SMT无铅焊接(回流焊)
回流焊接工艺及无铅技术要求

回流焊接工艺及无铅技术要求回流焊接是一种常见的电子组装工艺,旨在通过在电路板上加热的同一区域内同时完成焊接和热残留的去除。
回流焊接工艺的目的是确保焊接质量,并尽量减少热应力对电子器件造成的损害。
无铅焊接是一种环保型的回流焊接工艺,旨在取代含铅焊料并减少对环境的污染。
下面将详细介绍回流焊接工艺和无铅技术要求。
回流焊接工艺通常包括以下几个步骤:预热、焊接、冷却和清洗。
首先是预热阶段,通过加热电路板上的焊盘和元件至预定温度,以准备焊接。
焊接阶段是回流焊接的关键步骤,焊盘和元件表面的焊膏会熔化并形成焊点。
在此过程中,需要控制好温度和焊接时间,以确保焊接的质量。
冷却阶段是将焊点迅速冷却至室温,以固化焊膏。
最后是清洗阶段,通过去除焊接过程中产生的流动剂和焊膏残留物,以使电路板达到可靠的电气和机械性能。
无铅焊接是对传统含铅焊接的替代方案,以减少对环境的污染和人体健康的影响。
无铅焊料通常使用锡和其他合金元素的组合,以替代传统含铅焊料。
由于无铅焊料的熔点较低和流动性相对较差,需要对回流焊接工艺进行调整。
以下是无铅焊接技术的一些要求:1.温度控制:无铅焊接的温度一般较高,通常在240-260摄氏度之间。
需要确保焊接区域的温度能够达到要求,并且在焊接过程中保持稳定。
2.施加力度:由于无铅焊料的流动性较差,需要增加施加于元件的重量,以确保焊盘和元件之间能够良好接触。
3.回流焊炉的设计:无铅焊接需要的温度较高,而焊炉的设计应考虑到这一点,以确保工艺的可行性。
4.元件的选择:无铅焊接对元件有一定的要求,不同的元件可能需要适用于无铅焊接的制造工艺。
5.环境和健康安全:无铅焊接强调环保和健康安全,需要遵守相关的法规和标准,并对焊接工艺进行有效的控制和监测。
总之,回流焊接是一种常见的电子组装工艺,无铅焊接是其环保型的变体。
为了确保焊接质量和减少环境污染,需要对回流焊接工艺进行调整,并且遵守无铅焊接技术的要求。
这些要求包括温度控制、施加力度、焊炉设计、元件选择以及环境和健康安全等方面。
SMT作业指导书 回流焊
文件编号编制部门工程部拟制02023.07.20
产品型号版本号A1审核工位号SMT-04工序人数1工序名称关键工位是作业工时S节拍S批准
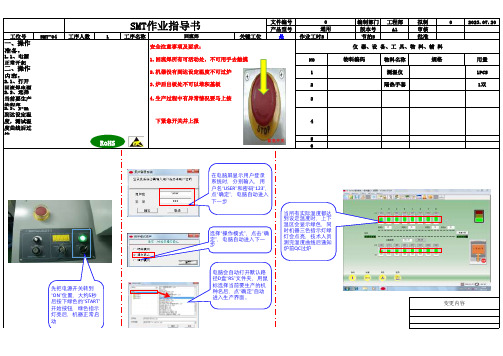
一、操作
准备:
1.1、电源正常开起NO物料名称用量
二、操作内容:1测温仪1PCS
2.1、打开回流焊电源2隔热手套1双
2.2、选择
当前要生产的程序3
2.3、炉温到达设定温
度,测试温度曲线后过炉
4
5
6
变更内容
3.炉后出板处不可以堆积基板
4.生产过程中有异常情况要马上按
下紧急开关并上报
1.回流焊所有可活动处,不可用手去触摸物料编码规格
2.机器没有到达设定温度不可过炉
安全注意事项及要求:仪 器、设 备、工 具、物 料、辅 料SMT作业指导书0
通用
回流焊
RoHS紧急开关
先把电源开关转到
“ON”位置,大约5秒
后按下绿色的“START”
开始按钮,绿色指示
灯亮后,机器正常启
动
在电脑屏显示用户登录
系统时,分别输入,用
户名“USER”和密码“123”,
点“确定”,电脑自动进入
下一步
选择“操作模式”,点击“确
定”,电脑自动进入下一
步
