西门子触摸屏上何建立点动按钮
西门子触摸屏画面触控偏移调整说明
触摸屏画面偏移的调整说明
(1)调触摸屏后面的拨码开关使6在OFF其它均在ON;
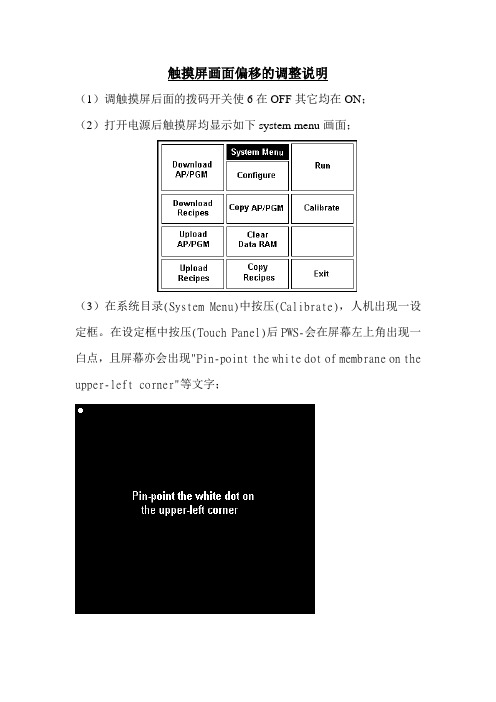
(2)打开电源后触摸屏均显示如下system menu画面;
(3)在系统目录(System Menu)中按压(Calibrate),人机出现一设定框。
在设定框中按压(Touch Panel)后PWS-会在屏幕左上角出现一白点,且屏幕亦会出现"Pin-point the white dot of membrane on the upper-left corner"等文字;
(4)用柔软而不尖锐,大小与人机所出现之白点适合的笔(如铅笔等)点压此白点后,此白点会再次出现在屏幕的右下方且人机出现"Pin-point the white dot of membrane on the lower-right corner”等文字。
注意:千万不要用金属制品或尖锐的工具如螺丝起子或原子笔来作此校正。
点压此白点后完成校正。
(5)关掉电源调触摸屏后面的拨码开关使6,7在OFF其它均在ON,打开电源进入操作画面看是否恢复正常;若还不正常,说明可能是硬件故障,需要维修。
MP277西门子触摸屏使用说明

MP277各种下载方法参考手册本手册使用面板组态软件采用WinCC flexible 2007,操作系统为Windows XP Professional SP2,面板为MP277-10 Touch,订货号:6AV6643-0CD01-1AX1 对于WinCC flexible2005 SP1以及较早版本,操作界面可能会有不同,该手册仅供参考。
目 录1.PC/PPI电缆下载方法 (3)1.1下载要求 (3)1.2下载设置 (3)2.以太网下载方法 (8)2.1下载要求 (8)2.2下载设置 (8)3.MPI/DP下载方法 (18)3.1 CP5611+MPI电缆下载 (18)3.1.1下载要求 (18)3.1.2下载设置 (18)3.2 PC-Adapter电缆下载 (26)3.2.1下载要求 (26)3.2.2下载设置 (26)4.USB电缆下载方式 (34)4.1下载要求 (34)4.2下载设置 (37)5.OS 更新设置 (41)5.1 在什么样的情况下,您需要更新面板的操作系统 (41)5.2 如何更新面板的OS(普通OS更新) (41)5.2 如何更新面板的OS(恢复出厂设置) (44)1.PC/PPI 电缆下载方法1.1下载要求下载电缆的选择,针对于MP277设备,支持的PC/PPI 电缆的订货号为以下三种1.6ES7901-3BF20-0XA02.6ES6901-3BF21-0XA03.6ES7901-3CB30-0XA0鉴于前两种电缆的型号比较老,目前市场上主要使用的是第三种PC/PPI 电缆,所以我们以此为例,说明如何使用PC/PPI 电缆对面板进行下载,注意:目前的软件还不支持使用6ES7901-3DB30-0XA0(USB 口)对MP277面板进行下载。
电缆如下图所示:6ES6901-3BF21-0XA06ES7901-3CB30-0XA0注意: 西门子的PC/PPI 电缆都有如图所示的适配器(电缆中间的方盒子),如果您的电缆没有适配器,表明电缆并非西门子产品,不支持计算机到面板的下载电缆连接方法:PC/PPI 电缆的一端(稍短)连接到计算机的串口上,另外一端(稍长)直接连接到面板下部IF1B 接口上。
