铸钢节点常用国标材质
常用铸钢件化学成份及标准文件
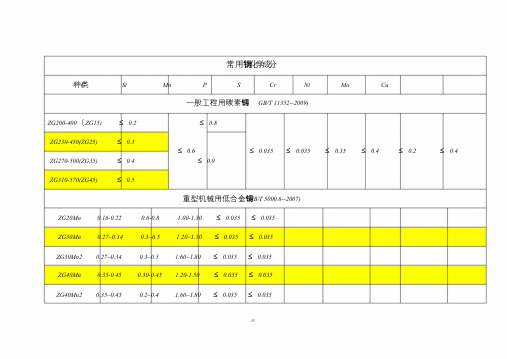
常用铸钢化学成分C Si Mn P S Cr Ni Mo Cu种类(GB/T 11352--2009)一般工程用碳素铸钢ZG200-400(ZG15) ≤0.2 ≤0.8ZG230-450(ZG25) ≤0.3≤0.6 ≤0.035 ≤0.035 ≤0.35 ≤0.4 ≤0.2 ≤0.4 ZG270-500(ZG35) ≤0.4 ≤0.9ZG310-570(ZG45) ≤0.5钢(JB/T 5000.6--2007)重型机械用低合金铸ZG20Mn 0.16-0.22 0.6-0.8 1.00-1.30 ≤0.035 ≤0.035ZG30Mn 0.27~0.34 0.3~0.5 1.20~1.50 ≤0.035 ≤0.035ZG30Mn2 0.27~0.34 0.3~0.5 1.60~1.80 ≤0.035 ≤0.035ZG40Mn 0.35-0.45 0.30-0.45 1.20-1.50 ≤0.035 ≤0.035ZG40Mn2 0.35~0.45 0.2~0.4 1.60~1.80 ≤0.035 ≤0.0352540Cr 0.35-0.45 0.2-0.4 0.50-0.80 ≤0.03 ≤0.03 0.8-1.135CrMo 0.30-0.37 0.30-0.50 0.50-0.80 ≤0.035 ≤0.035 0.80-1.20 0.20-0.3042CrMo 0.38-0.45 0.30-0.60 0.6-1.00 ≤0.035 ≤0.035 0.80-1.20 0.20-0.30(Al) 30CrMnSi 0.27-0.35 0.40-0.70 0.90-1.20 ≤0.025 ≤0.020 0.50-0.8030CrMnSiMo 0.27-0.35 0.40-0.70 0.90-1.20 ≤0.025 ≤0.020 0.50-0.80 0.20-0.30 ≤0.0535CrMnSiNiMo 0.30-0.40 0.50-0.80 0.80-1.20 ≤0.025 ≤0.020 0.50-0.80 0.2-0.3 0.20-0.30 ≤0.05一般用途耐蚀铸钢(GB/T 2100--2002/2004)ZG07Cr19Ni9 0.07 1.5 1.5 0.04 0.03 18.0-21.0 8.0-11.0ZG07Cr19Ni11Mo2 0.07 1.5 1.5 0.04 0.03 17.0-20.0 9.0-12.0 2.0-2.5常用铸钢化学成分26钢铁辆用低合金铸(Q/QC90-07902000)车道)B级钢≤0.28 ≤0.4 ≤ 1.0 ≤0.04 ≤0.04 ≥0.3车(齐)C级钢0.22-0.28 0.20-0.40 1.20-1.50 ≤0.04 ≤0.04 0.40-0.60 0.35-0.55 0.20-0.30车(齐(ASTM A216/A216M--2004)钢准高温熔焊用碳素铸美国标C Si Mn P S Cr Ni Mo Cu种类WCC ≤0.25 ≤0.60 ≤ 1.20 ≤0.04 ≤0.045 ≤0.50 ≤0.50 ≤0.20 ≤0.30 WCB ≤0.30 ≤0.60 ≤ 1.00 ≤0.04 ≤0.045 ≤0.50 ≤0.50 ≤0.20 ≤0.30准低温压力容器部件用铸钢(ASTM A352/A352M--2006)美国标LCC ≤0.25 ≤0.60 ≤ 1.20 ≤0.04 ≤0.045 ≤0.50 ≤0.50 ≤0.2027美国标铸钢(ASTM A744/A744M--2006)准恶劣工作条件用耐蚀CF-8 ≤0.08 ≤ 2.00 ≤ 1.50 ≤0.040 ≤0.040 18.0-21.0 8.0-11.0CF-8M ≤0.08 ≤ 2.00 ≤ 1.50 ≤0.040 ≤0.040 18.0-21.0 9.0-12.0 2.0-3.0用铸(JIS G5151 2007)钢日本标准高温高压SCPH2 ≤0.30 ≤0.60 ≤ 1.00 ≤0.040 ≤0.040 ≤0.25 ≤0.50 ≤0.25 ≤0.50构用铸钢(JIS G5120 2007)接结准焊日本标SCW450 ≤0.22 ≤0.80 ≤ 1.50 ≤0.40 ≤0.40 Ce≤0.4328(DIN EN10293--2005)准一般工程用铸钢德国标G26CrMo4 0.20-0.29 ≤0.60 0.50-0.80 ≤0.025 ≤0.020 0.80-1.20 0.15-0.30常用铸钢化学成分C Si Mn P S Cr Ni Mo N铸钢(DIN EN 10283-2--1998)、耐蚀准不锈德国标1.446O ≤0.05 ≤ 1.0 ≤2.0 ≤0.035 ≤0.015 25-28 4.5-6.5 1.3-2.0 0.05-0.2(DIN EN 10213-2--1996)德国标准室温和高温承压铸钢1.0619 0.18-0.23 ≤0.60 0.50-1.20 ≤0.030 ≤0.02029准AAR M-1002标道用钢美国铁AAR M-201-B ≤0.32 ≤ 1.50 ≤0.90 ≤0.04 ≤0.04AAR M-201-C ≤0.32 ≤ 1.50 ≤ 1.85 ≤0.04 ≤0.04钢TB/T2942-1999铁道用铸B级、B+≤0.32 ≤1.50 ≤0.90 ≤0.04 ≤0.04 级C级≤0.32 ≤ 1.50 ≤ 1.85 ≤0.04 ≤0.04准美国标AISI 1340 ≤0.43 ≤0.35 ≤ 1.9 ≤0.04 ≤0.04准CE 美国标SAE8620 0.18-0.23 0.15-0.35 0.70-0.90 0.035 0.04 0.40-0.60 0.40-0.70 0.15-0.25 ≤0.47CE=%C+%Mn/6+(%Cr+%Mo+%V)/5+(%Ni+%Cu)/1530。
常用铸钢件化学成份及标准(一)2024

常用铸钢件化学成份及标准(一)引言:铸钢件是机械制造中常见的零件类型之一,其化学成分及标准对于材料性能的确定具有重要作用。
本文将依次介绍常用铸钢件的化学成分及标准,帮助读者了解铸钢件的材料特性和适用范围。
正文:一、低碳钢件1. 碳含量:一般在0.1%以下,以提高材料的延展性和可焊性。
2. 硅含量:控制在0.15-0.35%,以增加铸件的强度和耐磨性。
3. 锰含量:通常控制在0.6-0.9%,可提高材料的强度和硬度。
4. 磷含量:应控制在0.04%以下,过高的磷含量易导致脆性。
5. 硫含量:应控制在0.05-0.07%以内,过高的硫含量会降低材料的塑性和冷加工性能。
二、中碳钢件1. 碳含量:一般在0.3-0.6%,以提高材料的强度和硬度。
2. 锰含量:控制在0.6-1.2%之间,以提高耐磨性。
3. 硅含量:通常控制在0.15-0.35%,适当的硅含量可提高材料的强度。
4. 磷含量:控制在0.04%以下,过高的磷含量易造成脆性。
