触摸屏贴合作业指导书
触摸屏检验作业指导书

触摸屏检验作业指导书1、目的为确保本公司IQC检验员对触摸屏来料有明确的检验依据及判断基准,而制定本标准。
2、范围适用于本司所有外购触摸屏的来料检验。
3.职责3.1本标准由质量部IQC组制定,经部门主管/经理核准后交文控发行。
3.2所制定之规格及标准如有修改时,须经原制订部门同意后方可修改。
3.3所有触摸屏经供应商送于来司,IQC均需按此标准检验。
4、抽样水准4.1所有物料均按照GB/T 2828.1-2003 逐步检验抽样计划进行抽样检验。
4.2判定标准:AQL取值AQL:CR=0 MA=0.4 MI=1.04.3 当一个产品含有两个或以上缺点时,以较严重之缺点为判定。
5、检测条件视力:具有正常视力 1.0---1.2视力和色感。
照度:正常日光灯,室内无日光时用40W日光灯或60W普通灯泡的照度为标准。
目测距离:眼睛距离产品30--40CM为准。
观察时间:<10秒 (每个可见平面需要3秒)。
检验时必须戴无尘手指套。
6、试验标准6.1试验目的:检测触摸屏的环境适应性及可靠性。
6.2适用范围:适用于所使用的触摸屏。
6.3环境条件:环境温度:150C -350C 环境相对湿度:45%-75%。
6.4试验仪器和设备:恒温恒湿箱、硬度测试夹具、触摸屏测试夹具、数字万用表、触摸屏手写笔、电子称、法码、按键寿命试验机、静压力测试仪6.5静压力测试6.5.1 单体静压力测试6.5.1.1试验准备外观、功能均测试合格的触摸屏单体,测试前装于专用压力架上,并将顶力器测试头换为塑胶头。
6.5.1.2试验参数和位置G ≥10Kg T = 3 S 位置:中间位。
6.5.2 成品机静压力测试6.5.2.1样本准备每5批来料均需从检验合格的触摸屏中随机抽取2PCS待做试验。
外观、功能均测试合格的成品裸机,并将顶力器测试头换为塑胶头。
6.5.2.2试验参数和位置① LCD显示区:G ≥10Kg T = 3 S 位置:中间位。
触摸屏作业指导书
触摸屏作业指导书一、目的本作业指导书的目的在于为操作人员提供明确的触摸屏操作规范和流程,确保触摸屏的生产、检测、维护等工作能够高效、准确地进行,同时保障产品质量和操作人员的安全。
二、适用范围本指导书适用于公司内所有涉及触摸屏生产、检测、维修等相关工作的人员。
三、术语和定义1、触摸屏:是一种可接收触头等输入讯号的感应式液晶显示装置,当接触了屏幕上的图形按钮时,屏幕上的触觉反馈系统可根据预先编程的程式驱动各种连结装置,可用以取代机械式的按钮面板,并借由液晶显示画面制造出生动的影音效果。
2、电阻式触摸屏:是一种传感器,它将矩形区域中触摸点(X,Y)的物理位置转换为代表 X 坐标和 Y 坐标的电压。
3、电容式触摸屏:是利用人体的电流感应进行工作的。
四、操作前准备1、操作人员应穿戴好工作服、工作帽、手套等防护用品,保持个人清洁卫生。
2、检查工作环境是否整洁,有无杂物,确保操作区域的安全。
3、准备好所需的工具和设备,如测试仪器、清洁工具、防静电手环等,并确保其完好无损、功能正常。
4、熟悉触摸屏的规格、型号、技术参数等相关信息,了解操作任务的要求和标准。
五、操作流程1、生产流程原材料准备:根据生产订单,准备好所需的玻璃基板、ITO 导电膜、胶粘剂等原材料,并检查其质量和规格是否符合要求。
切割和蚀刻:使用激光切割或机械切割设备,将玻璃基板切割成所需的尺寸和形状。
然后,通过蚀刻工艺在玻璃基板上形成导电线路。
贴合:将 ITO 导电膜与玻璃基板进行贴合,使用胶粘剂确保两者紧密结合,无气泡和褶皱。
测试:对贴合后的触摸屏进行电气性能测试,包括电阻值、电容值、触摸灵敏度等,确保产品符合质量标准。
包装:将测试合格的触摸屏进行包装,做好防护措施,防止在运输和存储过程中受到损坏。
2、检测流程外观检查:检查触摸屏表面是否有划痕、污渍、裂纹等缺陷,边框是否平整,按键是否灵活。
