过程检验单内含表
中央空调设备整机到货检验明细表
空调机组施工现场的到货、开箱及调试检验项目一、机组外包装的到货检验1、对有外包装的空调机组,先检查外包装材料是否有完好,是否有撞击的痕迹。
2、纸箱包装的产品,检查纸箱是否有被雨水淋过的痕迹(比如纸箱变软、水迹等)检查包装箱上的胶布是否有磨损。
3、木箱包装的产品,检查木箱的四周木板(或夹板)是否有破损或变形。
4、外包装有以上不良情况,必须马上拍照留档,开箱检查。
5、在检查前请填写以下产品及工程项目相关信息:二、机组现场开箱检查安装前,必须对设备开箱检查,具体检查工作程序如下:1、设备开箱后,外表面有无损坏和受潮。
2、开箱后,认真核对设备名称、规格、型号是否符合要求,产品说明书、合格证是否齐全;核对附件是否与装箱清单一致。
3、检查设备各转动部件是否运转良好,有无与机壳相碰、磨擦等异常现象。
4、充气、保压的设备是否有泄漏。
5、检查设备,相关内容参见下表:备注:1、该“机组现场开箱检查”表单是针对整个空调机组相关信息进行整编;2、检验人员根据现场机组具体产品进行相关检查,对现场机组没有项需在“检查结果”相应栏打“×”;对机组本应该检查项的但没有检查在“检查结果”相应栏划“- -”;对已检查项在“检查结果”栏里,若满足要求“PASS”,否则需进行相应文字描述;3、对“现场开箱检查结果及处理意见”需尽可能详细描述;4、也可以根据具体产品系列,有针对性对此表单进行删剪。
三、机组调试前的检查备注:1、该“机组调试前的检查”表单是针对整个空调机组相关信息进行整编;2、检查人员根据现场机组具体产品进行相关检查,对现场机组没有项需在“检查结果”相应栏打“×”;对机组本应该检查的但没有检查在“检查结果”相应栏划“- -”;对已检查项在“检查结果”栏里,若满足要求“PASS”,否则需进行相应文字描述;3、对“机组调试前检查结果及处理意见”需尽可能详细描述;4、也可以根据具体产品系列,有针对性对此表单进行删剪。
GSP认证表格大全(内含31个)
药品购进验收记录库存药品质量养护检查记录编号:检查日期:备注:1.进库达一个季度以上的药品方列入养护之列。
2.如检查中无质量问题,在质量情况一栏中,填写“正常”即可。
3.数量栏填写库存实际数量。
不合格药品报销销毁记录药品购进记录年月日药品储存记录表药品出库复核、配送记录药品质量查询、投诉、抽查情况记录库房温湿度记录表(常温库□阴凉库□冷库□)药品购进退出记录药品销后退回验收记录计量器具检定记录表制表人:年月日质量事故报告书报告单位(人):质量管理制度执行情况检查考核记录处方药留存和处方药销售记录枣庄康维药业连锁有限公司销售凭证枣庄康维药业连锁有限公司销售凭证药品缺货记录表顾客意见簿员工健康检查档案员工培训档案编号:药品质量档案表药品养护档案质量问题,应填写质量问题状况。
处理措施栏:有质量问题应填写具体处理措施,无质量问题填写“——”。
供货方档案表设施和设备及定期检查、维修、保养档案计量器具管理档案供货企业资质审批表药品资质审批表注:本表附药品生产许可证、营业执照、批准文件、质量标准、出厂检验报告书、样品、价格批文、GMP证书以及临床总结报告等资料。
不合格药品报损审批表编号:报告时间:年月日药品质量信息汇总表药品质量问题查询追踪记录表近效期药品催销表药品不良反应 / 事件报告表新的□严重□一般□医疗卫生机构□生产企业经营企业□个人□编码□□□□□□□□□□□□□□□□□□□单位名称:部门:电话:报告日期:年月日。
压铸铝合金产品APQP内含目录表单
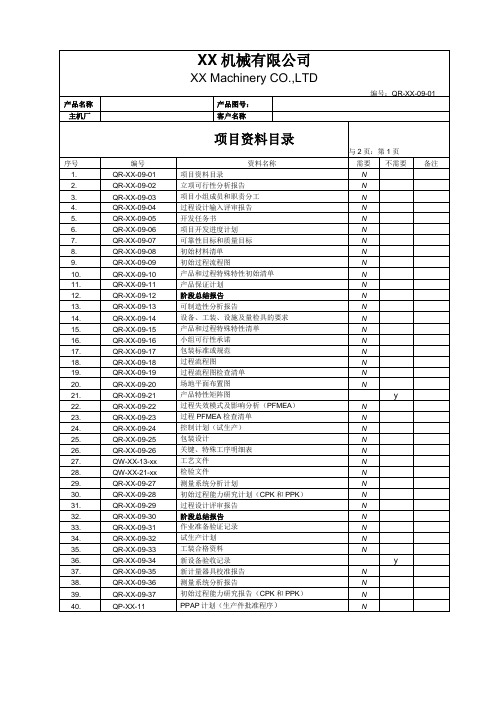
