PLC梯形图语句指令表.ppt
三菱PLC功能指令ppt课件
4.5.1概述
定义 可编程控制器的基本指令——基于继电器、定时器、计数 器类软元件,主要用于逻辑处理的指令。 功能指令(应用程序)——用于数据的传送、运算、变换 及程序控制等功能。
3
概述
功能指令 的特点
➢ 功能强大 ➢ 指令处理的数据多 ➢ 数据在存储单元中流转的过程复杂
2、子程序调用指令及应用
一、子程序调用指令的使用要素及梯形图表示
子程序调用指令要素
指令名称 子程序调用 子程序返回
助记符
CALL CALL(
P) SRET
指令代 码位数 FNC01
(16)
FNC02
操作数 [D·]
指针 P0~P62 嵌套 5级
无
程序步
3步(指令标 号)1步
1步
11
子程序调用指令及应用
1步
18
中断指令
中断是计算机所特有的一种工作方式。 中断子程序是为某些特定的控制功能而设定的。
特定的控制功能的共同特点:要求响应时间小于机器 的扫描周期。
三类中断:
➢ 输入中断 ➢ 定时器中断 ➢ 计数器中断
19
指针I
输入中断用指针。输入中断用指针I00□~I50□,共6点。 6个输入中断仅接收对应于输入口 X000~X005的信号触发。 这些输入口无论是硬件设置还是软件管理上都与一般的输 入口不同,可以处理比扫描周期短的输入中断信号。上升沿 或下降沿指对输入信号类别的选择。
图8-11 外部输入中断子程序示例
22
例:
说明:图中一开始为允许中断,当X1从OFF至ON且保持ON, 程序跳到指针I101处执行中断,即执行第13行,将K100 送到D1,然后返回主程序,对定时器T0计时,当计时达 到D12当前值K100时,T0触点闭合,Y0得电。
西门子PLC系列基本指令和实训PPT课件

1 Q0.0
( ) ON
Q0.0 1
0 Q 0 . 0 OFF
()
Q0.0
0
CHENLI
20
(3) LD /LDN、“=” 指令使用说明
➢ LD ,LDN 指令用于与输入公共母线(输入母线)相联的触 点,也可与OLD,ALD指令配合使用于分支回路的开头。
➢ “=”指令用于Q,M, SM, T, C, V,S。但不能用于I。输出端不带 负载时,控制线圈应使用M或其它。尽可能不要使用Q。
I0.0
I0.1
Q0.0
()
ቤተ መጻሕፍቲ ባይዱ
M0.0
Network2
Q0.0
I0.2
I0.3
M0.1
()
M0.1
M0.2
LD I0.0 O I0.1 ON M0.0 = Q0.0 LDN Q0.0 A I0.2
O M0.1 AN I0.3
O M0.2
= M0.1
CHENLI
26
(3)O,ON指令使用说明:
①O,ON指令可作为并联一个接点指令。紧接在 LD,LDN指令之后用, 即对其前面的LD,LDN指令所 规定的触点并联一个触点,可以连续使用。
9
① 起保停电路
CHENLI
10
[思考]:设计简单两人抢答器,要求A按下按 钮时,A前的灯L1亮。B按下按钮时,B前的 灯L2亮。但A或B任何一方抢到,则剩余的一 方按钮按下无效。主持人按下复位按钮,抢 答可以重新开始。
CHENLI
11
② 互锁电路
CHENLI
