瑞士方达瑞压铸--真空系统工作原理
真空技术

ᑞహଆၣᏴኹᓓጳࡼ።!瑞士方达瑞(Fondarex SA)驻亚洲技术销售经理秦耘(Qin Yun)瑞士方达瑞真空应用技术经理阎•爱米尼哥(Jan Emmenegger)一.前言压铸作为有色金属铸造业的一种革命,大大的提高了铸件生产的生产率,成型率,降低了生产成本,也为铸件在各行各业的应用奠定广泛的基础。
现在,即使那些对压铸一无所知的人们也无时无刻不在日常生活中得益于压铸技术的应用。
然而,压铸工艺从它的诞生起就带有严重的先天不足---型腔内的气体影响。
与传统的砂型或金属固定模重力铸造相比,压铸在浇口的高速喷射比重力自然流入的高温液态金属有着更好的充型效果,但也正是由于高温高压高速的金属喷射,使金属与型腔内的空气和热金属与型腔内残留润滑剂所产生的烟气有更大可能的结合。
因此,传统压铸件的金属结构远远不如砂型或固定金属模的铸造件是一个不争的事实。
为改善压铸的这种致命缺陷,业内人士早在大半个世纪前开始就对其工艺进行了不断的改进,诸如在模具上开排气槽,尽量采用小压室的压射,低速压射,以及现代压铸机采用的多段多速压射技术。
但真正堪称革命性的改革是1956年瑞士方达瑞第一次将真空技术引用到压铸生产工艺中。
成立于1942年的瑞士方达瑞起先也是一个压铸工厂,随着成功的将真空应用到压铸工艺中,方达瑞逐渐将研究和发展方向完全转移到压铸真空应用当中来,历经60余年的不断发展和完善,使方达瑞的真空技术和应用日臻完善。
作为这个行业的先驱和领航者,方达瑞始终走在压铸真空技术和应用的最前端。
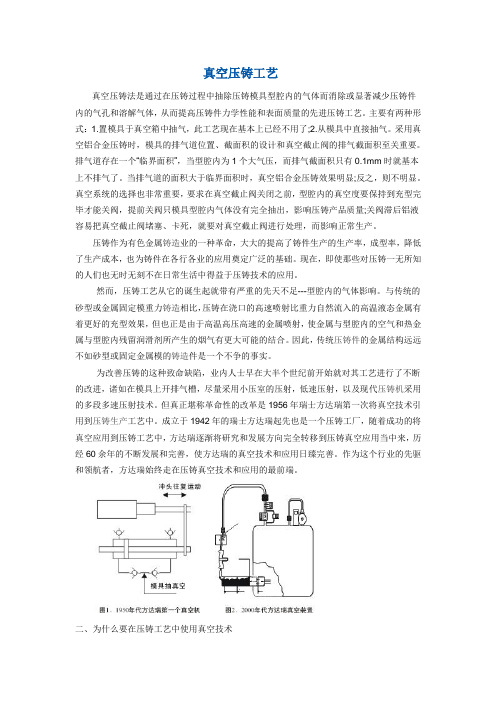
冲头往复运动图1. 1950年代方达瑞第一个真空机图2. 2000年代方达瑞真空装置二.为什么要在压铸工艺中使用真空技术在压铸时存在于行腔中的气体由空气和压射时产生的烟气组成。
我们来看看无排气传统压铸和采用方达瑞真空系统的型腔内气体压力图。
在传统压铸中,由於在注流口处的喷射效应,50%到90%的金属熔液将与型腔内的空气和烟气充分接触,气压在最后充型点将达到3000毫巴以上至4000毫巴;在真空压铸中,最后的气压只有几百至100毫巴以下,只有极少的空气和烟气与金属接触。
真空压铸工艺
真空压铸工艺真空压铸法是通过在压铸过程中抽除压铸模具型腔内的气体而消除或显著减少压铸件内的气孔和溶解气体,从而提高压铸件力学性能和表面质量的先进压铸工艺。
主要有两种形式:1.置模具于真空箱中抽气,此工艺现在基本上已经不用了;2.从模具中直接抽气。
采用真空铝合金压铸时,模具的排气道位置、截面积的设计和真空截止阀的排气截面积至关重要。
排气道存在一个“临界面积”,当型腔内为1个大气压,而排气截面积只有0.1mm时就基本上不排气了。
当排气道的面积大于临界面积时,真空铝合金压铸效果明显;反之,则不明显。
真空系统的选择也非常重要,要求在真空截止阀关闭之前,型腔内的真空度要保持到充型完毕才能关阀,提前关阀只模具型腔内气体没有完全抽出,影响压铸产品质量;关阀滞后铝液容易把真空截止阀堵塞、卡死,就要对真空截止阀进行处理,而影响正常生产。
压铸作为有色金属铸造业的一种革命,大大的提高了铸件生产的生产率,成型率,降低了生产成本,也为铸件在各行各业的应用奠定广泛的基础。
现在,即使那些对压铸一无所知的人们也无时无刻不在日常生活中得益于压铸技术的应用。
