声发射检测技术用于滚动轴承故障诊断的研究综述_郝如江
货车滚动轴承故障声发射诊断分析
货车滚动轴承故障声发射诊断分析作者:李翔来源:《科学与财富》2018年第34期摘要:声发射技术是一种比较新颖的无损检测技术,能够针对货车滚动轴承故障进行有效诊断,通过对采集到的声发射信号进行相应的带通滤波处理,能够得到非常明显的故障特征信息,方便检测人员针对货车滚动轴承的运行状态进行区分和判断。
本文从轴承故障声发射信号的诊断机理着眼,配合相应的试验研究,对货车滚动轴承故障声发射诊断进行了分析和讨论。
关键词:货车;滚动轴承;故障诊断;声发射前言:在铁路货运中,滚动轴承是非常重要的部件,其本身工作环境恶劣,容易受到各种外界因素的影响,而一旦滚动轴承出现问题,将会直接影响列车整体的运行速度和运行安全。
将声发射技术应用到铁路货车滚动轴承故障诊断中,能够配合相应的仪器设备,结合声发射信号来实现对滚动轴承故障的无损检测,准确区分轴承状态好坏,为故障处理提供可靠的数据支撑。
1 轴承故障声发射信号诊断机理所谓声发射,指材料在外力作用下出现内部晶格错位、晶界滑移、裂纹扩展或者塑性变形等缺陷的形成及增长时,会通过弹性波来将部分能量释放出来,利用相应的仪器设备,能够对声发射信号进行检测、记录和分析,也可以依照声发射信号,实现对发射源实际运行状态的分析及判断,这也就是所谓的声发射技术。
声发射技术本身属于一种比较新颖的无损检测技术,能够在不对构件造成破坏的前提下,检测其内部可能存在的故障和损伤,在很多领域都得到了广泛应用。
轴承在使用中,存在两种比较常见的故障,一是表面损伤,主要是因为滚动轴承在使用中经常受到冲击性交变荷载的影响,导致金属构件很容易出现塑性变形以及位错运动,严重时会引发相应的疲劳裂纹,加上应力的相互作用,如果不能及时进行处理,疲劳裂纹会沿着最大剪应力方向,向着结构构件的内部逐渐延伸扩展,在达到某个临界点后,会出现瞬间断裂的问题。
表面损伤通常出现在滚动轴承外圈;二是疲劳磨损,主要是指摩擦界面在循环接触压应力的周期性作用下出现磨损的现象,初期可能导致金属材料内部晶格的弹性扭曲问题,如果问题得不到及时处理,当弹性应力持续增大,达到甚至超过构件能够承受的临界值后,则可能引发开裂,并持续扩展,于轴承内部或者外圈滚道产生麻点、剥落等问题[1]。
基于声发射信号特征提取技术的滑动轴承故障诊断
基于声发射信号特征提取技术的滑动轴承故障诊断
刘新香;顾煜炯;马吉伟;赵子泰;赵春晖
【期刊名称】《汽轮机技术》
【年(卷),期】2024(66)1
【摘要】滑动轴承是汽轮机中的一个重要支撑部件,保持滑动轴承的正常工作,能减少设备工作损失以及维修的成本,因此,对滑动轴承进行实时监测以及故障诊断是有必要的。
声发射技术作为一项动态无损检测方法,对信号反应更敏感,可以对设备进行持续监测,很适合用来对设备进行实时监测以及故障诊断。
从声发射信号的产生机理出发,通过分析证明了声发射信号能量变化可以表示出轴承的摩擦状态,然后构筑了3个新的特征参数,来对声发射信号进行分析,并通过试验证明了其可以反应出当时的摩擦状态,而且比传统的特征参数要更加灵敏。
【总页数】8页(P1-6)
【作者】刘新香;顾煜炯;马吉伟;赵子泰;赵春晖
【作者单位】华北电力大学能源动力与机械工程学院;华北电力大学国家火力发电工程技术研究中心
【正文语种】中文
【中图分类】TN9
【相关文献】
1.基于声发射技术的滑动轴承故障诊断方法研究
2.滑动轴承声发射信号分形特征提取及故障诊断研究
3.基于主轴故障诊断的微弱信号特征提取技术
4.基于小波包频带能量特征提取的低速重载滑动轴承故障诊断研究
因版权原因,仅展示原文概要,查看原文内容请购买。
声发射信号处理技术及其在滚动轴承检测中的应用现状

