齿轮螺栓垫片冲压模具设计说明书
齿轮螺栓垫片冲压成形工艺与模具设计齿轮螺栓垫片冲裁模毕业设计说明书

1 绪论大学三年的学习即将结束,毕业设计是其中最后一个实践环节,是对以前所学的知识及所掌握的技能的综合运用和检验。
随着我国经济的迅速发展,采用模具的生产技术得到愈来愈广泛的应用。
随着工业的发展,工业产品的品种和数量不断增加。
换型不断加快,使模具的需要不断增加,而对模具的质量要求越来越高。
模具技术在国民经济中的作用越来越显得更为重要。
模具是一种特殊的模型,用来塑造(制造)产品;从工艺的角度,模具是一种成型制品的特殊工艺装备。
模具是工业生产的基础工艺装备,在电子、汽车、电机、电器、仪表、家电和通讯等产品中,60%—80%的零部件都依靠模具成形,模具质量的高低决定着产品质量的高低,因此,模具被称之为“工业之母”。
模具又是“效益放大器”,用模具生产的最终产品的价值,往往是模具自身价值的几十倍、上百倍。
目前,我国冲压技术与工业发达国家相比还比较的落后,主要原因是我国在冲压基础理论及成形工艺、模具标准化、模具设计、模具制造工艺及设备等方面与工业发达的国家尚有相当大的差距,导致我国模具在寿命、效率、加工精度、生产周期等方面与工业发达国家的模具相比差距相当大。
随着国民经济总量和工业产品技术的不断发展,各行各业对模具的需求量越来越大,技术要求也越来越高。
虽然模具种类繁多,但其发展重点应该是既能满足大量需要,又有较高技术含量,特别是目前国内尚不能自给,需大量进口的模具和能代表发展方向的大型、精密、复杂、长寿命模具。
模具标准件的种类、数量、水平、生产集中度等对整个模具行业的发展有重大影响。
因此,一些重要的模具标准件也必须重点发展,而且其发展速度应快于模具的发展速度,这样才能不断提高我国模具标准化水平,从而提高模具质量,缩短模具生产周期,降低成本。
由于我国的模具产品在国际市场上占有较大的价格优势,因此对于出口前景好的模具产品也应作为重点来发展。
根据上述需要量大、技术含量高、代表发展方向、出口前景好的原则选择重点发展产品,而且所选产品必须目前已有一定技术基础,属于有条件、有可能发展起来的产品。
冲压模具课程设计说明书 2
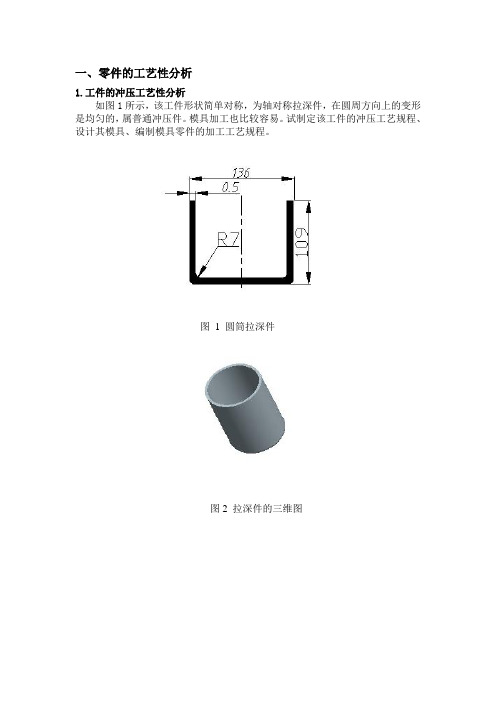
一、零件的工艺性分析1.工件的冲压工艺性分析如图1所示,该工件形状简单对称,为轴对称拉深件,在圆周方向上的变形是均匀的,属普通冲压件。
模具加工也比较容易。
试制定该工件的冲压工艺规程、设计其模具、编制模具零件的加工工艺规程。
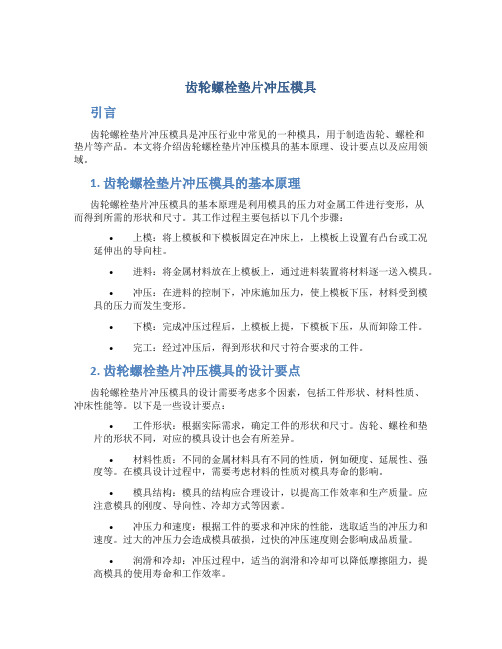
图1 圆筒拉深件图2 拉深件的三维图2.工件材料化学成分和机械性能分析(1)材料分析工件的材料为08钢,属于优质碳素结构钢,优质沸腾钢,强度、硬度低,冷变形塑性很好,可深冲压加工,焊接性好。
成分偏析倾向大,时效敏感性大,故冷加工时应采用消除应力热处理或水韧处理,防止冷加工断裂。
08钢的主要机械性能如下:σ(兆帕) 280-390抗拉强度bσ(兆帕) 180屈服强度s抗剪强度(兆帕) 220-310延伸率δ 32%(2)结构分析工件为一窄凸缘筒形件,结构简单,圆角半径为r=7,厚度为t=0.5mm,满足筒形拉深件底部圆角半径大于一倍料厚的要求,因此,零件具有良好的结构工艺性。
(3)精度分析工件上尺寸均为未注公差尺寸,普通拉深即可达到零件的精度要求。
经上述分析,产品的材料性能符合冷冲压加工要求。
在零件工艺性分析的基础上制定其工艺路线如下:零件的生产包括落料、拉深(需计算确定拉深次数)、修边(采用机械加工)等工序,为了提高生产效率,可以考虑工序的复合,经比较决定采用落料与第一次拉深复合。
二、工件的拉深工艺分析及计算1.毛坯尺寸计算(1)计算原则相似原则:拉深前坯料的形状与拉深件断面形状相似;等面积原则:拉深前坯料面积与拉深件面积相等。
(2)计算方法由以上原则可知,旋转体拉深件采用圆形毛坯,其直径按面积相等的原则计算。
计算坯料尺寸时,先将拉深件划分为若干便于计算的简单几何体,分别求出其面积后相加,得拉深件总面积A。
图3 拉深件的坯料计算如图3所示,筒形件坯料尺寸,将圆筒件分成三个部分,每个部分面积分别为:(3)确定零件修边余量由于板料的各向异性和模具间隙不均等因素的影响,拉深后零件的边缘不整齐,甚至出现耳子,需在拉伸后进行修边。
齿轮螺栓垫片冲压模具