然而,压铸工艺从它的诞生起就带有严重的先天不足---型腔内的气体影响。
与传统的砂型或金属固定模重力铸造相比,压铸在浇口的高速喷射比重力自然流入的高温液态金属有着更好的充型效果,但也正是由于高温高压高速的金属喷射,使金属与型腔内的空气和热金属与型腔内残留润滑剂所产生的烟气有更大可能的结合。
因此,传统压铸件的金属结构远远不如砂型或固定金属模的铸造件是一个不争的事实。
为改善压铸的这种致命缺陷,业内人士早在大半个世纪前开始就对其工艺进行了不断的改进,诸如在模具上开排气槽,尽量采用小压室的压射,低速压射,以及现代压铸机采用的多段多速压射技术。
但真正堪称革命性的改革是1956年瑞士方达瑞第一次将真空技术引用到压铸生产工艺中。
成立于1942年的瑞士方达瑞起先也是一个压铸工厂,随着成功的将真空应用到压铸工艺中,方达瑞逐渐将研究和发展方向完全转移到压铸真空应用当中来,历经60余年的不断发展和完善,使方达瑞的真空技术和应用日臻完善。
压铸机介绍压铸机特点及压铸机工作原理
压铸机介绍压铸机特点及压铸机工作原理五金百科:压铸机介绍压铸机特点及压铸机工作原理据万贯五金机电网小编了解压铸机就是在压力作用下把熔融金属液压射到模具中冷却成型,开模后得到固体金属铸件的一系列工业铸造机械,最初用于压铸铅字。
随着科学技术和工业生产的进步,尤其是随着汽车、摩托车以及家用电器等工业的发展,又从节能、节省原材料诸方面出发,压铸技术已获得极其迅速的发展。
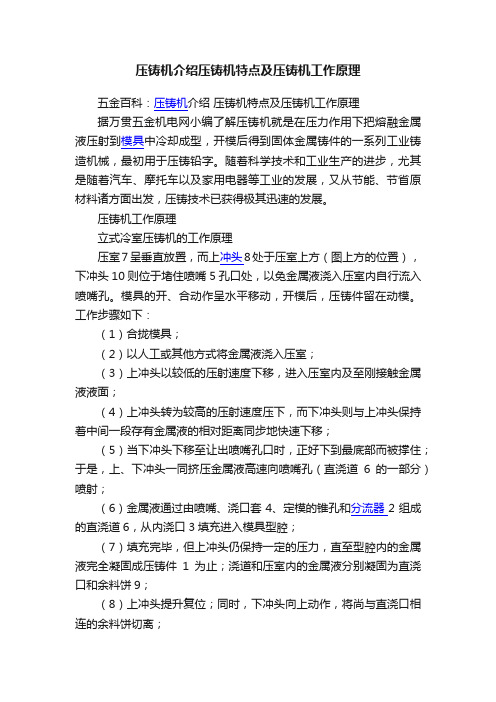
压铸机工作原理立式冷室压铸机的工作原理压室7呈垂直放置,而上冲头8处于压室上方(图上方的位置),下冲头10则位于堵住喷嘴5孔口处,以免金属液浇入压室内自行流入喷嘴孔。
模具的开、合动作呈水平移动,开模后,压铸件留在动模。
工作步骤如下:(1)合拢模具;(2)以人工或其他方式将金属液浇入压室;(3)上冲头以较低的压射速度下移,进入压室内及至刚接触金属液液面;(4)上冲头转为较高的压射速度压下,而下冲头则与上冲头保持着中间一段存有金属液的相对距离同步地快速下移;(5)当下冲头下移至让出喷嘴孔口时,正好下到最底部而被撑住;于是,上、下冲头一同挤压金属液高速向喷嘴孔(直浇道6的一部分)喷射;(6)金属液通过由喷嘴、浇口套4、定模的锥孔和分流器2组成的直浇道6,从内浇口3填充进入模具型腔;(7)填充完毕,但上冲头仍保持一定的压力,直至型腔内的金属液完全凝固成压铸件1为止;浇道和压室内的金属液分别凝固为直浇口和余料饼9;(8)上冲头提升复位;同时,下冲头向上动作,将尚与直浇口相连的余料饼切离;(9)下冲头继续上升,把余料饼举出压室顶面,再以人工或其他方式取走;(10)下冲头下移复位至堵住喷嘴孔口;(11)打开模具,压铸件和直浇口一同留在动模上,随即顶出并取出压铸件;一旦切离余料饼之后,开模动作可以立即执行,也可以稍缓至适当的时候执行,与下冲头完成上举和复位的动作无关;至此,完成一次压铸循环。
卧式冷室压铸机的工作原理压室7呈水平放置,压射冲头5处于压室最右端虚线位置。
铝合金铸件的铸造工艺分析

铝合金铸件的铸造工艺分析摘要:随着我国汽车工业的迅猛发展,一方面对汽车用压铸件的需求量日益提升;另一方面为了应对环境污染以及资源紧张的发展现状,对汽车用压铸件的质量要求及应用范围提出了更高的要求。
本文从高压铸造的角度探讨铝合金铸件几种关键的高圧鋳造工艺。