声发射信号处理技术及其在滚动轴承检测中的应用现状焦阳;侯洁;李光海;吴占稳;陈晨;米尚言【摘要】声发射技术在滚动轴承的检测中得到了广泛应用,声发射信号处理是检测中的关键技术问题,常用的声发射信号处理技术有参数分析、波形分析、小波分析、模式识别等等.综述了21世纪以来声发射信号处理技术在滚动轴承检测中应用现状,国内外学者在将各种声发射信号处理技术应用于滚动轴承检测方面做了大量研究且取得了一定程度上的研究成果.需要进一步研究的内容是规范各种工况下声发射信号处理方法并设计标准的声发射信号处理平台.%Acoustic emission technology is widely used in rolling bearing test,while the processing technology of acoustic emission signal is essential to the test.The common acoustic emission signal processing technology includes parameteranalysis,waveform analysis,wavelet analysis,pattern recognition,etc.This paper gives an overview of acoustic emission signal processing technology in rolling bearing test since year 2000.A lot of research and achievements have been made in the field.And it shows further study should focus on regulating acoustic emission signal processing methods under various working conditions,and the designing of standard acoustic emission signal processing platform.【期刊名称】《河北科技大学学报》【年(卷),期】2013(034)004【总页数】5页(P313-317)【关键词】声发射;信号处理;滚动轴承;缺陷检测【作者】焦阳;侯洁;李光海;吴占稳;陈晨;米尚言【作者单位】河北科技大学信息科学与工程学院,河北石家庄 050018;河北科技大学信息科学与工程学院,河北石家庄 050018;中国特种设备检测研究院,北京100013;中国特种设备检测研究院,北京100013;河北科技大学信息科学与工程学院,河北石家庄 050018;河北科技大学信息科学与工程学院,河北石家庄 050018【正文语种】中文【中图分类】TB52+9滚动轴承是旋转机械中易损件之一,易出现疲劳或损伤等故障,轴承的状态直接影响整台机器的工作性能、可靠性及寿命。
基于声发射技术的铁路货车滚动轴承故障诊断研究
160AUTO TIMEAUTO AFTERMARKET | 汽车后市场基于声发射技术的铁路货车滚动轴承故障诊断研究1 引言随着铁路货运的不断发展,运输效率和安全性已成为业界的首要关注点。
铁路货车滚动轴承是铁路运输中不可或缺的组成部分,但由于长时间高速工作对其造成的磨损和疲劳,故障率逐渐增高,进而影响到货车的正常运行和安全。
因此,对于铁路货车滚动轴承故障的快速、有效诊断显得尤为必要。
论文通过收集和分析现有文献和实验研究的成果,对该领域进行深入研究,探究基于声发射技术的铁路货车滚动轴承故障诊断方法的优化方向和应用前景。
2 基于声发射技术的铁路货车滚动轴承故障诊断原理滚动轴承是铁路货车重要的机械部件之一,其故障会严重影响铁路线路的安全运营。
因此,准确的诊断滚动轴承故障是保障铁路货运安全的重要手段之一。
基于声发射技术的滚动轴承故障诊断方法具有实时性高、精确度高等优点,因此备受关注。
