齿轮工艺卡
中心电机齿轮1工艺过程卡片

中心电机齿轮1工艺过程卡片王文斐产品名称并行可控式双回转单元零件名称中心电机齿轮1毛坯53号材质种类规格20CrMnTi 圆柱φ10,长20工序编号工序名称工作述要设备夹具刀具量具备注1 (粗)车夹左端,车右端面车床CA6140三爪卡盘端面车刀/ 轴向总长上留出6mm裕量1.5 (粗)车(粗)加工出齿轮部分的圆柱面φ4.4车床CA6140三爪卡盘90O弯头外圆车刀/ 留出2mm裕量2 (粗)车(粗)车左边φ3外圆(多次走刀),最后一次走刀时(粗)加工出齿轮的左侧表面车床CA6140三爪卡盘90O弯头外圆车刀/φ3外圆径向上留出1mm裕量(切去大部分裕量);齿轮右侧表面留出1mm裕量3 (粗)车夹右端,车左端面车床CA6140三爪卡盘端面车刀/ 轴向总长上留出3mm裕量4 检验检验裕量的大小/ / / 游标卡尺/5 (精)车(精)车左端面车床CA6140三爪卡盘端面车刀/5.5 (精)车(精)车φ3外圆与齿轮左侧表面车床CA6140三爪卡盘90O弯头外圆车刀/6 (精)车(精)车出齿轮部分的φ4.4圆柱面车床CA6140三爪卡盘90O弯头外圆车刀/为φ4.4圆柱面留出0.5mm裕量7 打孔在打φ2孔钻床ZM6132虎钳夹中心钻/ /8 打孔离左端面2mm处钻一φ0.8的孔钻通到中心间孔钻床ZM6132虎钳夹中心钻/ /8.5 攻丝在上步孔处攻出M1的螺纹孔手工虎钳夹攻丝刀/ /9 (精)车夹左端,(精)车右端面车床CA6140三爪卡盘90O弯头外圆车刀/10 插齿装夹好,并进行插齿插齿机YK5132插齿机上普通夹具插齿刀/加工后的齿形尺寸要比基本尺寸小0.03mm左右。
目的是为之后的热处理做准备。
11 热处理渗碳,淬火/ / / / 渗碳层深度0.3mm12 (粗)磨装夹好,粗磨齿轮表面磨床3TW-450磨夹具砂轮/ /13 (精)磨精磨齿轮表面磨床3TW-450磨夹具砂轮/ /14 桁齿桁齿桁齿机Y4232A磨夹具专用刀具/ 用于磨光齿面15 检验检验,清洗,妥善存放/ / / 游标卡尺加工完成。
齿轮轴实用工艺工序卡

标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号A2产品名称减速器零件名称齿轮轴共7 页第 1 页车间工序号工序名称材料牌号1 车45#毛坯种类毛坯外形尺寸每毛坯可制件数每台件数棒料150×Φ42 1 1设备名称设备型号设备编号同时加工件数车床CA6140 1夹具编号夹具名称切削液三爪卡盘乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助用三爪夹盘夹持距工件左端95mm处,车端面见平三爪夹盘,45度偏刀700 50 1 0.5 1打中心孔,用尾架顶尖顶住中心钻、顶尖车倒角45度车刀设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号A2产品名称减速器零件名称齿轮轴共7 页第 2 页车间工序号工序名称材料牌号2 车外圆,退刀槽45#毛坯种类毛坯外形尺寸每毛坯可制件数每台件数棒料150×Φ42 1 1设备名称设备型号设备编号同时加工件数车床CA6140 1夹具编号夹具名称切削液三爪卡盘乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗车外圆至Φ40×590度偏刀700 50 1 1 12 粗车外圆至Φ30×3090度偏刀700 50 1 2 13 粗车外圆至Φ20×3090度偏刀700 50 1 2 14 粗车外圆至Φ15×40 90度偏刀700 50 1 2 15 在28mm处车退刀槽2×2切断刀700 50 1 2 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号A2产品名称减速器零件名称齿轮轴共7 页第 3 页车间工序号工序名称材料牌号3 换位,钻中心孔45#毛坯种类毛坯外形尺寸每毛坯可制件数每台件数棒料150×Φ42 1 1设备名称设备型号设备编号同时加工件数车床CA6140 1夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 将零件调转,定位夹紧三爪卡盘、顶尖2 车毛坯端面,钻中心孔三爪卡盘、中心钻、45度偏刀700设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号A2产品名称减速器零件名称齿轮轴共7 页第 4 页车间工序号工序名称材料牌号4 车外圆,45#毛坯种类毛坯外形尺寸每毛坯可制件数每台件数棒料150×Φ42 1 1设备名称设备型号设备编号同时加工件数车床CA6140 1夹具编号夹具名称切削液三爪卡盘乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗车外圆至Φ20×3090度偏刀700 50 12 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号A2产品名称减速器零件名称齿轮轴共7 页第 5 页车间工序号工序名称材料牌号5 铣键槽,45#毛坯种类毛坯外形尺寸每毛坯可制件数每台件数棒料150×Φ42 1 1设备名称设备型号设备编号同时加工件数铣床 