关键词:铝合金铸件;铸造工艺压力铸造是近代金属加工工艺中发展较快的一种少无切削的特种铸造方法,具有生产效率高、经济指标优良、铸件尺寸精度高和互换性好等特点,在制造业,尤其是规模化产业得到了广泛应用和迅速发展。
压力铸造是铝、镁和锌等轻金属的主要成形方法,适用于生产大型复杂薄壁壳体零件。
压铸件已成为汽车、运动器材、电子和航空航天等领域产品的重要组成部分,其中汽车行业是压铸技术应用的主要领域,占到70%以上。
随着汽车、摩托车、内燃机、电子通信、仪器仪表、家用电器、五金等行业的快速发展,压铸件的功能和应用领域不断扩大,从而促进了压铸技术不断发展,压铸件品质不断提高。
本文针对铝合金高压压铸技术进行分析探讨。
1高性能压铸合金技术对于新型高强韧压铸铝合金的开发,主要包括两个方面:一是针对现有传统压铸铝合金的合金成分或添加合金元素进行优化设计;二是开发新型压铸铝合金系。
而新型压铸铝合金一般要求其满足以下几点:①适用于壁厚为2-v4 mm复杂结构压铸件的生产;②铸态下的抗拉强度和屈服强度分别可以达到300 MPa和150 MPa,且具有15%的伸长率;③具有良好的耐腐蚀性能;④可以通过工业上对变形铝合金常用的高温喷漆过程对合金进行一定的强化;⑤可进行热处理强化处理;⑥可回收利用且环境友好。
当前常用的高强韧压铸铝合金有Silafont-36, Magsimal-59, Aural-2及ADC-3等牌号,均为国外开发,其共同特点是Fe含量均比普通压铸铝合金更低;另外其他杂质元素如Zn,Ti等均进行了严格控制。
对于新型压铸镁合金的开发,主要包含三个方面:超轻高强度压铸镁合金;抗高温蠕变压铸镁合金;耐蚀压铸镁合金。
压铸机的工作原理

压铸机的工作原理随着科学技术和工业生产的进步,尤其是随着汽车、摩托车以及家用电器等工业的发展,又从节能、节省原材料诸方面出发,压铸技术已获得极其迅速的发展。
压铸生产不仅在有色合金铸造中占主导地位,而且已成为现代工业的一个重要组成部分。
那么压铸机的工作原理是什么呢?压铸机主要由合模机构、压射机构、液压系统和电力控制系统等各部分组成。
除此之外,压铸机还有零部件及机座、其他装置、辅助装置等部分。
压铸机工作原理:①一阶段慢速压射运动开始压射时,系统液压油通过油路集成板进入腔,再经通道进入腔,从而推动压射活塞向左运动,实现慢速压射。
②二阶段快速压射运动,当压射冲头超过料筒浇料口后,储能器控制阀打开,液压油经、口迅速进入腔,腔液压油油量快速增大,压射速度增快。
③三阶段增压运动金属液填充到型腔,当即将终止时,合金液开始凝固,这时冲头前进阻力增大,经电脑程序控制,使用蓄能器控制阀打开,经快速进入腔,从而推动增压活塞及活塞杆向左快移。
当活塞杆和浮动活塞内外锥面接合时,截断,使形成封闭腔,增压活塞、活塞杆、浮动活塞的推动及、腔的压力共同使活塞获得一个增压效果。
④慢速、快速及增压的快慢时间方针都可以通过油路板的控制油阀调节()液压传动系统作用:通过各液压元件(动力元件、执行元件、控制元件、辅助元件、工作介质)和回路传播动力,从而实现各种动作。
压铸机就是在压力作用下把熔融金属液压射到模具中冷却成型,开模后得到固体金属铸件的一系列工业铸造机械,zui初用于压铸铅字。
随着科学技术和工业生产的进步,尤其是随着汽车、摩托车以及家用电器等工业的发展,诸方面出发,压铸技术已获得极其迅速的发展。
压铸机的选用,对压铸生产过程中的产品质量、生产效率、管理成本等诸多方面,有着十分重要的影响。