功能测试:使用专业的测试设备,对触摸屏的触摸响应、精度、线性度等功能进行测试。
屏粘中框作业指导书
保压模具
保压模具
连续保压
注:此工艺和设备适用于6.5寸以下所有尺寸的屏装框,保压模具可以共用。
公用保压模 传送带
THANKS
一、中框点胶
1、将清洁后的中框固定在装有治具的点胶平台上。 2、采用带CCD和压电阀的点胶机点胶。 3、最窄点胶宽度可达0.3mm。
点胶设备
点胶ห้องสมุดไป่ตู้
点胶效果
二、屏与中框装配
1、将点好胶的中框与屏幕对位贴合好。
注意:贴合前,排线要按要求整理好,避免折坏、压坏。
装框
三、连续保压
1、将贴合好的产品放置于连续保压设备的模具上; 2、屏面朝上,放上模具; 3、传送带的速度根据需要的保压时间设定,如此循环。
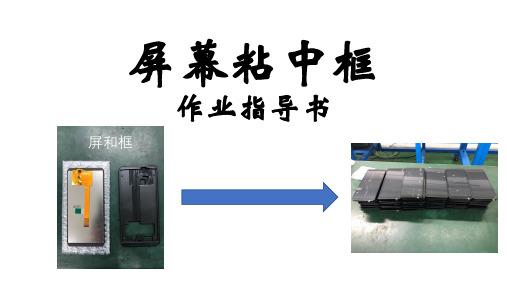
屏幕粘中框
作业指导书
屏和框
概述
传统装框存在的问题:
1.液晶显示器与中框粘接,一般选择PUR胶粘剂。 2.PUR胶粘剂的特性,能满足各种测试要求。但PUR的固化周期长,对生产效率不利。 3.产品中框均有变形不平整问题,每款产品需制作专用保压模。
该方案的优势:
1.针对手机液晶显示屏总成粘中框,研发了连续保压设备。 2.根据中框的结构特征,设计的共用保压模具,可胜任6.5寸以下手机粘中框的保压。 3.设备配备80~100套保压模具,可实现连续保压工作。 4.具有校正中框功能,减少工序,提升效率和良品率。
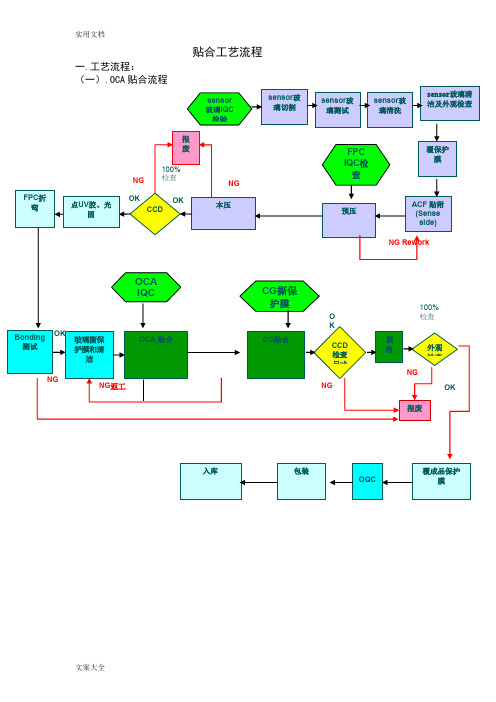
触摸屏贴合工艺操作规范资料

贴合工艺流程一.工艺流程:(二)OCR贴合流程目前一般采用刀轮切割即可。
2.有厂家研制出在大片上贴小保护膜的设备,可防止切割过程中产生的碎屑污染sensor表面。
有厂家直接切割,然后将小片sensor进行清洗。
3.裂片有设备裂片和人工裂片两种方式,一般7inch以下大部分厂家采用人工裂片方式,切割时在大片玻璃下垫一张纸,切割完成后,将纸抽出,到旁边的作业台上进行人工裂片。
裂片时先横向裂成条,在逐条裂成片。
(二).研磨清洗:1.将裂成的小片周边进行研磨,现小尺寸一般厂家都不做研磨。
3.外观检查、贴保护膜清洗后的小片,进行全数外观检查,有无擦划伤、裂痕、污染等,良品贴保护膜。
3. ACF 贴附:.连接系统UV FPCseal 将UVResin 涂布于FPC 周围及Glassedge 处,加强FPC 强度及防止水汽渗入 UVcure固化涂布于FPC 及Glassedge 处的胶處6.贴合:将FPCbonding后的Sensor与coverglass贴合在一起,依据所用胶材的不同,目前有两种贴合方式,一种是OCA贴合,一种是OCR贴合。
OCA贴合分两步,第一步将OCA膜贴在sensor上,俗称软贴硬,第二部将贴过OCA 膜的sensor与盖板玻璃贴合在一起,俗称硬贴硬。
所采用的设备一般为半自动OCA贴附机,人工放置sensor到设备台面上,人工撕除OCA上层的隔离纸(可用一小段胶带粘下来,较方便),设备自动对位后完成贴附。
第二部:硬贴硬玻OCR2上B 胶,OCR (A 胶)溢出与B 胶接触后迅速固化,防止进一步溢出。
3)贴合4)UV 假固化:分点固化和面固化,假固化条件是短时间(几秒钟)、低照度。
假固化后胶粘接强度为30~40%,假固化后如有不良,可用手搓开,用无尘布沾酒精擦拭干净后,重新投入。
5)假固化后的良品进入UV 固化炉进行本固化,本固化条件是长时间、高照度。
固化炉温度设定为50°C ,UV 灯管工作2000h 需进行更换。
触摸屏贴合实用工艺流程资料
贴合工艺流程一.工艺流程:(二)OCR贴合流程二.主要设备及作业方式:(一).切割、裂片:主要工艺过程:1.将大块sensor玻璃切割成小 panel 的制程 ,有镭射切割和刀轮切割两种方式,目前一般采用刀轮切割即可。
