刀具寿命管理规定
988T刀具寿命管理说明
3.3.2 刀具寿命管理当使用刀具寿命管理时,请将参数TLF(No.8132#0)设定为"1"。
刀具分为若干组,每组指定相应的刀具寿命(使用时间或使用次数) ,刀具每使用一次,使用的时间或次数就累计起来,当当前刀具寿命到达时,按事先确定的顺序,选择同一组的下一把刀。
当组里的所有刀都寿命用尽时,产生报警。
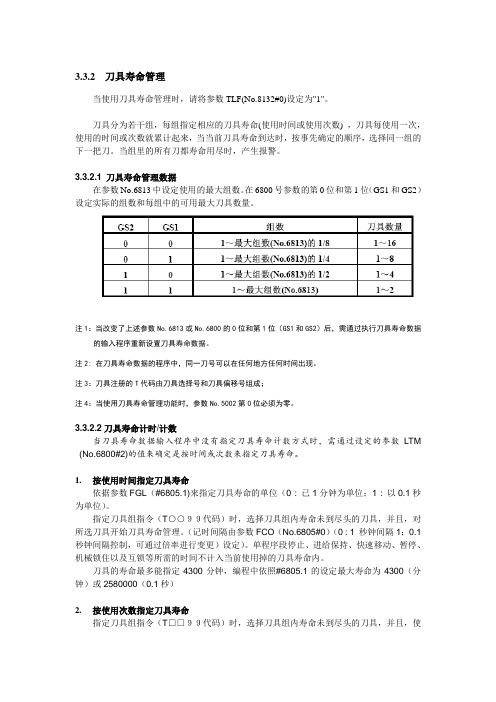
3.3.2.1 刀具寿命管理数据在参数No.6813中设定使用的最大组数。
在6800号参数的第0位和第1位(GS1和GS2)设定实际的组数和每组中的可用最大刀具数量。
注1:当改变了上述参数No.6813或No.6800的0位和第1位(GS1和GS2)后,需通过执行刀具寿命数据的输入程序重新设置刀具寿命数据。
注2: 在刀具寿命数据的程序中,同一刀号可以在任何地方任何时间出现。
注3:刀具注册的T代码由刀具选择号和刀具偏移号组成;注4:当使用刀具寿命管理功能时,参数No.5002第0位必须为零。
3.3.2.2刀具寿命计时/计数当刀具寿命数据输入程序中没有指定刀具寿命计数方式时,需通过设定的参数LTM (No.6800#2)的值来确定是按时间或次数来指定刀具寿命。
1.按使用时间指定刀具寿命依据参数FGL(#6805.1)来指定刀具寿命的单位(0 : 已1分钟为单位;1 : 以0.1秒为单位)。
指定刀具组指令(T○○99代码)时,选择刀具组内寿命未到尽头的刀具,并且,对所选刀具开始刀具寿命管理。
(记时间隔由参数FCO(No.6805#0)(0 : 1 秒钟间隔1;0.1 秒钟间隔控制,可通过倍率进行变更)设定)。
单程序段停止、进给保持、快速移动、暂停、机械锁住以及互锁等所需的时间不计入当前使用掉的刀具寿命内。
刀具的寿命最多能指定4300分钟,编程中依照#6805.1的设定最大寿命为4300(分钟)或2580000(0.1秒)2.按使用次数指定刀具寿命指定刀具组指令(T□□99代码)时,选择刀具组内寿命未到尽头的刀具,并且,使所选刀具的寿命计数器只累加1。
cnc刀具寿命管理制度
cnc刀具寿命管理制度一、总则随着数控技术的不断发展,CNC刀具在加工行业中扮演着越来越重要的角色。
CNC刀具的使用寿命直接影响到加工质量和效率。
为了延长CNC刀具的寿命、提高加工效率,制定本刀具寿命管理制度。
二、管理目标1. 延长CNC刀具的使用寿命,提高加工质量和效率;2. 确保刀具库存充足,减少因刀具不足而导致的停机损失;3. 提高刀具管理的科学性和规范性。
三、管理内容1. 刀具采购管理(1)建立刀具选型库,根据加工需求选择合适的刀具;(2)优先选用高品质、高耐磨的刀具,确保加工质量;(3)与供应商建立长期合作关系,保证刀具的质量和供应及时性。