1夹具编号夹具名称切削液三爪卡盘乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 铣键槽90度偏刀700 50 1 1.5 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号A2产品名称减速器零件名称齿轮轴共7 页第 6 页车间工序号工序名称材料牌号6 磨,45#毛坯种类毛坯外形尺寸每毛坯可制件数每台件数棒料150×Φ42 1 1设备名称设备型号设备编号同时加工件数磨床 1夹具编号夹具名称切削液顶针乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 将车好的阶梯轴用顶尖顶住顶针2 粗磨Φ20轴平行砂轮700 50 1 0.2 13 精磨Φ20轴平行砂轮800 60 1 0.05 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号A2产品名称减速器零件名称齿轮轴共7 页第7 页车间工序号工序名称材料牌号7 滚齿,45#毛坯种类毛坯外形尺寸每毛坯可制件数每台件数棒料150×Φ42 1 1设备名称设备型号设备编号同时加工件数滚齿机 1夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助。
工艺卡和工艺流程卡 小齿轮设计工艺

机械加工工艺过程卡片产品型号零件图号产品名称 三级减速器传动齿轮 零件名称 三级减速器传动齿轮共 2 页 第 1 页材 料 牌 号 40Cr毛 坯 种 类铸造40Cr毛坯外形尺寸 Φ80×60每毛坯件数 1 每 台 件 数 备 注 工 序 号 工 名序 称工 序 内 容车 间 工 段设 备工 艺 装 备工 时准终 单件1 锻造利用金属模铸造,铸造住符合设计要求的毛坯。
毛坯尺寸按照毛坯图上尺寸金属模 2 清砂 清除浇注系统,冒口,型砂,飞边,飞刺等。
加热炉3 热处理 人工时效处理4 粗精车 用胎夹持工件加工上端面,尺寸为63mm 。
C512A 数控车床 专用夹具 5 粗精车 用胎夹持工件加工上端面,尺寸为60mm 。
C512A 数控车床 专用夹具 6 粗车 用胎夹持工件加工大外圆,尺寸为φ80.5mm 。
C512A 数控车床 专用夹具 7 精车 用胎夹持工件加工大外圆,尺寸为φ80mm 。
C512A 数控车床 专用夹具 8 粗车 用胎夹持工件加工小内孔,尺寸为φ29mm 。
C512A 数控车床 专用夹具 9 精车 用胎夹持工件加工小内孔,尺寸为φ29.5mm 。
C512A 数控车床 专用夹具 10插键槽 用胎夹持工件加工小内孔的键槽,尺寸为10mm 。
YMP-40A专用夹具设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记处数更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日 期机械加工工艺过程卡片产品型号零件图号三级减速器传动三级减速器传动材料牌号40Cr 毛坯种类铸造40Cr 毛坯外形尺寸Φ80×60每毛坯件数 1 每台件数备注工序号工名序称工序内容车间工段设备工艺装备工时准终单件11 滚齿用胎夹持工件加工齿形,模数:2.5,齿数:30,压力角:20度。
Z5140A专用夹具12 渗碳齿形表面渗碳。
加热炉专用夹具13 正火齿面正火,表面硬度为HRC58-63。
齿轮泵体工艺过程、工序卡卡片
机电职业技术学院齿轮泵体加工工艺过程及工序卡片编制审核批准共2页第2页机电职业技术学院机械加工工序卡片产品型号零件图号产品名称零件名称齿轮泵体共页第页车间工序号工序名称材料牌号机加铸HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件Φ130mm*130mm 1 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助01 铸造设计〔日期〕校对〔日期〕审核〔日期〕标准化〔日期〕会签〔日期〕徐志浩标记处数更改文件号签字日期标记处数更改文件号签字日期机电职业技术学院机械加工工序卡片产品型号零件图号产品名称零件名称齿轮泵体共页第页车间工序号工序名称材料牌号机加热处理HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件Φ130mm*130mm 1 1设备名称设备型号设备编号同时加工件数车间工序号工序名称材料牌号机加铣HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件Φ130mm*130mm 1 1设备名称设备型号设备编号同时加工件数铣床X5012 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助01 铣前端面至总长为130±0.05mm端铣刀500 4 2.2 3 2 3.6min02 粗铣上盖结合面面铣刀500 4 2.2 3 2 3.6min设计〔日期〕校对〔日期〕审核〔日期〕标准化〔日期〕会签〔日期〕徐志浩标记处数更改文件号签字日期标记处数更改文件号签字日期机电职业技术学院机械加工工序卡片产品型号零件图号产品名称零件名称齿轮泵体共页第页车间工序号工序名称材料牌号机加钻HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件Φ130mm*130mm 