冲压模具设计说明书复合模
冲裁模(冲压模具)课程设计 说明书

弓形连接固定片复合模设计零件名称:弓形连接固定片生产批量:中批量材料:零件材料为08钢,厚度为1.5mm图1-1一、零件工艺性分析弓形双孔连接固定块片是家用发电风扇中的一连接固定零件,零件的精度要求较低,具有较高的强度和刚度。
外形最大尺寸为70mm,属于小型零件。
该零件应中批量生产,外精度不高,只需平整,外轮廓是该零件需要保证的重点。
该零件用到的冲压工序有冲孔、落料,因此可设计冲孔落料复合模生产此零件。
二、工序设计及工艺计算1、排样毛坯最大尺寸70mm,不算太小,为保证冲裁件的质量,模具寿命和操作方便,采用有搭边,单排排样,如下图2-1所示,冲裁件之间的搭边值a=1.5mm,冲裁件与条料件侧边之间的搭边值a=2.3mm。
1图2-1-1计算条料的宽度:B=70+2×2.3+c=74.7(mm)其中c为调料可能的摆动量,c=0.1mm计算条料的步距:A=20+1.5=21.5(mm)图2-1-2一个步距内材料的材料利用率:η=985.182/(74.7*21.5)×100%= 61.34%2、压力中心确定和压力机的选择(1)、冲裁力的计算冲裁力 F p=Lt σb Kp (2-2-1) 其中:由图2-2知,周长L=213.057mm;=900Mpa, 此时,Kp=1,则:材料:08F钢板,查表,σbFp=213.057X1X900X1=191.75(kN) (2-2-2) 根据以上模具结构类型,采用弹性卸料和漏料出件,卸料力F q=KF,取K=0.05,则:F q =0.05×191.75=9.59(kN) (2-2-3)推料力Fq1=nK1Fp,去凹模刃壁垂直部分高度h=5mm,t=1mm,n=5/1=5;取K1=0.06,则:F q1=5X0.06X191.75=57.53(kN) (2-2-4)顶件力Fq2=K2Fp,K2=0.06,则:Fq2=0.06X191.75=11.51 (kN) (2-2-5) 本套模具用到的由压力机提供的有冲裁力和推料力,因此:总冲压力F=FP+ F q1总=191.75+57.53=249.28(kN) (2-2-6) (2)、压力中心的确定压力中心在两小圆垂直中心线上(3)、压力机的选择,取系数为1.3,则选用的压力机公称压力P≥(1.1~1.3) F总=1.3×249.28=324(kN)P≥1.3F总初选压力机公称吨位为400kN,型号为J23-40,其主要工艺参数如下:公称压力:400KN;滑块行程:100mm;行程次数:80次∕分;最大闭合高度:300mm;最大装模高度:220mm;闭合高度调节量:80mm;工作台尺寸(前后×左右):150mm×300mm;模柄孔尺寸:直径50mm,深度70mm;工作垫板:厚度80mm,孔径200mm;电动机功率:1.5kW。
异型垫片复合冲压模具设计说明书

毕业设计(论文)说明书题目:异形垫片冲裁模设计系名专业学号学生姓名指导教师年月日摘要模具是现代工业的重要工艺设备,随着科学技术的不断进步,它在国民经济中占有越来越重要的地位,发展前景十分广阔。
装备制造业在2007年的迅速发展,尤其是汽车和电子电器产品的高速增异形,为模具工业的发展营造了良好的市场环境。
本次综合实训设计垫片的复合冲压模具,从零件的工艺性分析到模具结构的设计再到工艺计算,一直到最后的模具装配图。
同时,模具也是机械制造业中技术先进、影响深远的重要工艺装备,具有生产效率高、材料利用率高、制件质量优良、工艺适应性好等特点,被广泛应用于汽车、机械、航天、航空、轻工、电子、电器、仪表等行业。
随着我国汽车工业的迅猛发展,汽车性能不断提高,汽车零部件中对高精度、形状复杂锻件的需求量越来越大,锻造新工艺、省材、节能工艺等技术的开发对于新型汽车零件的生产尤为重要。
我国冲压模具无论在数量上,还是在质量、技术和能力等方面都已有了很大发展,但与国民经济需求和世界先进水平相比,差距仍很大,一些大型、精密、复杂、异形寿命的高档模具每年仍大量进口,特别是中高档轿车的覆盖件模具,目前仍主要依靠进口。
本文主要是以异形垫片为例,设计和制定异形垫片的工艺设计和工艺设备的选择以及冲压模具设计。