5. 硫含量:一般控制在0.05-0.07%以内,过高的硫含量会降低铸件的塑性和冷加工性能。
三、高碳钢件1. 碳含量:通常在0.6-1.4%之间,以提高材料的硬度和耐磨性。
2. 锰含量:控制在0.3-0.9%之间,以提高材料的韧性和强度。
3. 硅含量:通常控制在0.15-0.35%,可以提高材料的强度。
4. 磷含量:控制在0.04%以下,过高的磷含量会降低材料的塑性。
5. 硫含量:应控制在0.05-0.07%以内,过高的硫含量会降低铸件的冷加工性能。
四、合金钢件1. 合金元素:常见的合金元素包括铬、镍和钼等。
2. 铬含量:控制在1-3%之间,可以提高材料的耐腐蚀性和热稳定性。
3. 镍含量:通常控制在0.5-1.5%之间,可以提高材料的强度和韧性。
4. 钼含量:控制在0.1-0.5%之间,可以提高材料的耐高温和抗热蚀性能。
5. 其他合金元素:根据具体应用场景,还可以添加钛、钢、铌等元素,以改善材料的特性。
铸钢材质对照表
铸钢材质对照表
铸钢材质对照表通常是一份列举不同标准下铸钢材质对应关系的表格。
由于不同国家和地区使用的标准不同,因此铸钢的命名和分类也有所不同。
以下是一些常见的国际和国内标准中使用的铸钢材质对照表的示例:
1.ASTM(美国材料与试验协会)铸钢材质对照表:
•ASTM A27/A27M - 标准规范铸造碳钢及合金钢零件的一般要求
•ASTM A216/A216M - 标准规范耐热融合的碳钢和合金钢铸件
•ASTM A351/A351M - 标准规范耐腐蚀和耐热融合的钢铸件
2.JIS(日本工业标准)铸钢材质对照表:
•JIS G5101 - 碳钢铸件
•JIS G5111 - 高温和高压用碳钢铸件
•JIS G5121 - 耐热耐蚀合金钢铸件
3.GB/T(中国国家标准)铸钢材质对照表:
•GB/T 3077 - 合金结构钢
•GB/T 5678 - 高锰铸铁
•GB/T 700 - 碳结构钢
以上只是一些示例,实际上有许多其他国际、国家和行业标准也包含了铸钢材质的分类和对照关系。
在具体的工程项目中,最好根据
所在地区的标准和规范查阅相应的铸钢材质对照表,以确保正确选择和使用合适的铸钢材料。
铸钢材质对照表

铸钢材质对照表摘要:一、铸钢简介1.铸钢的定义2.铸钢的分类3.铸钢的应用领域二、铸钢材质对照表的组成1.铸钢材质的分类2.铸钢材质的主要性能指标3.铸钢材质的国内外标准对照三、铸钢材质对照表的具体内容1.碳素结构钢2.高强度钢3.合金结构钢4.耐磨钢5.耐热钢6.不锈钢四、铸钢材质对照表的使用方法1.如何选择合适的铸钢材质2.如何理解铸钢材质的性能指标3.如何参照国内外标准选择铸钢材质正文:铸钢是一种在铸造状态下使用的钢材,具有优良的铸造性能、机械性能和耐磨性。
铸钢材质对照表是铸钢材料选择和使用的重要参考资料,包含了铸钢材质的分类、主要性能指标和国内外标准对照等内容。
一、铸钢简介铸钢是一种在铸造状态下使用的钢材,具有优良的铸造性能、机械性能和耐磨性。
铸钢的分类主要有碳素结构钢、高强度钢、合金结构钢、耐磨钢、耐热钢和不锈钢等。
铸钢广泛应用于汽车、船舶、机械、石油、化工、航空等领域。
二、铸钢材质对照表的组成铸钢材质对照表主要包括铸钢材质的分类、主要性能指标和国内外标准对照等内容。
其中,铸钢材质的分类包括碳素结构钢、高强度钢、合金结构钢、耐磨钢、耐热钢和不锈钢等。
主要性能指标包括化学成分、力学性能、物理性能和工艺性能等。
国内外标准对照则列出了我国和国外主要国家的铸钢材质标准及牌号。
