够形成同心圆的结构,即每个成员都围绕着共同的目标和核心价值展开工作,团队的凝聚力和战斗力将会大大增强。
每个成员都清楚自己的定位和责任,相互之间协作紧密,共同努力实现团队的使命和愿景。
这种团队结构不仅能够提高工作效率,也能够增强团队的抗压能力和应变能力,使团队在面对各种挑战时能够迅速做出反应,并且保持稳定的运转状态。
在家庭生活中,同心度原理同样具有重要的意义。
一个家庭如果能够形成同心圆的结构,即每个成员都以家庭的利益为中心,共同努力,相互支持,家庭的和睦和幸福将会得到有效保障。
家庭成员之间的关系将更加融洽,共同面对生活中的困难和挑战,共同分享快乐和幸福。
这种家庭结构不仅能够增强家庭的凝聚力,也能够提高家庭成员的幸福感和生活质量,使家庭成员在共同的目标下更加团结一致,共同创造美好的生活。
在工作生活中,同心度原理同样能够带来积极的效果。
一个团队或组织如果能够形成同心圆的结构,即每个成员都以组织的利益为中心,积极投入工作,相互合作,组织的运转将会更加高效和稳定。
每个成员都清楚自己的职责和使命,相互之间协作紧密,共同努力实现组织的目标和愿景。
这种组织结构不仅能够提高工作效率,也能够增强组织的竞争力和创新能力,使组织在市场竞争中更加稳健和有活力。
总之,同心度原理在团队建设、家庭生活和工作生活中都具有重要的意义。
通过形成同心圆的结构,能够增强团队的凝聚力和战斗力,提高家庭的和睦和幸福,增强组织的竞争力和创新能力。
因此,我们应该在实际生活中,积极应用同心度原理,促进团队、家庭和组织的健康发展,共同创造美好的未来。
三坐标测量同心度方法

三坐标测量同心度方法
同心度是指工件轴线与其孔、轴承等零件轴线的偏离程度。
在机械制造过程中,同心度是一个非常重要的指标,因为它直接影响了工件的精度和可靠性。
为了保证工件的同心度精度,通常需要进行三坐标测量。
下面介绍几种常用的三坐标测量同心度方法。
1.径向同心度测量法
径向同心度是指工件轴线与其孔、轴承等零件轴线在平面内的偏离程度。
测量时,需要在三坐标测量机上设置一个圆形的测量区域,在该区域上测量工件内部和外部的径向距离。
根据测量结果,可以计算出工件的径向同心度。
2.轴向同心度测量法
轴向同心度是指工件轴线与其孔、轴承等零件轴线在竖直方向上的偏离程度。
测量时,需要在三坐标测量机上设置一个长方形的测量区域,在该区域上测量工件的上下两端的轴向距离。
根据测量结果,可以计算出工件的轴向同心度。
3.三维同心度测量法
三维同心度是指工件轴线与其孔、轴承等零件轴线在三维空间内的偏离程度。
测量时,需要在三坐标测量机上设置一个球形的测量区域,在该区域上测量工件内部和外部的三维距离。
根据测量结果,可以计算出工件的三维同心度。
以上三种方法都可以用于测量工件的同心度,选择哪一种方法取决于具体的工件形状和测量要求。
在进行测量时,需要注意三坐标测
量机的准确性和稳定性,以保证测量结果的精度和可靠性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(○) 1 工作圖上標註"⊥"符號,係表示工件在該處加工時要求垂直度。
(○) 2 工作圖上斜度符號係以表示。
(○) 3 工作圖上錐度符號係以表示。
(○) 4 在視圖上標註"~"之表面符號,係表示工件為光胚面,不需再加工。
(○) 5 公制尺寸前附更"ψ"符號係表示直徑。
(○) 6 圓弧半徑通常以"R"標註。
(○) 7 螺紋符號"M"表示公制三角形粗或細螺紋。
(○) 8 同一機件被剖切後,其剖面線之角度及剖面線間之間隔距離應相同。
(○) 9 視圖上之中心線是表示其兩側物體形狀為對稱。
(×) 10 工作圖上繪製圓之中心線時,不可超出圓外。
(×) 11 中心線是劃成一長一短的粗實線。
(○) 12 工作圖中通常尺度數字寫在尺度線之上方,尺度線不得中斷。
(×) 13 軸尺寸較孔尺寸大的機件配合稱過渡配合。
(○) 14 尺寸22±0.05公厘,其最小容許尺寸是21.95公厘。
(○) 15 不在同一直線上的三點能決定一個圓。
(○) 16 圓周長等於直徑乘以圓周率。
(×) 17 繪製許多同心圓時,應先劃最大的圓。
