打印机调试记录(最终整理版)
主传调试跟踪记录资料

主传调试跟踪记录2009.1.4.1、维修主传的柜门2、晚上22:00左右报故障。
信息是直流过电压F30002,同时励磁单元报故障F004,怀疑是由于主单元故障导致进线断路器跳闸从而报此故障和断路器以及励磁单元没有任何原因。
复位后检查励磁进线电压和出线电压基本没有发现异常情况。
2009-1-6:1、电网电压太高,并且又有波动。
最高的时候可以达到37kv,而低的时候才34kv。
老外要求改变电网电压。
2009-1-71、早上F2MC1的U相第二块IGCT烧坏,更换。
目前运行正常2、R1电机调试准备,但下辊的OP177B面板坏掉,无法通讯连接2009-1-81、调试R1主电机润滑站,一天中连续两次出现阀堵的情况,油太脏2、OP177B面板还是没有处理好,西门子准备送北京维修2009-1-91、上午R1下辊开始试转,但是精度还是有问题。
速度精度还不够,于是联系编码器厂家调整轴的同心度,最终调到3道以内。
2、下午转车精度还是不够,考虑到此编码器是从F6拆下于是考虑将上下辊的编码器对换。
换完之后精度仍然只能控制在0.06%之内。
由于速度精度达不到所有转矩也很难控制住。
3、两个编码器目前都无法调整到所要求的速度精度,很难确认是什么问题导致。
由于编码器已经没有备件,只能考虑明天去1580借一个或者从精轧拆一个。
如果还是不好使的话就麻烦了的。
4、今天冷却水的化验结果出来了,除了第三项我们目前没有这种检测手段无法检测以外全部在要求的范围以内。
但是由于自己检测没有正规的检验报告。
和西门子将此事说了但他们需要一份正规的报告,从而考虑处理的方案。
2009-1-101、老外调试R1下辊的转矩环,由于速度波动大很难达到需要的精度。
目前速度波动在0.05%2、虽然从1580借了一个2000的编码器,但是老外不同意更换。
让20冶再次紧中间轴的螺栓3、下午2点多钟F3报故障,故障信息为过电流。
而实际电流也只有60%左右,很难说明问题。
3503-J607联校调试记录
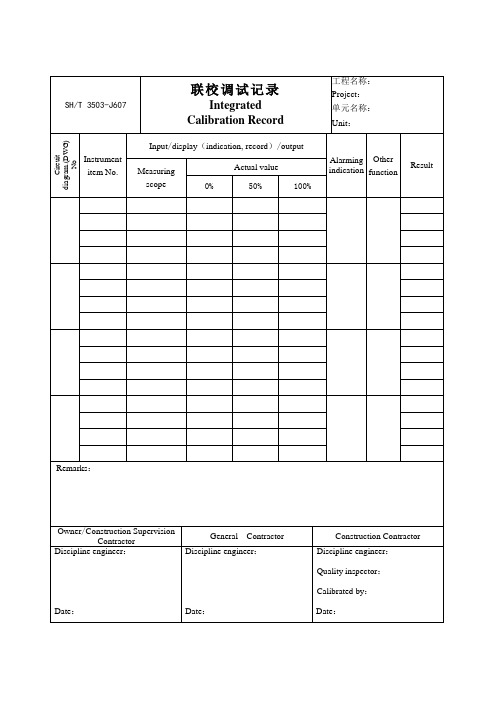
F.7 SH/T3503-J607“联校调试记录”表格中栏目按下列说明填写:
——“输入/显示(指示、记录)/输出”栏目应填写变送器的输入值、DCS 的显示值(或二次仪表的指示值、记录值)、调节阀的行程值;而
回路中的其他仪表,如电/气转换器、工艺开关等可不填写该栏目,
仅在“调试结果”栏目中填写合格或不合格即可;
——工艺开关的报警设定值填入“测量范围”栏目;
——“其他功能”栏中调节器、阀门定位器的作用方向填写正作用或反作用;调节阀的事故状态填写FO或FC;用箭头符号(→)表示复杂
调节系统的信号传递;
——“报警显示”栏目填写正常或不正常。
打印机调试方法
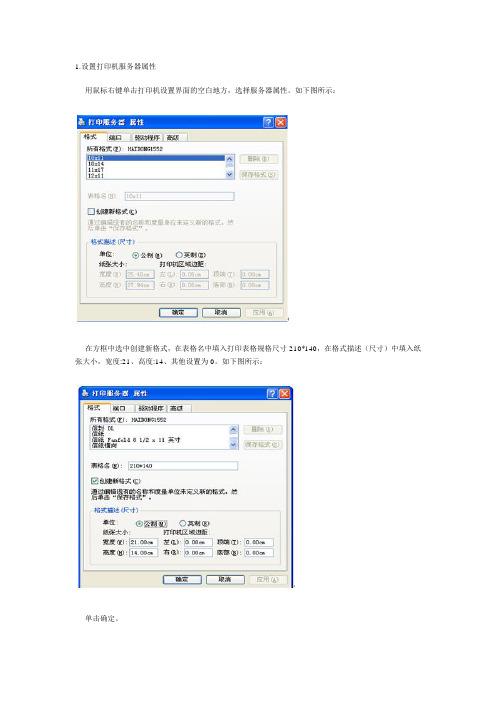
1.设置打印机服务器属性
用鼠标右键单击打印机设置界面的空白地方,选择服务器属性。
如下图所示:
在方框中选中创建新格式,在表格名中填入打印表格规格尺寸210*140,在格式描述(尺寸)中填入纸张大小,宽度:21、高度:14、其他设置为0。
如下图所示:
单击确定。
2.打印机参数设置用
鼠标右击打印机选择属性。
如下图所示:
鼠标单击打印首选项按钮。
如下图所示:
鼠标单击高级,设置纸张规格。
如下图所示:
单击确定鼠标右击打印机属性,选择设备设置,按图中纸张大小设置。
如下图所示:
单击确定,打印机初始设置完成。
设备运行调试记录

设备运行调试记录
设备名称
规格型号
生产厂家
调试日期
安装位置
安装后清洁
是□否□
设 备 安 装 检 查
设备各部件完好无损,专用工具、备品备件齐全完好
是□否□