软件(西门子810d)使用说明
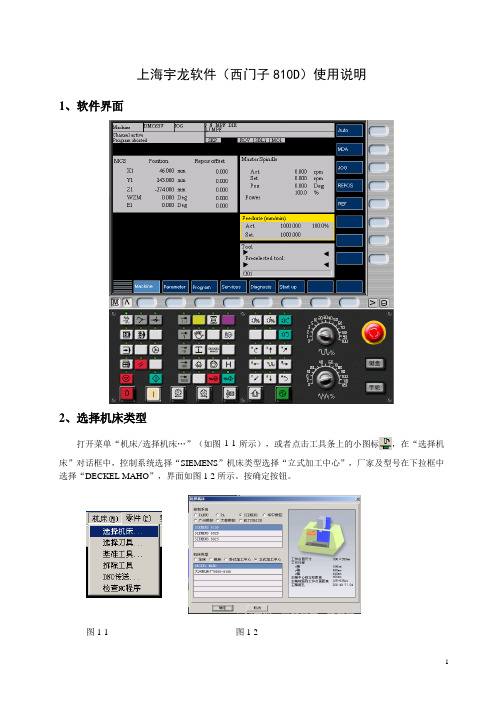
上海宇龙软件(西门子810D)使用说明1、软件界面2、选择机床类型打开菜单“机床/选择机床…”(如图1-1所示),或者点击工具条上的小图标,在“选择机床”对话框中,控制系统选择“SIEMENS”机床类型选择“立式加工中心”,厂家及型号在下拉框中选择“DECKEL MAHO”,界面如图1-2所示。
按确定按钮。
图1-1 图1-23、机床加电(1)点击【急停按钮】按钮,将其松开。
(2)点击【电源开】按钮,为机床加电。
4、机床回参考点机床加电后,点击【进给允许】按钮,再点击【运行开始】按钮,将机床回到参考点。
5、刀具装入刀具库(1)点击【区域选择】按钮,进入主菜单界面。
(2)选择【parameter】,进入下一级菜单。
(3)选择【Tool Managem`t】,进入刀具管理(4)选择【Load】,在Tool Ident中输入刀号(如1)回车。
如图1-3所示。
图1-3 图1-4(5)选择【Start】,出现如图1-4对话框。
然后选择【OK】,再选择【Start】。
(6)点击【开门锁】按钮,出现出现如图1-5对话框,选择需要的刀具点【确认】。
图1-5(7)点击【Magazine list】完成。
6、手动操作(1)使用方向键移动轴:点击【手动】按钮,使用方向键(图1-6)移动坐标轴,使用进给倍率开关(图1-7)调节移动速度。
(2)使用手轮移动轴:点击【手动】按钮,点击【手轮】按钮,选择手轮倍率(图1-8),使用方向键(图1-6)选择移动方向,点击【显示手轮】按钮(图1-9),使用手轮移动轴。
图1-6 图1-7 图1-8 图1-97、MDA操作(1)手动换刀:点击【MDA模式】按钮,在输入程序如图1-10所示。
点击【复位】按钮,点击【运行开始】按钮,完成换刀。
图1-10 图1-11 (2)手动旋转主轴:点击【MDA模式】按钮,在输入程序如图1-11所示。
点击【复位】按钮,点击【运行开始】按钮,主轴旋转。
8、新建一个零件程序(1)点击按钮回到初始界面,点击【区域选择】按钮,进入主菜单界面。
SIEMENSD加工中心操作
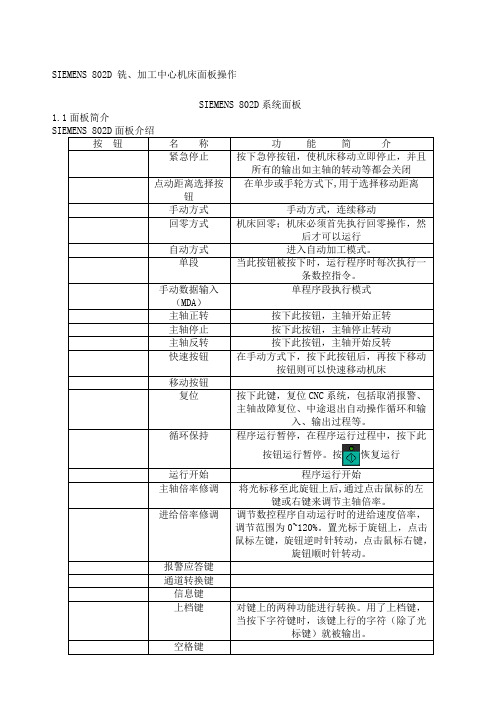
SIEMENS 802D 铣、加工中心机床面板操作SIEMENS 802D系统面板1.1面板简介恢复运行检查急停按钮是否松开,若未松开,将急停按钮松开。
1) 进入回参考点模式系统启动之后,机床将自动处于“回参考点”模式在其他模式下,依次点击按钮和进入“回参考点”模式2) 回参考点操作步骤Z轴回参考点:点击按钮,Z轴将回到参考点,回到参考点之后,Z轴的回零灯将从变为;X轴回参考点:点击按钮,X轴将回到参考点,回到参考点之后,X轴的回零灯将从变为;Y轴回参考点:点击按钮,Y轴将回到参考点,回到参考点之后,Y轴的回零灯将从变为;回参考点前的界面如图9-2-2-1所示:回参考点后的界面如图9-2-2-2所示:图9-2-2-1 机床回参考点前CRT界面图9-2-2-2 机床回参考点后CRT界面图1.3对刀数控程序一般按工件坐标系编程,对刀的过程就是建立工件坐标系与机床坐标系之间的关系的过程。
常见的是将工件上表面中心点(铣床及加工中心),工件端面中心点(车床)设为工件坐标系原点。
本使用手册就采用将工件上表面中心点(铣床及加工中心),工件端面中心点(车床)设为工件坐标原点的方法介绍。
将工件上其它点设为工件坐标系原点的对刀方法类似。
