HPC-63型硫化机床操作点检卡
车床日常点检表

车床设备日常点检表
R- 047 年月日
型号设备编号:制造厂:使用车间:操作者:
检查日期与记录
检查项目检查内容及要求周期1234 56 7 8 910 11 121314151617181920212223 2425262728 293031 序号
1 传动离合器开机中是否有过紧、打滑日
2 各轨道面导轨清洁、有无研、拉、碰损伤日
3 各变速手柄操作中检查是否灵活日
4 操纵机构操作中检查是否灵活、定位明显日
5 防护罩、当屑板、护板是否齐全、牢固、清洁日
6 制动器是否制动、有无烧坏日
7 各液压阀、电磁阀是否灵活、有无漏油及烧坏日
8 油泵及润滑油路油泵是否来油、油路是否畅通日
9 机床照明是否齐全、安全日
10 主传送皮带有无缺损、张紧度是否合适周
11 传动主轴有无拉毛、碰伤周
12 各润滑点、润滑情况润滑装置齐全、畅通、充足、无污物周
13 漏油情况个箱体是否漏油周
14 冷却系统(按工艺需要)是否齐全、有无漏油周
15 各电器开关、按钮是否完整、灵敏、可靠、安全周
问处
题理
记意
录见
记录符号:完好O、异常△、待修×、修好¤处理人意见:。
压力机床维护保养点检表
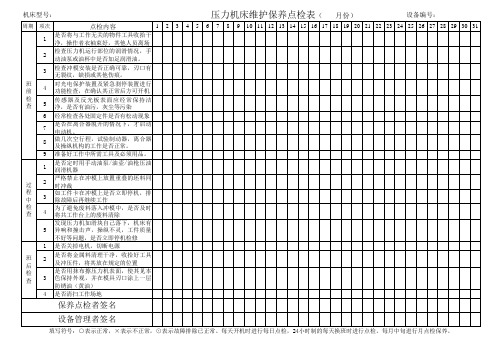
是否将与工作无关的物件工具收拾干 净,操作者衣袖束好,其他人员离场 检查压力机运行部位的润滑情况,手 动油泵或油杯中是否加足润滑油。 检查冲模安装是否正确可靠,刃口有 无裂纹,缺损或其他伤痕。 对光电保护装置及紧急刹停装置进行 功能检查,在确认其正常后方可开机 传感器及反光板表面应经常保持洁 净,是否有油污,灰尘等污染 经常检查各处固定件是否有松动现象 是否在离合器脱开的情况下,才启动 电动机。 做几次空行程,试验制动器,离合器 及操纵机构的工作是否正常。 准备好工作中所需工具及必须用品。 是否定时用手动油泵/油壶/油枪压油 润滑机器 严格禁止在冲模上放置重叠的坯料同 时冲裁 如工件卡在冲模上是否立即停机,排 除故障后再继续工作 为了避免废料落入冲模中,是否及时 将共工作台上的废料清除 发现压力机如滑块自己落下,机床有 异响和撞击声,操纵不灵,工件质量 不好等问题,是否立即停机检修 是否关掉电机,切断电源 是否将金属料清理干净,收拾好工具 及冲压件,将其放在规定的位置 是否用抹布擦压力机表面,使其见本 色保持外观,并在模具刃口涂上一层 防锈油(黄油) 是否清扫工作场地
机床型号:
周期 项次
压力机床维护保养点检表(
点检内容
1编号:
10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1 2 3 班 前 检 查 4 5 6 7 8 9 1 过 程 中 检 查 2 3 4 5 1 班 后 检 查 2 3 4
保养点检者签名 设备管理者签名
填写符号:○表示正常,×表示不正常,⊙表示故障排除已正常。每天开机时进行每日点检,24小时制的每天换班时进行点检。每月中旬进行月点检保养。
设备点检卡

