百分表检定记录
指针式指示表检定操作规程

指针式指示表检定操作规程1 目的按照《监视和测量设备检定和校准计划》的规定对指针式指示表(如百分表等)进行全面评定,确保其符合国家计量检定规程JJG34—2008规定的要求,确保其使用的有效性和准确性。
2 范围适用于(分度值0.01mm量程≤5和0.001mm量程≤5)指针式指示表的首次检定、后续检定和使用中的检定。
3 检定基准外检合格的标准器量块、检定仪。
4 环境条件室内温度:20℃±5℃,每小时温度变化不大于2℃。
室内湿度:≤80%RH.5 检定步骤5.1 准备过程5.1.1 检查5.1.1.1 新购进的指针式指示表的表蒙透明、清洁;刻线清晰;无锈蚀、碰伤、毛刺、镀层脱落、明显划痕;无目力可见的断线或粗细不匀等影响外观质量和影响视觉的其他缺陷。
5.1.1.2 后续的检定和使用中检定的指针式指示表允许有不影响使用准确度的外观缺陷,例如在检定前应目测观察测量面是否有毛刺或赃物,并用油石打磨毛刺及用丝绸布擦拭干净。
5.1.1.3 指针式指示表必须标有制造厂名称或商标、分度值或分辨率、测量范围和出厂编号以及本厂计量室的编号。
5.1.2 恒温:检定之前,按照检定规程要求,将被检定的指针式指示表、检定器及其器具放置于检定室内的工作台上进行恒温。
恒温时间不少于2小时。
5.1.3 检定之前将检定过程中使用的原始记录表及各类辅助用具准备好。
5.2 检定5.2.1 使用标准器组进行检定时,应戴好手套,各受检测量面与计量标准器应轻轻接触,不得有碰撞现象。
5.2.2 具体检定项目和检定方法按照国家计量检定规程JJG34—2008指示表(指针/数显式)的要求,对被检指示表按顺序逐项进行检定,并做好原始记录。
5.2.3 计量检定员检定完毕后,须经另一计量检定员核检,以确保检定结果的准确性。
5.2.4 全部检定工作完成后,应将计量标准器及配套设备、被检计量器具的测量面用无腐蚀的汽油洗净,再用清洁的丝绸布擦拭干净,并涂上防锈涂料,分别放入盒内。
指示表(指针式、数显式)、大量程百分表自校规程
指示表(指针式、数显式)、大量程百分表自校规程
1、目的
对指示表、大量程百分表进行自校,确保其准确度和适用性保持完好。
2、范围
适用于本公司所有指示表、大量程百分表的自校。
3、环境条件
室温。
4、外观
4.1目视:表蒙透明、清洁、刻线清晰。
无锈蚀、碰伤、毛刺、镀层脱落、明显划痕。
4.2指示表上必须有制造厂名或商标、测量范围、分度值或分辨力和出厂编号。
4.3数显式指示表各功能键标注清晰、明确。
4.4后续检定和使用中检验的指示表,允许有不影响使用准确度的外观缺陷。
5、各部分相互作用
5.1表圈转动平稳,静止可靠,与表体的配合无明显松动。
5.2测杆移动平稳、灵活、无卡滞和松动现象。
显示屏数字显示清晰、完整,无黑斑和闪跳
现象,功能键功能稳定、可靠。
5.3测杆移动时,指针无松动。
5.4紧固轴套后,测杆自由移动时,不得卡住。
6、测杆、测头
手试测杆不允许径向明显松动,目视测头不允有影响使用的严重磨损。
7、检定结果的处理
经检定符合自校规程的开具合格标识,不合格的报废或送外修理,量具不合格时需对前期检验产品进行验证。
8、检定周期
一年。
9、校准记录
将校准过程形成记录。
23大量程百分表期间核查方法
为确保仪器设备的正常工作和检测结果的准确性,应定期对其主要性能进行核查。