齿轮螺栓垫片冲压模具引言齿轮螺栓垫片冲压模具是冲压行业中常见的一种模具,用于制造齿轮、螺栓和垫片等产品。
本文将介绍齿轮螺栓垫片冲压模具的基本原理、设计要点以及应用领域。
1. 齿轮螺栓垫片冲压模具的基本原理齿轮螺栓垫片冲压模具的基本原理是利用模具的压力对金属工件进行变形,从而得到所需的形状和尺寸。
其工作过程主要包括以下几个步骤:•上模:将上模板和下模板固定在冲床上,上模板上设置有凸台或工况延伸出的导向柱。
•进料:将金属材料放在上模板上,通过进料装置将材料逐一送入模具。
•冲压:在进料的控制下,冲床施加压力,使上模板下压,材料受到模具的压力而发生变形。
•下模:完成冲压过程后,上模板上提,下模板下压,从而卸除工件。
•完工:经过冲压后,得到形状和尺寸符合要求的工件。
2. 齿轮螺栓垫片冲压模具的设计要点齿轮螺栓垫片冲压模具的设计需要考虑多个因素,包括工件形状、材料性质、冲床性能等。
以下是一些设计要点:•工件形状:根据实际需求,确定工件的形状和尺寸。
齿轮、螺栓和垫片的形状不同,对应的模具设计也会有所差异。
•材料性质:不同的金属材料具有不同的性质,例如硬度、延展性、强度等。
在模具设计过程中,需要考虑材料的性质对模具寿命的影响。
•模具结构:模具的结构应合理设计,以提高工作效率和生产质量。
应注意模具的刚度、导向性、冷却方式等因素。
•冲压力和速度:根据工件的要求和冲床的性能,选取适当的冲压力和速度。
过大的冲压力会造成模具破损,过快的冲压速度则会影响成品质量。
•润滑和冷却:冲压过程中,适当的润滑和冷却可以降低摩擦阻力,提高模具的使用寿命和工作效率。
3. 齿轮螺栓垫片冲压模具的应用领域齿轮螺栓垫片冲压模具广泛应用于机械、汽车、电子等领域,以下是一些典型的应用场景:•机械制造:齿轮螺栓垫片冲压模具在机械制造行业中广泛使用,用于生产各种齿轮、螺栓和垫片等零部件。
•汽车制造:汽车行业对齿轮螺栓垫片的需求非常大,冲压模具被广泛应用于汽车发动机、底盘和车身等部件的制造过程中。
冲压垫片模具课程设计说明书

摘要:随着模具的迅速发展,在现代工业生产中,模具已经成为生产各种工业产品不可缺少的重要工艺设备,为了扩展在工艺方面的知识面为了适应社会的要求,学校举行了课程设计,这次课程设计是在学习完冲模、模具制造等课程的基础上进行的,是对我综合能力的考核,是对我所学知识的综合运用,也是对我所学知识的回顾与检查。
通过实例,分析了零件的冲压工艺方案,阐述了模具结构特点及工作过程,最后提出了模具设计应该注意的问题。
关键词:冲模;冲压工艺;模具设计Abstract: Through an example, the stamping process for forming the multi-direction bent parts is analyzed .The structure characteristics and working process of the die for stamping the multi-direction bent parts are presented .The parts needing attention in the design of the die are put forward .key words: die;stamping process ; die design前言模具是现代化的生产重要工艺装备,在国民经济的各个部门都越来越多地依模具来进行生产加工,越来越引起人们的重视,模具也趋向标准化。
随着模具的迅速发展,在现代工业生产中,模具已经成为生产各种工业产品不可缺少的重要工艺设备。
这次毕业设计是在学习完所有机械课程的基础上进行的,是对我综合能力的考核,是对我所学知识的综合运用,也是对我所学知识的回顾与检查。
本次设计的是一副冲孔-落料的复合模,这次设计是在戴正强老师认真、耐心的指导下,对模具的经济性、模具的寿命、生产周期、及生产成本等指标下进行全面、仔细的分析下而进行设计的。
垫片冲压模具设计_毕业设计说明书 精品
垫片冲压模具设计摘要本次设计了一套落料、冲孔的模具。
经过查阅资料,首先要对零件进行工艺分析。
经过工艺分析和对比,采用落料、冲孔工序。
通过冲裁力、顶件力、卸料力等计算,确定压力机的型号。
再分析对冲压件加工的模具适用类型选择所需设计的模具。
得出将设计的模具类型后将模具的各工作零部件设计过程表达出来。