下面分别具体说明铣床、卧式加工中心、车床和立式加工中心的对刀方法。
1.3.1 X ,Y 轴对刀铣床及加工中心在X ,Y 方向对刀时一般使用的是基准工具。
基准工具包括“刚性靠棒”和“寻边器”两种。
(1)刚性靠棒刚性靠棒采用检查塞尺松紧的方式对刀,具体过程如下:X 轴方向对刀 点击操作面板中的按钮进入“手动”方式;通过点击 ,,按钮,将机床移动到X 方向一侧大致位置。
移动到大致位置后,可以采用手轮调节方式移动机床,基准工具和零件之间被插入塞尺。
将工件坐标系原点到X 方向基准边的距离记为2X ;将塞尺厚度记为3X (此处为1mm );将基准工具直径记为4X (可在选择基准工具时读出,刚性基准工具的直径为14mm ),将2X +3X +2/4X 记为DX 点击软键,进入“工件测量”界面,如图9-4-1-4所示。
Wincc仿真教程
目录0 项目要求: (2)1 项目分析与规划: (2)2 系统IO口分配: (2)3 系统接线原理图: (2)4 系统控制方式规划: (2)5 系统硬件选择与组态 (3)6 PLC程序设计 (19)7 触摸屏通讯设置、画面设计与变量控制 (24)8 项目仿真测试 (37)9 现场联机调试 (42)0 项目要求:(1)有一台三相交流异步电动机.可以用操作站上的按钮控制.也可以用监控站的触摸屏控制;(2)操作站安装有三个按钮SB1、SB2和SB3.其中按钮SB1可以实现电动机的点动控制.按钮SB2控制电动机的连续运行.按钮SB3用来控制电动机的停止。
另外操作站还有一个绿色指示灯HL1.当电动机点动运行时.HL1以1Hz的频率闪烁;当电动机连续运行时.HL1常亮;电动机停止运行时.HL1熄灭。
(3)触摸屏上设置有三个按钮.分别显示“点动”、“连续”和“停止”.其作用和操作站按钮SB1、SB2和SB3作用一样。
触摸屏上同时有图形和文字显示当前电动机的三种状态(点动运行、连续运行与电机停止)。
1 项目分析与规划:在本项目中.需要使用按钮和触摸屏来控制PLC程序.进而控制电动机的运行与停止.而PLC同时要通知触摸屏显示电动机的工作状态.PLC还需要控制指示灯指示电机目前的工作状态.所以项目的控制结构如图2.1所示。
2.1 项目控制结构2 系统IO口分配:3 系统接线原理图:(略)4 系统控制方式规划:(1)PLC控制程序规划(2)触摸屏画面规划1)只需要一幅画面2)需要放置三个按钮对象.名称分别为“点动”、“连续”和“停止”3)需要用图形来表示电动机的状态.可以采取用三个图形分别表示三种状态.也可以用一个图形不同颜色来表示三种状态.还可以用一个图形不同颜色/不同表现形式表示三种状态.在实例中选择一个图形不同颜色/不同表现形式表示。
4)需要用文本来显示电动机的状态.可以用文本的可见性来完成控制效果(电动机点动时.“点动运行”文本可见并闪烁;电动机连续运行时.“连续运行”文本可见;电动机停止时.“电机停止”文本可见)。
操作手册西门子系列

西门子802D数控铣床第一章数控系统面板1.1数控系统面板按键功能按键功能报警应答键通道转换键信息键未使用翻页键光标键选择/转换键程序操作区域键加工操作区域键参数操作区域键程序管理操作区域键报警/系统操作区域键字母键上档键转换对应字符数字键上档键转换对应字符上档建控制键替换键空格键退格删除键删除键插入键制表键回车/输入键1.2机床控制面板按键功能按键功能增量选择键点动参考点自动方式单段手动数据输入主轴正转主轴翻转主轴停Z轴点动X轴点动Y轴点动快进键复位键数控停止数控启动急停键主轴速度修调进给速度修调1.3屏幕显示区显示屏右侧和下方的灰色方块为菜单软键,按下软键,可以进入软键左侧或上方对应的菜单;有些菜单下有多级子菜单,当进入子菜单后,可以通过点击“返回”软键,返回上一级菜单;第二章手动操作2.1返回参考点1.