三、铸钢材质对照表的具体内容1.碳素结构钢:碳素结构钢是以碳为主要合金元素的一类铸钢,具有良好的可锻性、可切削性和耐磨性。
根据含碳量,碳素结构钢可分为低碳钢、中碳钢和高碳钢。
2.高强度钢:高强度钢是指强度高于普通钢的一种铸钢,具有良好的强度、硬度和耐磨性。
根据合金元素,高强度钢可分为低合金高强度钢、中合金高强度钢和高合金高强度钢。
3.合金结构钢:合金结构钢是以合金元素为主要合金元素的一类铸钢,具有良好的力学性能、物理性能和工艺性能。
根据合金元素,合金结构钢可分为CrMo 钢、NiCrMo 钢、NiCrMoNb 钢等。
4.耐磨钢:耐磨钢是一类具有较高耐磨性的铸钢,主要用于磨损环境下的零部件。
常用铸钢件化学成份及标准

≤0.020
0.50-0.80
0.2-0.3
0.20-0.30
≤0.05
一般用途耐蚀铸钢(GB/T 2100--2002/2004)
ZG07Cr19Ni9
0.07
1.5
1.5
0.04
0.03
18.0-21.0
8.0-11.0
ZG07Cr19Ni11Mo2
0.07
1.5
1.5
0.04
0.03
≤0.03
0.8-1.1
35CrMo
0.30-0.37
0.30-0.50
0.50-0.80
≤0.035
≤0.035
0.80-1.20
0.20-0.30
42CrMo
0.38-0.45
0.30-0.60
0.6-1.00
≤0.035
≤0.035
0.80-1.20
0.20-0.30
(Al)
30CrMnSi
0.27-0.35
0.40-0.70
0.90-1.20
≤0.025
≤0.020
0.50-0.80
30CrMnSiMo
0.27-0.35
0.40-0.70
0.90-1.20
≤0.025
≤0.020
0.50-0.80
0.20-0.30
≤0.05
35CrMnSiNiMo
0.30-0.40
0.50-0.80
0.80-1.20
1.0619
0.18-0.23
≤0.60
0.50-1.20
≤0.030
≤0.020
美国铁道用钢标准AAR M-1002
一般工程用铸造碳钢GB56785

230
22
32
25(4.5)
≥131
铸造平坦的零件,如机座、机盖、箱体、铁钻台,工作温度在450℃以下的管路附件等。焊接性良好
ZG270-500
500
270
18
25
22(ቤተ መጻሕፍቲ ባይዱ.5)
≥143
40~45
各种形状的机件,如飞轮、机架、蒸汽锤、桩锤、联轴器、水压机工作缸,横梁等。焊接性尚可
ZG310-570
一般工程用铸造碳钢(GB5676-85)
牌号
抗拉强度b
屈服强度s或0.2
延伸率
根据合同选择
硬度
应用举例
收缩率
冲击功(值)Akv(ak)
正火回火HB
表面淬火HRC
MPa
MPa
%
%
J(kg·m/cm2
最小值
ZG200-400
400
200
25
40
30(6.0)
各种形状的机件,如机座、变速箱壳等
ZG230-450
强度可供设计使用。
3、表中机械性能的试验环境温度为20±10℃。
4、表中硬度值非GB5676-85内容,仅供参考。
570
310
15
21
15(3)
≥153
40~50
各种形状的机件,如闻轴器、气缸、齿软弱、齿轮圈及重负荷机架等
ZG340-640
640
340
10
18
10(2)
169~55
45~55
起重运输机中齿轮、联轴器及重要的机件等
注:1、表中Akv—冲击功(V型)ak—冲击值(U型)。
