600MW汽轮机低压转子锻造工艺分析
超临界600MW火电机组汽轮机低压转子轴瓦油封环故障分析及优化改造

4 改造 后运行情况 油封环经过改造后 , 机组运行期间 , 低压 转子轴瓦温度 、 振动一 直处于正常范围之内。轴 瓦从未发生过断油和烧 瓦现象 。
活 自如 。 3 . 4 . 6油封环体上下半合 上后 , 用改 锥拨 动油封环 , 保证 油封环
转动灵活 自 如。
图 5 油封 环 改 造 后 防 转 销 孔 / j n - r 图
与轴颈发生摩擦 。 2 . 4油封环间隙不合理 5 结 论 原 型号 油封环径 向间 隙偏小 , 易与转子产生卡涩和磨轴问题。 原型号油封环为 防止漏油 , 将油封环与转子轴 颈的间隙设计得 2 . 5油封环钨金材料选用不合理 过小 。 设计者对于运行过程中油 膜对油封环产生的应力和振 动没有 原 型号 油封环使用 的钨金摩擦系数偏大 , 易造成转子磨损 。 考虑周全 , 因此油封环 中分面采用 螺栓连接且螺栓较 小 , 止 动销尺 3 低 压 转 子 油 封 环 改 造 方 案 寸也较小 , 这样 的设计虽然便 于拆装 检修 , 但 是已经严重影 响到机 3 . 1 尺寸调整 组 的安全运行 。出于安全 考虑 , 对低压转子轴瓦油封环进行多方面 加 工后整体尺寸如 图 2所示 。 的改造。 改造完成后的油封 , 无论本身尺寸 、 材料还是 与轴颈 的配合 3 . 1 . 1 油封环尺寸调整 。增大油封 环径 向厚度 , 减少轴 向宽 度。 方面 , 都有很大 的提高 。 机组运行正常 , 彻底杜绝了低压转子轴瓦 因 改造后厚 度为 2 0 . O O mm,宽 度 改 为 4 7 . O O mm。 凸 台 宽 3 6 . O 0± 油封环脱落导致的振 动和轴颈磨损 现象 , 同时也成功阻止 了润滑油 0 . 0 3 mm, 厚 1 1 . 5 0 m m, 油封环 内径 4 8 1 . O O m m。油封环内孔出厂时加 泄漏及烧瓦事故的发生。 工到 4 8 1 . 2 0 一 4 8 1 . 3 0 m m。加 工后 凸台尺寸如 图 3所示。 参 考 文 献 3 . 1 . 2油封环与轴配合间隙调整 。适 当加大油封环 与低压转子 川靳 智平 . 电厂 汽轮机原理及 系统【 M】 . 北京 : 中国电力 出版社 , 2 0 0 6 . 的配合间隙 , 油封环加工完成安装 时 , 先对相应 的轴径进行 清理 、 打 [ 2 ] 蒋凌峰. 3 0 0 MW 汽轮机浮动油挡的改造f J 】 . 河南电力, 2 0 0 6 .
600mw空冷汽轮机低压部分的装配研究
收稿日期:2005204211 作者简介:吴泽谦(19772),男,助理工程师,现从事汽轮机组的装配工作。
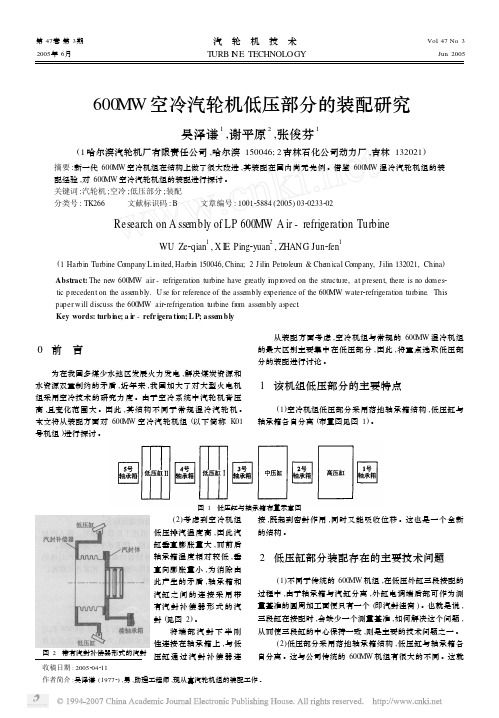
600M W 空冷汽轮机低压部分的装配研究吴泽谦1,谢平原2,张俊芬1(1哈尔滨汽轮机厂有限责任公司,哈尔滨150046;2吉林石化公司动力厂,吉林132021)摘要:新一代600MW 空冷机组在结构上做了很大改进,其装配在国内尚无先例。
借鉴600MW 湿冷汽轮机组的装配经验,对600MW 空冷汽轮机组的装配进行探讨。
关键词:汽轮机;空冷;低压部分;装配分类号:TK266 文献标识码:B 文章编号:100125884(2005)0320233202Research on A ssembly of LP 600MW A ir -refrigeration TurbineWU Ze 2qian 1,X IE Ping 2yuan 2,ZHANG Jun 2fen1(1Harbin Turbine Company L i m ited,Harbin 150046,China;2Jilin Petroleum &Che m