皮带机保护装置试验检查记录表
设备检查记录表
设备检查记录表2.阀门、管道、附件安装牢固,无松动、漏气、漏液等情况。
3.安全阀、压力表、液位计等安全装置齐全、灵敏、可靠。
4.内部清洁无异味,无积水、杂物、沉淀物等。
5.周围无易燃易爆物,无明火、静电等危险因素。
检查结果是否备注设备检查记录表四车间:工区年月日检查人:设备分类:金属加工机床制造厂名:设备名称:XXX加工机床出厂日期:设备型号:出厂编号:检查项目:1.检查各种防护罩、防护栏,确保完备可靠。
2.检查防止夹具、卡具松动或脱落的装置,确保完好。
3.检查各种限位、连锁保护装置以及操作手柄,确保灵敏可靠。
4.检查机床照明是否符合要求。
5.检查润滑系统是否工作正常,润滑油是否足量。
6.检查启动、停机按钮是否工作正常。
7.检查是否备有清除切屑的专用工具。
检查结果:是备注:设备检查记录表四车间:工区年月日检查人:设备分类:送(排)风设备制造厂名:设备名称:XXX送(排)风设备出厂日期:设备型号:出厂编号:检查项目:1.检查送(排)风机风量是否符合使用要求。
2.检查启动、停机按钮是否工作正常。
3.检查皮带传动装置、联轴器等旋转部位是否安装防护罩。
4.检查传动皮带是否有裂口、破损、严重磨损。
5.检查电机盘车是否正常。
6.检查运行两小时温升是否异常。
7.检查设备与底座连接是否牢固,减震垫是否完好。
8.检查热力管道保温层是否完好,热交换管道是否有严重腐蚀、泄漏。
9.检查过滤器滤芯是否有破损、堵塞。
10.检查各种限位、连锁保护装置是否灵敏可靠。
检查结果:是备注:。
胶带输送机安装检测记录表
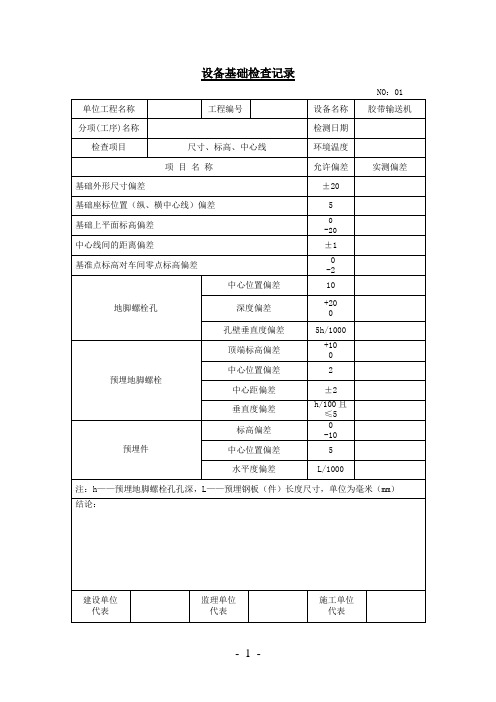
NO:02 单位工程工艺编号设备名称胶带输送机分项(工序)滚筒安装找正日期年月日检查项目水平度、垂直度、标高、中心偏差环境温度℃技术要求随机设备技术文件或GB 50270-2010《输送设备安装工程施工及验收规范》检测位置垂直度偏差≤2mm/m水平度偏差≤0.5mm/m标高偏差≤3mm纵向中心线偏差t≤2mm头轮尾轮结论建设单位代表监理单位代表施工单位代表NO:03单位工程工艺编号设备名称胶带输送机分项(工序)中间架安装找正日期年月日检查项目垂直度、距离、错边量、中心偏差环境温度℃技术要求随机设备技术文件或GB 50270-2010《输送设备安装工程施工及验收规范》测点纵向中心线偏差≤2mm支腿与地面垂直度偏差≤3mm/m宽度间距B偏差≤3mm/m对角线偏差相对标高偏差接头错边量≤1mm|L1-L2|≤mm/m |h1-h2|≤mm/m1 2 3 4 5结论建设单位代表监理单位代表施工单位代表NO:04单位工程工艺编号设备名称胶带输送机分项(工序)重力拉紧装置安装检测日期年月日检查项目垂直度、水平度、距离偏差环境温度℃技术要求随机设备技术文件或GB 50270-2010《输送设备安装工程施工及验收规范》序号检查项目检查结果1 导向滚筒面的横向中心和胶带机纵向中心线偏差≤1mmC点处D点处E点处F点处2 两个导向滚筒面的水平度0.5mm/m滚筒Ⅰ滚筒Ⅱ3 导向滚筒上母线连线和相邻胶带机下托辊上母线最小间距偏差≤1mm|S1-S2||S2-S3||S3-S4|4 支撑支架垂直度偏差≤0.5mm/m支撑支架柱Ⅰ支撑支架柱Ⅱ5 拉紧装置支架柱中心到导向滚筒间距偏差≤1mm|L1- L2| |L3- L4|结论建设单位代表监理单位代表施工单位代表NO:05单位工程工艺编号设备名称胶带输送机分项(工序)托辊安装检测日期年月日检查项目标高、距离偏差环境温度℃技术要求随机设备技术文件或GB 