1:原材料进货检验; 2:原材料入库、储存 3:材料运至压铸车间 4:原材料熔化、保温 5: DM800 压铸 6:去料头 7:抛光 8:清理毛刺 9:震动研磨 10:精加工 11:清洗 12:烘干 13:成品终检 14:包装 15:入库储存 16:发货产品图号XX 机XXMachinery CO.,LTD初始过程流程图编号:QR-XX-09-9/ A00产品名称A00XXMachinery CO.,LTD产品保证计划(续上页)2018年3月10日编号:QR-XX-09-11/产品名称顾客名称规格/型号六、初始工程标准/要求和法律法规:A、原材料、外协外购件部分:序号原材料、外协外购名称初始工程标准/要求检测方法/标准备注1镁合金锭AZ91D直读光谱仪/GB/T 19078-20032水溶性脱模剂803 3颗粒润滑油HR-2 4精加工切削液AL33015清洗剂PWL-104A DM.25K9 PL CJ6B、半成品部分:序号半成品名称或图号初始工程标准/要求检测方法/标准备注1无缩水,裂纹等压铸缺陷目测,无明显缺陷2C、成品部分:序号成品名称或图号初始工程标准/要求检测方法/标准备注1避免铸件在机加工中出现气孔、砂眼、加工余量的大和小、变形、材料破裂。
X光无损探伤;CMM或综合检具测量D、其它标准、法律法规要求:遵循标准GB/T 19078-2003原材料各微量元素等重金属标准。
备注:编制审核批准XXMachinery CO.,LTD小组可行性承诺编号: QR-XX-09-16 A00顾客:日期:2018年03月20号零件编号:零件名称:对可行性的考虑产品质量策划小组并不打算在进行可行性评价时面面俱到,但已考虑了以下问题。
所提供的图样和/或规范已被用来作为分析满足所有规定要求能力的基础。
对于所有否定答案都要有所关注事项和/或所提出更改,以满足特定要求的附加规定。
结论V 可行产品按规定不作修改而生产。
ISO13485内审检查表完整各部门

ISO13485内审检查表(完整各部门)受审部门 总经理 管理者代表 审核内容日期标准条款审核方法记录评价符合 查看体系文件判别是否符合标准规定。
1按要求建立文件化的质量管理体系。
查,符合标准规定4.1质量管 2质量管理体系覆盖的产品范围。
理体系总要求检查是否相符。
覆盖的产品范围符合 查,文件齐全 符合 符合 符合 3质量管理体系各层次的文件。
检查是否齐全。
4质量管理体系的删减。
有没有删减部分,如有则记录有删减合理查文件目录判别各级文件是否齐全。
抽查三份文件是否相符1公司应建立并保持的质量管理体系文件。
查,各级文件齐全符合 符合查目录,判别是否能满足生产经营的需求要求总则满足生产经营的需求3对每一型号的医疗器械建立并保持一套技术文档 抽查一套技术文档,检查是否正确、 相关技术文件 符合 。
齐全、清晰,符合生产要求。
质量手册应包括以下内容:符合符合阐明企业质量管理体系覆 盖 范 围 , 包 含 YY/T0287 专用要求内容,有描述过程及其相 互作用。
手册检查质量手册,查有没有阐明企业质 量管理体系覆盖范围,有无缺YY/T0287专用要求内容,有没有描述过程 及其相互作用。
1) 清楚的阐明企业质量管理体系覆盖的范围。
2) 应形成文件的程序或对其引用。
符合 符合 3) 识别企业质量管理体系所需过程及过程之间 的相互作用的表述。
5.1 1总经理对其建立和改进质量管理体系的承诺。
通过查质量记录,作出判断的证据。
有质量方针符合 符合2总经理将满足顾客要求和法律、法规要求的重要 询问二个现场员工,作出判断 明白满足顾客要求和法 律、法规要求的重要性管理承诺性传达给组织的成员。
与领导层交谈,了解顾客要求和法律 了解顾客要求和法律、、法规传达情况以及顾客要求得到满 法规传过情况以及顾客 符合 5.21确保顾客的需求得到确定并予以满足。
