切边模开模指令规范
切边模开模指令规范

其他要求说明
1出2
1副(1出2)
切外形、中间孔
四柱型气液增压切边床8T型
切边模编号(作业部门压铸车间)
审核:
切外形、中间孔φ 40±0.1、硬毛刺残留允许≤0.1mm。
批准:
版本:01
客户名称: 产品名称
产品零件号 产品材料及牌号
产品信息
模具穴数 切边模数量
切边切部位
切边切设备
其他信息
ቤተ መጻሕፍቲ ባይዱ接单日期
切边模完成日期 进度要求 第一次试模日期
第二次试模日期
编制: 文件编号:
切边模开模指令规范
编号:
产品毛坯图
产品机加工图
/ 产品装配后图
/
产品编号
新产品/备模
是否汽车件
否
AlSi9Cu3(Fe)
切边压力机安全操作规程模版
切边压力机安全操作规程模版切边压力机是一种用于切割材料的机械设备,它具有一定的危险性。
为了确保工作人员的安全,有必要制定切边压力机的安全操作规程。
下面是一个切边压力机安全操作规程的模板,供参考:第一章总则第一条为了确保工作人员的生命安全和身体健康,保护设备的正常运行,制定本操作规程。
第二条本操作规程适用于切边压力机的操作人员和维护人员。
第三条操作人员必须经过相关培训后,经考核合格后方可上岗操作。
第四条操作人员在操作切边压力机时,必须遵守本操作规程,并保证设备处于正常状态。
第五条操作人员在操作切边压力机前,必须检查设备的安全保护装置是否齐全,并确保设备处于正常工作状态。
第六条禁止未经许可的人员擅自操作切边压力机。
在操作过程中,不得离开操作岗位,禁止操作人员在设备工作时进行其他无关工作。
第七条发现切边压力机存在安全隐患时,操作人员有权立即停止操作,并向上级报告并寻求解决方案。
第八条禁止在切边压力机上进行未经许可的改装、维修或调试,如需进行相关操作,必须由专业人员进行。
第二章设备操作要求第九条操作人员在操作切边压力机时,必须佩戴防护眼镜、耳塞和防护手套,确保个人安全。
第十条操作人员在操作切边压力机前,必须检查设备的电源开关是否处于关闭状态,并进行上锁。
第十一条操作人员在启动切边压力机前,必须确认切割工作区域没有任何人员或障碍物,确保操作安全。
第十二条操作人员在操作切边压力机时,必须按照设备的操作规程进行操作,并严禁超过设备的额定工作负荷。
第十三条当切边压力机在工作过程中出现异常声音、异味或其他异常情况时,操作人员必须立即停止操作,并进行检查和维修。
第十四条禁止将手指、手臂或其他身体部位放置在切割区域或其他危险部位,避免发生意外伤害。
第十五条在操作过程中发生事故或意外伤害时,操作人员必须立即停止操作,并进行紧急救援并上报。
第十六条操作人员在操作切边压力机后,必须清理工作区域,确保设备和工作环境的整洁。
第十七条在操作切边压力机时,禁止从事与设备操作无关的其他工作,严禁操作人员穿戴过于宽松、长发放飞、佩戴饰品等不安全行为。
切边模具资料
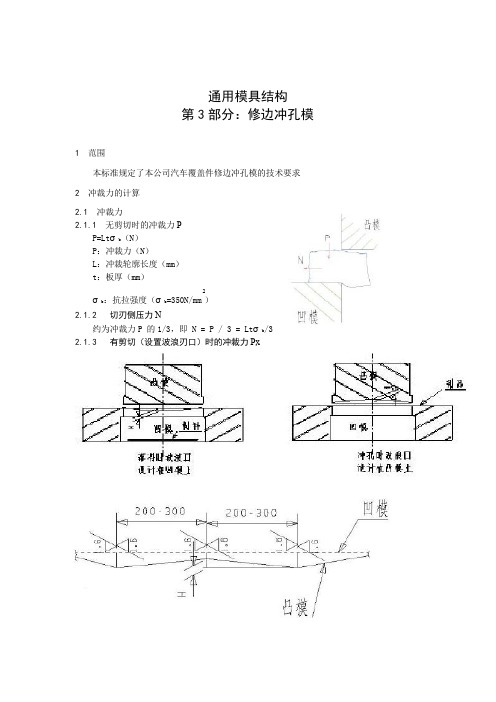
通用模具结构第3部分:修边冲孔模1范围本标准规定了本公司汽车覆盖件修边冲孔模的技术要求2冲裁力的计算2.1冲裁力2.1.1无剪切时的冲裁力PP=Ltσb(N)P:冲裁力(N)L:冲裁轮廓长度(mm)t:板厚(mm)2σb:抗拉强度(σb=350N/mm)2.1.2切刃侧压力N约为冲裁力P的1/3,即N=P/3=Ltσb/32.1.3有剪切(设置波浪刃口)时的冲裁力Px图1PPx=KP(N)Px:有剪切角时的冲裁力P:无剪切时的冲裁力H=t时,K=0.4-0.6H=2t时,K=0.2-0.4冲裁力超过冲床能力的50%时,要考虑设置波浪刃口,修边刃口长的情况下,可设计若干个波浪口。