进入系统后,显示屏上方显示文字:0030:急停;点击急停键,使急停键抬起;这时该行文字消失;2.按下机床控制面板上的点动键,再按下参考点键,这时显示屏上X、Y、Z坐标轴后出现空心圆如下图;3.分别按下、、键,机床上的坐标轴移动回参考点,同时显示屏上坐标轴后的空心圆变为实心圆,参考点的坐标值变为0;2.2 JOG运行方式2.2.1JOG运行1.按下机床控制面板上的点动键;2.选择进给速度;3.按下坐标轴方向键,机床在相应的轴上发生运动;只要按住坐标轴键不放,机床就会以设定的速度连续移动;2.2.2JOG进给速度选择使用机床控制面板上的进给速度修调旋钮选择进给速度:右键点击该旋钮,修调倍率递增;左键点击该旋钮,修调倍率递减;用右键每点击一下,增加5%;用左键每点击一下,修调倍率递减5%;2.2.3快速移动先按下快进按键,然后再按坐标轴按键,则该轴将产生快速运动;2.2.4增量进给1.按下机床控制面板上的“增量选择”按键,系统处于增量进给运行方式;2.设定增量倍率;3.按一下“+X”或“-X”按键,X轴将向正向或负向移动一个增量值;4.依同样方法,按下“+Y”、“-Y”、“+Z”、“-Z”按键,使Y、Z轴向正向或负向移动一个增量值;5.再按一次点动键可以去除步进增量方式;2.2.5设定增量值1.点击“设置”下方的软键;2.显示如下窗口,可以在这里设定JOG进给率、增量值等;3.使用光标键移动光标,将光标定位到需要输入数据的位置;光标所在区域为白色高光显示;如果刀具清单多于一页,可以使用翻页键进行翻页;4.点击数控系统面板上的数字键,输入数值;5.点击输入键确认;2.3 MDA运行方式1.按下机床控制面板上的MDA键,系统进入MDA运行方式:2.使用数控系统面板上的字母、数字键输入程序段;例如,点击字母键、数字键,依次输入:G00X0Y0Z0;屏幕上显示输入的数据;3.按数控启动键,系统执行输入的指令;第三章程序编辑3.1进入程序管理方式1.点击程序管理操作区域键;2.点击程序下方的软键;3.显示屏显示零件程序列表;3.2软键软键功能如果零件清单中有多个零件程序,按下该键可以选定待执行的零件程序,再按下数控启动键就可执行程序;输入新程序把选择的程序拷贝到另一个程序中;删除程序打开程序更改程序名3.3输入新程序1.按下;2.使用字母键,输入程序名;例如,输入字母:JI;3.按“确认”软键;如果按“中断”软键,则刚才输入的程序名无效;4.这时零件程序清单中显示新建立的程序;3.4编辑当前程序当零件程序不出于执行状态时,就可以进行编辑;1.点击程序操作区域键;2.点击编辑下方的软键;3.打开当前程序;4.使用面板上的光标键和功能键来进行编辑;5.删除:使用光标键,将光标落在需要删除的字符前,按删除键删除错误的内容;或者将光标落在需要删除的字符后,按退格删除键进行删除;第四章数据设置4.1进入参数设定窗口1.按下系统控制面板上的参数操作区域键,显示屏显示参数设定窗口:2.点击软键,可以进入对应的菜单进行设置;用户可以在这里设定刀具参数、零点偏置等参数;4.2设置刀具参数及刀补参数4.2.1设置刀具参数的基本方法1.点击“刀具表”下方的软键;2.打开刀具补偿设置窗口,该窗口显示所使用的刀具清单;3.