1 1设备名称设备型号设备编号同时加工件数钻床立式钻床Z515 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助01 钻上盖结合面上的4个∅9的孔钻头直径9 500 4 2 20 1 2min设计〔日期〕校对〔日期〕审核〔日期〕标准化〔日期〕会签〔日期〕徐志浩标记处数更改文件号签字日期标记处数更改文件号签字日期机电职业技术学院机械加工工序卡片产品型号零件图号产品名称零件名称齿轮泵体共页第页车间工序号工序名称材料牌号机加镗HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件Φ130mm*130mm 1 1设备名称设备型号设备编号同时加工件数钻床立式钻床Z515 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助01 钻上盖结合面上的4个螺纹底孔钻头直径14 500 46.8 2 6 1 5min设计〔日期〕校对〔日期〕审核〔日期〕标准化〔日期〕会签〔日期〕徐志浩标记处数更改文件号签字日期标记处数更改文件号签字日期机电职业技术学院机械加工工序卡片产品型号零件图号产品名称零件名称齿轮泵体共页第页车间工序号工序名称材料牌号机加攻HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件Φ130mm*130mm 1 1设备名称设备型号设备编号同时加工件数钻床立式钻床Z515 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助01 攻上盖结合面上4个螺纹细柄机用丝锥设计〔日期〕校对〔日期〕审核〔日期〕标准化〔日期〕会签〔日期〕徐志浩标记处数更改文件号签字日期标记处数更改文件号签字日期机电职业技术学院机械加工工序卡片产品型号零件图号产品名称零件名称齿轮泵体共页第页车间工序号工序名称材料牌号机加铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件Φ130mm*130mm 1 1设备名称设备型号设备编号同时加工件数加工中心TH6380加工中心1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助01 铣右端面至图样要求面铣刀500 4 2.2 67 1 3min设计〔日期〕校对〔日期〕审核〔日期〕标准化〔日期〕会签〔日期〕徐志浩标记处数更改文件号签字日期标记处数更改文件号签字日期机电职业技术学院机械加工工序卡片产品型号零件图号产品名称零件名称齿轮泵体共页第页车间工序号工序名称材料牌号机加车HT200产品名称零件名称齿轮泵体共页第页车间工序号工序名称材料牌号机加车HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件Φ130mm*130mm 1 1设备名称设备型号设备编号同时加工件数车床CA6140车床 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助01 掉头,车腔∅50,深18±0.05mm 高速圆柱铣刀500 4 2.2 18.2 1 3min设计〔日期〕校对〔日期〕审核〔日期〕标准化〔日期〕会签〔日期〕徐志浩标记处数更改文件号签字日期标记处数更改文件号签字日期机电职业技术学院机械加工工序卡片产品型号零件图号产品名称零件名称齿轮泵体共页第页车间工序号工序名称材料牌号机加钻HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件Φ130mm*130mm 1 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助01 钻∅35的孔,至图样要求键槽铣刀500 4 2.2 13 1 3min设计〔日期〕校对〔日期〕审核〔日期〕标准化〔日期〕会签〔日期〕徐志浩标记处数更改文件号签字日期标记处数更改文件号签字日期机电职业技术学院机械加工工序卡片产品型号零件图号产品名称零件名称齿轮泵体共页第页车间工序号工序名称材料牌号机加攻HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件Φ130mm*130mm 1 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助01 攻∅35孔的螺纹至加工要求螺纹刀500 15 10 15 1 1min设计〔日期〕校对〔日期〕审核〔日期〕标准化〔日期〕会签〔日期〕徐志浩标记处数更改文件号签字日期标记处数更改文件号签字日期机电职业技术学院机械加工工序卡片产品型号零件图号产品名称零件名称齿轮泵体共页第页车间工序号工序名称材料牌号机加钳HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件Φ130mm*130mm 1 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助01 去毛刺,倒角锉刀、刮刀设计〔日期〕校对〔日期〕审核〔日期〕标准化〔日期〕会签〔日期〕徐志浩标记处数更改文件号签字日期标记处数更改文件号签字日期机电职业技术学院机械加工工序卡片产品型号零件图号产品名称零件名称齿轮泵体共页第页车间工序号工序名称材料牌号机加HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件Φ130mm*130mm 1 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)。