每块镶块上尽可能取半个波浪或一个波浪;一个波浪的高点,取在镶块中间。
2.2退料力Ps退料力据板厚、形状的不同而变化,一般为冲裁力的4-20%,如间隙为板厚的10%以下时,退料力将增大。
P为冲裁力:t≤2mm:退料力Ps=0.05P(形状简单);Ps=0.06P(形状复杂)t=2~4.5mm:退料力Ps=0.07P(形状简单);Ps=0.08P(形状复杂)t≥4.6mm:退料力Ps=(0.10-0.20)P;2.3卸料力卸料力因料厚、形状等的不同而各异,一般取冲裁力的2~6%。
(常取5%)2.4常用冲压材料的抗拉强度表13冲裁间隙3.1间隙选取原则落料尺寸取决于凹模尺寸(基准侧),间隙取在凸模上;冲孔尺寸取决于凸模尺寸(基准侧),间隙取在凹模上。
3.2间隙值的选取表23.3钝角修边——30°以下钝角修边,间隙取常规的1/2。
——30~60°倾角修边,钝角刃口作出局部平台,一般为3倍料厚,但不超过5mm;间隙趋于0。
图23.4立切修边3.4.1刃口线与斜面上的最大斜线平行,允许最小θ角可参照下表,冲裁间隙按常规选用。
图3表33.4.2立切角度θ角不满足上表要求,需改造凹模刃口,并取小间隙冲裁,对于接近90°立切,冲裁间隙趋于0。
切边机安全操作规程模版(3篇)
切边机安全操作规程模版第一章总则第一条为确保切边机的安全运行,保护操作人员的安全,减少事故的发生,制定本安全操作规程。
第二条本安全操作规程适用于所有使用切边机的操作人员。
第三条切边机操作人员必须严格遵守本安全操作规程,保证操作的安全性。
第二章切边机的种类和结构第四条切边机是一种用于切割和整理板材边缘的机械设备。
第五条切边机的结构主要包括机架、切割装置、送料装置、切边刀具和控制系统等部分。
第三章安全设备和保护措施第六条切边机必须配备完善的安全设备和保护措施。
第七条安全设备包括紧急停止开关、电气保护装置、防护罩等。
第八条操作人员必须熟悉并正确使用切边机的安全设备和保护措施。
第四章操作规程第九条操作人员必须严格遵守切边机的操作规程,合理安排工作流程,确保安全。
第十条操作人员在使用切边机前,必须穿戴好个人防护装备,包括:安全帽、防护眼镜、防护口罩等。
第十一条在操作切边机以前,必须对其进行仔细检查,确保设备的正常运行和安全性。
第十二条操作人员在操作切边机时,必须保持专注,不得擅自离开岗位或进行其他工作。
第十三条操作人员必须按照操作控制台上的指示进行操作,严禁随意调节设备参数。
第十四条操作人员在操作切边机时,必须保持双手干燥,防止操作时滑动。
第十五条操作人员在切边机运行时,不得随意触摸设备,防止造成意外伤害。
第十六条操作人员在操作切边机时,应保持机器周围清洁,防止杂物堆积对机器运行造成干扰。
第十七条操作人员在操作切边机时,应随时关注设备运行情况,发现异常情况及时报告维修人员。
第十八条操作人员操作切边机时,必须保持平稳,避免剧烈晃动或过度加工。
第十九条操作人员操作切边机时,必须保持身体平衡,避免姿势不当导致摔倒或跌落。
第二十条操作人员在切割过程中,必须将手指和身体远离刀具,避免接触刀具造成伤害。