关键词:异形垫片;工艺设计;冲压模具;模具设计ABSTRACTMold is mechanical manufacturing technology advanced, profoundly important technical equipment,High production efficiency, material with high efficiency and good quality, technology parts good adaptability etc. Characteristics. Widely used in motor vehicles, machinery, aerospace, aviation, light industry, electronics, electricappliances, instruments and other industries. With the rapid development of China's automobile industry, The car's performance to improve, Auto parts of high precision, complicated shape of forging an increasing demand for, Forging new craft, material, energy saving technology province technology development for new type of car parts production is especially important. Our country stamping die in the number no matter, or in quality, technology and ability are already has great development, But with the national economy needs and the advanced world level, compared to a gap still, Some large, sophisticated, complex, the long life of high-grade die every year in the importation of large still, Especially in high-grade car covering mould, at present still mainly rely on imports.The paper is an inert round of forging production, Processing techniques, Design and manufacturing, some mould, including, fall round of forgings upsetting, eventually forging, and trimming punching production processing mould.Introduced again, trimming punching the design of the composite film.Key words: Mould ;Finally bore;Flash tank;Clamp mouth目录第一章绪轮 (1)1.1 模具工业简介 (1)1.2 模具分类 (3)1.3 冲压模具简介 (3)1.4 我国冲压模具发展现状和趋 (5)第二章零件的工艺分析拟定 (7)2.1冲裁件的工艺性分析 (8)2.2确定冲压工艺方 (10)2.3选择模具结构形式 (15)2.3.1 模具的形式 (16)2.3.2 定位装置 (16)2.3.3 卸料装置 (17)2.3.4 导向零件 (18)2.3.5 模架 (19)第三章必要的工艺计算 (19)3.1排样设计与计算 (19)3.2计算冲压力 (20)3.3计算模具压力中心 (24)3.4计算模具刃口尺寸 (22)第四章垫片复合模主要零件的设计计算 (22)4.1落料凹模 (23)4.2冲孔凸模异形度及强度校核 (23)4.3凸凹模异形度确定及壁厚校核 (24)4.4凸凹模固定板尺寸 (24)4.5垫板结构与设计 (25)4.6卸料板的设计 (26)第六章压力机校核 (26)5.1模柄孔的校核 (27)5.2模具闭合高度的校核 (28)5.3压力机工作台尺寸的校核 (29)5.4冲裁力校核 (29)注释 (26)参考文献 (27)附录 (28)外文资料 (29)中文译文 (30)致谢 (31)第一章绪论1.1模具工业简介模具工业是国民经济的重要基础工业之一。
冲压模具课程设计说明书-冲孔落料复合模设计