2应完全理解顾客和法律法规要求。
足的情况 要求得到满足。
以顾客为关 注焦点完全理解顾客和法律法规的要求抽查二份合同的执行情况。
PPAP全套表格资料模板(内含21个工作表及填写指引)
未加密的Excel原文档已作为附件挂在本PDF文档中,可在PDF左侧回形针处取出,页面及内容与本文档完全一致。
是否尺寸材料/功能是否是提交原因首次提交改为其它选用的结构或材料工程更改分供方或材料来源更改工装转移、更换、整修或添加零件加工过程更改偏差校正在其它地方生产零件工装停止使用期超过一年其它----请说明要求的提交等级(选择一项)等级1----只向顾客提交保证书(若指定为外观项目,还应提交外观件批准报告)。
等级2----向顾客提交保证书及产品样品以及有限的支持数据。
等级3----向顾客提出保证书及产品以及全部的支持数据。
等级4----保证书以及顾客规定的其它要求。
等级5----保留在供方制造场所,供评审时使用的保证书及产品样品以及全部的支持数据。
提交结果尺寸测量 材料和性能试验外观准则是否(如果选择“否”,应解释)(顾客)工程签发的最终零件名称(13)(16)(17)批 准放 弃批 准拒 收1、零件名称:(顾客)工程签发的最终零件名称。
2、零件号:(顾客)工程签发的最终零件编号。
3、安全和/或政府法规:若零件图纸上注明为安全/法规项,则选择“是”,否则为“否”。
4、工程更改等级和批准日期:说明更改的等级和提交日期。
5、附加工程更改:列出所有在图样上没有纳入的,但已在该零件上体现的,并已批准的工 程更改。
6、图样编号:(顾客)工程对图样的编号。
7、采购订单编号:填入采购订单的编号。
8、重量:填入用千克表示的零件实际重量,精确到小数点后四位。
(取10件的平均值)9、检查辅具编号:如果检查辅具用于尺寸检验,应填入其编号。
10、工程更改等级和日期:说明更改的等级和批准日期11、供方名称和供方代码:填入供方的完整的公司名称和顾客指定的供方代码。
12、供方地址/邮编:填入供方的详细地址和邮编。
13、提交类型:在提交的类型前的方框中打“√”,如 。
14、顾客名称/部门:填入顾客的完整的公司名称和分部或工作组。
检验前过程
检验前过程内容
一、临床医生申请 二、患者准备 三、样本采集 四、样本运输 五、实验室上机前处理
目的
保证所提供的检验信息对临床医师用于患者 诊断、治疗时的有效性、可靠性。也就是说这一 阶段质量保证工作是为保证检验结果能真实、客 观地反映患者当前病情或健康状态所应采取的必 要保证措施。
四、样本运输
• 专人输送 经过培训、具备相应知识
• 输送途中的安全性 防止震荡、破损、污染 温度控制(过高变质,过低溶血)
• 输送的及时性
五、实验室上机前处理
• 样本验收 外观、唯一性标志、用错容器、时间
• 离心
头盖颜色
临床用途
制备标本
内含添加剂
常规血清实验(生化检验、
黄 色 化学发光)
血清
促凝剂、惰性分离胶
二、患者准备
• 溶血(离子、CK、CRE、GLU、UREA) • 脂血
分析物非均一性 吸光度的干扰时间 空腹、早晨、患者平静;对结果有价值 的时间(CK-MB)
• 具有代表性的样本 静脉采取坐位或卧位,止血带使用后1分 钟内采血,回血后立即松开
三、样本采集
真空采血管的正确使用 防溶血、污染 防止边输液边采血 采集标本运输间隔时间及运输条件 唯一性标志(姓名、病历号、项目等) 与患者的沟通(特殊情况注明)
举例
一份溶血的样本测定K 结果对该样本是准确的 结果对患者是错误的 与真实值的差异由溶血引起 会造成人力、物力的浪费,还可能对临床诊治产 生误导,延误对患者及时诊治