在文档中第一部分,主要叙述了冲压模具的发展状况,说明了冲压模具的重要性与本次设计的意义,接着是对冲压件的工艺分析,完成了工艺方案的确定。
第二部分,对零件排样图的设计,完成了材料利用率的计算。
再进行冲裁工艺力的计算和冲裁模工作部分的设计计算,对选择冲压设备提供依据。
最后对主要零部件的设计和标准件的选择,为本次设计模具的绘制和模具的成形提供依据,以及为装配图各尺寸提供依据。
通过前面的设计方案画出模具各零件图和装配图。
本次设计阐述了冲压倒装复合模的结构设计及工作过程。
本模具性能可靠,运行平稳,提高了产品质量和生产效率,降低劳动强度和生产成本。
关键词:冲压模,复合模,垫片,冲裁间隙GASKET STAMPING MOULD DESIGNABSTRACTThe design of a set of blanking and punching mold. Through referring to information, first of all, I should analysis the process. Through process analysis and comparison, I use blanking and punching process. Through the blanking force, the top piece, and the discharge power to determine the model press. Further analysis of the stamping dies for processing the application to select the desired type of mold design. The mold will be designed to draw upon the type of mold parts of the work expressed in the design process.In the first part of the document mainly describes the development of stamping die, stamping die illustrate the importance and significance of this design, and then stamping parts of the process analysis, completed a process to identify programs. The second part of the nesting parts of the design plans to complete the calculation of the utilization of the material further edge blanking process of calculation and Die Design and Calculation of the work of some of the stamping equipment to provide a basis to choose.Finally, the main components of standard design and the choice of design-based mapping tool and provide a basis for forming mold, as well as the assembly drawing to provide the basis of the size. Through the draw in front of mold design and assembly of the parts diagram Fig.The design tells the structure of compound mold design and working process. Reliable performance of the mold, smooth running, improved product quality and production efficiency, reduce labor intensity and production