2. 刀具存放管理(1)建立统一的刀具存放库房,保证刀具的整齐、清晰;(2)刀具应分类存放,避免混乱,提高查找效率;(3)制定刀具存放记录表,对刀具出入库进行记录。
3. 刀具使用管理(1)刀具的使用应按照规定的工艺参数进行,避免过度或不足切削;(2)使用完毕的刀具应及时进行清洗、修磨和保养;(3)严格执行换刀制度,避免因刀具磨损导致工件质量下降。
4. 刀具检测管理(1)建立定期检测刀具的制度,发现刀具磨损及时更换;(2)设置专门的检测岗位,配备专业的检测设备;(3)对检测结果进行记录,分析刀具磨损的原因,及时采取措施。
5. 刀具保养管理(1)定期对刀具进行清洗、润滑和保养,延长其使用寿命;(2)建立刀具保养记录表,对刀具保养情况进行跟踪和评估;(3)培训操作人员掌握刀具保养的方法和技巧。
6. 刀具报废管理(1)建立刀具报废的标准,严格执行;(2)对报废刀具进行分类处理,确保环保;(3)对报废刀具进行统计分析,总结经验教训。
四、责任分工1. 刀具管理人员(1)负责刀具的采购、存放和使用管理;(2)组织实施刀具的检测、保养和报废管理;(3)协调各部门之间的工作,保证刀具管理工作的顺利进行。
2. 加工人员(1)按照规定的工艺参数正确使用刀具;(2)定期对刀具进行保养和清洁;(3)及时向刀具管理人员反馈刀具的使用情况和问题。
刀具寿命管理参数设定
刀具寿命管理参数设定
刀具寿命管理参数设定一般包括以下几个方面:
1. 刀具寿命预设值:根据实际加工情况和经验,预设刀具的寿命,用作后续的刀具寿命监测和管理参考。
2. 刀具损耗量阈值:设置刀具切削刃损耗达到多少时,需要更换刀具。
一般根据刀具材料、切削条件、工件材料等因素综合考虑。
3. 刀具磨损量阈值:设置刀具磨损量达到多少时,需要进行磨刃或更换刀具。
一般根据刀具材料、切削条件、工件材料等因素综合考虑。
4. 刀具寿命监测周期:根据加工情况,设置刀具寿命监测的周期,以便及时发现刀具损耗状况,并进行刀具寿命管理和调整。
5. 刀具寿命监测方式和手段:根据实际情况,选择适合的刀具寿命监测方式和手段,如刀具磨损量检测仪、刀具监测系统、刀具标记系统等。
6. 刀具寿命管理记录:根据实际情况,建立刀具寿命管理记录,记录刀具使用情况,及时发现问题,优化刀具管理和使用。
自动化加工过程中的刀具寿命管理规范
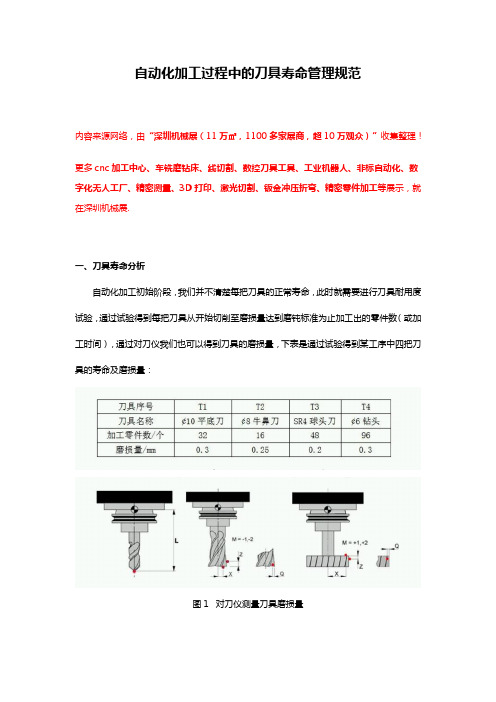
自动化加工过程中的刀具寿命管理规范内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.一、刀具寿命分析自动化加工初始阶段,我们并不清楚每把刀具的正常寿命,此时就需要进行刀具耐用度试验,通过试验得到每把刀具从开始切削至磨损量达到磨钝标准为止加工出的零件数(或加工时间),通过对刀仪我们也可以得到刀具的磨损量,下表是通过试验得到某工序中四把刀具的寿命及磨损量:图1 对刀仪测量刀具磨损量二、刀具成组管理自动化加工需要连续进行,所以刀具寿命必须匹配,这样才不会因为某一把刀具寿命到期而迫使加工中断。