冲压模具课程设计说明书-冲孔落料复合模设计天津轻工职业技术学院冲压模具课程设计说明书项目 : 冲孔落料复合模设计专业模具设计与制造班级 09模具8班姓名陈志设计指导教师周树银教研室主周树银提交日期 2011-5-20成绩一、设计任务书 ..................................................................... .. 3 二、工艺分析: .................................................................... ... 4 三、冲压工艺方案的确定 ....................................................... 5 四、确定模具结构 (6)五、工艺计算 ..................................................................... ...... 6 六、主要零部件设计 (9)七、标准件选择 .....................................................................19 八、校核模具闭合高度 ......................................................... 19 冲压模具课程设计心得 .........................................................20 参考文献: .................................................................... (22)2一、设计任务书冲孔落料复合模的零件设计1(零件名称:生产批量:大批量材料:08钢材料厚度:3mm制件精度为:IT142(设计要求:设计内容包括冲压工艺分析;工艺方案确定;排样图设计;总的压力中心的确定;刃口尺寸计算;橡胶的计算和选用凸模;凹模结构设计以及其他冲模零件的结构设计;绘制模具装配图和工作零件图;编写设计说明书;填写冲压工艺卡和工作零件机械加工工艺过程卡等。
冲压模具设计说明书
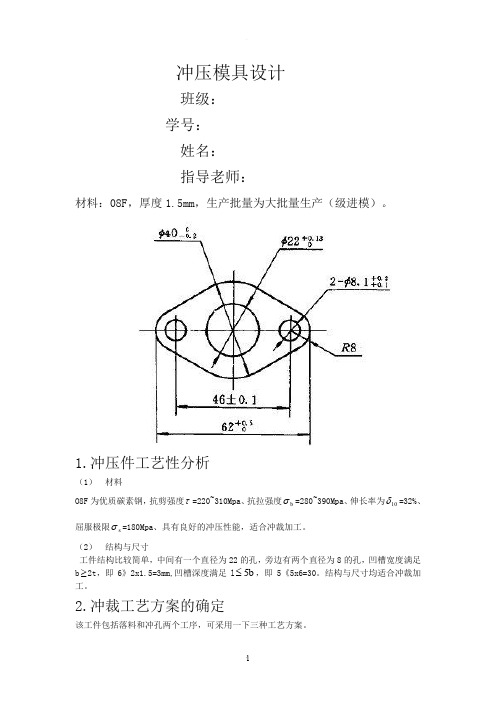
冲压模具设计班级: 学号: 姓名: 指导老师:材料:08F ,厚度1.5mm ,生产批量为大批量生产(级进模)。
1.冲压件工艺性分析(1) 材料O8F 为优质碳素钢,抗剪强度τ=220~310Mpa 、抗拉强度b σ=280~390Mpa 、伸长率为10δ=32%、屈服极限s σ=180Mpa 、具有良好的冲压性能,适合冲裁加工。
(2) 结构与尺寸工件结构比较简单,中间有一个直径为22的孔,旁边有两个直径为8的孔,凹槽宽度满足b ≥2t ,即6》2x1.5=3mm,凹槽深度满足l b 5≤,即5《5x6=30。
结构与尺寸均适合冲裁加工。
2.冲裁工艺方案的确定该工件包括落料和冲孔两个工序,可采用一下三种工艺方案。
方案一:先落料,后冲孔,采用单工序模生产。
方案二:落料——冲孔复合冲压,采用复合模生产。
方案三:冲孔——落料级进冲压,采用级进模生产。
综合考虑后,应该选择方案三。
因为方案三只需要一副模具,生产效率高,操作方便,工件精度也能满足要求,所以应该选用方案三比较合算。
3.选择模具总体结构形式由于冲压工艺分析可知,采用级进冲压,所以模具类型为级进模。
(1)确定模架及导向方式采用对角导柱模架,这种模架的导柱在模具对角位置,冲压时可防止由于偏心力矩而引起模具歪斜。
导柱导向可以提高模具寿命和工件质量,方便安装调整。
(2)定位方式的选择该冲件采用的柸料是条料,控制条料的送进方向采用导料板,无侧压装置;控制条料的送进步距采用侧刃粗定距;用导正销精定位保证内外形相对位置的精度。
(3)卸料、出件方式的选择因为该工件料厚1.5mm,尺寸较小,所以卸料力也较小,故选择弹性卸料,下出件方式。
4.必要的工艺计算(1)排样设计与计算=1.5mm,条料宽度为43.57mm,步距为A=88.4mm,一个该冲件外形大致为圆形,搭边值为a1步距的利用率为63.98%。
见下图S=1668.7-11x11x3.14-2x4x4x3.14=1188.28冲压力的相关计算F 冲=KLt b τ=1.3*275*1.5*300=160875N F 卸=K 1F=0.04*160875=64350N F 推=nK 2F=4*0.055*160875=35392.5N F= F 冲+ F 卸+ F 推=260617.5N (3)计算模具压力中心代入公式X0=132.25115.69132.25396.14874.61132.2519.44115.6993.26132.250396.148++++++X X X X =19.73Y0=132.25115.69132.25396.14827.13132.250115.69)27.13(132.250396.148+++++-+X X X X =0(4) 计算凸、凹模工作部分尺寸并确定其制造公差 由于凸凹模的形状相对简单且材料较厚,冲裁间隙较大,可采用分开加工法确定凸凹模的刃口尺寸及公差。