ical Company,Jilin 132021,China )Abstract:The ne w 600MW air -refrigerati on turbine have greatly i m p r oved on the structure,at p resent,there is no domes 2tic p recedent on the asse mbly.U se for reference of the asse mbly experience of the 600MW water 2refrigerati on turbine .This paper will discuss the 600MW air 2refrigerati on turbine fr om asse mbly as pect .Key words:turb i n e;a i r -refr i gera ti on;L P;a sse m bly0 前 言为在我国多煤少水地区发展火力发电,解决煤炭资源和水资源双重制约的矛盾,近年来,我国加大了对大型火电机组采用空冷技术的研究力度。
汽轮机转子加工工艺分析
汽轮机转子加工工艺分析摘要:汽轮机转子从结构上来讲相对复杂,主要由主轴、叶轮、联轴器、叶片以及安装在轴上的其他零部件组成。
在实际中,对转子的加工工艺要求又受到其工作环境的温度以及转子旋转的速度等的影响,因此其加工难度较大。
另外,转子的质量又是直接影响汽轮机工作性能的重要因素。
转子的尺寸精度以及相应的跳动要求都会影响汽轮机在实际中的工作,对汽轮机转子结构特点进行分析,然后结合实际情况对加工工艺进行相应的总结概括以追求进一步的完善发展。
关键词:汽轮机;转子;加工工艺转子是汽轮机重要的组成部件,由于其工作环境温度高、旋转速度快、应力集中部位较多等特点,其寿命长短直接决定着汽轮机的寿命。
汽轮机转动部件的组合体称为转子,它主要包括主轴、叶轮、叶片、联轴器以及安装在其轴上的零件。
由于汽轮机转子结构复杂,尺寸精度和跳动要求较高,因此加工难度很大,转子加工质量的好坏对汽轮机的使用性能有着直接的影响。
针对汽轮机转子特点并结合相关加工经验,经过反复的工艺研究,可采取诸多行之有效的加工工艺方法。
一、汽轮机转子加工应考虑的因素1、汽轮机转子的工作环境。
汽轮机转子的工作环境包括很多因素,并且汽轮机转子的加工过程中也应该综合考虑这些因素来对转子进行改进,以求其能够适应以后的工作环境,延长其工作时间、工作寿命。
汽轮机转子在实际的工作中受到环境影响的因素包括:工作环境的温度、转子的旋转速度以及应力的集中部位。
首先,就工作温度来讲,转子在工作中如果热应力加大,其运行的温度就会升高,这就会使得转子受到疲劳而损伤以及高温损伤,影响汽轮机转子工作寿命。
其次,就转子的旋转速度来讲,汽轮机在实际运行中如果转子旋转速度过来会造成转子不同程度上的磨损,如果旋转速度过慢又会影响汽轮机的工作效率。
因此,汽轮机转子的旋转速度也就成为其加工过程中必须考虑的因素之一。
最后,就转子的应力集中部位来讲,其受到温度,旋转速度等的综合影响。
应力集中部位多,会使得转子在实际的工作中会出现裂纹等损伤,而这些裂纹会在工作中不断的扩展造成转子旋转不平衡从而损坏转子。
600MW汽轮机低压缸末级叶片的强度分析
热 - 结构耦合分析。
2.1模型、边界条件及载荷 建模过程中,除了尽量保持模型与实体对象一致外,还
应尽量简化实体模型,提高计算效率[10]。因此,以某电厂低
压缸转子为研究对象,通过汽轮机转子装配图,在ANSYS中 建立二维模型。选择热-结构耦合单元PLANE223,以Y轴 为对称轴, 并将单元关键点属性设置为 Axisymmetric。