单独的刀具无法做到寿命匹配,此时就需要进行刀具成组管理,保证各组刀具的寿命尽可能匹配。
下表是经过计算后该工序4个刀组的相关情况:这样,¢10平底刀需要备3把刀,¢8牛鼻刀需要备6把刀,SR4球头刀需要备2把刀,¢6钻头需要备1把刀,这样各个刀组均能加工96个零件,刀具组寿命匹配。
三、刀具寿命管理刀具磨损形式分为正常磨损和非正常磨损两大类。
正常磨损是指刀具在无偶然因素的情况下正常切削过程中逐渐产生的磨损;非正常磨损是指刀具在偶然因素,如材料中的硬质点、外界的振动等导致刀具的崩刃、卷刃或断裂等损坏。
完整的刀具寿命管理必须对两种磨损情况都进行管控。
1正常磨损刀具寿命管理刀具正常加工时,我们可以利用精雕数控系统自带的刀具寿命管理进行刀具管控,统计刀具在加工中使用的次数,如果使用次数等于前期刀具寿命试验的次数,则刀具寿命到期,系统自动选择刀组中另一把刀,直到刀组内所有刀具寿命到期才进行报警,以此来进行刀具寿命管理。
2非正常磨损刀具寿命管理实际的自动化加工过程中,刀具不可能全是正常磨损,也会出现崩刃或断裂等情况,此时数控系统自带的刀具寿命管理就不能满足管控要求,需要配合对刀仪进行管控。
刀具寿命确定标准
刀具寿命确定标准
刀具寿命的确定标准可以根据不同的应用和要求而有所不同。
以下是一些常见的刀具寿命确定标准:
1.切削试验:通过在实验室或生产现场进行切削试验,可以确定刀具的寿命和耐用度。
这种方法需要对不同的切削参数进行优化和调整,以获得最佳的加工效果和刀具寿命。
2.经验法:工厂经常采用经验法来确定刀具寿命。
这种方法通常基于历史数据和经验总结,通过估算加工时间、加工件数量等因素来确定刀具寿命。
3.刀具磨损监测:现代刀具系统通常配备了磨损监测系统,可以实时监测刀具的磨损情况,并根据磨损情况来确定刀具寿命。
这种方法可以避免因为刀具磨损过快而导致的停机和更换。
4.数学模型:现代切削技术和计算机模拟技术的发展,使得可以建立数学模型来预测刀具寿命。
这种方法可以通过对不同的切削参数进行优化和调整,得到最优的刀具寿命和加工效果。
综上所述,刀具寿命的确定标准可以采用多种方法,具体选择哪种方法取决于应用场景和要求。
刀具寿命管理规定
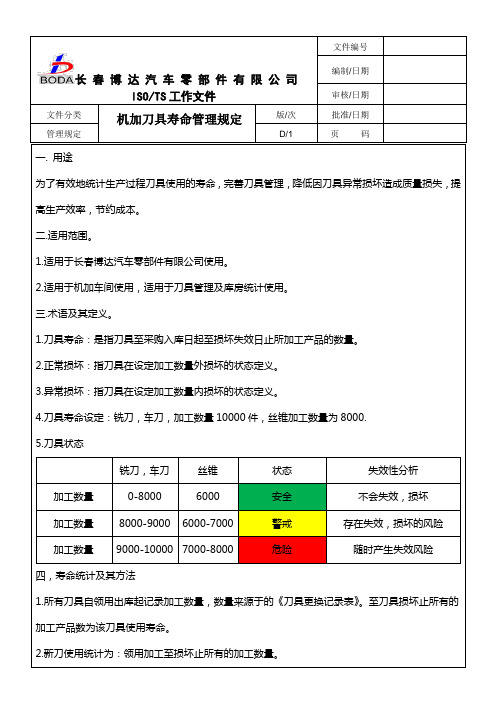
长春博达汽车零部件有限公司ISO/TS工作文件文件编号编制/日期审核/日期文件分类机加刀具寿命管理规定版/次批准/日期管理规定D/1 页码一. 用途为了有效地统计生产过程刀具使用的寿命,完善刀具管理,降低因刀具异常损坏造成质量损失,提高生产效率,节约成本。