costs.Key words: Blanking, Punching, Mold, Mold gap目录前言 (5)第1章冲裁工艺设计 (7)1.1 冲裁件的工艺分析 (7)1.1.1 工件材料 (7)1.1.2 工件结构 (7)1.1.3 尺寸精度 (7)1.2 冲裁工艺方案的确定 (8)第2章冲裁排样设计 (9)2.1 排样的方法及排样图 (9)2.1.1 排样的方法 (9)2.1.2 排样图 (9)2.2 排样的计算 (9)2.2.1 确定搭边值 (9)2.2.2 送料步距 (10)2.2.3 条料宽度计算 (10)2.2.4 材料利用率 (12)第3章冲压力和压力中心的计算 (13)3.1 确定冲压力 (13)3.1.1 冲裁力的计算 (13)3.1.2 卸料力、推件力及顶件力的计算 (15)3.1.3压力机公称压力的确定 (16)3.1.4冲裁功 (17)3.2 确定模具压力中心 (17)3.3 冲压设备的选用 (18)第4章凸凹模刃口尺寸的确定 (20)4.1 确定凸凹模刃口尺寸的原则 (20)4.1.1 凸凹模刃口尺寸的作用 (20)4.1.2 刃口尺寸计算原则 (20)4.2凸凹模刃口尺寸的确定 (20)第5章冲裁模典型结构设计 (21)5.1 工作部件设计 (21)5.1.1 冲孔凸模 (21)5.1.2落料凹模结构设计 (22)5.2 定位装置设计与计算 (23)5.2.1定距侧刃..................................... 错误!未定义书签。
齿形垫片冲压模具设计
《冲压工艺与模具设计》课程设计说明书设计题目:齿形垫片冲压模具设计学生姓名:学号:系别:机电工程系专业班级:10机械设计制造及自动化专业 1 班指导教师:起止时间:2014年月日——2014年月目录1 前言 (1)2 零件的工艺分析 (3)2.1结构与尺寸 (3)2.2精度 (3)2.3材料 (4)3 确定冲裁工艺方案 (4)4 确定模具总体结构方案 (5)4.1模具类型 (5)4.2操作与定位方式 (5)4.3卸料与出件方式 (5)4.4模架类型及精度 (5)4.5凸模设计 (5)5 工艺设计计算 (6)5.1排样设计与计算 (6)5.2计算冲压力与压力中心,初选压力机 (6)5.3计算凸、凹模刃口尺寸及公差 (7)6 设计选用零件、部件,绘制模具总装草图 (8)6.1凹模设计 (8)6.2凸模设计 (8)6.2.1 凸模的结构形式与固定方法 (8)6.2.2 凸模长度计算 (9)6.2.3 凸模材料和技术条件 (9)6.3凸凹模的设计 (10)6.3.1 凸凹模的结构形式与固定方法 (10)6.3.2 校核凸凹模的强度 (10)6.3.3 凸凹模尺寸的确定 (10)6.3.4 凸凹模材料和技术条件 (11)6.4定位零件 (11)6.5卸料与出件装置 (11)6.6模架及其它零件的选用 (12)6.6.1 模柄 (12)6.6.2 模座 (12)6.6.3 垫板 (12)6.6.4 总体结构及尺寸 (12)6.6.4 冲压设备的选择 (13)6.6.5 紧固件的选用 (13)7 压力机的校核 (13)7.1公称压力 (13)7.2滑块行程 (13)7.3行程次数 (14)7.4工作台面的尺寸 (14)7.5滑块模柄孔尺寸 (14)7.6闭合高度 (14)8 模具装配图 (14)8.1冲压模具制造技术要求 (14)8.2总装图 (15)9总结 (15)参考文献 (16)垫板冲压模具课程设计摘要:本设计为一垫板的冷冲压模具设计,根据设计零件的尺寸、材料、批量生产等要求,首先分析零件的工艺性,确定冲裁工艺方案及模具结构方案,然后通过工艺设计计算,确定排样和裁板,计算冲压力和压力中心,初选压力机,计算凸、凹模刃口尺寸和公差,最后设计选用零、部件,对压力机进行校核,绘制模具总装草图,以及对模具主要零件的加工工艺规程进行编制。
齿轮螺栓垫片冲压模具设计说明书要点
设计说明书本人有全套的三维图和二维总装配图和零件图需要的朋友请联系QQ:624407952设计:XX指导老师:XX2011-7-7 技术要求材料:A3钢料厚:t=1mm 大批量生产一、冲裁件工艺分析1、材料:A3为碳素结构钢,具有较好的机械性能,强度较好,比较适宜冲裁加工。
2、零件结构:零件结构简单对称,无尖角,对冲裁加工较为有利。
零件中有两圆孔,孔的最小尺寸为11mm ,满足冲裁最小孔径min d ≥10.1=t mm 的要求。