2.有厂家研制出在大片上贴小保护膜的设备,可防止切割过程中产生的碎屑污染sensor表面。
有厂家直接切割,然后将小片sensor进行清洗。
3.裂片有设备裂片和人工裂片两种方式,一般7inch以下大部分厂家采用人工裂片方式,切割时在大片玻璃下垫一张纸,切割完成后,将纸抽出,到旁边的作业台上进行人工裂片。
裂片时先横向裂成条,在逐条裂成片。
(二).研磨清洗:1.将裂成的小片周边进行研磨,现小尺寸一般厂家都不做研磨。
2.清洗:采用纯水超声波清洗后烘干。
3.外观检查、贴保护膜清洗后的小片,进行全数外观检查,有无擦划伤、裂痕、污染等,良品贴保护膜。
3.ACF贴附:小片5.FPC 压合(bonding )目的:让 touch sensor 与 IC 驱动功能连接。
註注: FPCa : 加上一个 “a ” 代表已焊上 IC , R & C 等component , “a ”为 為assembly 的意思.为加强FPC 强度及防止水汽渗入,有工艺在FPC bonding 后在FPC 周围涂布少量的UV 胶,经紫外灯照射后固化。
现在一般厂家已不再采用此工艺。
6.贴合:将FPC bonding 后的Sensor 与cover glass 贴合在一起,依据所用胶材的不同,目前有两种贴合方式,一种是OCA 贴合,一种是OCR 贴合。
OCA 贴合分两步,第一步将OCA 膜贴在sensor 上,俗称软贴硬,第二部将贴过OCA 膜的sensor 与盖板玻璃贴合在一起,俗称硬贴硬。
第一步:软贴硬连接系统板端的金手指FPCa bonding pad I 电容 FPCa UVFPC seal 将UV Resin 涂布于FPC 周围及Glass edge 处,加强FPC 强度及防止水汽渗入 UV cure固化涂布于FPC 及Glass edge 处的胶處所采用的设备一般为半自动OCA 贴附机,人工放置sensor 到设备台面上,人工撕除OCA 上层的隔离纸(可用一小段胶带粘下来,较方便),设备自动对位后完成贴附。
触摸屏贴合作业指导书
作业步骤作业内容操作步骤:ACF 贴附检查项目及注意事项1.戴好手套/手指套、防静电手环.对工作台面进行5S 工作;2.确认ACF 物料为当正确的型号;1.作业前准备2.清洁FPC 金属指3.贴ACF4.剪切ACF5.小金属指贴附ACF7.左手托起FPC,右手用剪刀沿两FPC中间处剪断ACF;8.重复长金属指贴ACF的步骤进行小金属指ACF的贴附,小金属指贴ACF时每次只能贴附一片FPC;9.将贴好ACF的FPC整齐的放置在防静电盘内;1.从包装袋中取出FPC 时,如果FPC 相互缠绕,不要用力拉扯FPC ,须双手轻轻解开FPC ,防止将FPC 拉裂;2.ACF 底座至少每两小时用无尘布粘酒精清洁一次,防止ACF 污染;3.镊子夹FPC 时不要夹太多,夹住ACF 末端1MM 左右即可,镊子至少每小时用无尘布粘酒精清洁一次尖头和倒背;4.用镊子推压FPC 时不要推到没有贴附的ACF 上,防止ACF 污染;5.小金属指ACF 贴附时,ACF 超出金属指往里1MM 左右即可;3.从包装袋中取出3-4片FPC 放置在ACF 底座上,检查FPC 金属指是否有脏污或者氧化 ;4.如果FPC 金属指存在脏污或者氧化的现象,用棉签粘酒精擦拭清洁金属指位置,直到光亮干净为止;5.用尖头镊子夹住ACF 末端拉到ACF 平台上,将FPC 金属指(长金属指)对准ACF 进行贴附,贴完后用镊子的倒背在FPC 上沿ACF 方向推压FPC 使ACF 和FPC 贴附紧密;6.重复进行第二片、第三片、第四片FPC 的贴附,每片FPC 之间保留1MM 左右的距离;作业步骤作业内容检查项目及注意事项1.贴附前准备2.长ACF 预贴3.短ACF 预贴操作步骤:ACF 预压6.将FPC 小ACF 放置在机器底座上,ACF 面朝上,连接器置于平台的侧面;7.右手按压机器右下角的绿色按钮进行预压;8.