12
[思考]:输入端子SB0 SB1按钮通断次序不同 时,分别有不同的输出灯亮。试设计程序。
CHENLI
FX3U PLC指令表大全
$+
字符串的合并
203
LEN
检测出字符串的长度
204
RIGHT
从字符串的右侧开始取出
205
LEFT
从字符串的左侧开始取出
206
MIDR
从字符串中任意选择
207
MIDW
字符串中的任意替换
208
INSTR
字符串的检索
209
$MOV
字符串的传送
19、数据处理3
210
FDEL
数据表的数据删除
211
FINS
117
EVAL
字符串→2进制浮点数的转换
118
EBCD
2进制浮点数→科学计数法的转換
119
EBIN
科学计数法→2进制浮点数的转換
120
EADD
2进制浮点数加法运算
121
ESUB
2进制浮点数减法运算
122
EMUL
2进制浮点数乘法运算
123
EDIV
2进制浮点数除法运算
124
EXP
2进制浮点数指数运算
125
SCL
量程(不同点座标数据)
260
DABIN
10进制ASCII→BIN
261
BINDA
BIN→10进制ASCII
269
SCL2
量程2(X/Y座标数据)
22、外部设备通信(变频器通信)
270
IVCK
变频器的运转监视
271
IVDR
变频器的运行控制
272
IVRD
读取变频器的参数
273
IVWR
写入变频器的参数
格雷码的逆转换
PLC顺序控制梯形图的编程方式课件

PLC顺序控制梯形图的编程方式
STL触点驱动的电路块具有三个功能 对负载的驱动处理、指定转换条件和指定转换目标
PLC顺序控制梯形图的编程方式
STL指令有以下的特点 1 与STL触点相连的触点应使用LD或LDI指令,最后
一个STL电路结束时一定要使用RET指令 2 STL触点可以直接驱动或通过别的触点驱动Y,M,S,T
等元件的线圈
PLC顺序控制梯形图的编程方式
3 PLC只执行活动步对应的电路块,不同的STL触点 可以分别驱动同一编程元件的1个线圈。但是同一 元件的线圈不能在可能同时为活动步的STL区内出 现,在有并行序列的顺序功能图中,应特别注意
X0
S21
Y1
X1
S22
Y2
X2
S23
Y3
X3
S24
Y4
X4
S25
Y5
M8002 S0
SET S0
Y0 X0
SET S21
SET S21
Y1 X1
SET S22
Y2 S24
Y4 X1
SET S25
Y5
S22 S25 X2 SET
S23 Y3
X3
SET
S24 S22
S22 S23 S0
步进阶梯指令P编LC顺程序方控制式梯形图的编程方式
PLC顺序控制梯形图的编程方式
补充:状态转移图 一个控制过程可以分为若干个阶段,这些阶段称为
状态。状态与状态之间由转换条件分隔,相邻的状 态具有不同的动作,当相邻两状态之间的转换条件 得到满足时,相邻状态就实现转换,即上面的动作 结束下面的动作开始,描述这一状态转换过程的图 就称为状态转移图 状态器软器件S是构成状态转移图的基本元素,共有 1000点
PLC梯形图语句指令表PPT课件

第15页/共17页
此讲结束 点击返回
第16页/共17页
感谢您的观看!