另外,经计算孔距零件外形之间的最小孔边距为4.5mm ,满足冲裁件最小孔边距min l ≥ 1.55.1=t mm 的要求。
所以该零件的结构满足冲裁的要求3、尺寸精度:零件图上所有尺寸未标注属于自由尺寸,可按IT14级确定工件尺寸的公差。
查公差表得各尺寸公差为: a 、零件外形:720-0.74mm 170-0.43mm 270-0.52mm Φ200-0.52mm R10-0.25mm R1.50-0.25mm R2.50-0.25mm 50-0.3 mm b 、孔内形:Φ110+0.43 mm c 、孔心距:40±0.31mm 结论:适合冲裁。
二、确定冲压工艺方案齿轮螺栓垫片所需冲压工序为落料,冲孔两个基本工序,可有以下三种工艺方案方案1:先落料,后冲孔,采用两套单工序模生产。
方案2:落料—冲孔复合冲压,采用复合模生产。
方案3:冲孔—落料连续冲压,采用级进模生产分析:方案一模具结构简单,但需两道工序、两副模具,生产效率低,零件精度较差,在生产批量较大的情况下不适用。
方案二只需一副模具,冲压件的形位精度和尺寸精度易保证,且生产效率高。
尽管模具结构较方案一复杂,但由于零件的几何形状较简单,模具制造并不困难。
方案三也只需一副模具,生产效率也很高,但与方案二比生产的零件精度稍差,且不易保证冲压件的形位精度。
所以,比较三个方案欲采用复合模生产,即采用方案二。
因为制件材质较软且板料较薄,宜采用正装式复合模加工。
螺栓垫片冲压工艺及冲压模具设计设计
X X X X X X X本科毕业设计说明书M12螺栓垫片冲压工艺及冲压模具设计M12 Bolt Gasket Stamping Process and Die Design性质: □√毕业设计□毕业论文教学院:机电工程学院系别:机械设计制造及其自动化学生学号:XXXXX学生姓名:XXX专业班级:机自XXXX指导教师:XXXX职称:XXX起止日期:2013.4.3~2013.6.18吉林化工学院Jilin Institute of Chemical Technology精选资料摘要螺栓垫片冲压工艺及冲压模具设计,通过对冲压件的分析和有关冲压工艺的资料阅读,大量了解有关模具设计的基本概况,确定合理的冲压工艺方案,设计冲压工序的模具,使用标准的模架,使用UG三维绘图软件绘制模具三维图,对冲压机构进行工艺分析。
明确了设计思路,确定冲压成型工艺过程对各个具体部分进行计算和校核,这样设计出来的结构可确保模具工具运行可靠,保证了其他部件的配合,根据三维图绘制模具的二维图和零件图。
通过止动垫片的设计,巩固和深化了所学知识,并对有关模具设计的国内外发展有了充分的了解。
关键词:冲压工艺;止动垫片;模具设计;冲压模具XXX:M12螺栓垫片冲压工艺及冲压模具设计AbstractThe bolt and gasket stamping die stamping process design,By stamping parts stamping process analysis and information about reading, a lot of information about the basic overview of mold design, stamping process to determine a reasonable solution Stamping die design process, using a standard mold base, the use of three-dimensional graphics software to draw UG mold three-dimensional images of the stamping process analysis institutions Clear design ideas, stamping process to determine the specific part of each calculation and verification This structure can be designed to ensure reliable operation die tools to ensure the cooperation of other parts, according