第二十一条操作人员在切割过程中,应保持专注,防止其他人员的干扰或嬉戏伤害。
第二十二条操作人员在切割过程中,不得将手指或身体伸入设备内部,防止意外伤害。
切边模具设计实用标准(上海奥托立夫方向盘有限公司管理系统)--黄铁平

前言随着公司业务的扩大,公司的客户也在不断增加,经不完全统计,近两年与我们公司有业务往来的客户都有四十多家,这些客户大多数都有自已的设计标准,要求我们按他们的要求设计制作,但有很多客户提供给我们的标准本身不是很全,有些内容在沟通过程中有修正,但客户标准没有及时修正过来,为了让工程师特别是新来的工程师能尽快熟悉客户标准,减少出错,现特对现有的客户标准做一次系统的整理。
对客户标准对最熟悉的人是具体负责这个客户的设计组长和设计工程师,只有他们才清楚客户标准哪些内容修改了,哪些内容不完善,哪些方面我们出过错,因此,起草这些客户标准的人就是这些设计组长和工程师,公司研发部标准化组在这个过程中起引导及审核的作用。
由于编制人员的水平有限以及客户要求的不断变化和模具设计制造技术的不断发展,本总结中出现不合理或过时的内容在所难免,如有发现者,欢迎通知编制人员和研发部标准化组进行修正,以使本总结更符合客户要求和生产实际情况。
另外,本标准属银宝山新公司内部资料,任何人不得随意复制。
公司研发部标准化组2009年7月20日目录第一章客户简介 (4)第二章技术文件 (5)2.1 技术文件 (5)2.2图纸文件 (5)2.3确认文件 (6)第三章模具设计 (7)3.1切边模在生产中的动作描述及最初模具设计时的要求 (7)3.2模具材料及热处理 (12)3.3模具基准及压铸骨架在切边模中的放置要求 (12)3.4切削系统(刀刃、支撑板及支撑镶件) (14)3.5顶出系统 (16)3.6排渣系统 (17)3.7奥托立夫切边模专用标准件说明 (19)3.8模具标识 (24)3.9加工要求、FIT模要求及注意事项 (25)第四章模具的使用 (26)4.1模具的吊装与搬运 (26)4.2模具的维护 (28)4.3模具的走模要求 (28)第五章模具的布局与联接 (28)5.1模具的外形尺寸与布局 (28)5.2模具的安装 (29)第六章客户工厂及模具图片 (32)6.1冲压机床图片 (32)第七章补充说明南京云海切边模设计 (39)7.1模具材料及热处理 (39)7.2顶出系统 (39)7.3排渣系统 (40)7.4 骨架在模具中的布局(41) 第一章客户简介上海奥托立夫汽车方向盘有限公司(英文简称ACW)是瑞典奥托立夫在中国的一家全资子公司,其生产的方向盘面向中国所有整车制造商,并出口到日本\韩国\美国\澳大利亚等国,预计到2010年,年产量将达到250万套,其中70%用于出口。
模具开模指令模板

编制:
工程部:
审核:
批准:
开模指令由开发部作成存档,发布模具供应商。
项目部:
xx公司
模具开模指令模板
版本:A
发文部门:开发部
公司:
模具供应商:
联系人:
联系人:
电话:
电话:
日期:
日期:
邮箱:
ห้องสมุดไป่ตู้
邮箱:
尊敬的供应商: 兹通知贵司,我方同意你们在下述定义基础之上对零件进行开模,请严格遵守相关合同约定及数
据保密协议。以下为我方向你们确认该零件信息和模具制造要求。
一.开模零件信息
产品名称
1.《开模指令》由开发部作成,是模具供应商开模加工的唯一指令,在未取得《开模指令》前供 应商私自开始模具加工制造,由此产生的损失与责任由模具供应商承担。