等待机器压头上升后取出FPC ;9.将FPC 整齐的放置在防静电盘内;1.机器平台每两小时用无尘布粘酒精清洁一次;2.长ACF 预贴时,不要将FPC 超出平台的标识位置,防止部分ACF 没有进行预贴;FPC 不要太靠里,压头不要压到FPC 的双面胶纸位置;3.进行预压时,手不要处于平台的正上方,防止手被压伤或者烫伤;4.小ACF 预贴时,连接器须处于平台的侧面,不要将连接器或者连接器的部分放置在平台上,防止连接器被压坏;5.机器参数:温度:110+/-10度;压力:1.戴好手套/手指套、防静电手环.对工作台面进行5S 工作;2.确认ACF 机参数正确;3.左手将FPC 的长ACF 放置在ACF 机的底座上,ACF 面朝上,左端对准平台上的标识位置;4.右手按压机器右下角的绿色按钮进行预压;5.等待机器压头上升后取出FPC ;作业步骤3.FPC 对位作业内容检查项目及注意事项操作步骤:FPC对位1.作业前准备2.清洁ITO 1.戴好手套/手指套、防静电手环.对工作台面以及对位底座进行 5S 工作;2.从包装盒内取出TP,用无尘纸粘酒精后折叠沿TP的ITO从上至下擦拭两次;3.无尘纸不要粘太多酒精,如果酒精太多可以在干的无尘纸上撵干;4.用镊子将FPC上的长ACF的保护膜剔除;5.将FPC沿对位底座的边沿放置,放置时ACF面朝上,分支FPC端朝下摆放;6.将TP的小ITO方向对应FPC分支方向,TIO的两方孔对应FPC的两个方形Mark对应粘贴;7.贴完后将TP拿起,用手指将FPC摸平,FPC不能出现皱纹;8.对位OK后将TP整齐放置在防静电盘内;1.FPC和TP进行对位时,如果对一次对位不成功,在撕下FPC的时候,ACF出现皱纹,则ACF必须重新粘贴;2.扶平FPC的皱纹时不要太用力,防止挪动FPC造成偏位;作业步骤1.作业前准备2.长FPC主压3.小FPC主压操作步骤:FOG本压1.戴好手套/手指套、防静电手环.对工作台面以及热压底座进行 5S 工作;2.确认机器参数在要求的参数范围内;5.将长FPC主压好的产品取出,用镊子将小FPC处的ACF保护膜以及双面胶纸的保护膜剔除;6.按图示方向将TP放置在机器的右平台上,将小FPC向上弯折,对应TP上方的小ITO进行对位;7.在显示器上确认小FPC和小ITO对位OK后,按压启动键对小FPC进行主压;8.将主压好的产品整齐的放置在防静电盘内;3.将对位好的TP按图示方向放置在机器的左边平台上;4.按压启动键对FPC进行主压;1.机器平台至少每两小时须用无尘布粘酒精清洁一次;2.小FPC进行弯折对位时不要用手按压弯折的根部,弯折的根部不能出现死折;作业内容检查项目及注意事项作业步骤作业内容检查项目及注意事项操作步骤:ITO测试1.作业前准备2.连接器对位3.测试1.戴好手套/手指套、防静电手环.对工作台面进行5S 工作;2.将ITO的连连接器对应测试夹具的连接器对位;3.感觉对位OK后,用手轻轻按压产品的连接器,将产品连接器和测架连接器连接;4.如果按压时感觉按压没有手感,按压不下时须重新调整连接器的位置,不要用力按压,防止将产品连接器或者测架连接器按坏;5.连接器连接成功后,测架上的灯会闪动,最后第一个红灯和最标识OK的绿灯长亮则表示TP功能OK;6.将测试OK的ITO整齐的放置在专用固定架内,将不良的ITO用不良标签标识好后放置在不良品固定架内;1.测架的连接器以及平台至少每两小时须用无尘布粘酒精清洁一次;作业步骤作业内容检查项目及注意事项1.戴好手套/手指套、防静电手环.对工作台面进行5S 工作;2.左手从专用固定架中拿去测试OK 的ITO ,拿取时须拿去ITO 的两长边,FPC 端朝右上角;3.用皱纹胶指粘取TP 右上脚的蓝色保护膜,将保护膜拉起后用手将保护膜撕除,换面重复撕保护膜动作将两面保护膜撕除;4.检查ITO 表面有无划伤和脏污等不可接收的缺陷,如果有划伤则标识放入不良品盘,放入时保持去除保护膜的面朝上,然后集中贴上保护膜待处理;5.