落料冲孔复合模设计说明书

I摘要本次设计了一套冲孔﹑落料的模具。
经过查阅资料,首先要对零件进行工艺分析,经过工艺分析和对比,采用冲孔落料工序,通过冲裁力、顶件力、卸料力等计算,确定模具的类型。
得出将设计的模具类型后将模具的各工作零部件设计过程表达出来。
在论文中第一部分,主要叙述了冲压模具的发展状况,说明了冲压模具的重要性,接着是对冲压件的工艺分析,完成了工艺方案的确定。
第二部分,对零件排样图的设计,完成了材料利用率的计算。
再进行冲裁工艺力的计算和冲裁模工作部分的设计计算,对选择冲压设备提供依据。
最后对主要零部件的设计和标准件的选择,为本次设计模具的绘制和模具的成形提供依据。
通过前面的设计方案画出模具各零件图和装配图。
本模具性能可靠,运行平稳,能够适应大批量生产要求,提高了产品质量和生产效率,降低劳动强度和生产成本。
关键词:冲压;落料冲孔模;模具结构;目录1冲压基础知识 (1)2工艺分析 (3)2.1零件的功用与经济性分析 (3)2.2零件钣金成形工艺性分析 (3)2.2.1结构形状与尺寸分析: (3)2.2.2 精度与表面粗糙度 (4)2.2.3 材料 (4)3制定工艺方案 (5)3.1工艺方案的分析 (5)3.2工艺方案的确定 (5)4工艺计算 (6)4.1排样及材料的利用率 (6)4.11排样的选用原则 (6)4.12材料利用率的计算 (6)4.2落料力、冲孔力、卸料力、推件力的计算 (7)4.4模具刃口的尺寸和公差的确定 (10)4.41冲裁间隙的确定 (10)4.42凸、凹模刃口尺寸计算 (10)5 主要零部件设计 (13)5.1 凹模设计 (13)5.2 凸模的设计 (14)5.3 凸凹模设计 (15)5.4 卸料橡胶的设计 (16)5.5 卸料板的设计 (17)5.6 固定板的设计 (17)5.7 上下模座、模柄的选用 (18)6 冲压设备的校核与选定 (20)6.1 冲压设备的校核 (20)6.2 冲压设备的选用 (20)7 绘制模具总装图及零件图 (21)7.1装配图绘制 (21)参考文献 (22)1冲压基础知识冲压是利用模具使板料沿一定的轮廓形状产生分离的一种冲压工序。
落料冲孔复合模设计说明书范本

目录第一章绪论 (1)1.1冲压模具的现状与发展趋势 (1)1.1.1我国模具技术的现状 (1)1.1.2未来冲压模具制造技术发展趋势 (2)1.2课题研究的理论依据 (4)第二章冲压成型工艺分析和工艺方案的确定 (5)2.1 冲压的基本工序分类及模具类型的选择 (5)2.2 冲模设计与制造的程序 (5)2.3 冲压工艺编制与冲模设计的步骤和内容 (6)2.3.1冲压工艺编制 (6)2.3.2冲模设计 (7)2.3.3冲模制造工艺的选择 (9)2.4设计任务 (9)2.5工件的工艺分析 (10)2.6工艺方案的确定 (10)2.7模具结构方案的确定 (11)2.8小结 (11)第三章落料冲孔模工艺计算及模具结构设计 (12)3.1排样设计与计算 (12)3.2 冲裁力计算 (13)3.3压力机选择 (13)3.3.1冲压设备的选择原则 (13)3.3.2选择压力机及压力机参数 (14)3.4 确定模具压力中心 (14)3.5凸、凹模刃口尺寸计算 (15)3.5.1刃口尺寸计算的一般原则 (15)3.5.2刃口尺寸计算方法 (15)3.5.3落料-冲孔模刃口尺寸的计算 (15)3.6确定凹模外形尺寸,选择标准 (16)3.7冲模结构设计 (17)3.7.1装配图 (17)3.7.2模具结构型式分析 (18)3.7.3模具主要零部件的结构和设计 (18)3.7.4模具的工作过程 (20)3.8小结 (20)第四章冲压模具工件的机械加工 (21)4.1冲压工作零件的技术要求 (21)4.2冲模工作零件的热处理 (21)4.3冲模工作零件机械加工工艺过程 (21)4.3.1凸模加工工艺工程 (21)4.3.2凹模加工工艺过程 (21)4.4小结 (22)第五章模具装配 (23)5.1冲模装配 (23)5.2冲模的安装 (24)5.3小结 (24)第六章结论 (25)参考文献 (26)致谢 (27)附零件图、装配图第一章绪论1.1冲压模具的现状与发展趋势1.1.1我国模具技术的现状改革开放以来,随着国民经济的高速发展,市场对模具的需求量不断增长。
冲压模具设计说明书复合模