大量程百分表检定周期为一年,检定后每隔6个月应该核查一次,使用过程中,对检测结果有怀疑时,也应进行核查。
二、核查内容
1、观察指针灵敏度、指针回摆是否稳定。
2、量值是否准确。
三、核查用器具
1、标定后无使用记录的大量程百分表。
2、1000KN压力机
四、核查方法
1、手动调整指针为零,推拉百分表中轴,观察指针摆动是否灵敏、有无迟钝现象。
复位后是否归零。
2、将压力机上、下压板的距离调至大量程百分表中轴长度的四分之三,将无使用记录的大量程百分表置入其间,记录下刻盘读数,然后将要核查的大量程百分表也置入其间,记录下刻盘读数,进行两者之间的比较。
五、结果评定
1、百分表指针摆动灵敏、无迟钝,且复位后归零即为合格。
2、与无使用记录的大量程百分表进行两者比较,两者误差±0.01mm 则可继续使用,否则必须进行重新标定,以确定其是否合格。
内径百分表检定规范
内径百分表检定规范1 范围本规范规定了内径百分表的检定,适用于使用中和修理后的分度值为0.01mm测量范围0-10mm的指示表、内径百分表的首次检定、后续检定和使用中检验。
2 引用文献JJG 34-96 中华人民共和国国家计量检定规程(指示表)JJG 36-89 中华人民共和国国家计量检定规程(内径表)3 检定条件3.1检定室内温度:20±10℃3.2检定室内湿度:≤85%RH4检定方法和技术要求4.1 外观检查4.1.1检查方法:用专用擦布擦试表盘,保持表面清洁、无油污,目力观察。
4.1.2百分表的表盘各刻线应清晰,平直,不应有目力可见的断线和粗细不匀。
4.1.3表盘应透明清净,无明显的气泡和刻痕,各部位不应有碰伤、锈迹、明显的划痕、脱漆、脱铬和毛刺以及影响外观质量的其它缺陷。
4.1.4表架上应标有制造厂厂名、分度值和测量范围及产品编号,每个可换测头上应标有测量范围。
4.1.5使用中和修理后的指示表或内径表允许有不影响使用准确度的外观缺陷。
4.2 各部分检查4.2.1表圈转动应平稳、可靠,表圈和表体的配合应无明显松动。
4.2.2测杆的移动及指针回转应平稳,灵活,不得有跳动、止阻和阻滞现象。
4.2.3指针应牢固地固紧在轴上,测杆移动时,指针不得松动,夹紧百分表装夹套筒后,测杆应能自由移动,不得卡住。
4.2.4每个测头更换要方便,紧固后应稳定可靠,可换测头应保证在测量范围内测量的连续性。
4.2.5为保证可换测头测量的连续性,必要时可用游标卡尺检定修理后的内径百分表的测量上限尺寸。
4.3 测头测量面的表面粗糙度检定用表面粗糙度比较样块进行比较检定。
4.4 指针与表盘的相互位置检定4.4.1在百分表检定仪上逐项试验和观察。
4.4.2指针末端的上表面到表盘的距离可用目力观察,在必要时可用工具显微镜检定,此时采用5倍物镜对指针上表面和表盘分别调焦,利用微动升降读数装置或附加百分表读数,两读数之差即为指针末端上表面到表盘刻线面之间的。
计量记录表格

序号
编号
记录表名称
管理部门
保存
期限
1
JB-01
计量器具申购计划表
质量安全部
三年
2
JB-02
计量器具管理台帐
质量安全部
三年
3
JB-03
计量器具周期检定表
质量安全部
三年
4
JB-04
周期检定通知单
区域/专业公司
三年
5
JB-05
计检中心《检定证书》
计检中心
三年
6
JB-06
中建八安《检定结果通知单》
三年
24
JB-24
三表检定记录
计检中心
三年
25
JB-25
绝缘电阻表检定记录
计检中心
三年
26
JB-26