二.适用范围。
1.适用于长春博达汽车零部件有限公司使用。
2.适用于机加车间使用,适用于刀具管理及库房统计使用。
三.术语及其定义。
1.刀具寿命:是指刀具至采购入库日起至损坏失效日止所加工产品的数量。
2.正常损坏:指刀具在设定加工数量外损坏的状态定义。
3.异常损坏:指刀具在设定加工数量内损坏的状态定义。
4.刀具寿命设定:铣刀,车刀,加工数量10000件,丝锥加工数量为8000.5.刀具状态铣刀,车刀丝锥状态失效性分析加工数量0-8000 6000 安全不会失效,损坏加工数量8000-9000 6000-7000 警戒存在失效,损坏的风险加工数量9000-10000 7000-8000 危险随时产生失效风险四,寿命统计及其方法1.所有刀具自领用出库起记录加工数量,数量来源于的《刀具更换记录表》。
至刀具损坏止所有的加工产品数为该刀具使用寿命。
2.新刀使用统计为:领用加工至损坏止所有的加工数量。
长春博达汽车零部件有限公司ISO/TS工作文件文件名称机加刀具寿命管理规定文件编号页数2OF2版本D/13.刀具寿命进入警戒状态现场需要加大刀具检测频次。
4.刀具寿命进入危险状态允许现场班长及调机员预防性换刀,要严格按照刀具寿命规定执行,不得私自改动刀具使用寿命,员工不得私自更换刀具。
5.刀具更换后,班长或者调机员应在《刀具更换记录表》及《4M变化表》上注明更换原因及更换时间,该表每月交到车间统计员归档。
6.更换下来的刀具,由班长或调机员送入刀具回收仓库,用塑料袋封装,并将刀具名称、更换时间、更换原因、加工数量记录到《刀具更换记录台帐》.7.更换后刀具需要由技术部,生产部相关人员统一鉴定评审,评审后刀具分为报废、可再利用,可再利用刀具需要重新定义刀具寿命,要比新刀具寿命缩短。
3.4 刀具磨损、破损及使用寿命
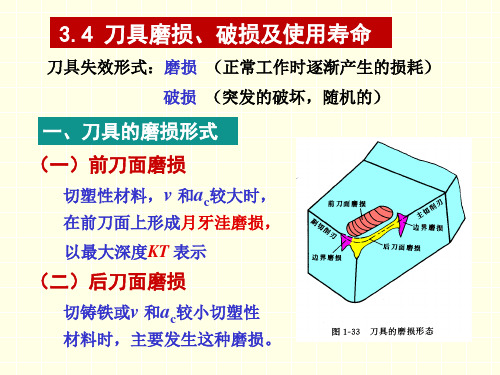
3.4 刀具磨损、破损及使用寿命刀具失效形式:磨损(正常工作时逐渐产生的损耗)破损(突发的破坏,随机的)一、刀具的磨损形式(一)前刀面磨损切塑性材料,v 和a c较大时,在前刀面上形成月牙洼磨损,以最大深度KT 表示(二)后刀面磨损切铸铁或v 和a c较小切塑性材料时,主要发生这种磨损。
后刀面磨损带不均匀,刀尖部分磨损严重,最大值为VC;中间部位磨损较均匀,平均磨损宽度以VB表示;边界处磨损严重,以VN表示。
(三)边界磨损切钢料时,主刃、副刃与工件待加工表面或已加工表面接触处磨出沟纹,称为边界磨损。
边界处的加工硬化层、硬质点、较大的应力梯度和温度梯度所造成。
二、刀具磨损的原因(一)磨料磨损切屑或工件表面上的硬质点(碳化物、氧化物等)对刀具表面刻划作用造成的机械磨损。
低速切削时,磨料磨损是刀具磨损的主要原因(HSS刀)。