声发射技术的原理是基于故障源直接产生的高频声波信号,在介质中以声波的形式传输,信号具有传播速度快、穿透力强、信息量大、灵敏度和特征鲜明等优点。
在铁路货车滚动轴承故障诊断中,声发射技术可以准确地捕捉滚动轴承磨损或裂纹等所产生的高频声波信号,并对其进行特征分析,从而诊断轴承是否存在故障。
具体实现过程中,首先需要在货车滚动轴承上安装声发射传感器,并对传感器进行校准和初始化。
然后,通过激励源对轴承进行激励,产生高频声波信号,传感器采集信号并将其传输到主控制系统中。
在主控制系统中,通过特征提取、特征分析等算法对信号进行处理,得出轴承的状态信息,如是否存在裂纹、磨损程度等,并根据一定的规则进行分类和判断。
基于声发射技术的滚动轴承故障诊断方法具有实时性高、精确度高等优点,且不会对轴承结构造成损坏或影响其正常工作。
然而,在实际应用中,该技术仍然存在一些问题和挑战,如噪声干扰、信号处理复杂等难点。
因此,如何解决这些问题和优化技术流程,将是今后的研究重点[1]。
滚动轴承故障的智能诊断方法研究
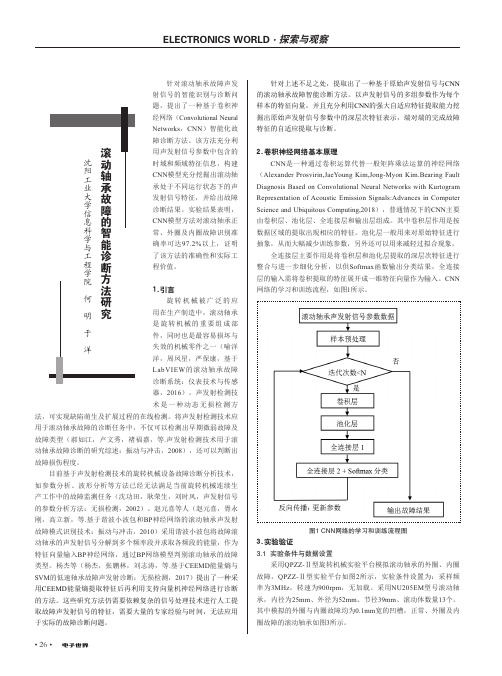
• 26•针对滚动轴承故障声发射信号的智能识别与诊断问题,提出了一种基于卷积神经网络(Convolutional Neural Networ ks ,CNN )智能化故障诊断方法。
该方法充分利用声发射信号参数中包含的时域和频域特征信息,构建CNN 模型充分挖掘出滚动轴承处于不同运行状态下的声发射信号特征,并给出故障诊断结果。
实验结果表明,CNN 模型方法对滚动轴承正常、外圈及内圈故障识别准确率可达97.2%以上,证明了该方法的准确性和实际工程价值。
1.引言旋转机械被广泛的应用在生产制造中,滚动轴承是旋转机械的重要组成部件,同时也是最容易损坏与失效的机械零件之一(喻洋洋,周凤星,严保康,基于LabVIEW 的滚动轴承故障诊断系统:仪表技术与传感器,2016)。
声发射检测技术是一种动态无损检测方能诊断学与工程学法,可实现缺陷萌生及扩展过程的在线检测。
将声发射检测技术应用于滚动轴承故障的诊断任务中,不仅可以检测出早期微弱故障及故障类型(郝如江,卢文秀,褚福嘉,等.声发射检测技术用于滚动轴承故障诊断的研究综述:振动与冲击,2008),还可以判断出故障损伤程度。
目前基于声发射检测技术的旋转机械设备故障诊断分析技术,如参数分析、波形分析等方法已经无法满足当前旋转机械连续生产工作中的故障监测任务(沈功田,耿荣生,刘时风,声发射信号的参数分析方法:无损检测,2002)。
赵元喜等人(赵元喜,胥永刚,高立新,等.基于谐波小波包和BP 神经网络的滚动轴承声发射故障模式识别技术:振动与冲击,2010)采用谐波小波包将故障滚动轴承的声发射信号分解到多个频率段并求取各频段的能量,作为特征向量输入BP 神经网络,通过BP 网络模型判别滚动轴承的故障类型。
杨杰等(杨杰,张鹏林,刘志涛,等.基于CEEMD 能量熵与SVM 的低速轴承故障声发射诊断:无损检测,2017)提出了一种采用CEEMD 能量熵提取特征后再利用支持向量机神经网络进行诊断的方法。
基于RMS因子的滚动轴承故障声发射诊断研究

基于RMS因子的滚动轴承故障声发射诊断研究郭福平【摘要】运用声发射检测技术对滚动轴承内圈故障、外圈故障和滚动体磨损故障展开试验研究.为了减少噪声干扰、突出故障特征、提高信噪比,应用能量因子方法对含噪声信号进行数据处理,找到不同缺陷形式下的故障特征.结果表明,RMS因子方法用于滚动轴承声发射信号特征提取是有效的.【期刊名称】《化工机械》【年(卷),期】2016(043)005【总页数】4页(P672-675)【关键词】滚动轴承;声发射;故障诊断;RMS因子【作者】郭福平【作者单位】广东石油化工学院机电工程学院【正文语种】中文【中图分类】TQ050.3在国民经济领域各生产部门中,滚动轴承不仅是机械设备中最常见的零部件,而且是最重要的基础易损件之一。