第17页/共17页
第7页/共17页
第8页/共17页
3.1绘制次序,先繁后对比指令表,后者编程简单。 第11页/共17页
3.2布图要合理 此图中00004存在问题,不合乎PLC梯形图编程要求。 格式转换如下:
第12页/共17页
第13页/共17页
3.3使用暂存继电器 第14页/共17页
第12页共17页第13页共17页33使用暂存继电器第14页共17页第15页共17页此讲结束点击返回第16页共17页感谢您的观看
第1页/共17页
第2页/共17页
第3页/共17页
第4页/共17页
转化时注意LD与AND等指令的区别,以从上到下,从左到右的原则分析尝试。 第5页/共17页
第6页/共17页
快速学看PLC梯形图和语句表
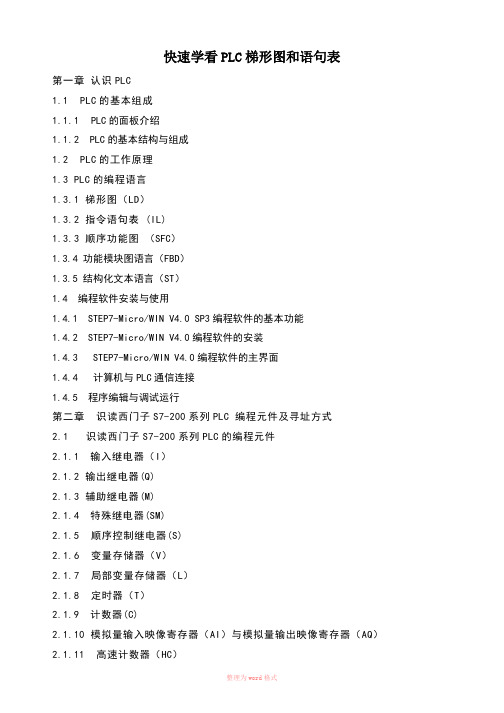
快速学看PLC梯形图和语句表第一章认识PLC1.1 PLC的基本组成1.1.1 PLC的面板介绍1.1.2 PLC的基本结构与组成1.2 PLC的工作原理1.3 PLC的编程语言1.3.1 梯形图(LD)1.3.2 指令语句表 (IL)1.3.3 顺序功能图(SFC)1.3.4 功能模块图语言(FBD)1.3.5 结构化文本语言(ST)1.4编程软件安装与使用1.4.1 STEP7-Micro/WIN V4.0 SP3编程软件的基本功能1.4.2 STEP7-Micro/WIN V4.0编程软件的安装1.4.3 STEP7-Micro/WIN V4.0编程软件的主界面1.4.4 计算机与PLC通信连接1.4.5 程序编辑与调试运行第二章识读西门子S7-200系列PLC 编程元件及寻址方式2.1 识读西门子S7-200系列PLC的编程元件2.1.1 输入继电器(I)2.1.2 输出继电器(Q)2.1.3 辅助继电器(M)2.1.4 特殊继电器(SM)2.1.5 顺序控制继电器(S)2.1.6 变量存储器(V)2.1.7 局部变量存储器(L)2.1.8 定时器(T)2.1.9 计数器(C)2.1.10 模拟量输入映像寄存器(AI)与模拟量输出映像寄存器(AQ)2.1.11 高速计数器(HC)2.1.12 累加器(AC)2.2 识读S7-200PLC存储器的数据类型与寻址方式2.2.1 基本数据类型2.2.2 寻址方式第三章识读西门子S7-200系列PLC基本指令3.1 识读基本逻辑指令3.1.1 位触点及线圈指令3.1.2 置位与复位指令3.1.3 立即I/O指令3.1.4 边沿脉沖指令3.2 识读定时器与计数器3.2.1 定时器3.2.2 计数器第四章识读PLC常用基本控制程序4.1 识读梯形图4.1.1 如何识读梯形图4.1.2 识读梯形图的具体方法4.2 识读指令语句表4.2.1 如何识读指令语句表4.2.2 识读指令语句表的具体方法4.3 识读PLC常用基本控制程序4.3.1 启保停控制程序4.3.2 联锁控制程序4.3.3 延时通断控制程序4.3.4 顺序延时接通控制程序4.3.5 顺序循环接通控制程序4.3.6 长时间延时控制程序4.4.7 脉冲发生器控制程序4.4.8 多地控制程序第五章识读步进顺序控制与编程5.1识读顺序功能图5.1.1 