电脑会自动打开默认路
径D盘“RS”文件夹,用鼠
标选择当前要生产的机
种名后,点“确定”自动
进入生产界面。
当所有实际温度都达
到设定温度时,上下
温区会显示绿色,同
时机器三色指示灯绿
灯会点亮,技术人员
测完温度曲线后通知
炉前QC过炉。
SMT回流焊常见缺陷分析及处理
SMT回流焊常见缺陷分析及处理
1.焊料流失:在回流焊过程中,由于焊料重量和焊料的熔点不同,会导致焊料在焊接过程中流失,从而影响焊接质量和外观。
2.空锡:在回流焊过程中,可能会出现电子元器件焊锡和焊盘之间未填充的情况,称为空锡缺陷,其严重程度与焊接参数的设置有关。
3.气泡:回流过程中,由于焊料的挥发和金属表面上的气体,可能会在焊点周围形成气泡,从而影响焊点的质量,也会影响焊接的外观。
4.结点:在焊接过程中,由于焊料量太少或焊膏和电子元器件之间金属板的不良接触,会导致焊点部分熔化而形成结点,称为结点缺陷。
5.燃烧:当焊料接触到未驱动的电子元器件或焊料量过多时,会发生燃烧现象,导致烧坏电子元器件。
处理缺陷:
1.焊料流失:在生产过程中,需要控制焊料的重量以及熔点,确保焊料在回流焊过程中能够有足够的覆盖面积,同时避免焊料在焊接过程中流失。
2.空锡:应根据焊接的不同情况适当调整焊接参数。
白蓉生细说无铅回焊

白蓉生细说无铅回焊一、前言所谓的Reflow,在外表贴装工业〔SMT〕中,是指锭形或棒形的焊锡合金,经过熔融并再制造成形为锡粉〔即圆球形的微小锡球〕,然后搭配有机辅料〔助焊剂〕调配成为锡膏;又经印刷、踩脚、贴片、与再次回熔并固化成为金属焊点之过程,谓之Reflow Soldering〔回流焊接〕。
此词之中文译名颇多,如再流焊、回流焊、回焊〔日文译名〕熔焊、回焊等;笔者感觉这只是将松散的锡膏再次回熔,并分散愈合而成为焊点,故早先笔者曾意译而称之为“熔焊”。
但为了与已流行的术语不至相差太远,及考虑字面并无迂回或巡回之含意,但却有再次回到熔融状态而完成焊接的内涵,故应称之为回流焊或回焊。
图 1 左图为位于观音工业区的协益电子公司,其 SMT 现场安装之锡膏印刷机,为了避开钢板外表之锡膏吸水与风干的苦恼起见,全机台均保持盖牢密封的状态。
右为开盖后所见钢板、刮刀及无铅锡膏刮印等外貌。
SMT 无铅回焊的整体工程与有铅回焊差异不大,仍旧是:钢板印刷锡膏、器件安置〔含片状被动组件之高速贴片,与异形零件大形组件之自动安放〕、热风回焊、清洁与品检测试等。
不同者是无铅锡膏熔点上升、焊性变差、空洞立碑增多、简洁爆板、湿敏封件更易受害等苦恼,必需转变观念重面对。
事实上依据多年量产阅历可知,影响回焊质量最大的缘由只有:锡膏本身、印刷参数以及回焊炉质量与回焊曲线选定等四大关键。
把握良好者八成问题应可消弭之于无形。
二、锡膏的制造与质量2.1锡膏组成与空洞锡膏是由重量比88-90%的焊料合金所做成的微小圆球〔称为锡粉Powder〕,与10-12%有机辅料图 2 锡稿回焊影响其锡性与焊点强度方面的因素很多,此处归纳为五大方向,依据多年现场阅历可知,以锡膏与印刷及回焊曲线〔Profile〕等三项占焊接品质之比重高达七八成以上,以下本文将专注于此三大内容之介绍,至于机器操作局部将不再著墨。
〔即通称之Flux 助焊剂〕所组成;由于前者比重很大〔7.4-8.4〕而后者的比重很轻〔约在1-1.5〕,故其体积比约为1:1。