为此,合理地选择适用的压铸机,是一项技术性和经济性都很强的工作。
压铸机的真空原理
压铸机的真空原理压铸机的真空原理可以概括为以下几点:
一、压铸机结构
主要由压射系统、模板系统、真空系统组成。
二、压射系统
利用油压活塞将熔化的金属压入模板cavity中。
三、模板系统
采用两部分分模的金属模板,内部为产品轮廓的空腔。
四、真空系统
包括真空泵、储罐、管路连接等,将模板腔抽成真空状态。
五、压铸过程
1. 模腔密封后启动抽真空,达到真空状态。
2. 压射金属液体填充模腔。
3. 金属凝固后打开模具取出产品。
六、真空的作用
1. 将模腔内残留气体吸出,避免产生气孔。
2. 降低金属液的填充阻力,提高模具充型效果。
3. 密封好的真空可防止气体再进入腔内。
4. 真空程度决定产品的致密性。
通过抽真空排出模腔内气体,改善产品质量,是压铸过程中必不可少的关键工艺。
压铸的工作原理
压铸的工作原理压铸是一种常用的金属零件生产工艺,主要用于生产大批量、高精度、复杂形状的零件。
它是通过将熔融金属注入到模具中,快速凝固成形而得名。
本文将介绍压铸的工作原理及其关键步骤。
一、压铸的工作原理压铸的工作原理是将熔融金属注入到模腔中,然后利用高压力将金属填满模具中的所有空隙。
之后,将模具冷却并打开,将固化的金属零件从中取出。
整个过程分为注射、压力、冷却和脱模四个阶段。
二、压铸的关键步骤1. 设计模具模具的质量和设计直接影响到铸件的质量。
准确的模具设计能够减少或甚至消除一些质量问题。
模具应该能够满足所需的尺寸和表面质量。
2. 加热熔融金属在压铸之前,需要将金属加热到熔点以上。
熔化的金属通常是锌、铝、镁和铜等合金。
金属加热的温度和时间由所使用的材料和压铸时的要求而定。
3. 注射金属至模具中金属熔化后,将其从炉中注入到模具中。
这个过程需要控制注入速度和数量,以确保金属填满整个模腔,但不会造成过量冲压和漏出。
4. 施加高压将金属填满模具金属注入到模具中后,施加高压以将金属压缩并填满模具内部,保证零件的密度和精度。
通常,压力的大小是根据所需的密度和强度来确定的。
5. 冷却金属零件在金属灌注完全填满模具后,直接将模具放在冷却装置中。
通过使金属快速凝固,可以保证零件的准确性和表面质量。
冷却时间通常由金属和设计要求决定。
6. 打开模具并取出零件当金属快速凝固后,就可以打开模具,并将铸件从中取出。
在取出零件之前,需要检查模具中是否还有金属残留物。
通常需要进行修理或抛光以去除表面缺陷。
三、结论压铸是一种高效、高精度、高质量的金属生产工艺。
准确的模具设计和良好的压力控制是获得优质铸件的关键。
压铸具有广泛的应用,可以用于生产各种工业部件、汽车零件和电子设备等。
压铸机的工作原理
压铸机的工作原理
压铸机是一种将熔融金属注入模具中并在模具中冷却凝固的机器。
它的工作原理可以分为以下几个步骤:
1. 准备工作:首先,将金属材料(通常是铝合金)加热到熔点。
在加热的过程中,将模具(通常是由两块或多块金属模块组成)准备好。
2. 模具闭合:当金属材料熔化后,将模具的两块模块闭合,确保模具内部形成一个封闭的空腔。
3. 注射:在模具关闭后,将预先加热好的金属材料注入模具中。
通常使用压铸机的注射系统来控制金属注入的速度和压力。
4. 充填:一旦金属材料进入模具中,它将充填整个模具空腔,并占据所需的形状和尺寸。