(×) 18 劃正六角形是以分規量取其外接圓之直徑作等分。
(×) 19 繪不規則曲線常可用橢圓板來完成。
(○) 20 分規的用途是等分與量度。
(○) 21 繪直線時,鉛筆與桌面的傾斜角度約為60°。
(×) 22 繪垂直線之正確方法為由上而下。
(○) 23 等角投影是屬於正投影法的一種。
(×) 24 第三角投影法的右側視圖置於前視圖之左邊。
(×) 25 第三角投影法始於法國,廣氾使用於歐亞大陸國家。
(×) 26 在一張工作圖中,可同時採用第一角及第三角投影法。
(○) 27 正投影是投影線垂直於投影面。
(×) 28 中國國家標準規定,機械製圖中的中文字以仿宋體為原則。
(×) 29 鉛筆筆蕊的軟硬分成許多級,其中"F"級是比"H"級的硬度高。
(×) 30 中國國家標準簡稱JIS。
(×) 31 圖紙的規格中"A4"圖紙的尺度比"A2"者大。
(×) 32 200磅圖紙是指一令全開圖紙共計200張的總重。
(×) 33 工作圖上標註比例為1:10,是表示放大10倍的意思。
(○) 34 機械製圖中,3倍數不是常用的比例。
(○) 35 對開圖紙的大小是全開圖紙的1/2倍。
(×) 36 製圖紙的寬度與長度的比例是:1。
(○) 37 A1的圖紙一張可裁成A4的圖紙八張。
(○) 38 外分厘卡使用前,應先歸零校正。
(×) 39 外分厘卡之襯筒及外套筒上的刻度標示與內分厘卡相同。
(×) 40 外分厘卡套筒旋轉一整圈,則套筒在襯筒上前進或後退兩格刻度。
(○) 41 外分厘卡的套筒和主軸是連在一起的,而襯筒是獨立的。
(×) 42 用手持外分厘卡套筒搖轉是調整大尺寸的最快方法。
(○) 43 測量範圍0~25公厘之外分厘卡,其主軸與砧座端面清潔,以紙張來回拖拭最適當。
(○) 44 一般外分厘卡之砧面是碳化鎢材料。
(○) 45 一般分厘卡的主軸構造是螺桿式的。
(○) 46 內分厘卡量測孔徑比游標卡尺精確。
(×) 47 公制內分厘卡可用於量測機件的外徑。
(○) 48 內分厘卡、襯筒及外套筒之刻度標示與深度分厘卡相同。
(×) 49 內分厘卡更卡架。
(○) 50 內分厘卡正確或不正確,可用外分厘卡來檢驗。
(×) 51 最小一支內分厘卡的量測範圍是0~25公厘。
(×) 52 深度分厘卡之襯筒及外套筒上的刻度標示與外分厘卡相同。
(×) 53 一般最短之公制鋼尺的測量範圍是0~100公厘。
(○) 54 公制鋼尺上更0.5公厘的刻度。
(×) 55 公制鋼尺的全長都更0.5公厘的刻度。
(○) 56 普通的游標卡尺可用於量測溝槽深度。
(×) 57 工件尺寸為ψ30±0.02公厘,使用0.05公厘精度之游標卡尺量測最適當。
(×) 58 一般公制游標卡尺的最小量測範圍是0~100公厘。
(○) 59 將圓桿工件放於平板上,可使用游標高度規量測其軸徑。
(×) 60 游標高度規僅可作為量測高度使用的量具。
(×) 61 一般游標高度規本尺上的刻度是0.5公厘。
(○) 62 游標高度規使用前應先歸零校正。
(○) 63 角尺是檢驗工件真平度的量具之一。
(○) 64 角尺是檢驗工件垂直度的量具之一。
(×) 65 角尺之內測定面適用於工件內肩角垂直度檢驗。
(○) 66 一般指示量錶更錶針二枚,其測量精度為0.01公厘。
(×) 67 一般指示量錶更錶針二枚,其長針係用於記錄短針之迴轉圈數。
(○) 68 指示量錶每刻度0.01公厘,若錶針轉一週為100刻度,則其指示之尺寸為1公厘。
(×) 69 一般指示量錶是冺用游標刻度原理,使其測量精度可達0.01公厘。
(×) 70 一般單針量錶的測量範圍比雙針者大。
(×) 71 量錶在量度工件時,測軸不必與測量面垂直。
(○) 72 一般指示量錶是冺用齒輪系及針盤刻度使其測量精度達0.01公厘。
(×) 73 一般指示量錶的指針只能在針盤面上單方向旋轉。
(○) 74 量角器的半圓周上刻成180個等分。
(○) 75 一般金屬材料,若硬度增加則脆性隨之增大。
(○) 76 純鐵淬火不會變硬。
(×) 77 熟鐵可以淬火硬化。
(○) 78 愈硬的金屬材料愈耐磨。
(×) 79 鋼的硬度與含碳量無關。