50270-2010《输送设备安装工程施工及验收规范》相邻每3个托辊为一组,每组托辊表面母线的相对标高差|(1-3)Smax-(1-3)Smin|≤1mm检测位置头部组上托辊1头部组下托辊1中间组上托辊2中间组上托辊3中间组上托辊4中间组上托辊5标高差检测位置尾部组上托辊1尾部组下托辊1中间组下托辊2中间组下托辊3中间组下托辊4中间组下托辊5标高差结论建设单位代表监理单位代表施工单位代表NO:06单位工程工艺编号设备名称胶带输送机分项(工序)带式逆止器安装检测日期年月日检查项目工作包角检测环境温度℃技术要求随机设备技术文件或GB 50270-2010《输送设备安装工程施工及验收规范》工作包角检测示意图要求数据θ≥70°实测数据结论建设单位代表监理单位代表施工单位代表NO:07NO:08单位工程工艺编号设备名称胶带输送机分项(工序)胶带胶接检测检测日期年月日检查项目接头阶梯长度环境温度℃技术要求随机设备技术文件或GB 50270-2010《输送设备安装工程施工及验收规范》皮带接头构造图检测部位胶带宽度B= . 阶梯宽度S 倾斜角度要求数据30°实测数据结论建设单位代表监理单位代表施工单位代表设备加油记录单机试车记录安装质量评定表NO:12。
皮带机检验批质量验收记录样表.pdf

年月日
滚筒支架安装检验批质量验收记录表
单位(子单位)工程名称
带式输送机安装工程
分部工程
机械设备
分项工程
验收部位
施工单位
四川省自贡运输机械集团股份有限公司 项目负责人
施工执行标准名称及编号
施工质量验收规范的规定
序号
检验项目
允许偏差 (mm)
支架中心线对输送机
1
2
中心线的偏移
JTS257-2008 水运工程质量检验标准 施工单位检查评定记录
100 ≤300 ≤500 ≤1000 1000
施工单位检查评定记录
任意
1
5
5
5
5
5
直 25m
线
度
2
总长度 10 30
40
60 80
监理(建设) 单位验收记录
施工单位检查 评定结果
专业工长(施工员)
施工班组长
项目专业质量检查员:
年月日
监理(建设) 单位验收结论
专业监理工程师 (建设单位项目专业技术负责人):
带式输送机安装工程
分部工程
机械设备
分项工程
验收部位
施工单位
四川省自贡运输机械集团股份有限公司 项目负责人
施工执行标准名称及编号
施工质量验收规范的规定
序号
检验项目
允许偏差 (mm)
滚筒横向中心线对输
1
2
送机中心线的偏移
JTS257-2008 水运工程质量检验标准 施工单位检查评定记录
监理(建设)单位 验收记录
监理(建设)单位 验收记录
导料槽中心线对输送
3
6
机中心线的偏移
专业工长(施工员)
输送带日常点检表

输送带日常点检表背景输送带是工业生产中常见的设备,在使用过程中需要进行定期点检,以确保其正常运行和安全性。
目的本点检表的目的是帮助用户对输送带进行日常点检,及时发现和解决潜在问题,确保设备的正常运行和安全性。
点检内容1. 外观检查:检查输送带的外观是否完整,主要包括检查是否有裂纹、磨损、松动等情况。
外观检查:检查输送带的外观是否完整,主要包括检查是否有裂纹、磨损、松动等情况。
2. 张紧装置检查:检查输送带的张紧装置,确保其工作正常,不会出现过松或过紧的情况。
张紧装置检查:检查输送带的张紧装置,确保其工作正常,不会出现过松或过紧的情况。
3. 输送带对中检查:检查输送带是否正确对中,避免出现偏移、漂移等问题。
输送带对中检查:检查输送带是否正确对中,避免出现偏移、漂移等问题。
4. 传动装置检查:检查传动装置(如齿轮、皮带轮等)是否有异响、松动等异常情况。
传动装置检查:检查传动装置(如齿轮、皮带轮等)是否有异响、松动等异常情况。
5. 托辊检查:检查输送带上的托辊是否正常运转,避免出现卡住、摩擦等问题。