5. 冷却:在模具中充填的金属材料开始冷却和凝固。
冷却时间会根据所使用的金属材料和零件尺寸而定。
6. 模具开启和取出:一旦金属材料充分冷却和凝固,模具将打开,将成品零件从模具中取出。
7. 喷砂和后处理:取出的成品零件通常需要进行喷砂和后处理工艺,以去除表面的氧化层、瑕疵和不平整,并使其具有光滑的表面。
这样,压铸机就完成了一个完整的工作循环。
通过重复执行以上步骤,可以大批量地生产高质量的压铸零件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
•瑞士方达瑞压铸--真空系统工作原理
1、压铸真空系统的组成
方达瑞真空系统由真空机和排气元件组成。
真空机由真空泵,真空罐,真空度调节装置,测量装置,气动控制装置和PLC触摸屏操作装置组成,通过对参数的设定,可以满足不同的压住工艺要求;排气元件主要以系列机械真空阀。
为了适应低端产品和投资预算限制的要求,方达瑞适时开发了具有大排气能力的冷却块,以满足市场需求。
从而实现了可满足不同质量和投资要求,适用于铝,镁和锌,以及铅和铜的冷室和热室高压压铸工艺的近乎完美的排气应用。
2、压铸真空系统工作原理:
同样排气面积的情况下,冷却块的最佳瞬间排气能力将为真空阀的50%左右。
以下将讨论瑞士方达瑞真空机和机械真空阀配套的全过程真空排气系统原理:
图1,压铸机合模后,合金料倒入压室B。
此时模腔(C)中的气压与大气压力相同,真空阀(V)处于开启位置,电动阀(O)处于关闭状态。
此时真空系统处于准备阶段。
连续工作的真空泵通过真空罐保证系统真空度的保持一个稳定的最低值,以确保系统有足够的排气能力。
图2,压射冲头(A)慢压射开始,压铸机冲头移动启动真空排气预备状态,系统计时器进入工艺控制阶段。
此时模具型腔(C)中的气压会上升。
真空阀(V)的排气阀芯仍然处在开启位置,电动阀(O)处于关闭状态。
图3,当压射冲头(A)超出浇料口位置时,真空开始的延迟计时器启动电动阀(O),开始真空排气。
此时真空罐(T)的真空度处于在很低的水平。
气体从压室(B)和型腔(C)中通过真空排气管路被抽入真空罐(T)。
真空阀(V)仍处于打开位置。
真空系统通过单独的反馈回路,实时测量型腔(C)的真空度。
见图4,压射冲头将由第一阶段的慢速压射转为第二阶段的快速压射,金属液此时到达了内浇口,压铸机保持高速压射。
气压在型腔(C)处压力下降,但仍为型腔压力最高处。
真空阀(V)仍在保持打开状态,系统实时监控并显示型腔真空度和排气曲线。
图5,真空释放阀门(O)保持在打开位置。
随着压射冲头(A)的高速压射,型腔充型过半。
图6,型腔(C)被充满,并且金属液到达真空阀(V)启动阀芯处而触发机械连锁,在1毫秒内关闭排气阀芯。
当金属液到达真空阀(V)排气阀芯处时,真空阀已完全关闭,该真空排
气周期结束。
即随着压射过程的结束,真空排气结束,完成了与压铸过程同步的全过程排气过程。
此时,电动阀(O)仍然开启,确保电动阀(O)晚于真空阀(V)的关闭,实现全过程排气。
图7,在冷却的阶段,真空机设定的工艺计时达到设定时间,电动阀(O)关闭。
当压铸机铸模打开后,真空将进行系统测污染,确保管路通畅程度在设定范围内。
然后真空机将通过真空反馈测量管线进行压缩空气的反吹,以阻止模具喷脱模剂时水汽进入到真空阀(V)和真空排气管路中,而降低下个周期的排气效率。
此时真空系统将等待下个真空排气周期开始。