(二)粘结磨损刀具与切屑、工件间存在高温高压和强烈摩擦,达到原子间结合而产生粘结现象,又称为冷焊。
相对运动使粘接点破裂而被工件材料带走,造成粘结磨损。
中速切削形成不稳定积屑瘤时,磨损严重;刀工材料硬度比小亲合力大时磨损严重;刀具刃磨质量差磨损严重。
(三)扩散磨损刀具与切屑、工件接触处由于高温作用,双方化学元素在固态下互相扩散,使刀材成分、结构改变造成磨损。
切削温度越高扩散越快;刀工材料亲合力越大扩散越快;高速切削时扩散磨损是刀具磨损的主要原因。
(四)化学磨损一定温度下,刀材与空气中的氧、切削液中的硫、氯起化学作用,生成较软的化合物,造成刀具磨损。
化学磨损是边界磨损原因之一;主要发生在较高速切削条件下。
(五)热电磨损切削区高温,在刀工间产生热电势加快扩散加剧刀具磨损。
三、刀具磨损过程及磨钝标准(一)刀具磨损过程1. 初期磨损阶段与刀具刃磨质量有关2. 正常磨损阶段VB与切削时间近似正比斜率表示磨损强度3. 急剧磨损阶段切削力、温度急升,刀具磨损加剧,之前换刀(二)刀具磨损标准刀具磨损到一定限度后就不能继续使用,这个磨损限度称为磨钝标准。
刀具寿命管理设制
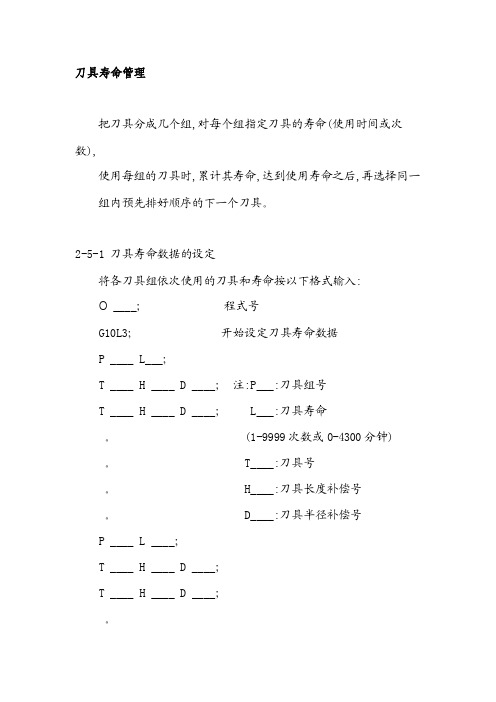
刀具寿命管理把刀具分成几个组,对每个组指定刀具的寿命(使用时间或次数),使用每组的刀具时,累计其寿命,达到使用寿命之后,再选择同一组内预先排好顺序的下一个刀具。
2-5-1 刀具寿命数据的设定将各刀具组依次使用的刀具和寿命按以下格式输入:O ____;程式号G10L3;开始设定刀具寿命数据P ____ L___;T ____ H ____ D ____;注:P___:刀具组号T ____ H ____ D ____; L___:刀具寿命。
(1-9999次数或0-4300分钟)。
T____:刀具号。
H____:刀具长度补偿号。
D____:刀具半径补偿号P ____ L ____;T ____ H ____ D ____;T ____ H ____ D ____;。
G11;刀具寿命数据设定结束M30;(或M02) 程式结束可以存储的最大组数和每组的刀具数为以下4种任意一种,由参数(№6800#0,#1)设定。
在AUTO模式下,执行上述程式,即可把程式的内容存入刀具寿命数据领域中,同时以前存储的所有组刀具寿命数据被取消,寿命计数器清零。
2-5-2 刀具寿命管理程式的编写加工程式按以下形式编写:(1)方式AO ____;T101; 从第一刀具组(GROUP 1)中选取未到达寿命的刀具;||M06; 第一刀具组(GROUP 1)之当前刀具计数|||T102; 从第二刀具组(GROUP 2)中选取未到达寿命的刀具;|||M06; 第二刀具组(GROUP 2)之当前刀具计数寿命的刀具;|||M02/M30;注: 刀具寿命管理忽略号设为100。