齿轮轴机械加工工艺序卡片
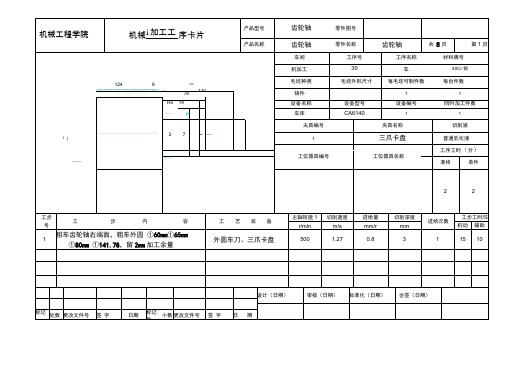
设计(日期) 审核(日期) 标准化(日期) 会签(日期)产品名称齿轮轴零件名称车间 工序号机加工 70齿轮轴工序名称共 8 页第 4 页材料牌号40Cr 钢工步 号 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数半精车齿轮轴左端面,保证全长,半精车外圆 CD60mm 留0.5mm 加工余量、半精车外圆①75mm加工到尺寸要求。
铸件 设备名称 车床 夹具编号设备型号 CA6140工位器具编号外圆车刀、三爪卡盘标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签 字 日 期设备编号 夹具名称三爪卡盘工位器具名称同时加工件数切削液 普通乳化液 工序工时(分)准终 单件主轴转速 r/min 500切削速度 m/s 进给量 mm/r 切削深度mm进给次数工步工时/s 机动 辅助1.270.81510齿轮轴零件名称齿轮轴共 8页 第 5 页车间 工序号工序名称 材料牌号机加工 80铳 40Cr 钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件11设备名称设备型号 设备编号同时加工件数铳床 X52K11夫具编号夹具名称切削液 1专用夹具普通乳化液 工位器具编号工位器具名称工序工时(分)准终单件产品名称1丨工步 号 主轴转速 r/min 切削速度 m/s 进给量 mm/r 切削深度进给次数mm机动 辅助铣键槽,选择两个①60mm 外圆面作为基准。
铣刀,游标卡尺标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签 字 日 期设计(日期) 300 19.30.5审核(日期)标准化(日期)会签(日期)15 10设计(日期) 审核(日期) 标准化(日期) 会签(日期)工步 号插齿轮齿轮轴零件名称齿轮轴共 8页 第 6 页车间 工序号工序名称 材料牌号机加工 90插齿轮 40Cr 钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件11设备名称设备型号 设备编号同时加工件数:插齿机11夹具编号夹具名称切削液 1专用夹具普通乳化液 工位器具编号工位器具名称工序工时(分)准终单件产品名称插刀、专用夹具标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签 字 日 期主轴转速 r/min 300 切削速度 m/s 19.3进给量 mm/r 0.5切削深度进给次数mm机动 辅助15 10产品型号 齿轮轴 零件图号 设计(日 期) 审核(日期) 标准化(日期) 会 签(日期)机械工程学院机械加工工序卡片产品名称齿轮轴零件名称齿轮轴共 8页第8页车间 工序号工序名称 材料牌号机加工 110粗精磨40Cr 钢工步 号1工 步 内 容 粗、精磨左端面及外圆 ①75mm 。
CA6140车床齿轮机械加工工艺卡片
黑龙江工业学院产品名称CA6140车床零件生产批量10000 第1页零件名称车床齿轮零件图号共11页毛坯种类锻造材料名称及型号45钢每件毛坯制坯数1 成品外形尺寸毛坯外形尺寸零件重量毛坯重量每台产品件数1车间名称工序号工种工序名称单件时间机床型号及名称夹具名称及编号刀具名称及编号辅助名称及编号量具名称及编号金工10 和后面的文字一样,见第2-11页,文字较多,可打印出来手写金工20金工30金工40金工50金工60金工70金工80钳工90工序简图车黑龙江工业学院第2页10 共11页产品名称零件名称零件图号CA6140车床车床齿轮机床名称机床型号冷却液车床CA6140毛坯材料45钢工时定额/min准备结束时间毛坯尺寸辅助时间夹具名称三爪卡盘基本时间夹具编号单件时间每台产品零件数工时定额序号工步内容转速/(r/min)切削速度(m/min)进给量(mm/r)刀具辅助工具量具名称编号名称编号名称编号101粗车右端φ118.5和φ91.5外圆及其端面YT5 ︒90偏刀游标卡尺102粗镗右端φ65孔内表面和φ70圆槽内表面YT5镗刀游标卡尺工序简图车黑龙江工业学院第3页20 共11页产品名称零件名称零件图号CA6140车床车床齿轮机床名称机床型号冷却液车床CA6140毛坯材料45钢工时定额/min准备结束时间毛坯尺寸辅助时间夹具名称三爪卡盘基本时间夹具编号单件时间每台产品零件数工时定额序号工步内容转速/(r/min)切削速度(m/min)进给量(mm/r)刀具辅助工具量具名称编号名称编号名称编号201粗车左端面φ108及其端面,粗镗左端φ90内孔表面YT5 ︒90偏刀YT5镗刀游标卡尺工序简图车黑龙江工业学院第4页 30共11页产品名称零件名称 零件图号CA6140车床 车床齿轮 机床名称 