使用光标键移动光标,将光标定位到需要输入数据的位置;光标所在区域为白色高光显示;如果刀具清单多于一页,可以使用翻页键进行翻页;4.点击数控系统面板上的数字键,输入数值;5.点击输入键确认;4.2.2软键一级菜单二级菜单功能手动确定刀具补偿参数清除刀具所有刀沿的刀具补偿参数显示刀具的所有参数点击该键,进入下一级菜单,用于显示和设定其他刀沿;选择下一级较高的刀沿号选择下一级较低的刀沿号建立一个新刀沿复位刀沿的所有补偿参数输入刀具号,搜索特定刀具暂未开通;建立新刀具的刀具补偿设定钻刀刀具号设定铣刀刀具号4.2.3建立新刀具点击软键新刀具,显示屏右侧出现钻削和铣刀两个菜单项,可以设定两种类型刀具的刀具号;例如,要建立刀具号为6的铣刀,其操作步骤如下:1.点击;2.点击,显示屏如下显示:3.使用数控系统面板上的数字键,输入数字6;4.点击右下方的“确认”软键,完成建立;这时刀具清单里会出现新建立的刀具;4.3设置零点偏置值1.点击“零点偏置”下方的软键;2.屏幕上显示可设定零点偏置的情况;3.使用光标键移动光标,将光标定位到需要输入数据的位置;光标所在区域为白色高光显示;4.点击数控系统面板上的数字键,输入数值;5.点击输入键确认;第五章自动运行操作5.1进入自动运行方式1.按下系统控制面板上的自动方式键,系统进入自动运行方式:2.显示屏上显示自动方式窗口,显示位置、主轴值、刀具值以及当前的程序段;5.2软键1.点击自动方式窗口下方菜单栏上的“程序控制”软键;2.显示屏右侧出现程序控制菜单的下一级菜单;按键功能按下该键后,所有到进给轴和主轴的给定值被禁止输出,此时给定值区域显示当前运行数值进给轴以空运行设定数据中的设定参数运行程序在运行到有M01指令的程序段时停止运行前面有“/”标志的程序段将跳过不予执行每运行一个程序段,机床就会暂停按快速修调键,修调开关对于快速进给也生效5.3选择和启动零件程序1.按下自动方式键;2.选择系统主窗口菜单栏“数控加工”-“加工代码”-“读取代码”,弹出windows打开文件窗口,在电脑中选择事先做好的程序文件,选中并按下窗口中的“打开”键将其打开,这时显示窗口会显示该程序的内容;3.按数控启动键,系统执行程序;5.4停止、中断零件程序●停止:按数控停止键,可以停止正在加工的程序,再按数控启动键,就能恢复被停止的程序;●中断:按复位键,可以中断程序加工,再按按数控启动键,程序将从头开始执行;。
西门子SMART700 触摸屏的使用说明书之欧阳引擎创编
触摸屏的使用说明书一、欧阳引擎(2021.01.01)二、简介THPSSM-1型系统的人机界面采用西门子SMART触摸屏。
人机界面采用西门子Smart 700触摸屏。
人机界面是在操作人员和机器设备之间做双向沟通的桥梁,用户可以自由的组合文字、按钮、图形、数字等来处理、监控、管理随时可能变化的信息的多功能显示屏幕。
注意事项:1.请确保在HMI设备外部为所有连接电缆预留足够的空间。
2.安装HMI设备时,确保人员、工作台和整体设备正确接地。
3.连接电源:仅限DC24V。
Smart 700面板说明:三、连接组态PC1.组态PC 能够提供下列功能:1.1传送项目;1.2传送设备映像;1.3将HMI 设备恢复至工厂默认设置;1.4备份、恢复项目数据。
2.将组态PC 与Smart Panel 连接:2.1关闭HMI 设备;2.2将 PC/PPI 电缆的RS485 接头与HMI 设备连接;2.3将PC/PPI 电缆的RS232 接头与组态PC 连接。