2、各牌号铸钢的性能,适用于厚度为100mm以下的铸件,当厚度超过100mm时,仅表中规定的s0。2屈服
铸钢节点常用国标材质
深圳地铁站Y形柱节点技术要求及说明(供参考)
一.节点的材质要求
②铸件热处理方法:870—920℃正火+ 640—680℃回火:
二、铸件质量要求
1.铸件尺寸:尺寸除图纸特别注明外,其它尺寸执行GB/T6414—1999中铸件尺寸公差
CT11级。
2.铸件表面:要进行表面清理,去除飞边、毛刺、粘砂、氧化皮等残留物;表面粗糙度达到
GB/T15056中Ra≤50um,节点接口处的表面粗糙度达到Ra≤25um。
3.铸件本体:铸件本体需进行超声波无损探伤检测,达到《铸钢件超声破探伤及质量评定方
法》GB7233中Ⅱ级合格;铸件本体内部不允许有如何影响机械性能的铸造缺
陷存在,如裂纹、冷隔、夹砂、气孔、缩松、缩孔、凹坑、缺肉等。
三、铸件的检查、验收与报告
1.化学成份;
2.机械性能;3、超声破检测;4.尺寸检查
以上如有不妥,共同研讨!
北京科博元热加工技术有限公司
闫建新2009-3-20。
铸钢标准及牌号对照
铸钢标准及牌号对照
铸钢是一种常用的金属材料,具有良好的可塑性和机械性能,广泛应用于机械
制造、汽车制造、船舶建造等领域。
在不同的工程中,需要选择不同牌号的铸钢,以满足特定的要求。
因此,了解铸钢的标准及牌号对照是非常重要的。
首先,我们来了解一下铸钢的标准。
铸钢的标准主要包括国际标准、国家标准
和行业标准。
国际标准由国际标准化组织(ISO)制定,国家标准由各个国家的标
准化组织制定,而行业标准则是针对特定行业的标准。
在选择铸钢材料时,需要根据具体的使用要求,参照相应的标准进行选择。
其次,我们需要了解不同牌号的铸钢及其对照关系。
铸钢的牌号通常由数字和
字母组成,不同的牌号代表着不同的化学成分和机械性能。
在国际标准中,常见的铸钢牌号包括ASTM、DIN、JIS等,而在国家标准中,常见的牌号包括GB、JB 等。
在实际应用中,需要根据工程要求选择合适的铸钢牌号,以保证材料的质量和性能。
在实际工程中,我们需要根据具体的使用要求选择合适的铸钢材料。
例如,在
汽车制造领域,需要选择具有良好强度和韧性的铸钢材料,以确保汽车的安全性能。
而在机械制造领域,需要选择耐磨性好的铸钢材料,以提高机械设备的使用寿命。
因此,了解铸钢的标准及牌号对照对于工程师和设计师来说是非常重要的。
总之,铸钢是一种重要的金属材料,在工程应用中具有广泛的用途。
了解铸钢
的标准及牌号对照,可以帮助我们选择合适的铸钢材料,满足工程要求。
希望本文对大家有所帮助,谢谢阅读!。
铸钢节点常用国标材质
深圳地铁站Y形柱节点技术要求及说明(供参考)
一.节点的材质要求
②铸件热处理方法:870—920℃正火+ 640—680℃回火:
二、铸件质量要求
1.铸件尺寸:尺寸除图纸特别注明外,其它尺寸执行GB/T6414—1999中铸件尺寸公差
CT11级。
2.铸件表面:要进行表面清理,去除飞边、毛刺、粘砂、氧化皮等残留物;表面粗糙度达到
GB/T15056中Ra≤50um,节点接口处的表面粗糙度达到Ra≤25um。
3.铸件本体:铸件本体需进行超声波无损探伤检测,达到《铸钢件超声破探伤及质量评定方
法》GB7233中Ⅱ级合格;铸件本体内部不允许有如何影响机械性能的铸造缺
陷存在,如裂纹、冷隔、夹砂、气孔、缩松、缩孔、凹坑、缺肉等。
三、铸件的检查、验收与报告
1.化学成份;
2.机械性能;3、超声破检测;4.尺寸检查
以上如有不妥,共同研讨!