机床型号 冷却液 车床CA6140毛坯材料45钢 工时定额/min准备结束时间毛坯尺寸辅助时间夹具名称 三爪卡盘 基本时间 夹具编号单件时间 每台产品零件数工时定额序号工步内容转速/(r/min) 切削速度(m/min )进给量(mm/r)刀具辅助工具量具 名称 编号 名称 编号 名称 编号301半精车右端117φ和90φ外圆及其端面 YT5 ︒90偏刀 游标卡尺302半精镗左端90φ内孔表面和71φ圆槽内表面切槽刀内径千分尺303 倒右端的圆角YT5 ︒45外圆车刀工序简图车黑龙江工业学院第5页 40共11页产品名称零件名称 零件图号CA6140车床 车床齿轮 机床名称 机床型号 冷却液 车床CA6140毛坯材料45钢 工时定额/min准备结束时间毛坯尺寸辅助时间夹具名称 三爪卡盘 基本时间 夹具编号单件时间 每台产品零件数工时定额序号工步内容转速/(r/min) 切削速度(m/min )进给量(mm/r)刀具辅助工具量具 名称 编号 名称 编号 名称 编号401半精车左端5.106φ及其台阶面 YT5 ︒90偏刀 游标卡尺402半精镗左端94φ内孔表面YT5镗刀内径千分尺 403 倒左端的圆角,车沟槽YT5 ︒45外圆车刀工序简图滚黑龙江工业学院第6页 50共11页产品名称零件名称 零件图号CA6140车床 车床齿轮 机床名称 机床型号 冷却液 滚齿机Y3150毛坯材料45钢 工时定额/min准备结束时间毛坯尺寸辅助时间夹具名称心轴 基本时间 夹具编号单件时间 每台产品零件数工时定额序号工步内容转速/(r/min) 切削速度(m/min )进给量(mm/r)刀具辅助工具量具 名称 编号 名称 编号 名称 编号501以5.68 内孔及其一端面(A 或B )定位并夹紧,滚齿齿轮滚刀公法线百分表工序简图钻黑龙江工业学院第7页 60共11页产品名称零件名称 零件图号CA6140车床 车床齿轮 机床名称 机床型号 冷却液 钻床Z518毛坯材料45钢 工时定额/min准备结束时间毛坯尺寸辅助时间夹具名称 专用夹具 基本时间 夹具编号单件时间 每台产品零件数工时定额序号工步内容转速/(r/min) 切削速度(m/min )进给量(mm/r)刀具辅助工具量具 名称 编号 名称 编号 名称 编号601以5.68φ内孔及其一端面(A 或B )定位并夹紧,在4个工位上钻孔5φ钅忽 钻工序简图车黑龙江工业学院第8页 70共11页产品名称零件名称 零件图号CA6140车床 车床齿轮 机床名称 机床型号 冷却液 车床CA6140毛坯材料45钢 工时定额/min准备结束时间毛坯尺寸辅助时间夹具名称 三爪卡盘 基本时间 夹具编号单件时间 每台产品零件数工时定额序号工步内容转速/(r/min) 切削速度(m/min )进给量(mm/r)刀具辅助工具量具 名称 编号 名称 编号 名称 编号701精镗768k 内孔表面YT5镗刀 游标卡尺工序简图铣黑龙江工业学院第9页80 共11页产品名称零件名称零件图号CA6140车床车床齿轮机床名称机床型号冷却液铣床X52K毛坯材料45钢工时定额/min准备结束时间毛坯尺寸辅助时间夹具名称专用夹具基本时间夹具编号单件时间每台产品零件数工时定额序号工步内容转速/(r/min)切削速度(m/min)进给量(mm/r)刀具辅助工具量具名称编号名称编号名称编号801 在4个工位上铣mm2221⨯的槽高速钢粗铣刀8φ游标卡尺工序简图热黑龙江工业学院第10页90 共11页产品名称零件名称零件图号CA6140车床车床齿轮机床名称机床型号冷却液毛坯材料45钢工时定额/min准备结束时间毛坯尺寸辅助时间夹具名称基本时间夹具编号单件时间每台产品零件数工时定额序号工步内容转速/(r/min)切削速度(m/min)进给量(mm/r)刀具辅助工具量具名称编号名称编号名称编号901 热处理G52,槽内侧G48淬硬2mm902 去毛刺刮刀工序名称工序简图检工序号黑龙江工业学院第11页100 共11页产品名称零件名称零件图号CA6140车床车床齿轮机床名称机床型号冷却液毛坯材料45钢工时定额/min准备结束时间毛坯尺寸辅助时间夹具名称基本时间夹具编号单件时间每台产品零件数工时定额序号工步内容转速/(r/min)切削速度(m/min)进给量(mm/r)刀具辅助工具量具名称编号名称编号名称编号1001 检验入库。
齿轮箱工艺过程卡片及工序卡片
产品型号
C2150.6
零件图号
030710
产品名称
六轴自动车床
零件名称
齿轮箱
共1页
第1页
材料牌号
HT250
毛坯种类
铸件
毛坯外形尺寸
348×130×191
191
每毛坯可制件数
1
每件台数
1
备注
工
序
号
工序名称
工序内容
车
间
工
段
设备
工艺装备
工时(min)
准终
单件
Ⅰ
铸造
铸造
Ⅱ
时效
Ⅲ
涂底漆
5
切削
深度
mm
进给
次数
工步工时
机动
辅助
描图
C2150.6
零件图号
030710
产品名称
六轴自动车床
零件名称
齿轮箱
共9页
第3页
车间
工序号
工序名称
材料牌号
机加车间
7
铣
HT250
毛坯种类
毛坯重量
每毛坯可制件数
每件台数
铸件
16kg
1
1
设备名称
设备型号
设备编号
同时加工件数
铣床
X6132
1
夹具编号
夹具名称
切削液
专用夹具
无
工位器具编号
工位器具名称
工序公时
准终
工序名称
材料牌号
机加车间
9
镗
HT250
毛坯种类
毛坯重量
每毛坯可制件数
每件台数