仅考虑转速情况下的最大等效应力为1020MPa,为了进 一步探究热应力对结构应力的影响,仅将惯性载荷与耦合载 荷两种情况下最大等效应力随时间变化的应力分布进行了 对比分析,如图8 -图10所示。图8所示为在运行24h,两种 情况下的应力曲线以及热应力所带来的影响。 在运行稳定 后,温度载荷带来&64MPa的热应力。图9所示为在4h启 动过程中两种情况下的应力曲线以及热应力所带来的影响, 恒定转速下,蒸汽温度上升时,热应力增加, 等效应力差值约 为77MPa。图10所示为在20min冷态启动初期两种情况下 的应力曲线以及热应力所带来的影响。 在冷态启动初期,金 属温度低,蒸汽温度较高,存在热冲击,等效应力差值约为 96. 8MPa。
第一对齿右侧圆弧面中间厚度处
1280
1600
第二对槽右侧圆弧面中间厚度处
2热-结构耦合的强度分析
机组的启动过程中,叶片和轮缘不仅受到惯性载荷的影 响,而且受到因蒸汽温度变化而产生的热应力影响[9]。为了 更加真实地模拟机组冷态启动过程,也为了探究温度载荷对 转子强度的瞬时影响,在冷态启动工况下对转子进行了直接
荷对结构应力的影响最大,随着启动时间的增加,转子温度呈级间分布,其影响逐渐减弱。
关键词:汽轮机转子;惯性载荷;热应力;冷态启动
分类号:TK263.3
文献标识码:A
300~600MW火电机组汽轮机低压 转子的锻造

300~600MW火电机组汽轮机低压转子的锻造徐文正;朱洪洋【摘要】分析了采用“三次镦粗+三次宽砧强压+两次中心压实”压实方法的300~600MW火电机组汽轮机低压转子锻压工艺的缺点,并通过减少第一次镦粗、合并压钳把与第一火拔长中心压实,来优化工艺,达到节能减排,降低生产成本的效果.【期刊名称】《金属加工:热加工》【年(卷),期】2011(000)011【总页数】3页(P34-36)【作者】徐文正;朱洪洋【作者单位】上海重型机器厂有限公司,200240;上海重型机器厂有限公司,200240【正文语种】中文电力工业是国民经济发展中最重要的基础能源产业,是关系国计民生的基础产业,是世界各国经济发展战略中优先发展的重点。
作为一种先进的生产力和基础产业,电力工业对促进国民经济的发展和社会进步起到了重要作用,与社会经济和社会发展有着十分密切的关系,关系国家经济安全的战略大问题,而且与人们的日常生活密切相关。
随着我国经济的发展,对电力的需求量不断扩大,电力销售市场的扩大又刺激了整个电力制造的发展。
目前,世界火力发电设备制造企业有近百家,包括汽轮机、发电机及锅炉,年生产能力合计约1.4亿kW,主要集中在美国 (通用电气、西屋、燃烧工程公司、福斯特·惠勒等)、俄罗斯、日本 (日立、三菱、东芝、IHI等)、德国 (西门子)、瑞士(ABB)、法国 (阿尔斯通)、英国、意大利 (安萨尔多)等工业大国。
近年来,火电设备已进入更高层次的发展时期,主要着眼于提高效率,降低污染、耗能和成本,机组向高参数、自动化方向发展。
国外主要着眼于提高发电机组的可靠性、经济性、负荷适应性,强调环境保护及自动化水平等技术性能。
机组可用率提高,汽轮机设计热耗降低,新型火电机组均需参加调峰两班制运行,负荷范围为50%~100%,最低达15% ~30%。
同时,电力设备大型铸锻件是综合材料、冶炼、锻造、热处理、焊接和检测为一体的高技术产品,大型铸锻件的生产是重大技术装备制造的关键技术之一,其质量直接影响到成套装备的整体水平和运行的可靠性。
600MW汽轮机低负荷时低压转子振动分析及对策

第10卷(2008年第8期)电力安全技术S薪羔蒜慧600M W汽轮机低负荷时低压转子振动分析及对策靖长财(北京国华电力技术研究中心有限公司,河北三河065201)汽轮发电机组转子振动是反应机组运行安全性的重要指标。
汽轮发电机组转子振动异常是比较常见的故障,威胁着机组的安全运行,影响转f振动的因素较多,查找复杂,但只要认真分析,振动原因一般是可以查清和控制的。