其性能与工况的好坏直接影响到与之相联的转轴和安装在转轴上的其他零部件乃至整个机器设备的性能。
与其他机械零部件相比,使用寿命的离散性大是滚动轴承的显著特点[1]。
所以在工程实践中,有些轴承已超过其设计寿命仍能正常工作,而有些轴承远未达到设计寿命就出现各种故障[2]。
因此,进行滚动轴承工作状态和故障的早期检测和故障诊断,对于机器安全平稳运行、保证装置长周期生产具有重要的意义[3~8]。
声发射检测法能弥补目前常用的振动法在发现缺陷和受低频噪声干扰方面的不足。
笔者应用声发射检测方法在不同转速下对外圈、内圈和滚动体上预加人工缺陷的滚动轴承进行数据采集,提取有效值(Root Meam Square,RMS)参数,再运用有效值电压因子(Root Mean Square Index,RMSI)参数来判断轴承是否存在故障。
此次滚动轴承故障诊断试验使用的是单列圆锥滚子轴承,用电火花加工方法在轴承内圈、外圈预加裂纹缺陷,滚子上预加磨损缺陷,如图1所示。
试验时轴承安装在专门的组合式旋转机械试验平台上,测量不同转速下的声发射试验信号数据,得到试验结果。
滚动轴承故障诊断试验的声发射试验装置主要由试验台、电机、滚动轴承、控制柜及声发射数据采集系统等组成,如图2所示。
22192851_基于LCD_和奇异值分解的轴承故障诊断

图 1 仿 真 信 号 时 域 图
$
!
7$ ! !"# !"$ !"% !"& !"' !"( !") !"* !"+ #"! $
!
7$ ! !"# !"$ !"% !"& !"' !"( !") !"* !"+ #"!
!"'
58
$
!
7$ ! !"# !"$ !"% !"& !"' !"( !") !"* !"+ #"! $
2.2 犜犲犪犵犲狉能 量 算 子 解 调 Teager能 量 算 子 定 义 为 犜[狓(狋)]=[狓(狋)]2-狓(狋)·¨狓(狋)
式 中 ,狓(狋)为 某 一 维 信 号 ;狓(狋)、¨狓(狋)分 别 为 狓(狋)的 一 阶 导 数 、二 阶 导 数 。
(8)
若 狓(狋)为 正 弦 信 号
狓(狋)=犃sin(狑狋+θ)
即犪犃犿 +(1-犪)狓犿 =0。
为比较 LCD 与 EMD 分解效果,构造模拟信号
其中
狔(狋)=狔1(狋)+狔2(狋) &
(3)
烅烄烆狔狔1 2( (狋狋) )==s(i1n+(300π.6狋s)in10π狋)·sin(100π狋+30π狋2)(4) 该 模 拟 信 号狔(狋)是 由 调 幅 调 频 信 号狔1(狋)和 正 弦 信号狔2(狋)相叠加而成,时 域 图 如 图 1 所 示。 对 狓(狋) 分别进行 LCD 和 EMD 分解,结果如 图2所示。2种 分解情况得到的分量都较为光滑。但是对于分解结
声发射信号处理在轮轴故障检测中的应用研究

出应变 能 的结 果 。在 基 于虚拟 仪器 的轮 轴故 障检 测分 析 平 台 中, 实 现对 声 发 射信 号 的 时域 去 噪等主 要功 能。通 过该 平 台, 对具 有典 型状 态的滚 动轴承 的
声发 射信 号进 行 了试 验研 究 。试验研 究结 果表 明 , 于不 同状 态 的轴承 , 测取 的声 发射信 号 对 所
第 4期
21 0 0年 1 2月
气 象 水 文 海 洋 仪 器
M e e olgia , y o o c la a i ns r m e t t or o c l H dr l gia nd M rne I t u ns
No 4 . De . 0 O c2 1
声 发 射 信号 处 理 在 轮 轴故 障检 测 中 的应 用研 究
c a a t rf e ue c . h r c e r q n y
Ke r : c s i mison; i na o e sn v r u li t u nt y wo ds a ou tc e s i sg lpr c s i g; it a ns r me