to three-dimensional two-dimensional graph drawing dies and parts diagram Through the stop gasket design, consolidate and deepen the knowledge, and domestic and international developments related to mold design has been well understood.Keywords: stamping process; stop pads; mold design; stamping dieII精选资料摘要 (I)Abstract (II)第一章绪论 (1)1.1 课题来源及研究意义 (1)1.2 螺栓止退垫片工作原理与设计要求 (3)1.3 模具行业的发展现状及市场前景 (3)1.4 冲压工艺介绍 (4)1.5 冲压工艺的种类 (5)1.6 冲压行业阻力和障碍与突破 (5)第二章止退垫片冲模总体方案的确定 (9)2.1 设计题目及主要参数 (9)2.1.1 设计题目 (9)2.1.2 止退垫片主要参数 (9)2.2 冲压工艺与模具设计 (10)2.2.1 冲压件工艺分析 (10)2.2.2 工艺方案及模具结构类型 (10)2.3 排版设计 (11)2.3.1 步距 (11)2.3.2 条料宽度 (11)2.3.3 确定条料的宽度 (12)2.3.4 材料的经济利用 (13)2.4 冲压力和压力中心计算 (14)2.4.1 冲压力的计算 (14)XXX:M12螺栓垫片冲压工艺及冲压模具设计2.4.2工作零件刃口尺寸计算 (17)2.4.3 工作零件结构尺寸 (19)2.4.4 其他模具零件结构尺寸 (20)2.4.5 冲床选用 (21)第三章模具制造 (22)3.1 主要模具零件加工工艺过程 (22)3.1.1 落料凹模加工工艺过程 (22)3.1.2 冲孔凸模加工工艺过程 (23)3.1.3 凸凹模加工工工艺过程 (23)3.1.4 凸模固定板加工工艺 (24)3.1.5 缺料板加工工艺过程 (24)3.1.6 上垫板加工工艺过程 (25)3.1.7 空心垫板加工工艺过程 (26)3.1.8 上模座加工工艺过程 (26)3.1.9 下模座加工工艺过程 (27)3.1.10 推件块加工工艺过程 (27)结束语 (29)参考文献 (30)致谢 (31)IV精选资料第一章绪论1.1 课题来源及研究意义本设计说明书是止退垫片冲模设计的基本要求、主要内容及相关的技术资料而编写的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
设计说明书本人有全套的三维图和二维总装配图和零件图需要的朋友请联系QQ:624407952设计:XX指导老师:XX2011-7-7 技术要求材料:A3钢料厚:t=1mm 大批量生产一、冲裁件工艺分析1、材料:A3为碳素结构钢,具有较好的机械性能,强度较好,比较适宜冲裁加工。
2、零件结构:零件结构简单对称,无尖角,对冲裁加工较为有利。
零件中有两圆孔,孔的最小尺寸为11mm ,满足冲裁最小孔径min d ≥10.1=t mm 的要求。
另外,经计算孔距零件外形之间的最小孔边距为4.5mm ,满足冲裁件最小孔边距min l ≥ 1.55.1=t mm 的要求。
所以该零件的结构满足冲裁的要求3、尺寸精度:零件图上所有尺寸未标注属于自由尺寸,可按IT14级确定工件尺寸的公差。
查公差表得各尺寸公差为: a 、零件外形:720-0.74mm 170-0.43mm 270-0.52mm Φ200-0.52mm R10-0.25mm R1.50-0.25mm R2.50-0.25mm 50-0.3 mm b 、孔内形:Φ110+0.43 mm c 、孔心距:40±0.31mm 结论:适合冲裁。
二、确定冲压工艺方案齿轮螺栓垫片所需冲压工序为落料,冲孔两个基本工序,可有以下三种工艺方案方案1:先落料,后冲孔,采用两套单工序模生产。
方案2:落料—冲孔复合冲压,采用复合模生产。
方案3:冲孔—落料连续冲压,采用级进模生产分析:方案一模具结构简单,但需两道工序、两副模具,生产效率低,零件精度较差,在生产批量较大的情况下不适用。
方案二只需一副模具,冲压件的形位精度和尺寸精度易保证,且生产效率高。