下面针对某600M W 汽轮发电机在低负荷时发生低压转子振动大问题进行了分析,找出原因并提出了建议。
l低压转子振动过程沧东发电公司l号汽轮机为上海汽轮机有限公司生产的亚临界蒸汽参数、一次中间再热、单轴四缸四排汽抽汽式汽轮机,型号C600一16.7/538/538/0.75型。
1.1事故前参数机组负荷350M W,主汽压力13.0M Pa,主汽温度538℃,再热蒸汽压力1.6M Pa,再热蒸汽温度538℃,排汽压力1.8kPa/1.98l(Pa,汽轮机润滑油压0.24M Pa,润滑油温41℃,汽缸膨胀43.1 nun,串轴一0.05m m,高压胀差0.28m m,低压胀差12.4m m。
循环水温度15.8℃,2台循环水泵运行,出口压力90kPa,2台真空泵运行。
1.2事故过程2006—10—26T02:48,调度令1号机组负荷由350M W降至300M W,02:56机组负荷减到306M W,03:03发现汽轮机低压转子6,7,8号轴瓦振动值上升较快,立即派巡检员就地测量检查,明显可以感到振动加剧,声音变大,03:11,7号轴瓦轴振动已经达到254“m,8号轴瓦轴振动已经达到125眦1,机组振动保护动作,机组跳闸(振动保护跳机条件:某轴瓦254“m与相邻瓦125“m,延时3s)。
1.3停机后检查机组停机过程检查轴瓦温度、机组惰走时间和过临界转速振动、转子偏心正常;对高压缸前后轴封、中压缸前后轴封、低压缸前后轴封进行听音检查正常。
停机后对低压未级叶片进行外观检查未发现有叶片脱落和叶片拉筋断裂问题;对5,6,7,8号轴承处对轮的挡风板、连接螺栓等进行了检查,正常;将低压缸前后加配重手孔打开,检查转子配重块未发现有脱落迹象,检查l l号轴瓦集电环配重块无脱落、松动。
600MW机组汽轮机轴系中心工序优化浅析
600MW机组汽轮机轴系中心工序优化浅析发布时间:2023-04-21T17:14:20.087Z 来源:《中国科技信息》2023年第34卷第1期作者:朱江[导读] 汽轮机大修中轴系调整中心是贯穿于整个大修过程的一项最重要的工作,汽轮机掲缸大修中所有的重要检修项目都与轴系中心的调整有着紧密的联系。
朱江四川华电珙县发电有限公司【摘要】:汽轮机大修中轴系调整中心是贯穿于整个大修过程的一项最重要的工作,汽轮机掲缸大修中所有的重要检修项目都与轴系中心的调整有着紧密的联系。
其调整的质量优劣、时间快慢、过程的先后更是直接影响机组检修工期、质量、安全以及更重要的修后安全运行的至关重要的一环。
本文结合多年来汽轮机掲缸检修工作经验,总结了汽轮机大修中轴系调整中心的一些方法和规律,对包括修前中心、半实缸中心、修后中心调整等工序作了详细介绍,并提出了新的优化方案,在2022年四川华电珙县发电有限公司(以下简称:珙县公司)#62机组大修中也取得了优化后的实施成绩,缩短了检修的工期,保障了修后的机组安全经济运行,为汽轮机大修提质增效提供了可以参考的思路和方法。
【关键词】:火电机组;汽轮机;轴系;中心;一、前言汽轮机轴系中心调整是关系整个汽轮机大修过程及修后运行的关键工序,是贯穿整个汽轮机大修工作的主线工序,其重要性不言而喻。
当前,由于我国经济转型发展的不断深入,火电企业的生产经营压力大增,迫使火电企业内部深挖潜能,提质增效,采取有效措施,保障机组投运。
而如何有效缩短检修工期是目前火电企业生存的关键手段之一,而汽轮机大修耗时常常达到2个月以上,大大降低了机组利用小时,因此,汽轮机大修如何有效缩短工期成为各个火电企业重点工作。
结合2022年珙县公司#62机组大修仅用时58天完成600MW机组全部大修工作,本文梳理总结了在本次大修中采用的轴系中心调整优化方案,并在本文中进行了阐述。
对于600MW机组汽轮机转子重达十几吨、甚至上百吨的大件,而中心标准要求仅为0.02mm,可见其标准之高,要求之严格,同时也说明了该道工序的极端重要性。
汽轮机转子加工工艺分析 于波