托辊检查:检查输送带上的托辊是否正常运转,避免出现卡住、摩擦等问题。
6. 撞击装置检查:检查输送带是否安装了适当的撞击装置,以防止物料撞击带式输送机造成损坏。
撞击装置检查:检查输送带是否安装了适当的撞击装置,以防止物料撞击带式输送机造成损坏。
7. 清扫装置检查:检查输送带的清扫装置是否正常工作,确保设备表面的污物和杂物能被有效清除。
清扫装置检查:检查输送带的清扫装置是否正常工作,确保设备表面的污物和杂物能被有效清除。
8. 安全防护检查:检查输送带的安全防护装置是否完好,确保人员操作时不会受到伤害。
安全防护检查:检查输送带的安全防护装置是否完好,确保人员操作时不会受到伤害。
点检频率根据使用情况和设备状况,建议进行以下点检频率:- 每日点检:外观检查、张紧装置检查、传动装置检查、托辊检查- 每周点检:输送带对中检查、撞击装置检查、清扫装置检查- 定期点检:安全防护检查(根据使用情况决定定期点检频率)记录和处理1. 点检时应填写点检表,记录点检时间、点检人员和点检结果。
监理巡视检查记录表(设备)一周一次
监理巡视检查记录表(设备)一周一次
概述
为确保设备运行安全稳定,防止事故发生,特设置监理巡视检
查记录表,由专人每周巡视检查一次,记录设备运行情况。
检查内容
1. 检查设备的电气接线是否正常,是否有松动、脱落、破损现象。
2. 检查设备的机械部件是否存在损坏、松动、磨损现象,如皮
带轮、传动装置等。
3. 检查设备的润滑情况及油位是否正常。
4. 检查设备的橡胶、塑料、金属、玻璃等零部件是否存在老化、腐蚀、开裂、变形、积污等现象。
5. 检查设备的主要管路是否存在泄漏、断裂、松动等现象。
6. 检查设备的安全阀、隔膜泵、液位计等安全保护装置是否完
好有效。
记录方式
按照检查内容逐项记录,包括设备名称、编号、检查日期、巡
视检查人员签名等信息。
如发现问题,应及时上报并处理,同时更
新记录表。
结论
监理巡视检查记录表是设备运行监管的重要手段,周期为一周,检查内容覆盖设备运行各方面,可发现和解决问题,提高设备运行
效率和安全性。
安全检查(SCL)分析记录表(汇总)

安全检查(SCL)分析记录表☺ ☟☜— — 设备 设施名称:焊机 分析人员: ⌧⌧⌧⌧ 日期: 年 月☹╳安全检查( ☹)分析记录表☺ ☟☜— — 设备 设施名称: 原料系统 分析人员: ⌧⌧⌧⌧ 日期: 年 月☹╳安全检查( ☹)分析记录表☺ ☟☜— — 设备 设施名称: 挤出机 分析人员: ⌧⌧⌧⌧ 日期: 年 月 ☹╳安全检查( ☹)分析记录表☺ ☟☜— — 设备 设施名称: 流涎机 分析人员: ⌧⌧⌧⌧ 日期: 年 月 ☹╳安全检查( ☹)分析记录表☺ ☟☜— — 设备 设施名称: 纵向拉伸机 分析人员: ⌧⌧⌧⌧ 日期: 年 月 ☹╳安全检查( ☹)分析记录表☺ ☟☜— — 设备 设施名称: 横向拉伸机 分析人员: ⌧⌧⌧⌧ 日期: 年 月☹╳安全检查( ☹)分析记录表☺ ☟☜— — 设备 设施名称: 牵引机 分析人员: ⌧⌧⌧⌧ 日期: 年 月 ☹╳安全检查( ☹)分析记录表☺ ☟☜— — 设备 设施名称:收卷机 分析人员: ⌧⌧⌧⌧ 日期: 年 月 ☹╳安全检查( ☹)分析记录表☺ ☟☜— — 设备 设施名称:分切机 分析人员: ⌧⌧⌧⌧ 日期: 年 月 ☹╳安全检查( ☹)分析记录表☺ ☟☜— — 设备 设施名称:边丝回收系统 分析人员: ⌧⌧⌧⌧ 日期: 年 月☹╳安全检查( ☹)分析记录表☺ ☟☜— — 设备 设施名称:废膜回收造粒系统 分析人员: ⌧⌧⌧⌧ 日期: 年 月☹╳安全检查( ☹)分析记录表☺ ☟☜— — 设备 设施名称:过滤器清洗炉 