铸件
齿轮工艺卡
16 剃齿剃齿Φ175.814 金工YA4232剃齿机W18剃齿刀,通用夹具17 钻孔钻4个Φ15孔金工Z3050摇臂钻床W18麻花钻Φ15,三爪卡盘18 清洗倒角,去毛刺清洗槽锉刀19 油封入库(用黄油涂抹整个零件表面,用油蜡纸包装,入库)。
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期佛山科技学院机械加工工序卡片产品型号零件图号产品名称减速器零件名称齿轮共13 页第 2 页车间工序号工序名称材料牌号金工车间Ⅴ钻孔45钢毛坯种类毛胚热处理毛坯外形尺寸每毛坯可制件数锻件 1设备名称设备型号设备编号同时加工件数普通车床CA6140车床车床 1切削液量具名称同时加工件数1夹具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻孔∅25mm Z3050摇臂钻床191 15.7 0.45 12.5 1标记处数更改文件号签字日期标记处数更改文件号签字日期佛山科技学院机械加工工序卡片产品型号零件图号图一产品名称减速器零件名称齿轮共13 页第 3 页车间工序号工序名称材料牌号金工Ⅵ粗车金工车间45钢毛坯种类毛胚热处理毛坯外形尺寸每毛坯可制件数锻件图二 1设备名称设备型号设备编号同时加工件数普通车床CA6140 1切削液量具名称同时加工件数1夹具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗车端面CA6140车床204 123.24 1.0 2.0 22 粗车外圆CA6140车床220 129.11 1.0 1.4 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期佛山科技学院机械加工工序卡片产品型号零件图号图一产品名称减速器零件名称齿轮共13 页第 4 页车间工序号工序名称材料牌号金工车间Ⅶ45钢毛坯种类毛胚热处理毛坯外形尺寸每毛坯可制件数锻件图二 1设备名称设备型号设备编号同时加工件数普通车床 1切削液量具名称同时加工件数1夹具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗车另一端面CA6140车床210 123.24 1.0 2.0 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期车间工序号工序名称材料牌号Ⅷ扩孔金工车间45钢毛坯种类毛胚热处理毛坯外形尺寸每毛坯可制件数锻件 1设备名称设备型号设备编号同时加工件数普通车床 1 切削液量具名称同时加工件数1夹具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工步工时r/min m/min mm/r mm 机动辅助1 扩孔∅44mm CA6140车床50 6.91 1.2 9.52 扩孔∅47mm CA6140车床50 7.22 1.2 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期车间工序号工序名称材料牌号金工车间Ⅸ精车45钢毛坯种类毛胚热处理毛坯外形尺寸每毛坯可制件数锻件图二 1设备名称设备型号设备编号同时加工件数普通车床 1 切削液量具名称同时加工件数1夹具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工步工时r/min m/min mm/r mm 机动辅助1 半精车端面CA6140车床275 127.90 0.3 1.3 12 半精车外圆CA6140车床250 144.53 0.30 0.575 13 倒角CA6140车床250 142.72 0.20 0.75 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期车间工序号工序名称材料牌号金工车间Ⅹ精车45钢毛坯种类毛胚热处理毛坯外形尺寸每毛坯可制件数锻件图二 1设备名称设备型号设备编号同时加工件数普通车床 1 切削液量具名称同时加工件数1夹具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工步工时r/min m/min mm/r mm 机动辅助1 半精车另一端面CA6140车床275 127.90 0.3 1.3 12 倒角CA6140车床250 142.72 0.20 0.75 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期Ⅺ金工车间45钢毛坯种类毛胚热处理毛坯外形尺寸每毛坯可制件数锻件 1设备名称设备型号设备编号同时加工件数普通车床 1 切削液量具名称同时加工件数1夹具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工步工时r/min m/min mm/r mm 机动辅助1 精车一端面CA6140车床250 142.72 0.20 0.5 22 倒角CA6140车床250 142.72 0.20 0.75 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期Ⅻ金工车间45钢毛坯种类毛胚热处理毛坯外形尺寸每毛坯可制件数锻件 1设备名称设备型号设备编号同时加工件数普通车床 