安装位置正确,水、电、汽、气等公用工程按要求安装到位
是□否□
设备安装方法、各部件组装正确,符合设计要求
是□否□
设备相关文件资料齐全,符合GMP要求
是□否□
设备安全设施、安全装置完善
是□否□
设备运行调试情况
空载:
负载:
安装调ห้องสมุดไป่ตู้评定意见(机修)
设备调试人员
设备使用部门
工程部经理
设备使用部门经理
打印机主要参数设置

打印机主要参数设置操作步骤:1. 关闭打印机电源。
2. 按住操作面板上的STATION2 键,打开电源,等待打印机复位完成后松开按键。
3. 插入一张A4 纸,这时打印机将自动进纸并打印打印机的配置参数,如果涉及的参数项比较多则一页有可能打不完,这时需要再放入一张纸到打印机以便完整的打印当前配置参数。
4 .打印完成后关闭打印机电源。
如何修改打印机配置参数操作步骤:建议用户在不清楚每项参数的确切意义时,不要修改打印机的配置参数。
要进行参数设置(SET-UP )须按以下操作进行:∙关机。
∙同时按下STATION1 和STATION2 键,然后开机,直到打印机初始化动作完成。
∙在进纸槽中插入一张A4 规格的纸。
这时,打印机打印出一行提示信息:按STATION1 认可当前参数按STATION2 选择下一参数按LOCAL 开始设定参数∙按下LOCAL 键,机器进入设置状态。
同时打印出如下一行:MENU :配置模式∙如果这时按下STATION1 键,将意味着认可当前参数“配置模式”项,并对“配置模式”下的参数设置逐一进行选择。
∙如果这时按下STATION2 键,将意味着不选择当前参数“配置模式”项,这时打印机将打印出:MENU :配置模式IBM 配置同理:如果接下来按下STATION1 键,将意味着认可当前参数选项(“ IBM 配置”),并对其下的参数设置逐一进行选择。
如果这时按下STATION2 键,将意味着不认可当前参数选项,这时打印机又将打印出下一选项,直到打印出要修改的模块,按下STATION1 键,进入“配置参数设置”逐一进行选择。
∙进入“配置参数设置”:打印机的配置参数分为六个模块,即“配置模式”、“ IBM 配置”、“ OLIVETTI配置”、“水平磁条选件”(配有水平磁条选件才有此选项)、“ OKI 配置”和“ LQ 配置”,进入“配置参数设置”是指进入了六个模块之中的任何一个,并准备修改此模块下的参数。
打印机的实验报告
打印机的实验报告一、实验目的本次实验的主要目的是对打印机型号打印机的性能进行全面测试和评估,包括打印质量、打印速度、耗材使用情况、稳定性以及兼容性等方面,以确定其是否能够满足日常办公和个人使用的需求。
二、实验设备1、打印机型号打印机一台2、不同类型和规格的打印纸若干,如普通 A4 纸、照片纸、信封纸等3、各种颜色的墨盒/硒鼓4、连接打印机的电脑一台,安装有相关的驱动程序和打印软件5、测试用的文档、图片、表格等文件三、实验过程1、打印质量测试分别使用不同分辨率(如 300dpi、600dpi、1200dpi 等)打印黑白和彩色文档、图片,观察打印效果,包括文字清晰度、图像色彩还原度、线条平滑度等。
检查打印出的文档是否存在模糊、重影、色彩偏差、漏墨等问题。
对比不同纸张类型对打印质量的影响,如在普通纸和照片纸上打印相同的图片,观察细节表现和色彩鲜艳度的差异。
2、打印速度测试连续打印多页相同的文档(如 10 页、20 页、50 页等),记录从发送打印指令到打印完成所需要的时间,计算平均每页的打印速度。
分别测试黑白文档和彩色文档的打印速度,以及单页打印和连续打印的速度差异。
观察打印机在高速打印时是否出现卡纸、停顿等异常情况。
3、耗材使用情况测试记录打印机在打印一定数量的文档和图片后,墨盒/硒鼓的墨量或粉量消耗情况。
计算每页打印的耗材成本,评估打印机的经济性。