北京科博元热加工技术有限公司
闫建新2009-3-20。
铸钢材质标准
铸钢材质标准一、背景与意义铸钢作为一种重要的工程材料,被广泛应用于各种工业领域,如机械制造、石油化工、航空航天等。
由于其优良的力学性能、耐腐蚀性和高温性能,铸钢材质标准对于保证产品质量、促进技术进步和保障工程安全具有重要意义。
本文将对铸钢材质标准进行全面深入的探讨。
二、标准内容概述铸钢材质标准是一个综合性的标准体系,包括对铸钢的化学成分、力学性能、金相组织等方面的规定。
这些标准旨在确保铸钢产品的质量稳定、可靠,满足不同工程领域的实际需求。
三、化学成分标准铸钢的化学成分对其性能起着决定性的作用。
根据不同的用途和工艺要求,铸钢的化学成分范围广泛,常见的元素包括碳、硅、锰、磷、硫等。
铸钢的化学成分标准规定了各种元素的含量范围,以确保其具有所需的性能。
四、力学性能标准力学性能是评价铸钢质量的重要指标之一。
常见的力学性能指标包括抗拉强度、屈服强度、伸长率、冲击韧性等。
铸钢的力学性能标准根据不同的用途和工艺条件,规定了相应的力学性能要求,以确保其在实际应用中的安全性和可靠性。
五、金相组织标准金相组织是指铸钢内部的显微组织结构,对其性能具有重要影响。
铸钢的金相组织标准主要关注其晶粒度、碳化物分布、夹杂物类型等方面的要求。
通过控制金相组织,可以提高铸钢的力学性能、耐腐蚀性和高温性能。
六、无损检测标准无损检测是评价铸钢产品质量的重要手段之一。
铸钢的无损检测标准主要包括超声波检测、磁粉检测、涡流检测等方法。
这些标准旨在确保铸钢产品中不存在缺陷或不均匀性,保证其在使用过程中的安全性和可靠性。
七、总结与展望铸钢材质标准作为保障产品质量和技术进步的关键准则,在实际操作中起到了不可或缺的作用。
随着科技的持续进步,铸钢的应用领域将进一步拓宽,对其性能要求也将更加严格。
展望未来,铸钢材质标准将不断更新和优化,以适应新的市场需求和技术发展。
同时,随着环保意识的提升和可持续发展理念的普及,对铸钢环保性能的要求也将更加严格。
因此,在制定铸钢材质标准时,应充分考虑环保因素,推动绿色制造技术的进步和应用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
深圳地铁站Y形柱节点技术要求及说明(供参考)
一.节点的材质要求
②铸件热处理方法:870—920℃正火+ 640—680℃回火:
二、铸件质量要求
1.铸件尺寸:尺寸除图纸特别注明外,其它尺寸执行GB/T6414—1999中铸件尺寸公差
CT11级。
2.铸件表面:要进行表面清理,去除飞边、毛刺、粘砂、氧化皮等残留物;表面粗糙度达到
GB/T15056中Ra≤50um,节点接口处的表面粗糙度达到Ra≤25um。
3.铸件本体:铸件本体需进行超声波无损探伤检测,达到《铸钢件超声破探伤及质量评定方
法》GB7233中Ⅱ级合格;铸件本体内部不允许有如何影响机械性能的铸造缺
陷存在,如裂纹、冷隔、夹砂、气孔、缩松、缩孔、凹坑、缺肉等。
三、铸件的检查、验收与报告
1.化学成份;
2.机械性能;3、超声破检测;4.尺寸检查
以上如有不妥,共同研讨!
北京科博元热加工技术有限公司
闫建新2009-3-20。