包络 频率特 征 有着 明显 的不 同, 并且 和理论 特征 频 率有着 一定 的关 系。 关键词 : 发 射 ; 号处理 ; 声 信 虚拟 仪器 中图分 类号 : TH8 9 文献 标识 码 : A 文 章编号 :0 60 9 2 1 ) 40 5 —4 1 0 —0 X( 0 0 0 —0 40
Ap i a i n o c u tc e is o i na o e sng i x e f u t plc to f a o s i m s i n s g lpr c s i n a l a l
Li ng, W a g Zhe g, a n u Ya n n Lu n Xi ( giern a nn e tro a g h n Teh oo y I siue, a g h n 1 0 1 ) En n e ig Tr ii g C ne f Ch n c u c n lg n tt t Ch n c u 3 0 2
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
振 动 与 冲 击第27卷第3期J OURNAL OF V IBRAT I ON AND SHOCKVo.l 27No .32008声发射检测技术用于滚动轴承故障诊断的研究综述基金项目:863计划(2006AA04Z438)资助;河北省自然科学基金(E2007000649)资助收稿日期:2007-06-25 修改稿收到日期:2007-07-12第一作者郝如江男,博士生,副教授,1971年生郝如江1,2, 卢文秀1, 褚福磊1(1.清华大学精密仪器与机械学系,北京 100084;2.石家庄铁道学院计算机与信息工程分院,石家庄 050043)摘 要:声发射是材料受力变形产生弹性波的现象,故障滚动轴承在运转过程中会产生声发射。
从几个方面综合阐述了国内外轴承故障声发射检测技术的研究和发展现状,即轴承故障声发射信号的产生机理,故障声发射信号的传播衰减特性,声发射信号的参数分析法和波形分析法对故障特征的描述,轴承故障声发射源的定位问题,根据信号特征进行故障模式识别以及声发射检测和振动检测的比较问题。
通过分析总结出滚动轴承声发射检测技术下一步的研究方向,并指出滚动轴承故障的声发射检测是振动检测的有力补充工具,特别是在轴承低转速和故障早期的检测中更能发挥作用。
关键词:声发射;滚动轴承;故障诊断中图分类号:TH 113,TG 115 文献标识码:A滚动轴承是各种旋转机械中最常用的通用零部件之一,也是旋转机械易损件之一。
据统计,旋转机械的故障有30%是轴承故障引起的,它的好坏对机器的工作状况影响极大[1]。
滚动轴承主要损伤形式有:疲劳、胶合、磨损、烧伤、腐蚀、破损、压痕等[2]。
轴承的缺陷会导致机器剧烈振动和产生噪声,甚至会引起设备的损坏。
因此,对重要用途的轴承进行工况检测与故障诊断是非常必要的。
滚动轴承故障的检测诊断技术有很多种,如振动信号检测、润滑油液分析检测、温度检测、声发射检测等。
在各种诊断方法中,基于振动信号的诊断技术应用最为广泛,该技术分为简易诊断法和精密诊断法两种。
简易诊断利用振动信号波形的各种参数,如幅值、波形因数、波峰因数、概率密度、峭度系数等,以及各种解调技术对轴承进行初步判断以确认是否出现故障;精密诊断则利用各种现代信号处理方法判断在简易诊断中被认为是出现了故障的轴承的故障类别及原因。
振动信号检测并非在任何场合都很适用,例如在汽轮机、航空器变速箱及液体火箭发动机等鲁棒性较低的系统中,轴承的早期微弱故障就会导致灾难性的后果,但是早期故障的振动信号很微弱,又容易被周围相对幅度较大的低频环境噪声所淹没,从而无法有效检测出故障的存在[3]。
由于声发射是故障结构本身发出的高频应力波信号,不易受周围环境噪声的干扰[4],因此声发射检测方法在滚动轴承的故障诊断中得到了应用。