观察墨盒/硒鼓的更换是否方便,以及是否容易购买到适配的耗材。
4、稳定性测试进行长时间连续打印(如连续打印数小时),观察打印机是否能够稳定工作,是否出现过热、死机、故障等问题。
频繁开关打印机,检查其启动和关闭是否正常,以及是否会影响打印质量和速度。
5、兼容性测试尝试在不同操作系统(如 Windows、Mac OS、Linux 等)的电脑上安装打印机驱动程序,并进行打印测试,检查兼容性。
连接不同类型的设备(如笔记本电脑、平板电脑、手机等),通过无线或有线方式进行打印,观察是否能够正常工作。
打印机调试篇(DOC)

3D打印机调试篇1 需要下载的软件1.1 固件上传工具——Arduino IDE这是上传固件的必备工具,有了这个软件让上传固件变的容易很多,插上USB,就可以轻松上传。
下载地址:windows版本:/arduino-1.5.5-windows.exeMAC版本:/arduino-1.5.5-macosx.ziplinux 32位版本:/arduino-1.5.5-linux32.tgzlinux 64位版本:/arduino-1.5.5-linux64.tgz2.2 3d打印切片软件——Yidimu这个软件是生产3d打印机能够识别的控制代码的必备工具。
没有它,3d打印机将不能识别3d模型的格式。
只有通过这个软件转化为G代码后,打印机才可以正常使用。
1.3 3d打印机控制软件(上位机)——Pronterface1.4 固件——Marlin固件是安装在mega2560板子上的软件,功能强大的Marlin是不错的选择。
下载后解压后,marlin文件夹里的所有文件就是固件的源代码,找到里面的pde或ino文件用IDE软件打开即可。
2 安装驱动MAC和linux系统都不需要为mega 2560安装特定驱动,插上usb就可以使用了,由于mega 2560板子实际上是usb转串口,所以插上后如果正常,会多了一个串口出来。
如果是STduino 版本的Mega2560,由于我们的STduino是Arduino的升级版本,所以驱动不相同,请到:windowsMac osxLinux下载安装。
2.1 windows操作系统安装驱动当你安装好Arduino IDE后,来到IDE的目录,里面有一个driver文件夹,进去后找mega2560 r3字样的inf文件,如果找不到,这个目录下应该会有一个压缩文件,解压后就可以找到这个文件了,右键安装就可以了。
这时插上mega2560板子,应该是可识别的设备了。
3 准备完毕,正式开始如果你已经把上面的软件硬件都准备好了,那么就可以进入下一个环节了。
夏普模拟复印机维修中的常用调整项目

夏普模拟复印机维修中的常用调整项目第一篇:夏普模拟复印机维修中的常用调整项目夏普模拟复印机维修中的常用调整项目夏普模拟复印机维修中的常用调整项目以下内容只有回复后才可以浏览 1暴光量调整SIM46-1暴光强度调整用于在各暴光方式下,设定复印浓度(复印机灯输出电压)执行模式时,开始预热并在复印数量显示器上显示当前手动设定上限值(ME)要选择显示,按放大倍率显示键复印数量显示屏第1位第2第3位显示数据以下内容只有回复后才可以浏览 A 1----99 手动(ME)上限值 b 1----99 手动(M)下限值c 1----99 手动(ME)色粉节省上限值d 1---99 手动(ME)色粉节省下限值 E 1---99 照片(PE)上限值 F 1---99 照片(PE)下限值 G 1---99 自动(AE)倾斜 H 1---99 自动(AE)下限值 I 1---99 自动(AE)色粉节省倾斜 J 1---99 自动(AE)色粉节省下限值设定范围为1---99,减小数值则加大浓度,如出现底灰时可加大对应的数值。