设备名称:设备型号:设备编号:使用部门:点检人(使用人):年月至月JTM-SC-04
点检项目
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
焊接变压器
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
电极铜带
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
清扫、整理
√
√
√
√
点检项目
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31擦拭Biblioteka √√√√
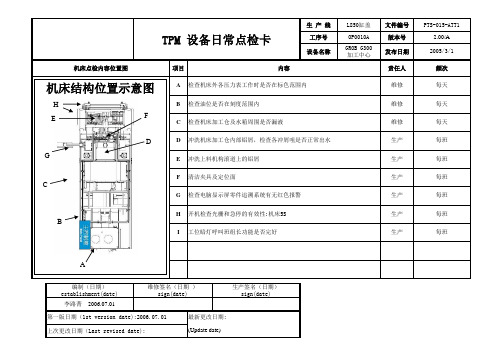
TPM设备日常点检卡模板
A B
C D E F
G H
I
编制(日期)establishment(date)李路菁 2006.07.01
2005/3/1文件编号PTS-015-ATT1
工序号OP0010A 版本号 2.00/A 生 产 线L850缸盖频次TPM 设备日常点检卡
设备名称
GROB G300加工中心
机床点检内容位置图
项目内容
责任人发布日期检查机床外各压力表工作时是否在标色范围内维修每天检查油位是否在刻度范围内维修每天检查机床加工仓及水箱周围是否漏液
维修每天冲洗机床加工仓内部铝屑,检查各冲屑咀是否正常出水生产每班冲洗上料机构滚道上的铝屑生产每班清洁夹具及定位面
生产每班检查电脑显示屏零件追溯系统有无红色报警生产每班开机检查光栅和急停的有效性;机床5S 生产每班工位暗灯呼叫班组长功能是否完好
生产
每班
第一版日期(1st version date):2006.07.01最新更改日期:上次更改日期(Last revised date):
(Update date)
维修签名(日期 )
sign(date)
生产签名(日期)sign(date)
机床结构位置示意图
A
B
C
D
E
F
G
H。
双主轴车床日常保养点检记录表
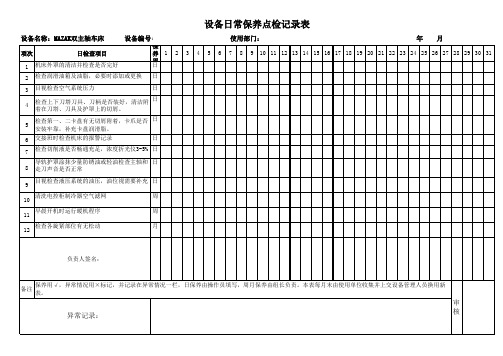
项次日检查项目保养周123456789101112131415161718192021222324252627282930311
机床外罩的清洁并检查是否完好日2
检查润滑油箱及油脂,必要时添加或更换日3
目视检查空气系统压力日4
检查上下刀塔刀具、刀柄是否装好,清洁附着在刀塔、刀具及护罩上的切屑。
日5
检查第一、二卡盘有无切屑附着,卡爪是否安装牢靠,补充卡盘润滑脂。
日6
交接班时检查机床的报警记录日7
检查切削液是否畅通充足,浓度折光仪3-5%日8
导轨护罩涂抹少量防锈油或轻油检查主轴和走刀声音是否正常日9
目视检查液压系统的油压,油位视需要补充日10
清洗电控柜制冷器空气滤网周11
早晨开机时运行暖机程序周12检查各旋紧部位有无松动月
备注设备日常保养点检记录表
使用部门:年 月保养用√,异常情况用×标记,并记录在异常情况一栏,日保养由操作员填写,周月保养由组长负责。
本表每月末由使用单位收集并上交设备管理人员换用新
表。
审核异常记录:设备名称:MAZAK双主轴车床 设备编号:负责人签名:。
630 生产设备日常点检卡