顺序功能图的组成要素5.1.2 顺序功能图的基本结构5.1.3 绘制顺序功能图的注意事项5.2 识读步进顺控指令的编程5.2.1 步进顺控指令5.2.2 单序列结构的编程方法5.2.3 选择序列的编程方法5.2.4 并行序列的编程方法5.3 识读3台电动机的PLC步进控制程序第六章识读西门子S7-200系列PLC的功能指令6.1 识读传送指令6.1.1字节传送指令6.1.2 字传送指令6.1.3 双字传送指令6.1.4 实数传送指令6.2 识读比较指令6.2.1字节比较指令6.2.2整数比较指令6.2.3 双字整数比较指令6.2.4 实数比较6.3 识读运算指令6.3.1 加、减、乘、除指令6.3.2 加1、减1指令6.4 识读数据转换指令6.4.1 字节与整数转换指令6.4.2 整数与双整数转换指令6.4.3 双整数与实数的转换指令6.4.5 整数与BCD码转换指令6.5 识读跳转指令6.6 识读子程序指令6.7 识读中断指令第七章识读电动机的PLC控制7.1 识读三相异步电动机的自动正反转控制电路7.2 识读单按钮控制电动机的启动与停止电路7.3 识读三相异步电动机的星三角降压启动控制电路7.4 识读3台电动机的星三角降压顺序启动控制电路7.5 识读单管能耗制动控制电路第八章识读机械设备的PLC控制8.1 识读CA6140普通车床的PLC控制8.1.1 识读控制要求8.1.2 主电路、PLC的I/0接线8.1.3 梯形图和指令语句表8.1.4 电路工作过程8.2 识读X62W万能铣床的PLC控制8.2.1 识读控制要求8.2.2 主电路;PLC的I/0接线8.2.3 梯形图和指令语句表8.2.4 电路工作过程8.3 识读多种液体混合装置8.3.1 识读控制要求8.3.2 PLC的I/0接线及I/0地址分配8.3.3 顺序功能图、梯形图,指令语句表8.3.4 电路工作过程友情提示:本资料代表个人观点,如有帮助请下载,谢谢您的浏览!。
学PLC必看:看懂电动机控制系统中PLC梯形图和语句表

学PLC必看:看懂电动机控制系统中PLC梯形图和语句表不同的电动机控制方式不同、系统中选用部件不同、部件间的组合方式以及数量的选用不同,最终PLC控制方式也有所不同,我们需要一些案例来看懂电动机控制系统中PLC的梯形图和语句表。
三相交流感应电动机连续控制电路中的PLC梯形图和语句表三相交流感应电动机连续控制线路基本上采用了交流继电器、接触器的控制方式,该种控制方式具有可靠性低、线路维护困难等缺点,将直接影响企业的生产效率。
由此,很多生产型企业中采用PLC控制方式对其进行控制。
图1所示为三相交流感应电动机连续控制电路的原理图。
该控制电路采用三菱FX2N系列PLC,电路中PLC控制I/O分配表见表1。
图1 三相交流感应电动机连续控制电路的原理图表1 三相交流感应电动机连续控制电路中PLC控制I/O分配表由图1可知,通过PLC的I/O接口与外部电气部件进行连接,提高了系统的可靠性,并能够有效地降低故障率,维护方便。
当使用编程软件向PLC中写入的控制程序,便可以实现外接电器部件及负载电动机等设备的自动控制了。