如果有脏污则将无尘布裹在右手的大拇指和食指上沾石油醚精对ITO 两面同时进行清洁;6.将清洁好的ITO 放入专用固定架上待贴合;1.清洁ITO时要往一个方向擦拭,不能来回擦拭;2.清洁好的ITO在10分钟内须进行贴合,如果要摆放比较长的时间须用干净的无尘布将其覆盖,防止粘到灰尘;3.至少每小时清洁一次工作台面;2.ITO 清洁1.作业前准备操作步骤:ITO清洁作业步骤作业内容检查项目及注意事项1.作业前准备2.面板清洁操作步骤:面板擦拭1.戴好手套/手指套、防静电手环.对工作台面进行5S 工作;2从包装待中取出面板;3.拿取面板的两短边的黑色区域检查面板表面有无划伤和脏污等不可接收的缺陷,如果有划伤则标识放入不良品盘;4.如果有脏污则将无尘布裹在右手的大拇指和食指上,沾石油醚对面板进行双面清洁;5.将清洁好的面板放入专用固定架上待贴合;1.清洁面板时要往一个方向擦拭,不能来回擦拭;2.清洁好的面板在10分钟内须进行贴合,如果要摆放比较长的时间须用干净的无尘布将其覆盖,防止粘到灰尘;3.至少每小时清洁一次工作台面;作业步骤9. 启动贴合机开始点胶并贴合(如图);10.将贴合好,但胶水还没完全流满整个视窗区地产品连同治具放置自流平台上让胶水自流平;11.检查胶水流满的产品,产品内有无气泡、杂物、位置是否OK ;12.将检查好的产品连同定位夹具一起放置与UV灯下进行预固化;13.预固化1分钟后将产品连同治具取出,再将产品一一从治具里取出放置在盘里;作业内容检查项目及注意事项及注意事项3.将清洁好的面板从固定架上取下,取下时手指拿取面板的黑色区域,不要碰到待贴合的面;4.快速检查面板待贴合的表面有无脏污,如果有则重新擦拭;5.将面板按图示方向放置在贴合机的翻转板的对位块位置;1.作业前准备2.面板放入3.ITO 放入4.贴合操作步骤:TP贴合1.戴好手套/手指套、防静电手环.对工作台面进行5S 工作;2.作业前确认机器参数在要求范围内;1.整体过程动作要轻,不要因用力过猛损伤TP或FPC ;2.胶水必须流满产品的整个视窗区;3.胶水里面有超出可接收范围的尘点、杂物、脏污时必须在预固化前返工;4.气压:160+/-5;5.用红色针头;6.将清洁好的ITO 从固定架上取下,取下时拿取ITO 的侧面,不要碰到待贴合的面;7.快速检查ITO 待贴合的表面有无脏污,如果有则要重新擦拭;8.将ITO 按图示方向放置在专用治具的卡槽内;作业步骤作业内容检查项目及注意事项2.出UV1.入UV操作步骤:主固化1.戴好手套/手指套、防静电手环、防护眼镜、布手套,对工作台面进行 5S 工作;2.确认机器参数在要求的范围内;3.将预固化好后看好外观的产品,面板面朝下横向摆放在UV炉的传送带上;3.等待TP从UV炉另外一边流出后,手拿产品侧面将产品取出整齐的放置在防静电盘内;1.放置产品和拿取产品时不能将产品在传送带上摩擦;2.出UV的产品有些烫手,拿取产品时需带布手套;3.取放产品时需佩戴防护眼镜;作业步骤 2.拿取产品对应左边连接器按下安装;3.按开机键进行测试;3.点亮产品,观察是否有无显、异常、缺划、黑白点、亮点、划伤等不良;4.如果有,将不良品标示并放入不良品盒中;5.将测试好的良品整齐的放置在防静电盒内带贴合;作业内容检查项目及注意事项1.作业前准备2.拿取产品及对位3.产品测试 1.戴好手套/手指套、防静电手环.对工作台面进行5S 工作;准备好无尘纸/无尘布、酒精、棉棒、油性笔、标签纸、比对卡。
贴合机作业指导书07

东莞富达文具制品厂文件编号 : FD-WI-SCB-
JZZ-07
文件名称:贴合机作业指导书版本号A
改正状态0
拟订日期2014-3-1
刊行日期2014-3-1
开机程序作业指导注意事项质量查验之要点关机程序养护与维修备注
1.翻开启动电 1. 先调书籍大小及贴合基
源,寸动(慢本地点;
速运行 )加机 2.装上胶水及胶管 ,上胶轮,油各零件。