2.当《开模指令》下发后发生变更,开发部模具工程师有责任指出设变点,在补充说明中予以明 确表示。
3.《开模指令》发布前必须经过项目组领导审批,模具设计方案通过项目组评审认可,并不意味 着可以用任何一种方式减轻模具供应商的责任。
零件号
数据名称
材料名称
PP+EPDM+T20
材料牌号
材料收缩率
1.00%
二.模具制造要求
■是,评审通过 模具方案评审 □否,供应商提交内部评审报告,接收认同
□其它,
评审通过或 接收日期
型腔材料
型芯材料
热流道
模腔数量
模具规格
注塑机型
T0试模日期
合格光板件 提交客户日期
模具寿命
三.《模具、检具、工装、夹具》管理规定
工模部文件管理规范
工模部文件管理规范1目的为了让图纸管理更加规范,图纸能及时更新,保证有需要的人都能拿到正确且唯一的图纸,特制定此规范2范围此规范仅是对工模部模具图纸的要求,包括压铸模及塑胶模的零件图纸及相关的证明文件等,其他的文件存档请见相关的要求及标准。
压铸模及塑胶模的零件图纸及相关证明文件包括:压铸产品2D图,压铸产品3D图,模具材料清单,模具全3D,电极清单,模具2D零件图,电极图,修模资料,制造指令单,模具设计计算表,模具评审会议记录,模具设计检查表,模具检核表,材质证明,热处理报告,试模报告,模具修改记录,模具批准报告,模具说明书等。
3文件命名模具2D及3D图纸发放存档时,命名需与《模具开模指令单》中的模具编号保持一致。
模具编号的构成如下:0602-Y T-W L-040-A顺序号模具流水号外来模具代号,可选客户代码模具种类代码月份年份其中“模具种类”分为Y(压铸模)S(塑胶模)三类;“WL”表示外来模,如果不是外来模则没有此代码。
“顺序号”由A、B、C等来表示。
如:“0602-YT-WL-040-A”表示的是06年2月由代码为T的客户开发的流水号为040的压铸模具,这是相同产品的第一套模。
模具的2D图及3D图在文件名后需要加上版本号,版本号需与“模具修改列表”里的编号一致。
比如“修改列表”里有了一个V03的版本,如果只修改精定位,没有修改2D,则2D可以不用上传,只上传3D即可,3D档命名后加“_V03”。
如果此次修模只修改精定位,加工一次后发现不行,要再修改3D再加工一次,则3D图档也需要更新,版本号改为“_V03.1”。
此版本号只与“模具修改列表”关联,不为流水号。
比如列表内的版本为V03,而3D版本前一个为V01,则跳过V02,直接按“模具修改列表”里的V03来做。
模具的2D图则命名为“0602-YT-WL-040-A_V01.dwg”,存档格式为AutoCAD 2004格式。
3D图命名为“0602-YT-WL-040-A_V01.x_t”存档格式为UG8.0格式。
切边机安全操作规程
切边机安全操作规程
一、操作规程
1、操作者在遵守本规程的基础上,还应遵守冲压工的一般操作规程。
2、设备使用前,应检查各部位是否正常,防护装置是否齐全,送料、夹料、切边、推料动作是否灵活协调。
如发现异常,应及时修理和更换,否则不准使用。
3、设备开动前,还须检查模具的安装是否准确,压板钢钉是否牢固,一切正常后,才可开车。
4、设备在运转时,不得用手在设备上送接工件,坯料被模具卡住时,应停车用工具解脱,以免发生事故。