即T01,T02指令为刀具寿命管理无效;T101,T102 指令为刀具寿命管理有效。
(2)方式DO____;T101 M06; 从第一刀具组(GROUP 1)中选取未到达寿命的刀||第一刀具组(GROUP 1)之当前刀具计数;|T102 M06; 从第二刀具组(GROUP 2)中选取未到达寿命的刀具;|| 第二刀具组(GROUP 2)之当前刀具计数;|M02/M30;注: 刀具寿命管理忽略号设为100。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1目的为了有效地统计生产过程刀具使用的寿命,完善刀具管理,降低因刀具异常损坏造成质量损失,提高生产效率,节约成本。
2适用范围。
2.1适用于重庆远博机械有限公司机加车间使用,以及刀具管理及库房统计使用。
3职责
3.1机加车间负责初拟刀具寿命。
3.2技术部和生产部组织评审具体刀具寿命并确认,并配合机加车间对刀具寿命的更改和完善。
3.3机加车间现场管理员负责本办法在本部门的有效实施和推行,以及对生产现场刀具更换和刀具寿命的跟踪及记录。
3.4采购部、质检部、仓库分别负责刀具需外协时的刃磨、验收、收发,在此期间需保持刀具代号和编号不发生损失,以确保刀具寿命可持续追溯。
4术语及其定义。
4.1刀具寿命:是指刀具至采购入库日起至损坏失效日止所加工产品的数量。
4.2正常损坏:指刀具在设定加工数量外损坏的状态定义。
4.3异常损坏:指刀具在设定加工数量内损坏的状态定义。
4.4刀具寿命设定:铣刀,车刀,加工数量件,丝锥加工数量为.
4.5刀具状态
5寿命统计及其方法
5.1所有刀具自领用出库起记录加工数量,数量来源于的《刀具寿命管控记录表》。
至刀具损坏止所有的加工产品数为该刀具使用寿命。
5.2新刀使用统计为:领用加工至损坏止所有的加工数量。
5.3刀具寿命进入警戒状态现场需要加大刀具检测频次。
5.4刀具寿命进入危险状态允许现场班长及调机员预防性换刀,要严格按照刀具寿命规定执行,不得私自改动刀具使用寿命,员工不得私自更换刀具。
5.5刀具更换后,班长或者调机员应在《刀具寿命管控记录表》上注明更换原因及更换时间,该表每月交到车间统计员归档。
5.6更换下来的刀具,由班长或调机员送入刀具回收仓库,用塑料袋封装,并将刀具名称、更换时间、更换原因、加工数量记录到《刀具更换记录台帐》.
5.7更换后刀具需要由生产部班长级以上的相关人员统一鉴定评审,评审后刀具分为报废、可再利用或返修等,可再利用刀具需要重新定义刀具寿命,要比新刀具寿命缩短。
6相关表格
6.1《刀具寿命管控记录表》Q/YBZY-SC-02/01
6.2《刀具更换记录台帐》Q/YBZY-SC-02/02
本文档修订记录
编制:审核批准:。