无铅回流焊温区设定

无铅回流焊温区设定
1. 热流道
随着人们对环保和健康的关注度日益增加,无铅回流焊逐渐成为电子行业的主流趋势。
但是,无铅焊料的熔点较高,需要更高的热量和更长的焊接时间才能实现完美的焊点。
因此,合理设置无铅回流焊的温区至关重要。
2. 回流焊温区
回流焊温区包括预热区、热流道、焊接区、保温区和冷却区。
2.1 预热区
预热区的温度通常设置在80℃~120℃之间,主要是为了将电子产品表面的水分蒸发出来,避免水分进入焊点,影响焊接效果。
2.2 热流道
在热流道中,温度应该控制在150℃~200℃之间。
如果温度过低,无铅焊料无法熔化,如果温度过高,则会引起焊点氧化和过度熔化。
2.3 焊接区
焊接区是关键的温区,温度应该在220℃~245℃之间。
在这个温度区间内,无铅焊料可以熔化并与焊垫良好结合。
2.4 保温区
在保温区,温度应该在180℃~220℃之间,保持一定的时间,以确保焊点厚度均匀,没有虚焊或者过度熔化。
2.5 冷却区
在冷却区,温度应该控制在100℃~ 130℃之间,使焊点均匀冷却,其后续过程包括清洗、喷涂等处理。
3. 总结
无铅回流焊温区是非常重要的,如果不合理设置可能会导致焊点
无法达到理想效果,而引起质量问题。
因此,合理设置无铅焊接温度,严格控制温度变化,可以为生产中提供更高的焊接质量和稳定性。
回流焊无铅焊接的特点和对策

钎焊机理钎焊分为硬钎焊和软钎焊。
主要是根据钎料(以下称焊料)的熔化温度来区分的,一般把熔点在450℃以下的焊料叫作软焊料,使用软焊料进行的焊接就叫软钎焊;把熔点在450℃以上的焊料叫作硬焊料,使用硬焊料进行的焊接就叫硬钎焊。
在美国MIL SPEC军用标准中,是以800℉(429℃)的金属焊料的熔点作为区分硬钎焊和软钎焊的标准。
电子装联用锡焊是一种软钎焊,其焊料主要使用锡Sn、铅Pb、银Ag、铟In、铋Bi等金属,目前使用最广的是Sn-Pb和Sn-Pb-Ag 系列共晶焊料,熔点一般在185℃左右。
钎焊意味着固体金属表面被某种熔化合金浸润。
这种现象可用一定的物理定律来表示。
如果从热力学角度来考虑浸润过程,也有各种解释的观点。
有一种观点是用自由能来解释的。
⊿F=⊿U-T⊿S 在这里,F是自由能,U是内能,S是熵。
⊿F 与两种因素有关,即与内能和熵的改变有关。
一般S常常趋向于最大值,因此促使-T⊿S也变得更小。
实际上,当固体与液体接触时,如果自由能F减少,即⊿F是负值,则整个系统将发生反应或趋向于稳定状态。
由此可知,熵是浸润的促进因素,因为熵使⊿F的值变得更小。
⊿F的符号最终决定于⊿U的大小和符号,它控制着浸润是否能够发生。
为了产生浸润,焊料的原子必须与固体的原子接触,这就引起位能的变化,如果固体原子吸引焊料,热量被释放出来,⊿U是负值。
如果不考虑⊿U的大小和量值,那么,熵值的改变与表面能的改变有同样的意义,浸润同样是有保证的。
在基体金属和焊料之间产生反应,这就表明有良好的浸润性和粘附性。
如果固体金属不吸引焊料,⊿U是正值,这种情况下,取决于⊿U在特殊温度下的大小值,才能决定能否发生浸润。
这时,增加T⊿S值的外部热能,能对浸润起诱发作用。
这种现象可以解释弱浸润。
在焊接加温时,表面可能被浸润,在冷却时,焊料趋于凝固。
在开始凝固的区域,⊿U是正值,其值比T⊿S大得多,当⊿F最终变为正值时,浸润现象就发生了。