工件名称:传动片 工件见图:如图(1) 生产批量:大批量 材料:A3 厚度:2mm1. 此工件只有落料和冲孔两个工序。
材料为Q235—A 钢,具有良好的冲压性能,适合冲裁。
抗剪强度为310~380 t/MPa ,抗拉强度为380~470 бb /MPa ,屈服强度为240 бb /MPa 。
工件结构相对简单,有2个Φ10的孔,孔与孔,孔与边缘之间的距离也满足要求,最小壁厚为7MM ,工件除了12 0-0.11 为IT11级外,其余都是IT14级。
尺寸精度较低,普通冲裁完全能满足要求。
2. 冲裁工艺方案的确定该工件包括落料、冲孔两个基本工序,可有以下三种工艺方案:方案一:先落料,后冲孔。
采用单工序模生产。
方案二:落料—冲孔复合冲模。
采用复合模生产。
方案三:冲孔—落料级进冲模。
采用级进模生产。
方案一结构简单,但需要两道工序两副模具,成本高生产效率低,难以满足大批量生产的要求。
方案二只需要一副模具,工件精度及生产效率都教高,工件最小壁厚为7MM 模具强度较好。
方案三也只需要一副模具,生产效率高,操作方便,但是制造精度不如复合模。
通过对上述三种方案的分析比较,该件的冲压声场采用方案二为佳,即复合模。
3. 主要设计计算(1) 排样方式的确定及其计算传动片的形状为左右对称,下端水平,采用直对排效率较高。
如图(2)所示的排样方法。
查(《冲压工艺与模具设计》表 2.5.2 )所得,工件间a1=2MM ,沿边a2=2.2MM ,条料宽度为70MM ,步距S=32MM ,一个步距的材料利用率为56%。
计算部分见表(1)。
图(2)(2)冲压力的计算图(1)该模具采用复合模,拟选用弹性卸料,结构采用倒装式复合模。
冲压力的相关计算见表(1)表(1)。
项目分类项目公式结果排样冲裁件面积A A=37/360×π30²+(14.5+32.5)×24-2×π5²1253.6条料宽度B B=65+2x2.2+0.6 70 步距S 32 一个步距的材料利用率ηη=A/BSx100%=1253.6/(70x32)x100%56%冲压力冲裁力F F=KLtτb=1.3x(37/360x2π30+65+2x14.5+ 2x24+2π5x2)x2x350203512.4 卸料力Fx Fx=KxF=0.05x203512.4 10180.17 顶件力FD FD=KDF=0.06203512.4 12210.74 冲压工艺总力FZFZ= F+ Fx +FD=203512.4+10180.17+12210.74225902公称压力:250KN发生公称压力时滑块离下极点距离:6MM滑块周边行程80MM调节行程10MM标准行程均数:100次/MIN最大闭合高度最低360MM,最高160MM闭合高度调节是70MM滑块中心到机身距离190MM工作台左右尺寸560MM前后尺寸300MM工作台孔尺寸左右260 M M(3)压力中心工件为几何对称形状,则复合模的压力中心定位工件的几何中心。
冲压模具课程设计说明书倒装复合冲裁模具的设计

摘要冲压是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得一定形状、尺寸和性能的产品零件的一种压力加工方法。
冲压工艺是指冲压加工的具体方法(各种冲压工序的总和)和技术经验;冲压模具是指将板料加工成冲压零件的特殊专用工具。
随着与国际接轨的脚步不断加快,市场竞争的日益加剧,人们已经越来越认识到产品质量、成本和新产品的开发能力的重要性。
而模具制造是整个链条中最基础的要素之一,模具制造技术现已成为衡量一个国家制造业水平高低的重要标志,并在很大程度上决定企业的生存空间。
冲压模具的设计充分利用了机械压力机的功用特点,对坯件进行冲压成形,生产效率提高,经济效益显著。
本次实训是设计落料冲孔倒装复合模。
对结构简单实用的模具进行设计,对类似工件的大批量生产具有一定的参考作用。
本文结合冲孔落料零件的结构、工艺性来分析设计倒装复合模具结构、工艺性及工作原理,进行必要的计算,确定基本的参数、设计主体结构、排样图、工作零件、卸料装置、导料装置、安全装置、画装配图、零件图、编制模具零件加工工艺规程等。
通过本次倒装复合冲裁模具的设计,掌握模具工艺设计和模具结构设计的方法和步骤,掌握制造加工工艺的编制技术,学习应用先进的方法,完成此课题的设计。