四、连接HMI设备序号D-sub 接头针脚号RS485RS422 11NC.NC.22M24_Out M24_Out 33B(+)TXD+44RTS*)RXD+55M M66NC.NC.77P24_Out P24_Out 88A(-)TXD-99RTS*)RXD-2.下表显示了 DIP 开关设置。
可使用 RTS 信号对发送和接通讯开关设置含义RS485SIMATIC PLC 和 HMI 设备之间进行数据传输时,连接头上没有 RTS 信号(出厂状态)与 PLC 一样,针脚 4 上出现 RTS 信号,例如,用于调试时与编程设备一样,针脚9 上出现RTS 信号,例如,用于调试时。
RS422在连接三菱 FX 系列 PLC 和欧姆龙CP1H / CP1L /CP1E-N 等型号 PLC 时,RS422/RS485 接口处于激活状态。
五、1.用户必须启用数据通道从而将项目传送至 HMI 设备。
西门子SMART700-触摸屏的使用说明书
触摸屏的使用说明书一、简介THPSSM-1型系统的人机界面采用西门子SMART触摸屏。
人机界面采用西门子Smart 700触摸屏。
人机界面是在操作人员和机器设备之间做双向沟通的桥梁,用户可以自由的组合文字、按钮、图形、数字等来处理、监控、管理随时可能变化的信息的多功能显示屏幕。
注意事项:1.请确保在HMI设备外部为所有连接电缆预留足够的空间。
2.安装HMI设备时,确保人员、工作台和整体设备正确接地。
3.连接电源:仅限DC24V。
Smart 700面板说明:二、连接组态PC1.组态PC 能够提供下列功能:1.1传送项目;1.2传送设备映像;1.3将HMI 设备恢复至工厂默认设置;1.4备份、恢复项目数据。
2.将组态PC 与Smart Panel 连接:2.1关闭HMI 设备;2.2将 PC/PPI 电缆的RS485 接头与HMI 设备连接;2.3将PC/PPI 电缆的RS232 接头与组态PC 连接。
三、连接HMI设备1.串行接口序号D-sub 接头针脚号RS485 RS4221 1 NC. NC.2 2 M24_Out M24_Out3 3 B(+) TXD+4 4 RTS*) RXD+5 5 M M6 6 NC. NC.7 7 P24_Out P24_Out8 8 A(-) TXD-9 9 RTS*) RXD- 2.下表显示了 DIP 开关设置。
可使用 RTS 信号对发送和接收方向进行内部切换。
通讯开关设置含义RS485 SIMATIC PLC 和 HMI 设备之间进行数据传输时,连接头上没有 RTS 信号(出厂状态)与 PLC 一样,针脚 4 上出现 RTS 信号,例如,用于调试时与编程设备一样,针脚9 上出现RTS 信号,例如,用于调试时。
RS422 在连接三菱 FX 系列 PLC 和欧姆龙CP1H / CP1L /CP1E-N 等型号 PLC 时,RS422/RS485 接口处于激活状态。
西门子触摸屏的使用说明书
触摸屏的使用说明书一、简介THPSSM-1型系统的人机界面采用西门子SMART触摸屏。
人机界面采用西门子Smart 700触摸屏。
人机界面是在操作人员和机器设备之间做双向沟通的桥梁,用户可以自由的组合文字、按钮、图形、数字等来处理、监控、管理随时可能变化的信息的多功能显示屏幕。
注意事项:1.请确保在HMI设备外部为所有连接电缆预留足够的空间。
2.安装HMI设备时,确保人员、工作台和整体设备正确接地。
3.连接电源:仅限DC24V。