分析人员: ⌧⌧⌧⌧ 日期: 年 月☹╳安全检查( ☹)分析记录表☺ ☟☜— — 设备 设施名称:离心泵 分析人员: ⌧⌧⌧⌧ 日期: 年 月 ☹╳安全检查( ☹)分析记录表☺ ☟☜— — 设备 设施名称:空压机 分析人员: ⌧⌧⌧⌧ 日期: 年 月 ☹╳安全检查( ☹)分析记录表☺ ☟☜— — 设备 设施名称:冷冻机 分析人员: ⌧⌧⌧⌧ 日期: 年 月 ☹╳安全检查( ☹)分析记录表☺ ☟☜— — 设备 设施名称:油加热器 分析人员: ⌧⌧⌧⌧ 日期: 年 月☹╳安全检查( ☹)分析记录表☺ ☟☜— — 设备 设施名称:冷却水塔 分析人员: ⌧⌧⌧⌧ 日期: 年 月☹╳安全检查( ☹)分析记录表☺ ☟☜— — 设备 设施名称:压力容器 分析人员: ⌧⌧⌧⌧ 日期: 年 月☹╳安全检查( ☹)分析记录表☺☟☜— — 设备 设施名称:电梯 分析人员: ⌧⌧⌧⌧ 日期: 年 月☹╳安全检查( ☹)分析记录表☺ ☟☜— — 设备 设施名称:起重机 分析人员: ⌧⌧⌧⌧ 日期: 年 月 ☹╳安全检查( ☹)分析记录表☺ ☟☜— — 设备 设施名称:电气室 分析人员: 李永平 日期: 年 月 ☹╳安全检查( ☹)分析记录表☺ ☟☜— — 设备 设施名称:测厚仪放射源 分析人员: ⌧⌧⌧⌧ 日期: 年 月☹╳。
6.2-109机械传动部位检查记录表1

机械传动部位检查记录表YSJL--06--002--0109
使用单位:
设备名称编号:检查日期:年月日
项
目
序号检查部位检查方法检查结果安全措施
传动部件1
有无异常声音,滚动轴承没有产生杂音,轴承
润滑良好,无发热。
耳听(手摸)2定位销有无松动,定位螺丝有无压紧。
目测
3 皮带有无断裂目测
减
速箱
制动器1
有无异常声音,用旋具检查声响的来源(齿轮,
轴承)。
耳听
2
润滑是否良好,润滑良好,无断续嘶哑声音,
减速器没有发热。
目测、耳听3螺丝有无松动,皮带轮有无松动。
目测
1
螺丝有无松动,螺钉禁固良好,制动轮无跳动
或松动。
目测
2
制动轮有无跳动,刹车架无摆动,刹车轮无轴
向窜动。
目测
3
调整是否适宜,开闭灵活、制动平稳可靠、不
打滑。
目测
电
机
1有无异常声音,轴承有无杂音耳听
2螺丝有无松动,皮带轮有无松动。
目测
主管:检查人员:注:每月定期实施一次,检查记录表应保存三年。
——
1
2——。
固定式皮带运输机安装工程检验批质量验收记录表

(建设单位项目专业技术负责人):
年月日
固定式皮带运输机安装工程检验批质量验收记录表单位(子单位)工源自名称分部(子分部)工程名称
验收部位
施工单位
项目经理
分包单位
分包项目经理
施工执行标准名称及编号
项别
项目
质量
施工单位检查评定记录
监理(建设)单位验收记录
主控项目
1
胶带安装
橡胶布带接头必须对准、牢固,不得有破裂现象,松紧程度适当,拉紧滚筒的位置必须留有松紧行程
1
输送机(头尾架、中间架、滚筒)纵、横向中心线与安装基准线的重合度
3mm
2
驱动、拉紧滚筒轴线对输送机纵向中心线的垂直度
2/1000
3
各托辊的上母线应在同一平面上
±3mm
滚筒水平度
0.5/1000
托辊水平度
2/1000
施工单位
专业工长(施工员)施工工班长组长
检查评定结果
项目专业质量检查员:
年月日
监理(建设)单位验收结论
试运转
(1)无负荷试运转2小时,滑动轴承的温度不得超过70°C,滚动轴承的温度不得超过60°C
(2)滚筒和托辊转动灵活,运转中胶带不打滑、不跑偏、运行平稳
般项目
2
联轴器同轴度
3
清扫装置
刮板的清扫面与胶带接触,其面积不应小于85%。回转式清扫刷子应与滚筒平行并与胶带接触,其面积不少于90%
项目
允许偏差