装备好 ,空运起色器 ,使上
胶轮有胶;
3.再开风机 ,吸一张内页及
蝴蝶页检查贴合标准(内
页须超出蝴蝶页但不得
超出 1mm;贴合宽度不
得超出 4mm。
4.运行中 ,勿手拿书籍 ,当心
夹手。
1.贴合处无溢胶 , 1.封闭动转设施的养护与作业前须查验产品
其余部分无贴 2.卸掉上胶维修按设施维能否合格,如折斜,
合现象;轮及胶管清修养护规定进
折皱,干水,划花等2.检查内页与蝴洗洁净 ,无遗行养护。
现象。
蝶页之间平坦胶在胶管胶
度有无突出、斜轮上;
角现象; 3.把胶桶胶
3.无双张贴合及水盖实;
贴反现象(前后 4.盖好盖,清
分清楚)。
随时洁环境。
抽检质量情况。
同意:审查:编制:。
JT-WI-LCM-51TP贴合作业指导书
★作业流程及管控要点
次序
作业名称
作业步骤
管控要点
图示
1
上料确认
1,取1pcs产品放置治具卡槽内;2,将LCM保护膜撕去后目视表面,若有异物使用粘棒清除;
1,LCM放置卡槽时必须保证产品放到位,若产品未放置到位不可用力按压;3禁止使用无尘布簪酒精擦拭产品表面;4产品保护膜撕掉后禁止用手触碰表面。
3,手指套需每小时更换一次,作业过车中如发现破损,脏污等须及时更换。
4,检查时保持正视距离(25-35cm)视角为上下左右30°
5,产品在作业过程中不可重叠,需摆放整齐。
★作业流程及管控要点
次序
作业名称
作业步骤
管控要点
图示
1
撕取保护膜
1,取1pcs产品,产品正面朝上,贴合面朝下,前贴合面保护膜撕除,如图一
1,撕膜过程中禁止手指触碰产品AA区。
3
擦拭
1,在目检发现有异物可擦拭不良时,先对产品正面进行擦拭确认不良是否在贴合面;2,贴合面脏污擦拭需要进行单向擦拭,擦拭方向又下至上,又左至右。3,擦拭过程中如无尘布碰到框胶,则需更换擦拭面,避免越擦越脏。4,确认OK后进行TP+LCM贴合
TP+LCM贴合
★作业前准备进行贴合;2,拿取TP上端对齐治具内槽,对齐后拿取TP中段慢慢将TP卡入卡槽内;3,完成上述动作后,需再次确认TP是否完全组装到位,若确定组装到位后用手按压TP四角使其粘附加固;4,贴合完成后将产品拿出。
1,贴合过程中禁止手指触碰AA区;2,贴合时禁止未对齐就迅速将TP按压贴合;3,对位齐后禁止按压AA区,避免产品破损,4,将产品从治具拿取时禁止拉扯FPC取料。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
作业步骤作业内容操作步骤:ACF 贴附检查项目及注意事项1.戴好手套/手指套、防静电手环.对工作台面进行5S 工作;2.确认ACF 物料为当正确的型号;1.作业前准备2.清洁FPC 金属指3.贴ACF4.剪切ACF5.小金属指贴附ACF7.左手托起FPC,右手用剪刀沿两FPC中间处剪断ACF;8.重复长金属指贴ACF的步骤进行小金属指ACF的贴附,小金属指贴ACF时每次只能贴附一片FPC;9.将贴好ACF的FPC整齐的放置在防静电盘内;1.从包装袋中取出FPC 时,如果FPC 相互缠绕,不要用力拉扯FPC ,须双手轻轻解开FPC ,防止将FPC 拉裂;2.ACF 底座至少每两小时用无尘布粘酒精清洁一次,防止ACF 污染;3.镊子夹FPC 时不要夹太多,夹住ACF 末端1MM 左右即可,镊子至少每小时用无尘布粘酒精清洁一次尖头和倒背;4.用镊子推压FPC 时不要推到没有贴附的ACF 上,防止ACF 污染;5.小金属指ACF 贴附时,ACF 超出金属指往里1MM 左右即可;3.从包装袋中取出3-4片FPC 放置在ACF 底座上,检查FPC 金属指是否有脏污或者氧化 ;4.如果FPC 金属指存在脏污或者氧化的现象,用棉签粘酒精擦拭清洁金属指位置,直到光亮干净为止;5.用尖头镊子夹住ACF 末端拉到ACF 平台上,将FPC 金属指(长金属指)对准ACF 进行贴附,贴完后用镊子的倒背在FPC 上沿ACF 方向推压FPC 使ACF 和FPC 贴附紧密;6.