调完后按CA键取消调整方式(注)对于自动(AE)倾斜和自动(AE)色粉节省倾斜,一定要设定“0”。
2载体初始化SIM25-2自动调整,约三分钟停止后按CA键退出。
3显影偏压调整调机子后面左上角电路板上的最左上角哪个可调电阻。
打入代码SIM8-1后将输出30T秒。
大约为负180V。
4墨粉浓度进工厂方式使用代码80-2。
减小数值则加大粉的浓度。
5前端空白调整代码SIM50-2中的 C值来调,标准值为245,显示为A45 6定影器故障复位,当定影器异常时,为了防止故障扩大机器会出现H系列故障代码并立即停机,在排除故障后使用代码SIM14来解除。
7废粉满复位当废粉满后出现小人灯亮,到干净废粉后用代码SIM15来解除。
8保养计数器到设置张数后,机器会用小人灯亮来提示。
这时须要把使用过的张数清除,从新设置使用张数。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目录一.码盘接线电缆型号 (3)1.电缆型号: (3)二.五个码盘的接线图示 (4)1.:测速辊码盘接线: (4)2 :旋转驱动码盘接线: (5)3 :水平框架驱动码盘接线: (6)4 字符库驱动码盘接线 (7)5 打印头驱动码盘接线: (8)6 快速换号码盘接线: (9)三.焊接码盘接线头. (10)1 旋转驱动接法 (10)2 快速换号驱动接法 (10)3 字符库驱动接法 (10)4 打印头驱动接法 (11)5 激光测距的接线 (11)6 水平框架的接线 (11)7 测速辊小车的接线 (12)四.送电过程: (13)1. 开关柜照明及风机送电 (13)2. 操作电源24V送电 (13)3. 动力电源380V送电: (13)4 PLC输出24V送电 (13)五测速辊小车 (14)1 工艺描述: (14)2 工作原理: (14)六模拟打印 (15)1 电压送电: (15)2 液压送电: (15)3 模式选择: (15)4. ECP机旁操作箱简易操作: (15)七码盘接线方式表览: (16)八寻找参考点 (22)1. 工作说明: (22)2. 位置说明: (22)九0.20参数的整定 (23)1 工作说明: (23)3 校准的动作 (23)4 调试过程及经验总结 (23)九UD73程序的下载 (26)1 目的: (26)2.下载方式: (26)3.电缆接线图 (26)十伺服阀的程序下载 (29)1.目的: (29)2.下载步骤: (29)2. 硬件接线: (30)3. 硬件接线表: (30)一.码盘接线电缆型号1.电缆型号:旋转驱动码盘:A30.1,A30.2: 4*2*0.25mm²(单屏蔽层)水平框架码盘:A31.1,A31.2: 4*2*0.25mm²(单屏蔽层)字符库码盘:A32.1,A32.2: 8*2*0.25mm²(单屏蔽层)快速换号码盘:A33.1,A33.2: 4*2*0.25mm²(双屏蔽层)打印头码盘:A34.1,A34.2: 8*2*0.25mm²(单屏蔽层)2.分析:为何电缆型号不同?原因:a)由于我们使用的是英国统一公司生产的CT变频器,针对其特性,再结合打印机的各个动作机械部分需求高精度的控制效果,即采用闭环矢量控制和闭环伺服电机随动控制,这就要求电机码盘的实际返回值的精度要高,另外,基于变频器的自诊断能力,给整个控制系统的运行和执行机构提出了非常高的要求,因此,我们对于整个控制系统的硬件部分要求也是相当苛刻。
所以,针对码盘的接线,我们也是根据相应的控制工艺而进行。
b)旋转驱动电机和水平框架电机采用的是交流异步电机,而旋转驱动电机是五台变频器中唯一带有报闸系统的设置. 字符库电机,快速换号电机以及打印头驱动电机是伺服电机(控制电机). 旋转驱动电机,水平框架电机码盘构成闭环矢量控制,字符库电机,快速换号电机以及打印头驱动电机构成闭环伺服电机随动控制,而快速换号电机却是通过UD53旋转变压器小型可选模块向变频器引入反馈信号。