工艺及质量管理计量器具配备统计表
质量安全部
三年
27
JB-27
()季度工艺质量管理计量检测情况统计表
质量安全部
三年
28
JB-28
工艺及质量管理计量检测率汇总表
质量安全部
三年
29
JB-29
物料进出厂计量检测情况统计表
质量安全部
三年
36
JB-36
能源计量检测率汇总表
质量安全部
三年
37
JB-37
球壳板曲率样板鉴定记录
质量安全部
三年
38
JB-38
椭圆样板鉴定记录
质量安全部
三年
计检中心
三年
19
JB-19
电子自动电位差计检定记录
计检中心
三年
XXX公司第37页
自动平衡式显示仪表检定记录
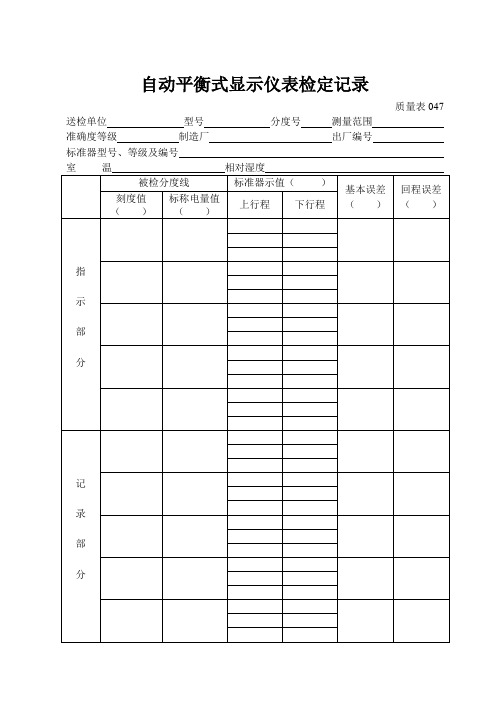
质量表047
送检单位型号分度号测量范围
准确度等级制造厂出厂编号
标准器型号、等级及编号
室温相对湿度
被检分度线
标准器示值()
基本误差
()
回程误差
()
刻度值
()
标称电量值
()
上行程
下行程
指
示
部
分
记
录
部
分
检定结果
检定项目
允许值
实际最大值
外观
绝
缘
电
阻
输入-外壳
输入-电源
电源-外壳
绝
缘
强
度
输入-外壳
输入-电源
电源-外壳
行程时间Байду номын сангаас
指示基本误差
记录基本误差
回程误差
指示
记录
记录质量
运行试验
结论
检定证书或结果通知书号检定员
日期复核
侧滑检验台检定校准结果确认记录

四、确认记录信息 通用技 术要求 电气安全性 零点漂移 计 量 性 能 要 求 零值误差
外观及一般要求
滑板位移同步性 滑板位移所需作用力 示值检定点〔m/km〕 3.0 5.0 7.0
检定校 准结论 三、确认结果信息 确认评价 修正措施
确认人员Байду номын сангаас
确认日期:
年
月
日
XXXXXXXX 机动车检测有限公司管理体系文件
侧滑检验台检定/校准结果确认记录
一、仪器设备信息 设备名称 制造厂家 设备位置 线号: /工位: 设备型号 出厂日期 设备用途 安检 / 综检 出厂编号 额定载荷 企业编号 〔kg〕 XXXX/JL—X.X-XX
二、校准机构信息 证书编号 资质期止 三、标准器具信息 器具名称 百分表 测力计 测量范围 0 ~ 30 mm 0 ~ 200 N 不确定度/准确度等级 1 级,分度值 0.01 mm 2 级, 分度值 5 N 〔检定环境条件: 温度 ℃ / 相对湿度 %〕 评价: 评价: 〔m/km〕 〔m/km〕 〔mm〕 启动点: 〔N〕/ 限值:≯60 限值 ≯≯0.2 ≯≯0.2 ≯≯0.2 签字人 判定点: 示值误差〔m/km〕 重复性〔m/km〕 限值: ≯0.2 限值: ±0.2 限值: ≯0.1 〔N〕/ 限值:≯120 限值 ≯≯0.1 ≯≯0.1 ≯≯0.1 溯源证书 有效期止 备注 年 月 日 校准机构 校准依据 JJG908-2009 资质证书 检定日期 年 月 日
z轴定位误差标定

Z轴定位误差的标定一般需要将Z轴移动到丝杠极限位置,使用百分表进行测量,记录数据,然后进行数据分析,最后修正参数。
具体步骤包括:
1.将Z轴定位器固定在指示表检定仪上。
2.压缩Z轴定位器端部与指示表检定仪的运动测杆端部接触。
3.确定检定间隔,在Z轴定位器端部正行程方向上,压缩Z轴定位器端部,每次压缩检定间隔对应的距离,并在指示表检定仪上读取每次压缩后对应的Z轴定位器示值并记录,直至整个行程。