一、临床医生申请
• 检验项目的选择 • 诊断信息 • 治疗信息 • 患者病情转归的信息 • 预防信息 • 人体健康状况评估的信息 • 其他
二、患者准备
关键过程质量检验记录

2
焊接质量
检查
1、漏焊、焊穿、虚焊、裂纹、夹渣等焊接缺陷不得多于3处。
2、测量转盘支架与吊耳接触处、各板簧支架与车架的焊角高度必须达到8mm。
3、贯穿横梁在贯穿处,其上下翼板与纵梁接触处不得施焊。
3
主要尺寸参数检查
1、车架长度12990±10
2、车架宽度2490±4
油漆表面不同颜色的油漆边界宽度不超过2毫米。
2
厚度
底漆层15~25微米
面漆层30~40微米
漆层总厚度45~60微米
结论:
作业负责人
质检员
检验日期
工序名称
行走机构安装
序号
检验内容
技术要求
检验结果
备注
1
外观检查
四轮胎牌号相同,花纹一致
左、右气室推杆自由行程差不大于2mm。
车轮转动灵活,无松旷,无擦碰,无异响。目测不得有明显的偏摆现象。
关键过程质量检验记录
车辆制造有限公司
质检部
关键过程质量检验记录
编号:TD/JL03-8.1-03 序号:01
产品型号
TDZ9401
流转单号
作业负责人
质检员
检验日期
工序名称
纵梁焊接
序号
检验内容
技术要求
检验结果
备注
1
外观检查
1、焊缝应平整均匀
2、焊渣清除干净,尖角及焊缝不平整处应打磨,遗漏处不得多于1处。
产品型号
TDZ9401
流转单号
作业负责人
质检员
检验日期
工序名称
喷漆
序号
检验内容
技术要求
检验结果
轻松看懂尿常规化验单ppt课件

• 白细胞数值不应超过5,超标越多,感染程度越重, • 阳性:泌尿道感染,如膀胱炎、尿道炎等。 • 蛋白质量为40—80毫克,最多为100—150毫克, • 阳性:肾炎、高血压肾病、糖尿病肾病、中毒或
肿瘤引起。但剧烈运动、受到惊吓、寒冷等因素 会导致蛋白质临时增高。化验单上的“+”号代表 阳性,“+”号越多,代表问题越严重,最多为4 个“+”号。若化验单上出现“满视野”,则相当 于3到4个“+”号,患者应及时就医,做进一步检 查。
白质,也就是人们常说的蛋白尿,一旦出 现蛋白尿极有可能是肾脏出现疾病;
SUCCESS
THANK YOU
2019/5/27
二、糖尿
糖尿 :尿糖↑,尿糖阳性 意义 1.生理性:静注葡萄糖 2.应激性:颅脑外伤、脑血管意外→肾上腺 素、胰高血糖素2、 血糖增高性糖尿 3.胰岛素↓→血糖↑←生长激素、胰高血糖 素、肾上腺素、皮质醇 常见疾病:糖尿病、甲亢、肢端肥大症
肾小囊
肾单 位ຫໍສະໝຸດ 近曲小管 曲部直部
肾小管
细段
降支细部 升支细部
远曲小管 曲部 直部
每个肾脏约有一百多万个肾单位
肾小球的滤过作用
肾小球的滤过作用
大分子的蛋白质、血细胞等
小分子的蛋白质、氨基酸、 酶、葡萄糖等
肾小管和集合管的重吸收
1
尿液的形成
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
过程检验单内含表
SANY标准化小组 #QS8QHH-HHGX8Q8-GNHHJ8-HHMHGN#
过程检验单
工程名称:工程名称:工序名称:
检验标准:依据文件(图纸或工艺文件)编号:
注:1、各工序的尺寸质量判定的合格与否以“V”和“X”标识;
2、焊接和涂装工序外观质量判定的合格与否加以“O”和“△”标识。
工程名称
合同编号
涂装日检验记录表
焊接工序过程控制表
说明:1、监督员每天按不同工程及同工程不同接头形式抽查一次;
2、每种接头形式首次施焊的构件必须抽查;
3、监督员必须如实填写上列表格,由焊接班长或车间负责人审核。
超声波探伤报告工程名称
主管负责人:审核:检查人:探伤日期:发报日期:。