c)由于控制方式不同,各个码盘功能也不同,所以接线也不同。
另外考虑到信号的传输可能会引入电噪声以及衰减,所以选择电缆时要引入屏蔽层,而UD53直接由线路传输,不经过SUB-D型针口,为最大程度地保证模拟信号(4-20ma)的质量, 所以加入双屏蔽层电缆。
d)综上所述,电缆信号的不同也在情理之中3 码盘敷线:CP6操作台电器室里对变频器与码盘通讯接口的布线.其中变频器装置A33.1(快速换号打印电机)不接SUB-D15针接头,取而代之的是UD53旋转变压器小型可选模块端子接线,其余为SUB-D15针接口,(详细接法见后图表所示)二.五个码盘的接线图示1.:测速辊码盘接线:2 :旋转驱动码盘接线:3 :水平框架驱动码盘接线::4 字符库驱动码盘接线5 打印头驱动码盘接线:6 快速换号码盘接线:三.焊接码盘接线头.1 旋转驱动接法1)白线2)褐线3)绿线4)灰线5)红线6)褐线7)粉线8)黑线2 快速换号驱动接法1)红线2)蓝线3)粉线4) 灰线5)绿线6) 黄线7) 褐线9)白线3 字符库驱动接法1)白2)褐3)不接4)绿5)黄6)灰7)粉8)黑9)青10)灰粉11)白绿12)褐绿13)红蓝14)白黄15)褐黄16)红17)蓝4 打印头驱动接法1)白2)褐3)不接4)绿5)黄6)灰7)粉8)黑9)青10)灰粉11)白绿12)褐绿13)红蓝14)白黄15)褐黄16)红17)蓝5 激光测距的接线2)绿线4)红线5)屏蔽线接(外壳)6 水平框架的接线1)白线2)褐线3)绿线4)灰线5)红线6)褐线7)粉线8)黑线7 测速辊小车的接线5)黑6)绿8)粉1)蓝3)青4)红10灰12)棕四.送电过程:1. 开关柜照明及风机送电将控制柜H02内的F9.1开关合上,检查H01、H02、H03控制柜内的照明是否正常;风机运行是否正常,并正确调整温控器9BT1。
2. 操作电源24V送电将控制柜H02内的F10.1开关合上;将Q11.1开关合上,检查24V稳压源G11.1工作正常后,依次将F11.1、F12.1、F12.2开关合上。
3. 动力电源380V送电:首先,检查H01柜门H10.1指示灯是否亮,不亮检查电源进线;亮合Q10.1开关,此时H10.1指示灯熄灭;合Q10.2开关,电压表P10.1有电压指示,通过选择器S10.1监视进线的相、线电压。
依次将Q25.1、Q26.1、Q26.2、Q27.1、Q27.2、Q27.3、Q30.1、Q31.1、Q32.1、Q33.1、Q34.1开关合上。
4 PLC输出24V送电将控制柜H02内的Q13.1开关合上,检查24V稳压源G13.1工作正常后,依次将F13.1、F13.2开关合上。
送电成功。
五测速辊小车1 工艺描述:在打印机即将工作时,务必先要对钢轨的长度以及速度进行精确的测量,以提供给操作人员一个实际值,方便操作人员对现场情况进行及时跟踪了解,此值将在操作室内的WINCC画面直接显示出来,而这一功能将通过在现场辊道下方的测速辊小车的反馈装置实现。
2 工作原理:1)当钢轨行将到达测速辊小车位置时,先要通过第一个红外传感器(BIR42.1)时(北侧),测量轨提升(060 -- 气动缸),此时一定要确保测速辊风压的正常工作。
BIR42.1发送一个信号且测轨的位置,激光测长(BLA42.1)确定钢轨的真实长度。
测速辊的上移装置由一个气动液压缸组成,包括终端处理监视器。
测量辊能在钢轨上定位。
水平框架根据BLA42.1测长的数据进行调整。
当钢轨到达第二个红外传感器BIR42.2时,测量轨确定钢轨的精确速度,轨的测量值为0cm。
(注意此时钢轨的实际值已经过去3米左右,)测量系统进行粗略调整,如果操作条件满足,钢轨就可以打印了。