关键词:冲压;复合模;工艺性;结构设计;AbstractPunching through the sheet metal molds to produce plastic deformation and was finished forming part of a method. Stamping Die widely used in metal products in all sectors, especially in industrial design and related aspects of people's lives, in the automotive, instrumentation, military, household appliances and other industrial and occupy an important position. In this paper, a simple electronic lock reduction in the film Die design, mainly on the general stamping die design process. With international standards and accelerating the pace, the increasing market competition, people have become increasingly aware of product quality, cost and new product development capability of the importance. And die manufacturing is a whole chain of one of the most basic elements; mold manufacturing technology has now become the manufacturing sector of a country’s level of the important signs and to a large extent determines the survival of enterprises.Stamping die design makes full use of the function of the characteristics of the mechanical press, at room temperature under the condition of the blank for stamping, production efficiency, and cost-effectiveness significantly. The research reset-stamping parts of the mold design, by blanking die design. The structure is simple and practical design of the mold, similar to parts of the mass production of certain references. This paper-reduction parts of the structure, to analyze the design process of reduction-die structure, process and principle of the necessary calculations to determine the basic parameters, the main structure design, layout plans, the working parts, unloading device I. Device, security installations, painting assembly, parts map, prepared mold parts processing technology, such as a point of order.This design is process design master mold and mold structural design methods and steps to control the manufacturing processing techniques, the conduct of electronic lock-reset the design, study and application of advanced methods, to complete this task the design.Key Words:Punch;Compound die;Process; The design of structural;目录引言 (6)1概述 (7)1.2 冷冲模分类 (7)1.2.1 冲模设计的准备工作及内容和步骤 (7)1.2.2工艺方案的确定 (8)1.3 模具结构的选择 (9)2 冲压件的工艺分析 (9)2.1 零件的工艺分析 (9)2.2 模具间、隙值的确定 (10)3 工艺方案的确定 (11)3.1 落料冲孔复合模的排样与搭边的确定 (11)3.1.1 材料利用率 (11)3.1.2 排样法 (11)3.1.3 搭边 (12)3.1.4 条料宽度的确定 (12)4 冲裁力与压力中心的计算 (15)4.1 冲裁力的计算 (15)4.2 卸料力、推件力与顶件力的计算 (15)4.3 确定模具压力中心 (17)5 凸凹模刃口及结构尺寸的计算 (18)5.1 凸凹模刃口尺寸的计算 (18)5.2 落料凹模结构尺寸计算 (21)6 模架及模柄的设计 (22)6.1 模架 (22)6.2 上、下模座 (22)6.3 模柄的设计 (23)7 卸料、顶件、推件零件的设计 (23)7.1 卸料装置 (23)8 模具闭合高度 (24)9 压力机的选取 (25)10 模具加工工艺规程的编制 (26)10.1 模具的试模 (26)11 结论 (26)引言进几十年来,冲压技术有了飞速的发展,它不仅表现在许多新工艺与新技术在生产的广泛应用上,如:旋压成形、软模具成形、高能率成形等,更重要的是人们对冲压技术的认识与掌握的程度有了质的飞跃。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
冲压模具设计说明书
班级:G08模具(3)班
姓名:楼小波卢鹏程学号:19 20
工件名称:传动片
工件见图:如图(1)
生产批量:大批量
A3材料:厚度:2mm
1.此工件只有落料和冲孔两个工序。
材料为Q235—A钢,具有良好的冲性能,适合冲裁。
抗剪图(,抗310~380 t/MPa度为工件结构相。
240 бb/MPaбb拉强度为380~470 /MPa,屈服强度为的孔,孔与孔,孔与边缘之间的距离也满足10个Φ对简单,有2127MM,工件除了为IT11级外,其余都是要求,最小壁厚为0-0.11IT14级。
尺寸精度较低,普通冲裁完全能满足要求。
2. 冲裁工艺方案的确定
该工件包括落料、冲孔两个基本工序,可有以下三种工艺方案:
方案一:先落料,后冲孔。
采用单工序模生产。
方案二:落料—冲孔复合冲模。
采用复合模生产。
方案三:冲孔—落料级进冲模。
采用级进模生产。
方案一结构简单,但需要两道工序两副模具,成本高生产效率低,难以满足大批量生产的要求。
方案二只需要一副模具,工件精度及生产效率都教高,工件最小壁厚为7MM模具强度较好。
方案三也只需要一副模具,生产效率高,操作方便,但是制造精度.
不如复合模。
通过对上述三种方案的分析比较,该件的冲压声场采用方案二为佳,即复合模。
3. 主要设计计算
(1)排样方式的确定及其计算
传动片的形状为左右对称,下端水平,采用直对排效率较高。
如图(2)所示的排样方法。
查(《冲压工艺与模具设计》表2.5.2 )所得,工件间a1=2MM,沿边a2=2.2MM,条料宽度为70MM,步距S=32MM,一个步距的材料利用率为56%。
计算部分见表(1)。
图(2)
(2)冲压力的计算
该模具采用复合模,拟选用弹性卸料,结构采用倒装式复合模。
(1) 冲压力的相关计算见表.
表(1)。
公称压力:250KN
发生公称压力时滑块离下极点距离:6MM
滑块周边行程80MM调节行程10MM
标准行程均数:100次/MIN
最大闭合高度最低360MM,最高160MM
闭合高度调节是70MM
滑块中心到机身距离190MM
工作台左右尺寸560MM前后尺寸300MM
工作台孔尺寸左右260 MM
(3)压力中心
工件为几何对称形状,则复合模的压力中心定位工件的几何中心。
(4)工作零件刃口尺寸计算
在确定工作零件刃口尺寸计算方法之前,首先要考虑工作零件的加工方法及模具装配方法。
结合该模具的特点,工作零件的形状相对简单,适宜采用线切割机床加工,这种加工方法可以.
保证这些零件各个孔的同轴度,使装配工作简化。
因此工作零件刃口
尺寸计算就按分开加工的方法来计算,具体计算过程见表(2)。
表(2)
(5)卸料橡胶的设计
卸料橡胶的设计计算见表(3),选用的4块橡胶板的厚度务必一致,不然会造成受力不均匀,运动产生歪斜,影响模具的正常工作。
表(3)
4. 模具总体结构设计
(1)模具类型设计
由冲压工艺分析可知,采用复合模,则模具类型为复合模。
(2)定位方式的选择
该模具采用的是条料,控制条料送进方向采用导料销,无测压装置,控制条料的送进步距采用挡料销定距。
.
