焊接螺母螺栓强度检测方法
各类高强度螺栓的相应规范与验收方法
各类高强度螺栓的相应规范与验收方法一、主控项目内容:1、钢结构制作和安装单位应按《钢结构工程施工质量验收规范》按规定分别进行高强度螺栓连接摩擦面的抗滑移系数试验和复验,现场处理的构件摩擦面应单独进行摩擦面抗滑移系数试验,其结果应符合设计要求。
检查数量:见《钢结构工程施工质量验收规范》检验方法:检查摩擦面抗滑移系数试验报告和复验报告。
2、高强度大六角头螺栓连接副终拧完成1h后、48h内应进行终拧扭矩检查,检查结果应符合《钢结构工程施工质量验收规范》的规定。
检查数量:按节点数抽查10%,且不应少于10个;每个被抽查节点按螺栓数抽查10%,且不应少于两个。
检验方法:按《钢结构工程施工质量验收规范》的规定。
3、扭剪型高强度螺栓连接副终拧后,除因构造原因无法使用专用扳手终拧掉梅花头之外,未在终拧中拧掉梅花头的螺栓数不应大于该节点螺栓数的5%。
对所有梅花头未拧掉的扭剪型高强度螺栓连接副应采用扭矩法或转角法进行终拧并作标记,且按第二条的规定进行终拧扭矩检查。
检查数量:按节点数抽查10%,但不应少于10个节点,被抽查节点中梅花头未拧掉的扭剪型高强度螺栓连接副全数进行终拧扭矩检查。
检验方法:观察检查及按《钢结构工程施工质量验收规范》的规定。
二、一般项目:1、高强度螺栓连接副的施拧顺序和初拧、复拧扭矩应符合设计要求和国家现行行业标准《钢结构高强度螺栓连接技术规程》的规定。
检查数量:全数检查资料。
检验方法:检查扭矩扳手标定记录和螺栓施工记录。
2、高强度螺栓连接副终拧后,螺栓螺纹外露应为2~3扣,其中允许有10%的螺栓螺纹外露1扣或4扣。
检查数量:按节点数抽查5%,且不应少于10个。
检验方法:观察检查。
3、高强度螺栓连接摩擦面应保持干燥、整洁,不应有飞边、毛刺、焊接飞溅物、焊疤、氧化铁皮、污垢等,除设计要求外摩擦面不应涂漆。
检查数量:全数检查。
检验方法:观察检查。
4、高强度螺栓应自由穿入螺栓孔。
高强度螺栓孔不应采用气割扩孔,扩孔数量应征得设计同意,扩孔后的孔径不应超过1.2d(d为螺栓直径)。
高强度螺栓预拉力、扭矩系数
高强度螺栓预拉力、扭矩系数第一篇:高强度螺栓预拉力、扭矩系数验收批、取样方法和数量(一)钢材及焊接材料复验 1.抽检数量及检验方法(1)对属下列情况之一的钢材,应进行抽样复验,其复验结果应符合现行国家产品标准和设计要求:国外进口钢材;钢材混批;板厚等于或大于40mm,且设计有Z向性能要求的厚板;建筑结构安全等级为一级,大跨度钢结构中主要受力构件所采用的钢材;对质量有疑义的钢材。
检查数量:全数检查。
检验方法:检查复验报告。
(2)重要结构采用的焊接材料应进行抽样复验,复验结果应符合现行国家产品标准和设计要求。
检查数量:全数检查。
检验方法:检查复验报告。
2.合格质量标准符合设计要求和国家现行有关产品标准的规定(二)高强度螺栓预拉力、扭矩系数复验(三)1.高强度大六角头螺栓连接副扭矩系数复验(1)抽检数量及检验方法复验用螺栓应在施工现场待安装的螺栓批中随机抽取,每批应抽取8套连接副进行复验。
每套连接副只应做一次试验,不得重复使用。
在紧固中垫圈发生转动时,应更换连接副,重新试验。