1 滚动轴承故障声发射检测机理111 声发射检测技术原理材料受到外力或内力作用产生变形或者裂纹扩展时,以弹性波的形式释放出应变能的现象称为声发射[5]。
用仪器检测、分析声发射信号和利用声发射信号推断声发射源的技术称为声发射检测技术,它是20世纪60年代发展起来的一种动态无损检测新技术,其利用物质内部微粒(包括原子、分子及粒子群)由于相对运动而以弹性波的形式释放应变能的现象来识别和了解物质或结构内部状态。
声发射信号包括突发型和连续型两种。
突发型声发射信号由区别于背景噪声的脉冲组成,且在时间上可以分开;连续型声发射信号的单个脉冲不可分辨。
实际上,连续型声发射信号也是由大量小的突发型信号组成的,只不过太密集而不能分辨而已。
目前对于声发射信号的分析方法主要包括参数分析法和波形分析法。
112 滚动轴承故障声发射源问题滚动轴承在运行不良的情况下,突发型和连续型的声发射信号都有可能产生。
轴承各组成部分(内圈、外圈、滚动体以及保持架)接触面间的相对运动、碰摩所产生的赫兹接触应力,以及由于失效、过载等产生的诸如表面裂纹、磨损、压痕、切槽、咬合、润滑不良造成的的表面粗糙、润滑污染颗粒造成的表面硬边以及通过轴承的电流造成的点蚀等故障,都会产生突发型的声发射信号。
连续型声发射信号主要来源于润滑不良(如润滑油膜的失效、润滑脂中污染物的浸入)导致轴承表面产生氧化磨损而产生的全局性故障、过高的温度以及轴承局部故障的多发等,这些因素造成短时间内的大量突发声发射事件,从而产生了连续型声发射信号。
滚动轴承在运行过程中,其故障(不管是表面损伤、裂纹还是磨损故障)会引起接触面的弹性冲击而产生声发射信号,该信号蕴涵了丰富的碰摩信息,因此可利用声发射来监测和诊断滚动轴承故障。
与振动方法不同的是,声发射信号的频率范围一般在20kH z 以上,而振动信号频率比较低,因此它不受机械振动和噪声的干扰,基于声发射监测和诊断滚动轴承故障有其独特的优越性。
1.3滚动轴承故障声发射信号传播衰减及测量问题滚动轴承声发射信号主要是以瑞利波形式传播[5]。
声发射源发出的信号经过轴承各组成部分的共振放大和滤波、接触面的作用(折射、反射、散射)后由传感器测得,并根据传感器测量方向(径向、轴向)的不同而不同。
轴承结构对声发射信号传播影响的机械因子Q具有强烈的不确定性,受轴承座、轴承类型等诸多因素的影响[6,7]。
关于滚动轴承声发射信号的衰减,不同的研究人员得出了并不尽相同的结论,C atli n[6]认为,超声频的声发射信号衰减很快,可以用来区别轴承故障与其他干扰源(如不对中、不平衡、轴弯曲等),要求测量的传感器尽量接近轴承。
Li[8]对比了滚动轴承故障声发射和振动信号的衰减,在远离轴承30c m的情况下,声发射信号可以拾取到故障特征,而振动信号则不能。
M or ha i n[9]的研究表明声发射信号在同一介质传播中衰减小,而越过介面传播的衰减较大。
另外,M ba[5]指出,表面故障如裂纹、擦伤等,以及表面磨光会导致瑞利波的衰减。
金属材料的声发射信号频率分布范围很宽,从数十千赫兹到数百千赫兹。
对于大多数材料研究和构件的非破坏性检测,一般采用单端谐振式声发射传感器,其谐振频率多位于50k H z~300kH z内,典型应用为150k H z,响应频带窄,波形畸变大,但灵敏度高,操作简便,价格便宜,适于大量常规检测。
声发射传感器的固定方法一般有磁座式和磁环式两种,要求传感器的固定面光滑平整,涂抹适量的耦合剂以降低信号的衰减。
2声发射信号参数分析方法用于滚动轴承故障诊断分析简化波形特征参数分析方法是广泛使用的经典声发射信号分析方法。
与全波形信号分析方法相比,参数分析法虽然损失了大量的信息,但是由于它记录速度快,检测分析的实时性强,目前在声发射工程检测中得到广泛应用。
参数分析的常用经典方法包括参数随时间的变化分析、参数的分布分析和参数的关联分析。
常用的分析参数有振铃计数、事件计数、持续时间、门槛值、RM S值、峰值、峭度等。