Smart 700面板说明:二、连接组态PC1.组态PC 能够提供下列功能:1.1传送项目;1.2传送设备映像;1.3将HMI 设备恢复至工厂默认设置;1.4备份、恢复项目数据。
2.将组态PC 与Smart Panel 连接:2.1关闭HMI 设备;2.2将 PC/PPI 电缆的RS485 接头与HMI 设备连接;2.3将PC/PPI 电缆的RS232 接头与组态PC 连接。
三、连接HMI设备1.串行接口序号D-sub 接头针脚号RS485RS42211NC.NC.22M24_Out M24_Out33B(+)TXD+44RTS*)RXD+55M M66NC.NC.77P24_Out P24_Out88A(-)TXD-99RTS*)RXD-2.下表显示了 DIP 开关设置。
可使用 RTS 信号对发送和接收方向进行内部切换。
通讯开关设置含义RS485SIMATIC PLC 和 HMI 设备之间进行数据传输时,连接头上没有 RTS 信号(出厂状态)与 PLC 一样,针脚 4 上出现 RTS 信号,例如,用于调试时与编程设备一样,针脚9 上出现RTS 信号,例如,用于调试时。
RS422在连接三菱 FX 系列 PLC 和欧姆龙CP1H / CP1L /CP1E-N 等型号 PLC 时,RS422/RS485 接口处于激活状态。
四、启用数据通道1.用户必须启用数据通道从而将项目传送至 HMI 设备。
操作手册(西门子系列)
西门子802D数控铣床第一章数控系统面板1.1数控系统面板按键功能按键功能报警应答键通道转换键信息键未使用翻页键光标键选择/转换键加工操作区域程序操作区域键键参数操作区域键程序管理操作区域键报警/系统操作区域键字母键上档键转换对应字符数字键上档键转换对应字符上档建控制键替换键空格键退格删除键删除键插入键制表键回车/输入键1.2机床控制面板按键功能按键功能增量选择键点动参考点自动方式单段手动数据输入主轴正转主轴翻转主轴停Z轴点动X轴点动Y轴点动快进键复位键数控停止数控启动急停键主轴速度修调进给速度修调1.3屏幕显示区显示屏右侧和下方的灰色方块为菜单软键,按下软键,可以进入软键左侧或上方对应的菜单。
有些菜单下有多级子菜单,当进入子菜单后,可以通过点击“返回”软键,返回上一级菜单。
第二章手动操作2.1返回参考点1.进入系统后,显示屏上方显示文字:0030:急停。
点击急停键,使急停键抬起。
这时该行文字消失;2.按下机床控制面板上的点动键,再按下参考点键,这时显示屏上X、Y、Z坐标轴后出现空心圆(如下图);3.分别按下、、键,机床上的坐标轴移动回参考点,同时显示屏上坐标轴后的空心圆变为实心圆,参考点的坐标值变为0。
2.2 JOG运行方式2.2.1JOG运行1.按下机床控制面板上的点动键;2.选择进给速度;3.按下坐标轴方向键,机床在相应的轴上发生运动。
只要按住坐标轴键不放,机床就会以设定的速度连续移动。
2.2.2JOG进给速度选择使用机床控制面板上的进给速度修调旋钮选择进给速度:右键点击该旋钮,修调倍率递增;左键点击该旋钮,修调倍率递减。
用右键每点击一下,增加5%;用左键每点击一下,修调倍率递减5%。
2.2.3快速移动先按下快进按键,然后再按坐标轴按键,则该轴将产生快速运动。
2.2.4增量进给1.按下机床控制面板上的“增量选择”按键,系统处于增量进给运行方式;2.设定增量倍率;3.按一下“+X”或“-X”按键,X轴将向正向或负向移动一个增量值;4.依同样方法,按下“+Y”、“-Y”、“+Z”、“-Z”按键,使Y、Z轴向正向或负向移动一个增量值;5.再按一次点动键可以去除步进增量方式。