SMT回流焊接工艺解析
SMT回流焊接工艺解析摘要:回流焊接是指利用焊膏(由焊料和助焊剂混合而成的混合物)将一或多个电子元件连接到PCB焊盘上之后,透过控制加温来熔化焊料以达到永久接合,可以用回焊炉、红外加热灯或热风枪等不同加温方式来进行焊接。
回流焊接的本质就是“加热”,其工艺的核心就是设计温度曲线与炉温设置。
温度曲线,指工艺人员根据所要焊接PCBA的代表性封装及焊膏制定的“温度—时间”曲线,也指PCBA上测试点的“温度—时间”曲线。
关键词:炉温传热学原理、炉温曲线、参数设置、测试点。
1、温度曲线的测量与设置1)炉温设置的传热学原理一般回流焊接炉操作界面上所显示的温度是炉中内置热电偶测头处的温度,它既不是PCB上的温度,也不是发热体表面或电阻丝的温度,实际上是热风的温度。
要做到会设置炉温,必须了解以下两条基本的传热学定律:(1)在炉内给定的一点,如果PCB温度低于炉温,那么PCB将升温;如果PCB温度高于炉温,那么PCB温度将下降;如果PCB温度与炉温相等,将无热量交换。
(2)炉温与PCB温度差越大,PCB温度改变得越快。
炉温的设置,一般先确定炉子链条的传送速度,其后才开始进行温度的设定。
链速慢、炉温可低点,因为较长的时间也可达到热平衡,反之,可提高炉温。
如果PCB上元件密、大元件多,要达到热平衡,需要较多热量,这就要求提高炉温;相反,降低炉温。
需要强调的是,一般情况下链速的调节幅度不是很大,因为焊接的工艺时间、回流焊接炉的温区总长度是确定的,除非回流焊接炉的温区比较多、比较长,生产能力比较足。
2)炉温设置步骤炉温的设置是一个设定、测温和调整的过程,其核心就是温度曲线的测试。
目前,测温使用的是专用测温仪,它尺寸很小,可随PCB一同进入炉内,测试后将其与计算机相连,就可显示测试的温度曲线。
设定一个新产品的炉温,一般需要进行1次以上的设定和调整。
设置步骤如下:(1)将热电偶测头焊接或胶粘到测试板或实际的板上,注意测点位置的选取;(2)调整炉内温度和链速,做第一次调整;(3)等候一定的时间,使炉内温度稳定;(4)将测试板与测温仪通过链条,进行温度测试;(5)分析获得的曲线;(6)重复2)~5)的步骤,直到达到要求为止。
SMT工艺技术(回流焊接)培训总结

六、回流焊相关焊接缺陷的原因分析: A、桥接(短路) B、立碑 C、浸润不良(空焊、少锡)
回流焊接技术
A、桥接: 接加热过程中产生焊料塌边,这个情况出现在预热和主加热两种场合,当预热温度在几十至一百范围内,作为焊料中成分之一的溶剂即会降低粘度而流出,如果其流出的趋是十分强烈的,会同时将焊料颗粒挤出焊区外,在溶融时如不能返回到焊区内,而产生短路,也会形成滞留焊料球(锡珠)。 除上面的因素外元件端电极是否平整良好,电路线路板布线设计与焊区间距是否规范,助焊剂涂敷方法的选择和其涂敷精度等会是造成桥接的原因。
回流焊接技术
B、立碑(曼哈顿现象) 片式元件在遭受急速加热情况下发生翘立,加热时要从时间要素的角度考虑,使水平方向的加热形成均衡的温度分布。 防止元件翘立的主要因素以下几点: ① 选择粘力强的焊料,印刷精度和元件的贴装精度也需提高。 ② 元件的外部电极需要有良好的湿润性湿润稳定性。推荐:温度40℃以下,湿度70%RH以下,进厂元件使用期不超过6个月。 ③ 采用小的焊盘宽度尺寸、规范的间距、规范形状,以减少焊料溶融时对元件端部产生的表面张力的不均衡。 ④ 焊接温度管理条件设定对元件翘立也是一个因素。通常的目标是加热要均匀。