1 切削液量具名称同时加工件数1夹具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工步工时r/min m/min mm/r mm 机动辅助1 精车另一端面CA6140车床250 142.72 0.20 0.5 22 倒角CA6140车床250 142.72 0.20 0.75 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期佛山科技学院机械加工工序卡片产品型号零件图号图一产品名称减速器零件名称齿轮共13 页第10 页车间工序号工序名称材料牌号ⅩⅢ金工车间45钢毛坯种类毛胚热处理毛坯外形尺寸每毛坯可制件数锻件 1设备名称设备型号设备编号同时加工件数普通车床 1切削液量具名称同时加工件数1夹具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗铰CA6140车床100 14.76 1.72 0.3 12 精铰CA6140车床100 14.82 1.46 0.1 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期佛山科技学院机械加工工序卡片产品型号零件图号图一产品名称减速器零件名称齿轮共13 页第11 页车间工序号工序名称材料牌号ⅩⅣ金工车间45钢毛坯种类毛胚热处理毛坯外形尺寸每毛坯可制件数锻件 1设备名称设备型号设备编号同时加工件数普通车床 1切削液量具名称同时加工件数1夹具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工步工时r/min m/min mm/r mm 机动辅助1 插键槽插床B50200.14 0.23 1 5设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期佛山科技学院机械加工工序卡片产品型号零件图号图一产品名称减速器零件名称齿轮共13 页第12 页车间工序号工序名称材料牌号ⅩⅤ金工车间45钢毛坯种类毛胚热处理毛坯外形尺寸每毛坯可制件数锻件 1设备名称设备型号设备编号同时加工件数普通车床 1切削液量具名称同时加工件数1夹具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工步工时r/min m/min mm/r mm 机动辅助1 滚齿Y3150E滚齿机110 24.34 1.6 1 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期佛山科技学院机械加工工序卡片产品型号零件图号图一产品名称减速器零件名称齿轮共13 页第13 页车间工序号工序名称材料牌号ⅩⅥ金工车间45钢毛坯种类毛胚热处理毛坯外形尺寸每毛坯可制件数锻件 1设备名称设备型号设备编号同时加工件数普通车床 1切削液量具名称同时加工件数1夹具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工步工时r/min m/min mm/r mm 机动辅助1 剃齿YA4232剃齿机1100 17.99 0.06 0 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
双联齿轮加工工序卡
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
钻镗花键底孔至尺寸φ30H12
三抓自定心卡盘
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
用心轴定位,精车外圆、端面及齿槽至尺寸要求
心轴
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
零件图号
7
产品名称
变速箱
零件名称
双联齿轮
共
11
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
推孔
推孔夹具
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
齿轮轴工艺工序卡
棒料
150×Φ42
1
1
设备名称
设备型号
设备编号
同时加工件数
滚齿机
1
夹具编号
夹具名称
切削液
乳化液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
在Φ33处滚齿
滚刀
2
热处理
3
磨齿轮外圆
平行砂轮
1
2
1
5
在28mm处车退刀槽2×2
切断刀
700
50
1
2
1
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
零件图号
A2
产品名称
减速器
零件名称
齿轮轴
共
7
页
第
3
页
车间工序号ຫໍສະໝຸດ 工序名称材料牌号3
换位,钻中心孔
45#
毛坯种类
工序名称
材料牌号
1
车
45#
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
棒料
150×Φ42
1
1
设备名称
设备型号
设备编号
同时加工件数
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