重复进行第二片、第三片、第四片FPC 的贴附,每片FPC 之间保留1MM 左右的距离;作业步骤作业内容检查项目及注意事项1.贴附前准备2.长ACF 预贴3.短ACF 预贴操作步骤:ACF 预压6.将FPC 小ACF 放置在机器底座上,ACF 面朝上,连接器置于平台的侧面;7.右手按压机器右下角的绿色按钮进行预压;8.等待机器压头上升后取出FPC ;9.将FPC 整齐的放置在防静电盘内;1.机器平台每两小时用无尘布粘酒精清洁一次;2.长ACF 预贴时,不要将FPC 超出平台的标识位置,防止部分ACF 没有进行预贴;FPC 不要太靠里,压头不要压到FPC 的双面胶纸位置;3.进行预压时,手不要处于平台的正上方,防止手被压伤或者烫伤;4.小ACF 预贴时,连接器须处于平台的侧面,不要将连接器或者连接器的部分放置在平台上,防止连接器被压坏;5.机器参数:温度:110+/-10度;压力:1.戴好手套/手指套、防静电手环.对工作台面进行5S 工作;2.确认ACF 机参数正确;3.左手将FPC 的长ACF 放置在ACF 机的底座上,ACF 面朝上,左端对准平台上的标识位置;4.右手按压机器右下角的绿色按钮进行预压;5.等待机器压头上升后取出FPC ;作业步骤3.FPC 对位作业内容检查项目及注意事项操作步骤:FPC对位1.作业前准备2.清洁ITO 1.戴好手套/手指套、防静电手环.对工作台面以及对位底座进行 5S 工作;2.从包装盒内取出TP,用无尘纸粘酒精后折叠沿TP的ITO从上至下擦拭两次;3.无尘纸不要粘太多酒精,如果酒精太多可以在干的无尘纸上撵干;4.用镊子将FPC上的长ACF的保护膜剔除;5.将FPC沿对位底座的边沿放置,放置时ACF面朝上,分支FPC端朝下摆放;6.将TP的小ITO方向对应FPC分支方向,TIO的两方孔对应FPC的两个方形Mark对应粘贴;7.贴完后将TP拿起,用手指将FPC摸平,FPC不能出现皱纹;8.对位OK后将TP整齐放置在防静电盘内;1.FPC和TP进行对位时,如果对一次对位不成功,在撕下FPC的时候,ACF出现皱纹,则ACF必须重新粘贴;2.扶平FPC的皱纹时不要太用力,防止挪动FPC造成偏位;作业步骤1.作业前准备2.长FPC主压3.小FPC主压操作步骤:FOG本压1.戴好手套/手指套、防静电手环.对工作台面以及热压底座进行 5S 工作;2.确认机器参数在要求的参数范围内;5.将长FPC主压好的产品取出,用镊子将小FPC处的ACF保护膜以及双面胶纸的保护膜剔除;6.按图示方向将TP放置在机器的右平台上,将小FPC向上弯折,对应TP上方的小ITO进行对位;7.在显示器上确认小FPC和小ITO对位OK后,按压启动键对小FPC进行主压;8.将主压好的产品整齐的放置在防静电盘内;3.将对位好的TP按图示方向放置在机器的左边平台上;4.按压启动键对FPC进行主压;1.机器平台至少每两小时须用无尘布粘酒精清洁一次;2.小FPC进行弯折对位时不要用手按压弯折的根部,弯折的根部不能出现死折;作业内容检查项目及注意事项作业步骤作业内容检查项目及注意事项操作步骤:ITO测试1.作业前准备2.连接器对位3.测试1.戴好手套/手指套、防静电手环.对工作台面进行5S 工作;2.将ITO的连连接器对应测试夹具的连接器对位;3.感觉对位OK后,用手轻轻按压产品的连接器,将产品连接器和测架连接器连接;4.如果按压时感觉按压没有手感,按压不下时须重新调整连接器的位置,不要用力按压,防止将产品连接器或者测架连接器按坏;5.连接器连接成功后,测架上的灯会闪动,最后第一个红灯和最标识OK的绿灯长亮则表示TP功能OK;6.将测试OK的ITO整齐的放置在专用固定架内,将不良的ITO用不良标签标识好后放置在不良品固定架内;1.测架的连接器以及平台至少每两小时须用无尘布粘酒精清洁一次;作业步骤作业内容检查项目及注意事项1.戴好手套/手指套、防静电手环.