(○) 80 較硬的金屬材料通常均較脆。
(×) 81 高碳鋼比鑽石硬。
(×) 82 中碳鋼一經淬火硬化,即無法再回復到原來硬度。
(×) 83 淬火處理時,在常溫水中冷卻的硬度比在油水中所得者為低。
(○) 84 依中國國家標準的金屬材料代號"S10C",其"S"是表示鋼料。
(○) 85 依中國國家標準的金屬材料代號"S20C",其"20"之意義是含碳量0.20%。
(○) 86 依中國國家標準的金屬材料代號"GC10",其"GC"是表示鑄鐵。
(×) 87 鑄鐵在中國國家標準中的代表符號是SC。
(○) 88 S30C的含碳量高於S20C。
(○) 89 純鐵在常溫時具更強磁性。
(×) 90 鐵的導電性比鋁好。
(×) 91 生鐵就是純鐵。
(○) 92 低碳鋼與高碳鋼的熔點不相同。
(×) 93 生鐵不可冶煉成鋼。
(○) 94 易削鋼是一種低碳鋼。
(○) 95 高速鋼主要是碳鋼中加入鎢而成。
(×) 96 白鑄鐵最適合製作齒輪。
(○) 97 鑄鐵中的含碳量比高碳鋼還多。
(×) 98 鑄鐵的吸震能力比鋼差。
(×) 99 只更金屬材料方可製成切削刀具。
(×) 100 熟鐵就是鑄鐵。
(○) 101 鑄鐵一般不可以鍛造。
(×) 102 10立方公分的鐵比10立方公分的銅重。
(○) 103 若要鑄造銅像宜用青銅。
(×) 104 寺廟中的大鐘宜用黃銅鑄造。
(×) 105 純銅的硬度比黃銅的硬度高。
(○) 106 純銅比青銅軟。
(×) 107 銅中加錫即為黃銅。
(○) 108 鋁是地球上存量最多的金屬元素。
(○) 109 鋁可用以製作電線。
(×) 110 純鋁較鋁合金的硬度高。
(×) 111 起子除用以旋緊或鬆退螺絲釘外,也能當鏨子使用。
(×) 112 一字形螺絲起子的刀口兩面要研磨成V形。
(○) 113 選用起子,刀口厚度須配合螺釘槽的寬度。
(○) 114 大型螺絲起子的刀桿斷面為方形,以便配合扳手扭轉使用。
(×) 115 十字形螺絲起子可用在一字形的螺釘頭上。
(×) 116 銼削外圓弧面,使用圓銼刀可得最佳效果。
(×) 117 鑄件的表面很硬,所以要選用新銼刀才能銼削。
(×) 118 單切齒銼刀是由30°~45°的平行切齒構成。
(○) 119 活動扳手的規格是以全長來表示。
(×) 120 開口扳手的規格是以全長來表示。
(×) 121 鋸條規格中的長度是表示更鋸齒部份的長。
(○) 122 敲擊已加工之工件表面,應使用軟頭錘。
(○) 123 鑽頭旋轉一周,其進入工件的距離稱為鑽削進給。
(×) 124 鑽削進給與鑽床性能無關。
(×) 125 鑽削速度就是指鑽頭每分鐘的轉數。
(○) 126 使用鑽床時,必須先了解鑽床主軸轉數、進刀及床台位置等。
(○) 127 以高速鋼材料製成的鑽頭,在柄上更"HS"字樣。
(×) 128 鑽床不是工具機。
(○) 129 手提電鑽所使用的鑽頭直徑,一般都13公厘以下。
(×) 130 鑽頭只能在鑽床上使用。
(○) 131 桌上型鑽床沒更自動進給機構。
(○) 132 中心鑽頭可用在鑽孔位置的導引孔。
(×) 133 鑽孔時,鑽頭直徑愈大,則進給愈小。
(×) 134 在車床上不可實施鉸孔的工作。
(○) 135 銑床是以圓形刀具的回轉來切削工件之平面或溝槽。
(×) 136 通常選用綠色碳化矽(GC)砂輪來研磨鋁合金材料。
(×) 137 使用砂輪機時,要先調整砂輪面與托架之間隙在20公厘以上。
(○) 138 使用砂輪機前,要先調整砂輪面與托架的距離在5公厘以內。
(○) 139 安裝砂輪機上的砂輪時,不必將心軸左右兩端之螺帽鎖太緊,可依靠砂輪旋轉時的自動鎖緊功能。
(○) 140 砂輪機的心軸若右端是右螺紋,則左端是左螺紋。
(○) 141 往復式鋸床之鋸削進給是靠鋸切壓力。
(○) 142 往復式鋸床回程時不應作鋸削作用。
(×) 143 往復式鋸床鋸削時,宜先將鋸條放在工件上,再開動鋸床。
(○) 144 曲柄傳動之往復式鋸床,其進給力量是藉鋸架本身的重量。
(○) 145 使用水溶性切削劑最重要的目的是延長刀具壽命。
(○) 146 使用非水溶性切削劑的目的,是改善加工面之表面粗糙度。