回流焊接技术
衡温区: 该区域的目的:温度从120℃( 130℃) ~150℃( 180℃)升至焊膏熔点的区域。主要目的是使基板上各元件的温度趋于稳定,尽量减少温差。使焊盘、焊料球及元件引脚上的氧化物被除去,整个电路板的温度达到平衡。 注意要点:基板上所有元件在这一段结束时应尽量具有相同的温度,否则进入到回流段将会因为各部分温度不均产生各种不良焊接现象。
回流焊接技术
二、回流焊设备的发展 在电子行业中,大量的表面组装组件(SMD)通过再流焊机进行焊接,目前回流焊的热传递方式经历三个阶段: 远红外线--全热风--红外热风
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Sn-Ag-Cu- Sn-Ag-Cu系列 Bi(3%以下) 第一選擇 系列 第二選擇
品質
投入
環保
Dongguan Sizhing Electronic Co. Ltd.
•優點
•耐熱疲勞性好 •良好的蠕變性
•熔化溫度域狹窄
•pb鍍層對它的影響不大
•缺點
•熔點偏高,比sn-pb共晶合金要高大約30℃ •冷卻速度太慢時,焊錫表面易出現不平整的情況.
#4少錫,假焊 鋼網100%開口
#3.產生錫珠
使用N2 回流焊接, 鋼網取消 外加方 式
Dongguan Sizhing Electronic Co. Ltd.
對策方法
•LAND上有異物而導致無法上錫 •計算,修正LAND,重新設計PCB •使LAND力鋼網的設計吻合 •確認鋼網,清潔鋼網;重新制作鋼網 •update貼裝程序及貼裝精度 •重新設定溫度曲線 •重新設定溫度曲線 •加快C/V速度,控制予熱溫度 •重新購置新reflow oven,調整錫漿投放量 •不使用回收的錫漿,調整錫漿投拉放量 •不使用氧化錫漿 •根據以往數據及實踐決定合適的錫漿PCB板LAND
OK
Dongguan Sizhing Electronic Co. Ltd.
有 鉛
無 鉛
Dongguan Sizhing Electronic Co. Ltd.
µ ¥ ¶ Ø
w ¼ ¹ ö ® É ¶ ¡ (SEC) ^ ¬ ¦ y ® É ¶ ¡ (SEC) ³ Ì ° ª · Å « × (¢ J ) É · ¤ Å ± × ² v (¢ J /SEC)
二次原因
•PCB板LAND熱平衡設計不良 •PCB板LAND大小不一致,間距過大或過小,部品一端無法接觸焊盤 •焊接的焊錫量設計不良.(焊盤過大或過小) •焊錫量供給量不均衡.(鋼網設計不良) •部品貼裝移位或貼裝壓力太小,元件焊端浮于錫漿表面,錫漿粘不住部品, 在傳送或再流過程中產生位置移動(元件厚度或Z軸高度設定不適) •予熱溫度太高 •予熱時間太長 •兩焊盤熔錫前後時間間隔太長 •回流爐的溫度偏差大 •錫漿的再使用 •錫漿氧化 •錫漿不適用
•傳統焊接
63/37 Sn/Pb
60/40 Sn/Pb
SNAgCuBi SnAgCu
62/36/2 Sn/Pb/Ag 62/37/0.6/0.4 Sn/Pb/Ag/Bi
Dongguan Sizhing Electronic Co. Ltd.