2)测速辊的反馈装置由测速辊小车尾部的码盘G35.1来完成,其速度值由码盘线(W35.1)回馈到变频器(A34.1打印头驱动变频器)的模拟量输入端子5和6,此时的码盘相当于一个直流发电机(10V),钢轨速度的快慢通过码盘向5、6端子返回的模拟信号的强弱所反映。
3)钢轨长度测量:钢轨的长度测量是由码盘G35.1和S7-400的FM450双通道计数器(同时具有定位功能)模块共同完成,模块的计数器可以判断脉冲的方向进行2倍频和4倍频计数,模块可以给G35.1供电。
3 测速辊的电气实验1)正确安装码盘的接线2)将1号线接变频器5号端子,2号线接6号端子3)用万用表测量5、6端子时如发现显示值为正,则红表笔接的是5号端子,如为负值,则黑表笔接的是5号端子。
实验结果发现,如果手动使测速辊正转(钢轨的正常运动方向)时,万用表显示的电压值为正值,且转速越快,显示指越大。
同理,转速越慢,显示指越小。
如果反转,万用表显示的电压值为负值,且转速越快,显示指越大。
同理,转速越慢,显示指越小。
六模拟打印在模拟过程中可有两种操作模式:手动(人工)和自动。
其中,自动模式可在操作台上操作,而手动模式需在机旁操作箱可进行。
1 电压送电:将选择器S11.1选到合的位置,等待控制柜内PLC启动;当PLC正常启动后,H11.2控制电压合指示灯亮,表明电压送电正常。
2 液压送电:将选择器S46.1选到液压泵位置,按液压泵合按钮S46.3,指示灯H49.5亮,表明液压泵送电正常;然后将选择器S46.1选到加热器位置,如果加热器工作,指示灯H49.6亮。
3 模式选择:1) 将选择器S45.4选到手动(Manu)模式,指示灯H49.1亮,表明手动模式正常,此时可通过机旁操作箱ECP进行手动(人工)操作。
2)将选择器S45.4选到自动(Auto)模式,指示灯H49.2亮,表明自动模式正常,此时可按自动启动按钮S45.1,指示灯H25.1亮,表明打印机投入自动运行方式;按自动停止按钮S45.2,指示灯H25.2亮,表明打印机自动方式停止。
4. ECP机旁操作箱简易操作:当打印机MCP操作台选择器S45.4在手动模式时,MCP的指示灯H48.4、H48.5和ECP的手动模式指示灯H79.3、H79.4亮时,可进行手动操作。
通过选择器S80.1和S82.1预选需要动作的部件,按按钮S81.1、S81.2、S81.3、S81.4使选中的部件动作。
七码盘接线方式表览:表一:旋转驱动码盘接线标准:表四:快速换号码盘接线表五:打印头码盘接线标准图:表六:测速辊小车的码盘接线图:八寻找参考点1. 工作说明:1).码盘分为增量式码盘和绝对值码盘,由于其结构和工作原理的不同,二者在寻找参考点时的方式也不同。
2) 增量式码盘:码盘在转动时输出脉冲,通过计数设备来知道其位置,当码盘不动或停电时,靠技术设备来记住位置,停电后,码盘不能有任何移动。
当来电工作时,码盘在输出过程中,不能有干扰而丢失脉冲。
否则,计数设备的零点就会发生偏移,由于不知道偏移量,所以,我们可以通过设置参考点来解决这一问题。
3) 绝对值码盘:由光电码盘的机械位置决定,其不受停电干扰的影响,无需记忆,无需参考点(如需考虑到温漂的影响,也可加入参考点)2. 位置说明:1).机械零点:(in home position)好比一个人家,它只在伺服电机错乱时,用来服归的,到了这个点,还要往前或往后移动一个距离,即为工作原点。
2 ) 电机原点:机械零点是为了消除机械的丝隙后,需要给电机提供一个原点,这一动作叫做码盘回零。
在找码盘零点时,当遇上接近开关时,电机先减速,接收到码盘的第一个Z脉冲时停下来,如果到达设置的零点电机还转说明Z相脉冲没有到位。
如上分析,在电机停电后再上电后,我们需要对其设置一个参考点(虚拟点),作为临时电机原点,然后再通过修正值(变频器参数值0。