想要改动控制方式时,只需要修改PLC中的控制程序即可,大大提高调试和改装效率。
图2所示为三相交流感应电动机三菱FX2N系列PLC连续控制梯形图及语句表。
图2 三相交流感应电动机三菱FX2N系列PLC连续控制梯形图及语句表根据梯形图识读该PLC的控制过程,首先可对照PLC控制电路和I/O分配表,在梯形图中进行适当文字注解,然后再根据操作动作具体分析起动和停止的控制原理。
1.三相交流感应电动机连续控制线路的起动过程图3所示为PLC连续控制下三相交流感应电动机的起动过程。
图3 PLC连续控制下三相交流感应电动机的起动过程1 当按下起动按钮SB1时,其将PLC内的X1置“1”,即常开触点X1闭合。
1→2 输出继电器Y0线圈得电,控制PLC外接交流接触器KM线圈得电。
→2-1 自锁常开触点Y0闭合,实现自锁功能;→2-2 控制运行指示灯Y1的常开触点Y0闭合,Y1得电,运行指示灯RL点亮。
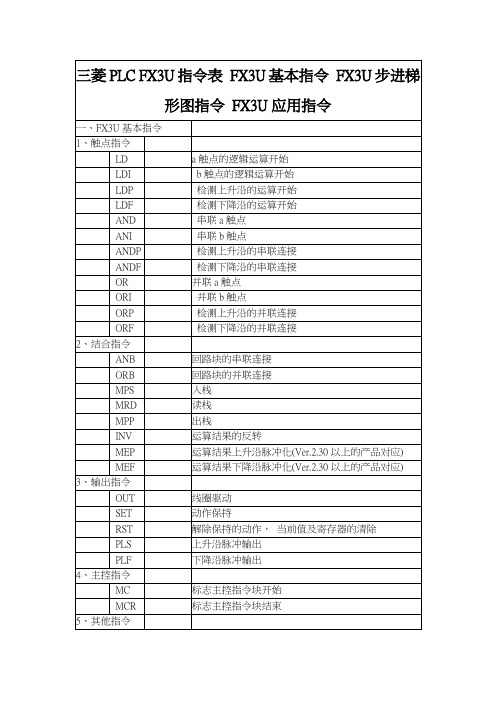
三菱FX系列PLC基本指令步进梯形图指令
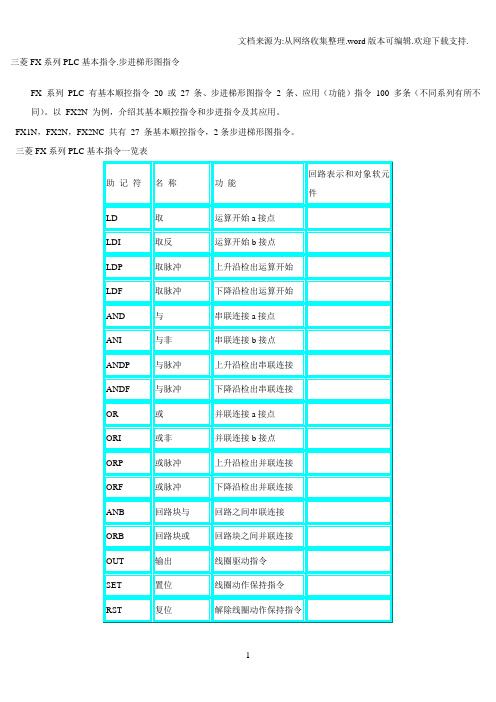
三菱FX系列PLC基本指令.步进梯形图指令FX 系列PLC 有基本顺控指令20 或27 条、步进梯形图指令2 条、应用(功能)指令100 多条(不同系列有所不同)。
以FX2N 为例,介绍其基本顺控指令和步进指令及其应用。
FX1N,FX2N,FX2NC 共有27 条基本顺控指令,2条步进梯形图指令。
三菱FX系列PLC基本指令一览表FX系列PLC —取指令与输出指令(LD/LDI/LDP/LDF/OUT)( 1 )LD (取指令)一个常开触点与左母线连接的指令,每一个以常开触点开始的逻辑行都用此指令。
( 2 )LDI (取反指令)一个常闭触点与左母线连接指令,每一个以常闭触点开始的逻辑行都用此指令。
( 3 )LDP (取上升沿指令)与左母线连接的常开触点的上升沿检测指令,仅在指定位元件的上升沿(由OFF → ON )时接通一个扫描周期。
( 4 )LDF (取下降沿指令)与左母线连接的常闭触点的下降沿检测指令。
( 5 )OUT (输出指令)对线圈进行驱动的指令,也称为输出指令。
取指令与输出指令的使用如图 1 所示。
图 1 取指令与输出指令的使用取指令与输出指令的使用说明:1 )LD 、LDI 指令既可用于输入左母线相连的触点,也可与ANB 、ORB 指令配合实现块逻辑运算;2 )LDP 、LDF 指令仅在对应元件有效时维持一个扫描周期的接通。
图3-15 中,当M1 有一个下降沿时,则Y3 只有一个扫描周期为ON 。
3 )LD 、LDI 、LDP 、LDF 指令的目标元件为X 、Y 、M 、T 、C 、S ;4 )OUT 指令可以连续使用若干次(相当于线圈并联),对于定时器和计数器,在OUT 指令之后应设置常数K 或数据寄存器。
5 )OUT 指令目标元件为Y 、M 、T 、C 和S ,但不能用于X 。
FX系列PLC —触点串联指令(AND/ANI/ANDP/ANDF)( 1 )AND (与指令)一个常开触点串联连接指令,完成逻辑“与”运算。