如何選擇? 價錢?
品質?性能?流程?
Sn-Zn系列 第三選擇
Dongguan Sizhing Electronic Co. Ltd.
精度高
無鉛錫流動性差,如果有鉛膏會跑 出PAD,容易形成錫珠,同時由于無鉛錫 膏的擴散性差,會造成露銅現象產生.
移位 NG
脫膜時PCB與鋼網平行度高
無鉛錫流動性差,下錫效果比Sn63 Pb37差,如果脫膜時PCB與鋼網不平行, 則會造成少錫和拉尖 脫膜 NG
Dongguan Sizhing Electronic Co. Ltd.
二次原因
•PEAK溫度太低,熱量儲量不足 •共晶點以上保持時間太短 •因予熱溫度太高所以導致松香的活性降低 •因予熱時間太長所以松香的活性降低 •PCB板LAND吸熱量誤差太大 •部品的吸熱量誤差太大 •因予熱時間太短所以傳熱速度有差距發生,部分性的 有些部分會出現溫度低 •回流爐的溫度誤差大 •錫漿的氧化(再使用等)
二次原因
對策方法
•修改LAND設計(Land/綠油) •精度測試,精度UP •重新制作鋼網,減少鋼網開口面積 •改薄鋼網,必要時采用half etching工藝 •重新制作鋼網,更換供應商或更改制作工藝 •確認鋼網清潔情況,對清潔過程標準化 •修改貼片程式,提高貼裝精度 •重新計算Lead體積和Land面積,焊錫體積,使三者之間達到最佳匹 配(鋼網開口面積*1/2=上錫面積) •調試溫度曲線,達到最佳狀態 •收集相關數據,結合實際經驗,選用合適的錫漿 •選用松香含量合適的錫漿(9.5,10, 10.5,11,11.5%) •LAND設計不良 •PCB精度不良 •鋼網開口面積過大 •鋼網厚度過厚 •鋼網精度不良,重新設計 •鋼網清潔不良 •貼裝精度低(機械.手) •Lead體積和Land面積,焊錫體積不匹配 •溫度曲線不適 •錫漿粘度低,觸變性差,容易Slump發生短路 •錫漿內松香含量不適
一次原因
•PCB板上的溫度分布不均勻 •印刷在LAND上的錫漿不均衡 •在予熱時錫漿表面氧化或引起一部 分的溶濟揮發造成不均一的上錫狀態 而導致的現象. •回流爐加熱時,兩側焊盤上的錫 •漿熔化有先後,熔錫過程產生不均衡 的表面張力.導致Chip部品豎立(不 一定完全豎立)
Dongguan Sizhing Electronic Co. Ltd.
³ ¹ ¦ ]
60~100(120~183¢ J ) 30~50(>183¢ J ) 230¢ J < 2
L ¹ µ ]
80~100(100~180¢ J ) 40~60(>220¢ J ) 240¢ J < 2.5 30~50(>230¢ J )
Æ ª ³ ` : ¦ b ¥ Í ² £ µ L ¹ ] ² £ « ~ ® É ,ª ~ ½ T ° Ï n ¨ D ¦ ³ ± j ¨ î § N ½ T .§ _ « h · | ¥ X ² { « D ¦ @ ´ ¹ ± .
Dongguan Sizhing Electronic Co. Ltd.
內
容
無鉛焊接的必然性 常用錫膏合金比較 (無鉛 / 有鉛) 無鉛生產用鋼網制作要求 生產線之配置要求 無鉛焊接的品質控制 總結
Dongguan Sizhing Electronic Co. Ltd.
Dongguan Sizhing Electronic Co. Ltd.