对工作台面进行5S 工作;2.左手从专用固定架中拿去测试OK 的ITO ,拿取时须拿去ITO 的两长边,FPC 端朝右上角;3.用皱纹胶指粘取TP 右上脚的蓝色保护膜,将保护膜拉起后用手将保护膜撕除,换面重复撕保护膜动作将两面保护膜撕除;4.检查ITO 表面有无划伤和脏污等不可接收的缺陷,如果有划伤则标识放入不良品盘,放入时保持去除保护膜的面朝上,然后集中贴上保护膜待处理;5.如果有脏污则将无尘布裹在右手的大拇指和食指上沾石油醚精对ITO 两面同时进行清洁;6.将清洁好的ITO 放入专用固定架上待贴合;1.清洁ITO时要往一个方向擦拭,不能来回擦拭;2.清洁好的ITO在10分钟内须进行贴合,如果要摆放比较长的时间须用干净的无尘布将其覆盖,防止粘到灰尘;3.至少每小时清洁一次工作台面;2.ITO 清洁1.作业前准备操作步骤:ITO清洁作业步骤作业内容检查项目及注意事项1.作业前准备2.面板清洁操作步骤:面板擦拭1.戴好手套/手指套、防静电手环.对工作台面进行5S 工作;2从包装待中取出面板;3.拿取面板的两短边的黑色区域检查面板表面有无划伤和脏污等不可接收的缺陷,如果有划伤则标识放入不良品盘;4.如果有脏污则将无尘布裹在右手的大拇指和食指上,沾石油醚对面板进行双面清洁;5.将清洁好的面板放入专用固定架上待贴合;1.清洁面板时要往一个方向擦拭,不能来回擦拭;2.清洁好的面板在10分钟内须进行贴合,如果要摆放比较长的时间须用干净的无尘布将其覆盖,防止粘到灰尘;3.至少每小时清洁一次工作台面;作业步骤9. 启动贴合机开始点胶并贴合(如图);10.将贴合好,但胶水还没完全流满整个视窗区地产品连同治具放置自流平台上让胶水自流平;11.检查胶水流满的产品,产品内有无气泡、杂物、位置是否OK ;12.将检查好的产品连同定位夹具一起放置与UV灯下进行预固化;13.预固化1分钟后将产品连同治具取出,再将产品一一从治具里取出放置在盘里;作业内容检查项目及注意事项及注意事项3.将清洁好的面板从固定架上取下,取下时手指拿取面板的黑色区域,不要碰到待贴合的面;4.快速检查面板待贴合的表面有无脏污,如果有则重新擦拭;5.将面板按图示方向放置在贴合机的翻转板的对位块位置;1.作业前准备2.面板放入3.ITO 放入4.贴合操作步骤:TP贴合1.戴好手套/手指套、防静电手环.对工作台面进行5S 工作;2.作业前确认机器参数在要求范围内;1.整体过程动作要轻,不要因用力过猛损伤TP或FPC ;2.胶水必须流满产品的整个视窗区;3.胶水里面有超出可接收范围的尘点、杂物、脏污时必须在预固化前返工;4.气压:160+/-5;5.用红色针头;6.将清洁好的ITO 从固定架上取下,取下时拿取ITO 的侧面,不要碰到待贴合的面;7.快速检查ITO 待贴合的表面有无脏污,如果有则要重新擦拭;8.将ITO 按图示方向放置在专用治具的卡槽内;作业步骤作业内容检查项目及注意事项2.出UV1.入UV操作步骤:主固化1.戴好手套/手指套、防静电手环、防护眼镜、布手套,对工作台面进行 5S 工作;2.确认机器参数在要求的范围内;3.将预固化好后看好外观的产品,面板面朝下横向摆放在UV炉的传送带上;3.等待TP从UV炉另外一边流出后,手拿产品侧面将产品取出整齐的放置在防静电盘内;1.放置产品和拿取产品时不能将产品在传送带上摩擦;2.出UV的产品有些烫手,拿取产品时需带布手套;3.取放产品时需佩戴防护眼镜;作业步骤 2.拿取产品对应左边连接器按下安装;3.按开机键进行测试;3.点亮产品,观察是否有无显、异常、缺划、黑白点、亮点、划伤等不良;4.如果有,将不良品标示并放入不良品盒中;5.将测试好的良品整齐的放置在防静电盒内带贴合;作业内容检查项目及注意事项1.作业前准备2.拿取产品及对位3.产品测试 1.戴好手套/手指套、防静电手环.对工作台面进行5S 工作;准备好无尘纸/无尘布、酒精、棉棒、油性笔、标签纸、比对卡。
操作步骤:来料检查。