4.Z轴定位器的全量程示值误差为正行程内各校准位置的示值的最大值与最小值之差。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
指针式百分表检定记录
制造厂
上海工具厂有限公司
送检部门
一车间
出厂编号 BFB-002 本厂编号 BJB-001
检定属性
首次检定 温度 20 ℃
测量范围
标准器具 序号
数控1指定0 示仪表(m检受m)检编项分号目度值1524003.0016
(不m)m确 度定检定规程 ——
JJG 34-2008
任意1mm 示值误差
7
μm
示值 误差
13 μm
回程 误差
2 μm
检定结论
合格
检验员 核验员
张芳 李明
检定日期 有效日期
2014/1/20 2015/1/19
0 0
0 -1
0 -1
6
3
1
2
正行程 反行程
0 -1
0 0
1 0
-1 -1
-3 -3
-6 -6
-4 -4
-2 -3
-1 -1
-1 -1
-1 -1
7
3
1
值3
正行程 反行程
-1 -1
0 0
0 1
-1 -1ຫໍສະໝຸດ -4 -4-7 -8
-6 -6
-5 -5
-3 -3
-3 -3
-4 -5
7
3
1
4
正行程 反行程
-4 -5
N 反向
9
重复性
合格
μm
10 测杆径向受力对示值影响 合格
μm
受检点分度
受 检 点 结 果 (μm)
1mm内误差
示 指针转数
0 10 20 30 40 50 60 70 80 90 100 示值 相邻 回程
1
正行程 反行程
0 0
1 0
1 -1 -2 -5 -4 -2 1 -1 -1 -6 -4 -3
-2 -2
-2 -2
-3 -4
-5 -5
-8 -8
-8 -8
-7 -7
-4 -4
-4 -4
-5 -5
6
3
1
11
5
正行程 反行程
-5 -5
-4 -5
-5 -5
-5 -5
-7 -10 -10 -7 -10 -10
-7 -8
-6 -6
-6 -6
-6 -7
6
3
1
误6
正行程 反行程
-6 -7
-5 -6
-5 -5
证书号 检定结果
湿度 57 %RH 2013G10-010848
1
外观
合格
2
各部分相互作用
合格
3
指针与刻度盘的相互位置
合格
4
指针末端宽度和刻线宽度
合格
5
轴套直径
合格
(mm
6
测头测量面的表面粗糙度
合格
7
指示表的行程
合格
13
示值漂移
——
最大测量力
合格
N
始点中点 末点
8
测量力变化
合格
N 正向
测量力落差
合格
-6 -6
-7 -9 -7 -10
-8 -7
-6 -6
-4 -4
-3 -4
-4 -6
6
2
2
7
正行程 反行程
-4 -6
-3 -4
-2 -3
-3 -3
-5 -5
-8 -8
-7 -6
-5 -5
-2 -3
-3 -3
-2 -2
6
3
2
8
正行程 反行程
-2 -1 -2 -1
0 1
-1 -1
-2 -3
-5 -6
-4 -5
-3 -3
-1 -1
-1 -2
0 -1
5
3
1
差9
正行程 反行程
0 -1
0 0
1 -1 -1 -4 -4 -2 1 -1 -1 -4 -4 -3
0 0
0 1
0 0
5
3
1
10
正行程 反行程
0 0
1 1
1 1
1 -1 -4 -2 1 1 -2 0
0 0
3 3
3 3
2 3
7
3
2
任意0.1mm 示值误差
3
μm