(2)合格质量标准[螺栓预拉力值范围(KN)] 螺栓规格(mm)M16 M20 M22 M24 M27 M30 预拉力值P 10.9s 93~113 142~177 175~215 206~250 265~324 325~390 8.8s 62~78 100~120 125~150 140~170 185~225 230~275 2.扭剪型高强度螺栓连接副预拉力复验(1)抽检数量及检验方法复验用螺栓应在施工现场待安装的螺栓批中随机抽取,每批应抽取8套连接副进行复验。
每套连接副只应做一次试验,不得重复使用。
在紧固中垫圈发生转动时,应更换连接副,重新试验。
(2)合格质量标准[紧固预拉力和标准偏差(KN)] 螺栓规格(mm)16 20(22)24 紧固预拉力的平均值99~120 154~186191~231 222~270 标准偏差 10.1 15.7 19.5 22.7(四)高强度螺栓连接摩擦面抗滑移系数复验;1.制造厂和安装单位应分别以钢结构制造批为单位进行抗滑移系数试验。
螺母、螺栓与螺柱焊接质量检验

螺母焊接规范一、螺母形状和评定工程备注:抗拉荷重测试应优先与抗扭力荷重和焊核直径测量。
1.1测量螺母形状,抗拉荷重测量应优先。
1.2螺纹精度应满足焊接前要求。
1.3保证载荷应满足焊接前的规范。
1.4抗拉荷重应根据规定测试,焊接螺母上焊接部位不能有裂痕。
二、抗拉荷重单位:KN二、焊核直径备注:1、凸焊所允许的最小焊核直径应为3mm或3mm以上。
2、直径计算方法3、焊核直径是参照钢板搭接处或螺母凸缘处分离实验拔出的孔洞形成的。
三、抗扭矩单位:N.M螺母规格M4、5 M6 M8 M10 M12 抗扭矩12.7 15.5 20.5 37.3 42.2 备注:抗扭矩按要求测试后,螺母焊接部位不能有分离和裂痕。
三、测试方法1、抗拉实验2、抗扭力荷重螺栓焊接规范一、螺栓种类二、螺栓种类对应的评价工程种类评价工程等级1 外观螺纹精度抗压荷重,密封性能等级2 抗压荷重,焊核直径1、外观通过目测来评定,不能有变形和表面不能有污物。
2、螺栓的螺纹精度应满足焊接前的要求。
3、螺栓保证载荷应满足焊接前的要求。
三、压溃实验备注:括号中的值时凸点的数量和直径四、焊核直径备注:1、焊核的测量2、是在搭接处由撕裂实验造成孔的大小,当搭接处的厚度为1.4mm或以上时,应满足表中焊核直径和高度。
3、焊核高度是三个焊点中最小的。
五、压溃实验方法点焊质量规范一、不良1、虚焊或漏焊:不能满足焊核直径和焊核高度的情况。
较薄板的厚度mm 最小焊核尺寸或断裂面直径mm0.5-0.790.8-0.991.0-1.241.25-1.591.6-1.992.0-2.492.5-3.143.15-3.543.55-3.993.64.04.55.05.66.37.18.08.52、边焊:a)点焊的凹陷处在边缘外的情况。
如图1b)焊点凹陷处在边线之外但在被挤压变形的钣件之内,需要进行表面处理的情况。
如图23、以下情况不认为是边焊a)表面不需要作外观处理,焊点凹陷处在边缘或焊点凹陷处在中间夹层钢板边缘内的情况。
焊接过程参数分析与管理

焊接过程参数分析与管理摘要:随着汽车行业高速发展和高质量要求,客户购车的质量要求不断提升。
同时,对车身焊接强度和焊接外观质量的需求也不断地提高。