N2在回流過程中主要 為解決無鉛錫膏濕潤 性差而引入 良好 產生錫珠 不容錫 不容錫及濕潤性差
w ö ¹ ¼ · Å « × (¢ J ) 150 175 200
w ö ¹ ¼ · Å « × (¢ J ) 150 175 200 w ¼ ¹ ö ® É ¶ ¡ (SEC) 40 60 90 120 180
•易產生移位 •對不PAD不均勻的PCB會造成許多不良隱患
Dongguan Sizhing Electronic Co. Ltd.
優點:
•針對不同的元件保持相同的內距,可 減少假焊和立碑的出現 •對PAD不均勻的PCB的熱量分配殫勻 •減少錫珠的產生
缺點
80%面積和保持內距開口方式 (改善較早期開網方式)
一次原因
•在印刷時,錫漿從LAND中溢出來,回流過程形成錫珠 •因鋼網清潔不良,錫漿從鋼網下邊轉移到LAND外側,在回流過程,外溢的錫 漿不會集合溶解而會形成獨立的錫珠分布有LAND外側 •錫漿超過所需時會有一部分飛淺到LAND外 •予熱溫度不符,錫漿發生SLUMP現象,回流過程中發生錫珠 •焊錫被氧化,導致錫漿沒有完全熔化而形成錫珠(對于用過一次的焊錫再使 用,松香中的成分配比失去平衡,同時造成Flux性能劣化,在予熱和熔解過程 中產生錫珠) •手放料時,踫到錫漿 •錫漿特性不良
Dongguan Sizhing Electronic Co. Ltd.
一次原因
•超過所需錫量時,(開口大/鋼網厚/鋼網與PCB有間隙) •組裝時壓力過大錫漿外溢而發生橋連 •大鋼網太厚的情況下容易發生 •印刷時發生移位而印刷到外面來.(PCB精度不足) •印刷時因鋼網精度差而發生移位 •手放料的情況下壓出錫漿發生橋連 •LAND和錫漿量,部品端子匹配不良 •溫度曲線不符,(SLUMP)
M705-221BM5-42-11
Dongguan Sizhing Electronic Co. Ltd.
Dongguan Sizhing Electronic Co. Ltd.
優點:
•有足夠有錫膏量和良好的脫膜效果
•對有輕微氧化物料上錫有幫助 •爐後錫點飽滿
缺點
•易產生錫珠
100%開口方式 (較早期傳統焊接的開網方式)
hot air flow
CONVEYOR
Dongguan Sizhing Electronic Co. Ltd.
回流區
最高溫度<230℃
(30~50SEC) 熔點:183℃
預熱區 (60~100SEC)
自然冷確
Dongguan Sizhing Electronic Co. Ltd.
預熱區 (80~100SEC)
•優點
•熔點較Sn-Ag-Cu合金低 •濕潤性較Sn-Ag-Cu合金良好 •拉伸強度高 •熔化溫度域大 •缺點 •pb鍍層對它可能有一定的影 響 •發生Lift-off現象(穿孔基 板)
Dongguan Sizhing Electronic Co. Ltd.
•優點
•低熔點,最接近Sn63Pb37共晶溫度 •熔化溫度域狹窄 •低成本
對策方法
二次原因
•鋼網清潔不良 •鋼網的精度不夠引發之不良 •焊錫量太多,鋼網設計不良(厚度/開口) •貼片機精度不夠引致不良 •用手放焊時錫漿的壓出 •予熱太急,SLUMP發生 •因予熱溫度太高,時間過長導致松香失去活性,氧化 •因錫漿氧化而導致的溶錫不良而產生錫珠 •因曲線不適導致熔融前和松香一起產生錫珠 •錫漿氧化 •錫漿選擇不當 •建立清潔判定標準進行管理 •嚴格執行首件確認,確保印刷位置精度 •重新設計鋼網及LAND •調整貼片程序及貼裝精度 •對于作業員技能進行確認,利用不良品培訓作業人員 •第一ZONE溫度降低 •調快C/V速度,控制予熱溫度.(實踐確認) •調快C/V速度,控制予熱溫度.(實踐確認) •調到最佳溫度曲線 •不用此錫漿 •溫度各種DATA和實際業績,以實踐來選擇決定
•缺點