9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 2参数生产 岗 2 执行首件检验,通用量具上班,校正"零位" 3 物、料、零件不落地,工位器具清洁,使用正确 位 4 零件跟踪卡不脏污、记录齐全、正确 5 岗位零件分类堆放整齐、标记清晰 点 6 量具保养完好,放置正确整齐 7 检 岗位周围清洁,区域无痰迹、无烟头、无杂物、无积水 、无油迹
8 工具箱、量具箱内外清洁,摆放整齐,帐物卡一致 9 执行"三检制" 10 遵守职业道德、劳动纪律,各项规章制度
备 注
正常: √ 1、记录须正确
异常: × 2、点检卡归技术资料归档
待修: △
修好: ○
生产设备日常点检卡
编号:QR-SJ-19 日 项 序 目 号 1 2 设 备 点 检 3 4 5 6 方 法 看 听 动 看 看 看 点 检 内 容 1 可见导轨部分有无拉毛、碰伤 各传动系统有无异声、振动 各操作系统是否灵敏可靠 机床有无漏油现象 是否按规定加油润滑及润滑系统是否畅通、完 整 电气系统装置是否正常、安全、灵敏 2 3 4 5 6 7 8 常 日 点 检 情 况 名称: 记 期 录
设备日常点检卡片

设备日常点检卡片
SD-QR-007
注:1、记录要整齐、工整,每天记录检查并按月提报。
2、记录符号:完好“√”,待修“⨯”,若未使用或无此检查项目则空白。
3、若有问题,要及时记录并反映。
1 / 5
设备日常点检卡片
SD-QR-007
注:1、记录要整齐、工整,每天记录检查并按月提报。
2、记录符号:完好“√”,待修“⨯”,若未使用或无此检查项目则空白。
3、若有问题,要及时记录并反映。
2 / 5
设备日常点检卡片
SD-QR-007
注:1、记录要整齐、工整,每天记录检查并按月提报。
2、记录符号:完好“√”,待修“⨯”,若未使用或无此检查项目则空白。
3、若有问题,要及时记录并反映。
3 / 5
设备日常点检卡片
SD-QR-007
注:1、记录要整齐、工整,每天记录检查并按月提报。
2、记录符号:完好“√”,待修“⨯”,若未使用或无此检查项目则空白。
3、若有问题,要及时记录并反映。
4 / 5
设备日常点检卡片
SD-QR-007
注:1、记录要整齐、工整,每天记录检查并按月提报。
2、记录符号:完好“√”,待修“⨯”,若未使用或无此检查项目则空白。
3、若有问题,要及时记录并反映。
5 / 5。
炼钢厂天车机械设备日点检记录卡(出坯天车) 设备日点检记录卡 设备日点检记录卡

编号:QR/TD310
设备编号
080101
设备型号名称
出坯1号天车QD32t-31M A6
使用部门
炼钢厂
操作者
何少剑
点检月份
2012年3月
序号
检查项目
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
1
各机构减速机,运转正常、无异响,油位和油质正常,无地漏,温升≤60℃,各连接螺栓牢固,无松动等现象。
√
√
√
√
√
√
√
√
√
√
√
√
√
6
大车和小车车轮组轴承润滑良好,运行无异响,损坏,各连接点均牢固,踏面磨损正常。
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
7
板钩和吊钩使用正常,无严重磨损和变形现象,各连接点无松动。
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
全自动硫化机床操作点检表
使用部门:硫化车间 年 月
项
目
白班记录
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
1 查看上一班记录 2 检查加热二平板的清洁 3 检查压力表1设定压力(最高不超过20mpa) 4 检查表1补压压力(低于设定压力1.5~2.5mpa) 5 压力表1实际工作压力 6 检查压力表2放气压力(不高于表1的设定压力) 7 检查压力表2转换压力(设定在1.2~1.5mpa) 8 压力表2实际工作压力 9 检查上、下模板温度表,设定温度 10 检查实际温度(上模板) 11 检查实际温度(下模板) 12 检查时间继电器,设定时间(秒) 13 检查实际时间(秒) 14 检查油箱油位(液压计上部) 15 检查油箱油温(不高于60C) 16 检查上下八只主轴螺母松紧 17 检查紧停按钮是否起作用 18 点动试车、调整行程开关
白班记录 序 号 25 26 27 28 29 30 1 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 说明:
中班记录 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30
1、设备运行正常"√",不正常“X”,操作是在工艺范围“√”,超过或低于工艺范围“X”,并立即向领班报告。2、班中应经常 检查以上项目,保证以上项目符合要求。
编制部门:生产部
2007-7版Biblioteka