因此,焊接参数的信息化管理是各企业迫在眉睫发展要求,同时选用的设备型号标准化统一性较高。
文章介绍了焊接过程参数的检测与采集,提出了焊接参数的设定、调整与管理办法,希望能为行业相关从业人员提供参考。
关键词:焊接;参数分析;管理0引言焊接作为一种基本的加工方法,应用很广。
它与国民经济各个部门,如冶金、农业机械、机械制造、汽车制造等方面的发展,有着密切的关系,具有很大的经济意义,尤其是熔化极气体保护焊,它具有适用范围广、可操作性强、生产效率高等优点,作为一种重要的焊接工艺方法在现代制造业生产中得到广泛的应用。
现代焊接技术以高效、节能、优质及其工艺过程数字化、自动化、智能化控制为特征,其焊接参数对焊接质量有着很大的影响,为了保证焊接质量,在焊接工艺中焊接参数的制定和执行是最重要的内容。
1焊接工艺概述电气设备主要由电源和电气设备组成。
汽车制造过程运用到的焊接工艺中,车身件大部分通过点焊标准件,悬焊焊接及机器点焊方式组合。
由于组成车身的钢板较薄,为防止焊接变形,车身焊接以电阻焊为主,CO2气体保护焊、螺柱焊、电弧焊、钎焊等工艺方法也在生产中得到应用。
利用电流通过工件时产生的电阻热来加热工件进行焊接。
电阻焊包括:点焊、缝焊、凸焊、对焊。
机器人焊接技术,具有效率高、焊接质量稳定、自动化程度高、柔性好等优点,在汽车焊接生产中大量采用。
焊接生产线上的机器人可以完成焊接、切割、打磨修整工件、自动上、下工件和装配、尺寸检测等工作。
焊接机器人包括点焊机器人、弧焊机器人、TIG焊机器人、激光焊接机器人等,其中弧焊机器人和点焊机器人用量最大。
2焊接参数的检测与采集焊接参数主要包括焊接电流(I)、焊接电压(U)、焊接时间(t)、气体压力(P)、电极压力(KN)等内容。
电信号的参数提取主要采用电子测量仪器,其大体可分为四代:模拟仪器、数字化仪器、智能仪器和虚拟仪器,其中虚拟仪器的应用是现代计算机技术通信技术和测量技术相结合的产物,也是传统仪器观念的一次巨大变革,是将来仪器产业发展的一个重要方向。
HES焊接强度试验基准
a)材料相同板厚相同﹙材料抗拉强度相同板厚相同﹚——按相应的抗拉剪切强度可作参考。
例 :JSC270E/1.6t和JSC270E/1.6t
选等级270Mpa/1.6t的抗拉剪切强度 7662N作基准。(参照表1 中a)
b)材料相同板厚不同﹙材料抗拉强度相同板厚不同﹚——按较薄板的抗拉剪切强度作基准。
电阻点焊强度试验标准
抗拉剪切强度试验
公称板厚的选取:
1.在板厚和材质不同钢板焊接时,计算钢板抗拉强度与钢板厚 度的积,取积较小的钢板厚度作为公称板厚。
2.三层以上焊接时,试片的形状为图3,尺寸按照表1。这种情 况下的剪切强度试验,如图3a)、b)所示,要在相关部件材质间 进行。
3.三层以上焊接,板厚或材质不同时,试片尺寸,计算不同相 关部件材质的抗拉强度与板厚的积,取较小值的板材的板厚为 公称板厚。
工程间检查、初 物检查至少各一 次
工程间检查 量产准备阶段(工艺参数确认) (需要提供报告) 初物检查
工程间检查依据 工厂的质量管理 规定量产准备阶 段都做
-抗拉剪切强度试验
•试片的形状及尺寸 ——JIS Z 3136 尺寸的选取见表1
图2为两层钢板的焊接
焊接强度试验标准
电阻点焊强度试验标准
抗拉剪切强度试验
焊、软钎焊、闪光焊、凸焊和摩擦焊,符号依据表3。 • 注意:
焊接强度分:A/B/C三个等级; 图面没有标识为B级。
补充说明 焊接强度等级 (HES A 1018) 焊接方法类别
1、基本符号
焊接符号的表示方法
2、辅助符号
焊接符号的表示方法
3、类别符号
焊接符号的表示方法
4、图纸标注方法
焊接符号的表示方法 a) 电阻点焊的图面示例1
螺母螺栓焊接强度检验控制方法

螺母螺栓焊接强度检验控制方法螺母螺栓焊接是一种常用的连接方法,用于在结构工程、机械工程和汽车制造等领域中连接金属构件。
焊接强度是螺母螺栓连接的重要性能指标之一,对于确保连接的可靠性和安全性至关重要。
因此,采用适当的检验和控制方法对螺母螺栓焊接强度进行检验和控制是十分必要的。
1.定义焊接强度标准和要求首先,需要制定螺母螺栓焊接强度的标准和要求。
这包括定义强度的具体指标和数值要求,例如抗拉强度、抗剪强度等。
标准和要求应该基于专业知识和实验数据,确保焊接连接具备足够强度和可靠性。
2.确定焊接工艺参数焊接工艺参数对焊接强度有重要影响。
根据具体的应用需求和焊接材料的特性,确定合适的焊接工艺参数,包括焊接电压、电流、焊接速度、电弧长度等。
理论计算和实验方法可以用于确定最佳焊接工艺参数,以获得最佳的焊接强度。
3.选择合适的焊接材料焊接材料的选择对焊接强度有直接影响。
选取合适的焊接材料,包括焊丝和保护气体,以满足焊接连接的强度要求。
焊接材料的强度和化学成分需要与连接材料相匹配,以确保焊接连接的强度和可靠性。
4.建立焊接工艺评估方法建立适当的焊接工艺评估方法,用于评估焊接连接的强度。
这可以包括非破坏性检测方法,如超声波检测、磁粉检测等,以及破坏性检测方法,如拉伸试验、剪切试验等。
通过对焊接连接进行这些测试,可以准确评估焊接连接的强度,并判断是否满足标准和要求。
5.实施焊接连接质量控制实施焊接连接质量控制措施,确保焊接连接的强度满足标准和要求。
这包括对焊接工艺参数进行实时监控和记录,以确保焊接连接的一致性和可重复性。
同时,进行焊接连接的外观检查和尺寸检查,以确保焊接连接的质量和符合要求。
6.进行焊接连接强度统计分析对焊接连接的强度数据进行统计分析,检查焊接强度的分布情况和性能优劣。
根据统计分析的结果,评估焊接连接的可靠性和强度的稳定性,发现潜在问题并进行相应的改进和控制措施。
总之,螺母螺栓焊接强度的检验和控制涉及多个方面,包括标准和要求的确定、焊接工艺参数的确定、焊接材料的选择、工艺评估方法的建立、质量控制措施的实施和强度统计分析等。
焊接强度试验基准

一、焊接的分类 1.电阻点焊 2.凸焊 3.缝焊 4.气体保护焊 5.激光焊 6.钎焊 二、焊接符号的表示方法 1.基本符号 2.辅助符号 3.类别符号 4.图纸标注方法 三、焊接强度试验标准 1.电阻点焊焊接强度试验标准 2.焊接螺母焊接强度试验标准 3.焊接螺栓焊接强度试验标准 4.气体保护焊焊接强度试验标准 5.激光焊焊接强度试验标准 6.焊接强度试验标准总结 四、焊接强度检查表
焊接的分类
4、气体保护焊 、