尽管模具结构较方案一复杂,但由于零件的几何形状较简单,模具制造并不困难。
方案三也只需一副模具,生产效率也很高,但与方案二比生产的零件精度稍差,且不易保证冲压件的形位精度。
所以,比较三个方案欲采用复合模生产,即采用方案二。
因为制件材质较软且板料较薄,宜采用正装式复合模加工。
三、模具设计计算1、计算冲压力采用弹性卸料装置和上出料方式的冲裁模,冲压力为冲裁力,卸料力和顶件力的总和。
a、冲裁力根据冲裁力的计算公式:F=Ltσb查表取σ=410Mpa,L=185.2789+2×11×3.14 =254.36mmbF=Ltσ =254.36×1×410=104287.6bb、卸料力卸料力的公式计算:F X=K X F查表,取K X=0.045,得F X=0.045×104287.6=4692.94Nc、顶件力顶件力的计算公式:F D=k D F查表,取K D =0.06, F D=0.06×104287.6=6257.256Nd、总冲压力F Z=F+ F X+ F D=104287.6+4692.94+6257.256=115237.796Ne、初选压力机根据总压力F Z 选择压力机的标称压力,因为115237.796N=115KN <250KN ×80%,所以初选J23-25型开式压力机。
二、确定压力中心工件图形左右对称,故压力中心在A-A 线上,)(55443322110y l y l y l y l y l y ++++==(140.28X17+19.4X3.6X2+19.4X17.2)/(140.28+19.4X4)=14.6mm三 、排样设计及材料利用率分析(1)排样方法。
有废料排样,因零件为简单的矩形且尺寸较大,并考虑操作方便与模具结构尺寸等因素,采用直排。
(2)搭边值.查表1-3,得a=1.8mm a 1=1.5mm (3)送料步距S.据公式:S=D+a1=27+1.5=28.5mm(4)条料宽度。
据公式:B 0-△ =(D max +2a+Z) 0-△=(72+2×1.8+0.5)0-0.5=76.1 0-0.5 (mm)(5)板料规格。
选用2000X1250X1 (6)条料长度。
L=1250mm(7)每张板料可剪裁的条数。
2000/75.5=26条,余37mm (8)每条条料可冲裁的零件数。
N 1=1250/28.5=43 (9)每张板料可冲裁的零件数。
44×26=1144(10)一条条料的材料利用率。
η=01A n /1A ×100﹪=43×1280.1298/(76.1×1250)×100﹪=58﹪四、刃口尺寸计算(1)确定冲裁间隙。
材料厚度t=1mm ,查表1-20取Z min =0.1mm ,Z max =0.14mm ,则△Z= Z max - Z min =0.14-0.1=0.04mm(2)根据零件形状特点,刃口尺寸计算采用配合加工法 冲裁性质 工件尺寸 计算公式 凹模尺寸 凸模尺寸第一类尺寸:磨损后增大的尺寸A074.072-M A =(∆+∆-41max )x A185.0063.71+ 凸模实际刃口尺寸与落料凹模配制,保证最小双面合理间隙值043.017- 108.00785.16+ 052.027-13.0074.26+ 052.020-φ13.0074.19+ 03.05-075.0085.4+ 025.01-R063.00875.0+第二类尺寸:磨损后减小的尺寸B Φ110+0.43 mmMB=(041min)∆-∆+xB凹模实际刃口尺寸与冲孔凸模配制,保证最小双面合理间隙值108.0215.11-25.05.1-R0063.0375.1-R凸模实际刃口尺寸与落料凹模配制,保证最小双面合理间隙值025.05.2-R0063.0375.2-R第三类尺寸:磨损后不变尺寸C 40±0.31mm ∆±∆+=81)21(minCCM40078.0±五、模具主要零部件的设计与选用1、凹模外形尺寸的计算,确定模具典型组合(1)确定凹模外形尺寸。
查表得k=0.22,则凹模厚H H=kl=0.22×72=15.84(mm)凹模宽度B B=b+2c=b+(3~4)H= 27+3.5×15.84=82.44(mm)凹模长度L L=l+2c=l+(3~4)H=72+3.5×15.84=127.44 (mm) 将计算出的尺寸套国家标准JB/T7643.1-2008,最终确定其外形尺寸为:160mm×100mm×18mm。