汽轮机转子加工工艺分析于波摘要:转子作为汽轮机中能量转换的核心部件,它的作用是把高温高压的气体内能转化为旋转的机械能,从而输出功率。
转子在运行中承受着非常复杂的作用力,主要有扭力、离心力及热应力等,因此其结构形式的设计、材料的选用及加工工艺都面临着严峻的考验。
转子的稳定性对汽轮机运行起着至关重要的作用,转子的不平衡量越小,转子在转动过程中跳动就越小,转动就越平稳,因此对转子精加工的加工精度有着相当高的要求,所以设计比较全面的加工制造工艺方案,对保证转子在加工、装配中的精度是至关重要的。
关键词:汽轮机;转子;加工;工艺本文通过试验对汽轮机转子加工转速、进给量、吃刀量进行分析,找出三者与表面粗糙度的关系,便于确定加工工艺参数。
通过对无冷却液切削、有冷却液以及复合喷雾法的对比试验研究,发现复合喷雾法效果最好。
对汽轮机转子各个组成部分进行研究,并对加工过程中的难点进行了分析,研究开发了一种特定的刀杆,用于转子轮槽间汽封齿的加工,保证加工准确的进行;设计了一种转子加工平台用于转子加工过程中的装夹定位,即保证了加工精度,又大大减少了装夹定位的时间;对转子机加工工艺进行设计、改进,包括机床、刀具、和检测等方面,并确定了合理的加工参数,完成了对转子加工工艺的最优化。
对转子的锁口、轮槽和平衡孔的加工过程中的加工难点进行系统、全面的分析,并对切削刀具、加工方法和工艺参数进行改进。
对于转子轮槽加工,采用粗精加工刀具分开的方式,提高了刀具的利用率及加工效率,也能更好地满足零件加工精度;对于平衡孔的加工,通过设计新刀杆并在三菱机床进行加工的方法,解决了压力级叶轮多,平衡孔跨距长无法在钻床加工的问题,并保证了转子的加工精度和加工质量;对锁口的优化加工,通过运用UG进行数控编程加工,锁口加工精度更高,表面质量更美观,并且省时、省力。
一、汽轮机转子装夹方案在汽轮机转子加工过程中,选择正确的装夹方法是保证工件加工质量的前提,比如:转子前、后轴颈外圆的表面粗糙度要求为Ra0.8,形位公差(圆柱度、垂直度等)保持在0.01~0.02mm范围内。
600MW超临界汽轮机介绍
600MW超临界汽轮机介绍(600-24.2/566/566型)哈尔滨汽轮机厂有限责任公司2008.10目录1 概述 (1)2哈汽公司超临界汽轮机业绩 (3)3 汽轮机主要结构 (6)3.1 叶片 (6)3.2 转子 (7)3.3 汽缸 (7)3.4 轴承 (9)3.5 大气阀 (10)3.6 阀门 (11)3.6.1 主汽阀 (11)3.6.2 调节阀 (11)3.6.3 再热主汽阀 (12)3.6.4 再热调节阀 (13)3.7 盘车装置 (13)4 防固粒腐蚀措施 (13)5 预防蒸汽激振力措施 (14)6 三缸四排汽超超临界汽轮机主要设计特点 (14)7 主要技术规范 (15)8.主要工况热平衡图 (16)9 机组运行情况 (23)9.1性能试验情况 (23)1 概述哈汽公司600MW超临界汽轮机为单轴、三缸、四排汽、一次中间再热、凝汽式机组。
高中压汽轮机采用合缸结构,低压积木块采用哈汽成熟的600MW超临界机组积木块。
应用哈汽公司引进三菱技术制造的1029mm末级叶片。
机组的通流及排汽部分采用三维设计优化,具有高的运行效率。
机组的组成模块经历了大量的实验研究,并有成熟的运行经验,机组运行高度可靠。
机组设计有两个主汽调节联合阀,分别布置在机组的两侧。
阀门通过挠性导汽管与高中压缸连接,这种结构使高温部件与高中压缸隔离,大大的降低了汽缸内的温度梯度,可有效防止启动过程缸体产生裂纹。
主汽阀、调节阀为联合阀结构,每个阀门由一个水平布置的主汽阀和两个垂直布置的调节阀组成。
这种布置减小了所需的整体空间,将所有的运行部件布置在汽轮机运行层以上,便于维修。
调节阀为柱塞阀,出口为扩散式。
来自调节阀的蒸汽通过四个导汽管(两个在上半,两个在下半)进入高中压缸中部,然后通入四个喷嘴室。