•定义: 属于电弧焊类。利用气体在电弧周围形成局部的保护层,保护金属熔滴、焊接 熔池和焊接区高温金属不受空气的氧化作用影响的焊接过程,简称气体保护焊。 常用的保护气体:惰性气体(如氩气、氦气)、还原性气体(如氢气、氮气)、 氧化性气体(如二氧化碳等)。 •特点: 1.气体保护层,防止有害于熔滴和熔池的气体侵入,保证焊接过程的稳定。 2.由于保护气体对弧柱有压缩作用,使电弧热量集中,熔池体积小,因而,其 焊接热影响区和焊接变形都比其他电弧焊和气焊小。
补充说明 焊接强度等级 (HES A 1018) 焊接方法类别
焊接符号的表示方法
1、基本符号 、
焊接符号的表示方法
2、辅助符号 、
焊接符号的表示方法
3、类别符号 、
焊接符号的表示方法
4、图纸标注方法 、
a) 电阻点焊的图面示例1
图1
焊接符号的表示方法
图纸标注方法
电阻点焊的图面示例2
图2
焊接符号的表示方法 b) 凸焊的图面示例
图纸标注方法
焊接符号的表示方法
图纸标注方法
c) 螺栓焊接的图面示例
焊接符号的表示方法
图纸标注方法
d) 焊接螺栓凸焊的图面示例
焊接符号的表示方法 e) 螺栓角焊的图面示例
螺母焊接 电极修磨标准
螺母焊接电极修磨标准电极头大小对焊接质量的影响:1、电极头直径增大,电流密度会相应变小,导致焊接熔核直径变小;2、电极头直径过小,会发生飞溅、内部飞溅、产生深的缺口以及强度降低。
目前我厂对于凸焊螺母焊接质量的能够检验方法有:①、目测法(凭个人实际积累经验);通过对焊接标准件的焊接部位的电流烤烧程度及螺纹有无焊渣等综合考虑,通过个人的实际经验进行目测,检验焊接质量。
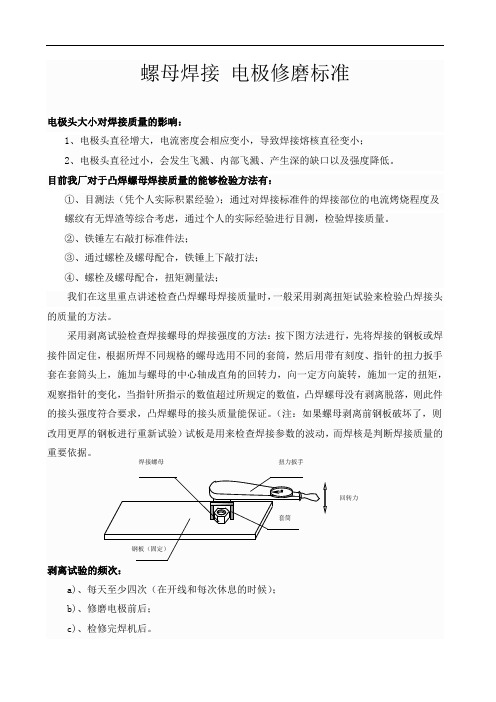
②、铁锤左右敲打标准件法;③、通过螺栓及螺母配合,铁锤上下敲打法;④、螺栓及螺母配合,扭矩测量法;我们在这里重点讲述检查凸焊螺母焊接质量时,一般采用剥离扭矩试验来检验凸焊接头剥离试验注意事项:对于不同规格的凸焊螺母,所要求的剥离扭矩是不同的,具体数据如下:M5螺母剥离扭矩不能小于 24.5 N.cm即250公斤力/厘米M6螺母剥离扭矩不能小于 34.3 N.cm即350公斤力/厘米M8螺母剥离扭矩不能小于 44.1 N.cm即400公斤力/厘米M10螺母剥离扭矩不能小于 58.8 N.cm即600公斤力/厘米M12螺母剥离扭矩不能小于 78.4 N.cm即800公斤力/厘米电极修磨频次:出现下面情况时必须对电极头进行修磨:a)、电极头直径大于标准时;b)、电极端面很脏的时候;c)、电机头上下不能对中的时候。
电极的更换:更换标准:当电极头厚度用到3mm或小于3mm时,在电极头上产生凹坑,使熔核迅速减小,强度变低,这时候就要更换电极头了。
判断更换电极头的时间:1、以电极头上刻的环作为基准2、用卡尺。
螺母电极的点检a.电极是否漏、渗水;b.螺纹是否滑牙;c.电极头是否达到寿命限;d.绝缘垫片及绝缘衬套是否被烧坏失去绝缘效果;e.弹簧是否失效;f.电极头端面是否水平;g.上下电极是否对正。
更换注意事项:用扭力扳手或套筒更换电极头,不能用锉刀或锤子敲下。
凸焊接头的强度与规范参数的选择有关:针对我厂所用的M5、M6、M8、M10、M12的凸焊螺母,可提供以下的规范,以供参考螺母规格电流(安培)时间(周波)M5 8000—9000 8—10M6 8000—9000 8—10M8 10000—11000 10—12M10 12000—13000 12—14M12 12000—13000 12—14附:螺母焊电极修磨记录。