温州职业技术学院
齿轮零件机械加工工艺规程
设计者
专业:
班级:
学号:
指导教师:**
2015年4 月2 日
标记处数更改文件号签
字
日期标记处数更改文件号签字日期
温州职业技术学院机械加工工序卡片产品型号CA6140
零件
图号
CK6140-3-016 程序号O0001 产品名称普通车床
零件
名称
齿轮共 1 页第 1 页车间工序号工序名称材料牌号
数控 3 粗车45#
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数
锻件 1 1
设备名称设备型号设备编号同时加工件数
数控车床CK6140 WZVTC-101 1
夹具编号夹具名称切削液
气动三爪卡盘乳化液
工位器具编号工位器具名称
工序工时(分)
准终单件
工步号工步内容刀具号工艺装备
刀补量主轴转速进给量被吃刀量工时/min
半径长度r/min mm/r mm 机动辅助
1 夹小头,平端面,粗车外圆Φ229T01 外圆车刀刀杆
DCLNR2525M12
粗车刀片CNMG120408—
NM9 WPP10
800 0.4 2
2 调头,平端面至总长62.5 mm,粗车外圆Φ112T01 800 0.4 2
设计(日期)校对(日期)审核(日
标准化(日期)会签(日期)
标记处数更改文件号签字日期标记处数更改文件号签字日期
温州职业技术学院机械加工工序卡片产品型号CA6140
零件
图号
CK6140-3-016 程序号O0002 产品名称普通车床
零件
名称
齿轮共 1 页第 1 页车间工序号工序名称材料牌号
数控 3 精车45#
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数
锻件 1 1
设备名称设备型号设备编号同时加工件数
数控车床CK6140 WZVTC-101 1
夹具编号夹具名称切削液
气动三爪卡盘乳化液
工位器具编号工位器具名称
工序工时(分)
准终单件
工步号工步内容刀具号工艺装备
刀补量主轴转速进给量被吃刀量工时/min
半径长度r/min mm/r mm 机动辅助
1 精车端面至总长61.5 mm
T01 镗刀刀杆A32T-SCLCR12
粗镗刀片CCMT120408—PS5
WPP10
1100 0.2 0.8
2 粗车内孔至Φ83.5700 0.
3 1.5
3 精车内孔留磨量0.5mm,倒角成T02 镗刀刀杆A32T-SCLCR12
精镗刀片CCMT120408—PF4
WPP01
1100 0.1 0.5
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)
温州职业技术学院机械加工工序卡片产品型号CA6140
零件
图号
CK6140-3-016 程序号O0003 产品名称普通车床
零件
名称
齿轮共 1 页第 1 页车间工序号工序名称材料牌号
数控 5 精车45#
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数
锻件 1 1
设备名称设备型号设备编号同时加工件数
数控车床CK6140 WZVTC-101 1
夹具编号夹具名称切削液
液压可胀心轴乳化液
工位器具编号工位器具名称
工序工时(分)
准终单件
工步号工步内容刀具号工艺装备
刀补量主轴转速进给量被吃刀量工时/min
半径长度r/min mm/r mm 机动辅助
1 上心轴,精车端面至60.5 mm,精车外圆Φ110、
Φ227.5留磨量0.5 mm,倒角成
T01
外圆车刀刀杆
DCLNR2525M12
精车刀片CNMG120408—
NF3 WPP01
1200 0.2 0.8
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)
数控机床加工刀具卡片
产品型号CK6140 零件名称齿轮零件图号CK6140-3-016机床名称与与型号工艺名称粗车产品名称数控车床材料45#件数 1 数控车床CK6140 工序号 3 程序号刀号刀具名称刀杆刀片加工部位刀具简图
O0002 T01 镗刀A32T-SCLCR12 CCMT120408—PS5 WPP10
T01、T02:T02 镗刀A32T-SCLCR12 CCMT120408—PF4 WPP01
编制签名(日期):校对签名(日期):审核签名(日期):批准签名(日期):
数控机床加工刀具卡片
产品型号CK6140 零件名称齿轮零件图号CK6140-3-016机床名称与与型号工艺名称精车产品名称数控车床材料45#件数 1 数控车床CK6140 工序号 5 程序号刀号刀具名称刀杆刀片加工部位刀具简图
O0003 T01 外圆车刀DCLNR2525M12 CNMG120408—NM9 WPP10 粗车外圆、端面
T01:
编制签名(日期):校对签名(日期):审核签名(日期):批准签名(日期):
数控机床加工刀具卡片
产品型号YMJ200 零件名称曲面轴零件图号PJ520-3-016机床名称与与型号工艺名称粗、精车产品名称压路机材料45#件数 1 数控车床CK6140 工序号 6
程序号刀号刀具名称刀杆刀片加工部位刀具简图
O0003 T01 外圆车刀DCLNR2525M12 CNMG120408—NF3 WPP01 精车外圆、端面
T04:
编制签名(日期):校对签名(日期):审核签名(日期):批准签名(日期):。