(2)判断送料方向.由排样图只平行送料方向凹模型孔尺寸大于垂直方向尺寸,所以为横向送料。
(3)选择典型组合。
采用弹性卸料、横向送料,且凹模外形尺寸为160mm×100mm×18mm,故选择典型组合为:160X100X160~190GB/T2851-20082、凹模设计(1)型孔位置。
从排样图上被冲切的位置获得。
(2)型孔尺寸。
由刃口尺寸计算获得。
(3)刃口形式。
采用直壁式,直壁高度查表取10mm(4)螺孔、销孔。
各螺孔、销孔的大小、数量、位置均可以从典型组合标准中查得。
(5)材料及技术要求。
材料选用T8A,热处理硬度60~64HRC。
各表面的粗糙度如图所示(6)凹模零件图。
由设计结果绘制成凹模零件图,如图3、冲孔凸模设计(1)凸模的结构形式。
查标准ISO8021::1986得。
采用固定板压入式固定(2)凸模工作部分尺寸。
由刃口尺寸计算获得。
(3)凸模长度的计算。
得凸模固定板h1=12mm,垫快h2=20mm,凹模h3=18mm,故凸模长度为:L= h1 +h2 +h3=12+20+18=50mm4、凸凹模设计(1)凸凹模的结构形式。
采用阶梯式,形状从排样图上被冲切位置获得。
固定方法:采用固定板固定法.(2)凹凸模工作部分尺寸。
由刃口尺寸计算获得(3)凸凹模长度计算。
得固定板配合段h1=12mm。
,橡胶h2=30mm,卸料板h3=12mm,L= h1 +h2 +h3 =54mm(4)凸凹模零件图如图:5、定距零件得设计(1)定距方式的选择。
选择采用固定挡料销。
(2)结构形式及规格。
查标准JB/7649.10-1994及其尺寸6、导料板的设计(1)导料板的总长和厚度等均可以从标准JB/T7648.5-1994查得.(2)导料板的间距。
A=B+Z=D max +2a+2Z=76.6(mm)(3)导料板的宽度。
因垂直于送料方向的压力中心与凹模几何中心重合,则两边导料板的宽度相等。
B=(160-76.6)/2=41.7(mm)7、卸料装置的选择(1)卸料装置的选择①卸料类型的选择。
选用弹性卸料方式。
(2)卸料螺钉的选择。
由典型组合标准JB/T7650.6-1994选得圆柱头内六角卸料螺钉(3)卸料板的设计①卸料板与凸模的间隙取单边值0.1mm。
②卸料板厚度一般为凹模厚度的0.6~0.8倍,平面外形尺寸等于或大于凹模尺寸,得160X100X12③卸料板的结构尺寸由标准查的④卸料板的材料由表查的用45号钢。
⑤卸料板的螺孔的孔径、孔距均可查典型组合标准⑥卸料板的零件图由以上的分析、计算得卸料板如图(4)弹性元件的选用①弹性元件类型的选择。
采用圆筒形聚氨酯弹性体②弹性体的数量、形状和尺寸。
数量是4个,形状尺寸由标准GB/T7650.9-1995查得。
③弹性体的弹力校核。
单个弹性体要承受的卸料力:F X=4692.94/4=1173.235N弹性体安装高度30mm,压缩量为30%时的工作负荷为2980N,满足卸料力的要求。
(5)推件装置的选择①推件类型的选择。
选用刚性推件方式。
②打杆。
查标准GB2867.1得A14×120③推板。
选用A型推板,查标准 JB/T7650.4-1994④推杆。
查标准JB/T7650.3-19948、模架的选择(1)模架类型的选择。
因冲裁件尺寸不大,精度也不高,为了送料及操作方便,选用后侧导柱的模架。
(2)模架规格。
分别由GB/T2855.5-1990和GB/T2855.6-1990查的:上模座160X100X40,下模座:160X100X50(3)导柱、导套规格。
分别由标准GB/T2861.2-1990和GB/T2861.7-1990查的。
9、连接与固定零件的设计(1)模柄①模柄形式。
选用B型旋入式的模柄。
②模柄规格。
因选用J23-25型开式压力机的模柄孔尺寸为50X70,故查标准JB/T7646.2-1994得模柄规格为B50X91.Q235(2)垫板①上、下垫板的外形尺寸均由典型组合标准GB/T7643.3-1994查的,为160X100X8.②上、下垫板得螺钉过孔的直径均比螺钉的直径大1mm 左右。
③上、下垫板的材料均选用45号钢④上垫板结构如图:⑤下垫板结构如图:(3)冲孔凸模固定板①冲孔凸模固定板厚度一般为凹模厚度的0.6~0.8倍,平面外形尺寸等于或大于凹模尺寸,得160X100X12②孔型位置应与凹模型孔位置一致,与凸模为H7/h6配合。