具有代表性的研究结果有:Tan[10]分析了滚动体滚过故障点时的声发射脉冲信号,通过计算信号幅值曲线下的积分面积(信号能量),认为随着故障尺寸和转速的增加,声发射事件呈指数增长,事件的持续时间和上升时间也随着故障尺寸的增大而增加。
Tandon[11]利用振铃计数和峰值两个参数,在变载荷、变转速、变故障尺寸的工况下对承受径向载荷的故障轴承进行诊断分析,认为峰值更有利于故障诊断,能够区别较小的故障,并且发现声发射技术在轴承低速运转时能和正常运转时具有同样的检测效果,这是振动检测无法做到的。
Choudhury[12]利用振铃计数-事件数、峰值-事件数统计分布图两种参数分析方法,分析了变载荷、变故障尺寸、变转速情况下的承受径向载荷的脂润滑圆柱滚子轴承的内圈和滚子故障,得出的结论是:振铃计数是检测轴承早期故障的有效参数,通过事件数分布随着振铃计数和峰值变化的规律可以诊断和预测轴承故障的发展趋势。
A bdu-l lah[13]研究了径向载荷作用下深沟球轴承外圈故障的声发射信号的R M S值和幅值与故障大小的关系,对比了相同工况下同时测量的振动信号的RM S值和幅值,得出声发射检测不仅能够诊断和识别早期故障,而且能够提供故障不同破坏程度的信息,适用于轴承的状态监测。
A l-Gha m d i[14]进一步研究了滚球轴承外圈故障声发射信号和振动信号的峭度值,认为声发射信号峭度值的变化可以用来作为故障有无和大小的指标,而振动信号峭度值则无明显变化。
作者更进一步得出声发射的持续时间与故障的长度(沿滚圈方向)正相关,而声发射事件幅度与背景噪声的比率与故障的宽度(垂直于滚圈方向)正相关的结论。
在低速滚动轴承故障诊断中,由于故障信号的幅值比较小,特别是在轴承的早期故障阶段,振动方法不能取得理想的结果,而声发射方法检测效果明显。
Rogers[15]在低速转动轴承的裂纹定位分析中,比较了振动方法和声发射方法的优劣。
在转速大于5r/m i n 时采用振动信号峭度分析,可以得到很好的效果,然而当转速继续降低时,加速度传感器没有拾取到低频的振动信号,证明该方法已不适用。
在相同条件利用声发射方法进行诊断时,采用幅度-计数分布图分析法诊断出轴承故障,取得了理想的效果。
Ja m a l u d i n[16]研究了声发射在1.12r/m in低速滚动轴承早期故障诊断中的应用,故障类型为早期表面损伤和润滑脂污染,利用峰值和能量分布图的曲线拟合,可以区分不同大小的故障和润滑污染情况。
相比采用振动检测方法不能得到故障特征。
作者认为,声发射检测用于低速运转的滚动轴承状态监测和故障诊断将是今后研究的热点,具有重要的工程意义。
3声发射信号波形分析方法用于滚动轴承故障诊断分析随着计算机技术的发展,基于波形的各种现代信号处理方法已得到了广泛应用。
如信号时频分析、高阶统计分析、现代谱分析等方法在滚动轴承振动信号处理中都有相关的文献报导。
现代信号处理方法应用于滚动轴承声发射信号分析的文献国内外相关的文献还很少,这可以部分归因于声发射信号是宽频分布的76振动与冲击2008年第27卷信号,频率范围从数十千赫兹到数兆赫兹,其次是由于采样频率很高,信号数据量很大,复杂的信号处理算法要用很长时间才能得到计算结果。
有研究人员对滚动轴承声发射信号包络后进行频谱分析,取得了一定的结果。
H a wm an[3]对声发射信号进行包络解调,然后对包络信号进行谱分析,在外圈故障频率附近看到了明显的突出成分。
TAVAKOLI[17]对声发射信号各单元段的R M S值进行包络和FFT分析,成功提取了外圈和内圈故障特征频率。
Pineyro[18]利用二阶能量谱密度、倒谱、H aar小波变换三种方法对滚动轴承外圈故障进行早期诊断,在对滚动轴承声发射信号进行H aar小波变换分析时,故障特征不明显,作者认为H aar小波用于轴承声发射信号处理具有一定的局限性。