(3)卸料,出件方式的选择
因为工件料厚为2MM,相对较薄,卸料力也较小,故采用弹性卸料。
又因为是复合模,故采用上出料。
5.主要零部件设计
(1)工作零件的结构设计
a.凹模设计
凹模采用整体凹模,各冲裁的凹模孔均采用线切割机床加工,安排凹模在模架上的位置时,要依据计算压力中心的数据,将压力中心与模柄中心重合。
H=kb b=65 k=0.2(《冲压模具设计与制造》表2.8.1 系数K值P72)H=18.2 取20
C=(1.5~2)H=30~40
凹模长度L=65+2c=65+60~80=125~145
凹模宽度L=49+2c=49+60~80=109~129
凹模尺寸140x125x20
凹模刃口高度6(《冲压模具设计与制造》表2.9.1)
)3结构如图(.
图(3)
b.冲孔凸模设计
因为所冲的孔均为圆形,而且都不属于需要特别保护的小凸模,所以冲孔凸模采用台阶式结构如图(4)
图(4)
c.凸凹模设计
=12+24+16=52 固+弹+凸凹模高度:卸.
结构如图(5)
图(5)
(2)定位零件的设计
挡料销和导料销的设计
挡料销喝导料销内侧与条料接触,安装在卸料板上,尺寸为Φ6材料为45,热处理为43~48HRC。
(3)卸料板的设计,
a.卸料板周界尺寸为凹模的周界尺寸,厚度为12MM,卸料板采用
Q235钢制造。
b.卸料螺钉的选用
卸料板上设置4个卸料螺钉,公称直径为12MM,卸料螺钉尾部应留有足够的行程空间。
卸料螺钉拧紧后,应使卸料板超出凸凹模端
面1MM。
(4)模架及其他零部件设计
模具采用后置导柱模架,这种模架的导柱在模具后侧位置,冲压时可防止由于偏心力矩而引起的模具歪斜。
以凹模周界尺寸为依据,选择模架规格。
导柱d/mm x L/mm分别为Φ28x190mm Φ28x140mm
导套d/mm x L/mm x D/mm分别为Φ40x95mm
上模座厚度H取40mm 上模上模垫板厚度H取6mm 垫固定板厚度H 取20mm 周下模座板厚度H取45mm 下摸那么该模具的闭合高度
H=H+H+L+H+H-h=109mm 2闭上模下摸垫L——凸模长度45mm
H——凹模厚度20mm
H——凸模冲裁后进入凹模的深度H=2mm 225. 模具总装图
通过以上的设计,可得到如图(7)所示的模具总装图。
模具上模部分由上模版,垫板,凸模(2个),凸模固定板,凹模,推荐块,顶杆等组成。
卸料方式采用弹性卸料,以橡胶味弹性元件。
下摸部分由下摸板,垫板,凸凹模,卸料板,橡胶组成,冲孔废料由漏料孔漏出,成名向上顶出。
条料送进时采用挡料销作定距,操作时完成第一步冲压后,把条料条料紧靠导料销向前推。
且两个导料销代替导料板,抬起向前移动,
图(6)
1.下模座板
2.螺钉
3.垫板
4.凸凹模固定板
5.橡胶
6.卸料板
7.凹模版
8.凸模
9.凸模固定版10.垫板11.螺钉12.螺钉13.模柄14.下模座板15.导柱16.星型顶板17.导套18.顶杆19.推件块20.导料销21.挡料销22.卸料螺钉23.凸凹模
6. 冲压设备的选取
通过校核,选择开式双柱可倾压力机J23-25能满足使用要求,其主要技术参数如下:
250KN
公称压力:
滑块行程:65mm
7. 模具零件加工工艺
冲孔凸模的加工工艺
凹模的加工工艺过程
凸凹模加工工艺过程
导柱加工工艺过程
导套加工工艺过程
推件板加工工艺过程
8. 模具的装配
根据复合模的装配要点,选凸凹模作为装配基准,先装下模,再装上模,并调整间隙。