导汽管通过挠性进汽套筒与喷嘴室连接。
进入喷嘴室的蒸汽流过冲动式调节级,做功后温度明显下降,然后流过反动式高压压力级,做功后通过外缸下半上的排汽口排入再热器。
汽轮机转子加工工艺分析 杨一鸣
汽轮机转子加工工艺分析杨一鸣摘要:汽轮机转子从结构上来讲相对复杂,主要由主轴、叶轮、联轴器、叶片以及安装在轴上的其他零部件组成。
在实际中,对转子的加工工艺要求又受到其工作环境的温度以及转子旋转的速度等的影响,因此其加工难度较大。
另外,转子的质量又是直接影响汽轮机工作性能的重要因素。
基于此,本文主要分析汽轮机转子的加工工艺。
关键词:汽轮机转子;加工工艺前言转子的尺寸精度以及相应的跳动要求都会影响汽轮机在实际中的工作,针对这些情况对汽轮机转子结构特点进行分析,然后结合实际情况对加工工艺进行相应的总结概括以追求进一步的完善发展。
综合来讲,转子的加工对汽轮机的影响是非常重要的。
由于计算机软件和计算机技术取得了不朽成绩,使用三维模型表达工艺信息已经成为一种形势。
三维工艺可以直接展示加工过程,减少员工的学习时间,提高生产效率,因此研究转子三维可视化工艺很有必要。
本文依靠数控编程软件和仿真软件所具有的优点,编写转子加工过程的数控程序,在转子进行实际加工前可以进行虚拟仿真检验,然后编写三维工艺说明书和录制加工视频。
1、典型转子的工艺调研与建模1.1典型转子实际加工过程调研本研究对T8845转子进行加工流程跟踪,从毛坯到最后的动平衡,跟踪时记录每道工序加工时所用到的机床型号、装夹方式、刀具(刀具名或者物号)及加工参数(转速、进给率、切削深度)等。
将跟踪信息进行汇总后,绘制出的实际加工工序图(部分图)如图1所示(图1中以序号大小来表示加工的先后顺序)。
由于转子粗加工、热处理、热跑、探伤等过程中不涉及到数控编程,本研究截取了转子半精加工及精加工过程进行编程,并结合车间师傅的操作经验,对转子半精车(精车)过程进行了工序上的优化。
图1 转子实际机加工流程1.2 Solidworks软件建模转子精加工所用的机床是新二汽转子分部的沃伦贝克1400车床,因此本研究对该车床尺寸进行实测,在确保车床及其辅件重要尺寸正确的情况下,对模型进行简化处理。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
600MW汽轮机低压转子锻造工艺分析
大型锻件研究结果表明,压实钢锭内部疏松缺陷比锻合空洞类缺陷的难度更大。
本文采用数值模拟和物理模拟相结合的方法对600MW汽轮机低压转子锻件内部的疏松的压实过程进行了研究,研究结果深化了对这一问题的认识,对于制定更合理的转子锻造工艺具有一定的参考价值。
首先采用DEFORM有限元模拟软件,对具有人工疏松缺陷的钢坯拔长过程进行了模拟研究,得到了拔长过程中疏松密度及疏松区形状变化特征,给出了拔长过程中变形参数对疏松缺陷压实程度,模拟结果与相关文献的实验数据吻合较好。
对大型转子的疏松压实问题建立了有限元分析模型,按照现行转子锻造工艺卡的变形参数,进行了疏松压实的模拟,得出了疏松区密度与单砧压下量的关系、拔长过程中疏松密度的分布规律以及疏松压实程度与变形程度之间的关系。
通过模拟得出,第一次拔长结束后(锻比等于1.47),疏松区的平均相对密度达到85%。
对拔长后的倒棱模拟发现,倒棱对疏松压实没有什么实质性的影响。
通过镦粗模拟,得出了不同镦粗工艺对压实不同部位的疏松缺陷的有效性:位于端面附近的疏松,锥形板镦粗压实效果比平板镦粗效果好,对于工件心部的疏松缺陷,两种方法的压实效果正好相反。
根据本文的研究结果,在对转子锻件进行两次拔长、镦粗的锻造循环以后,疏松区的密度就可以达到与基体材料相当的水平。
所以,两次镦拔以后,转子锻件锻造的着重点应放在锻件最终形状、尺寸的完成及后续火次锻造时塑性变形的均匀性上。
1/ 1。