5、剪切一端时(特别是厚的工件)要注意另一端不许翘起,也不许下滑,以免损坏刀具和机床。
6、工作中,工件不许堆积过多,要堆放整齐,不许乱丢。
废料应及时清除,以免割伤手脚。
7、完工后,要切断电源,认真清理现场,清除边角余料。
二、日常保养
1、擦净设备外表和导轨,并润滑导轨。
2、按润滑图表规定检查润滑。
3、擦净切边机外表及导轨,并及时润滑导轨。
4、擦拭各部件并必要润滑后归位。
5、将本班使用的附件擦拭并必要润滑后按定置管理摆放整齐。
6、认真检查、填写设备的日常点检卡和交接班记录。
切边模开模指令
产品名称 产品零件号
切边模开模指令
产品毛坯图 产品编号
切边模编号:CM-XXXX-01
/
产品机加工图
产品装配后图
1份 1张
/
新产品/备模
新产品
是否汽车件
否
产品材料及牌号
AlSi9Cu3(Fe)
其他要求说明
产品信息
模具穴数 切边模数量
1出2 1副(1出2)
冲切部位
切外形、中间孔
冲切设备
四柱型气液增压冲床8T型
其他信息
切边模编号CM-XXXX-02(作业部门压铸车间)
接单日期Biblioteka 切边模完成日期 进度要求 第一次试模日期
第二次试模日期
切外形、中间孔φ40±0.1、硬毛刺残留允许≤0.1mm。
编制:
文件编 号: XX/72.SC. 01.02.22B
审核:
批准:
版本:01
数控切割机下料切割指令的工艺规范
数控切割机下料切割指令的工艺规范为了有效降低数控切割的切割成本和提高单船的材料利用率,技术人员在套料时需遵循以下严则:一、套料1)切割的起割点与切割顺序:1、目前重工切割机为逆时针切割,友联的切割机为顺时针切割,为适应这一原则,套料人员在制作切割文件时,切割机代码重工切割机选择63,友联切割机选择40。
2、切割机逆时针切割时零件的起割点应放在左下角,切割时从板的左下角开始切割,零件排序遵循孔内零件和小零件优先切割,由下而上,由左至右的原则(见图1、图2)。
图1 先割孔内零件及小零件(本示例按逆时针切割规则)图2 长条型零件切割点及切割顺序(本示例按逆时针切割规则)3、套料人员套料时必须做好零件的排序工作,不能让切割人员自己手工调节切割指令,对于某些比较特殊的板和零件,切割人员有调整切割顺序的要求时,请及时将意见反馈回技术中心,技术中心将尽量安照切割人员的要求调整切割顺序。
2)零件套料间隙:1、不大于20mm的板套料间隙取10mm,板厚为20~30mm的板套料间隙取12mm,大于30mm(含30mm)的板套料间隙取15mm。
零件为圆(或圆环)的套料间隙取20mm。
需要机加工,直径小于60mm的孔不切割,只做喷粉处理。
2、板厚为45mm(含45mm)以上的零件,取消喷粉指令,但数控套料图中必须标识好数据,以方便施工人员核对。
且板厚为45mm(含45mm)以上的板出套料图时不能与低厚度板的套料图放在相同一页,需单独分开,且在套料图上标识清楚是等离子切割还是火焰切割。
3)零件搭桥:为了延长切割枪嘴的寿命,零件需要多搭桥,搭桥的原则是:1、保证非内孔中的零件都能大于1m2。
2、不大于20mm的板搭桥宽度选择10mm,20~30mm的板搭桥宽度选择15mm,30mm 以上(含30mm)的板搭桥宽度选择20mm,圆和圆环搭桥宽度选择20mm。
3、搭桥的位置应尽量选在零件端部(见图3),搭桥时尽量将零件搭成四边形(见图4),搭桥时小零件需与大零件搭在一起(见图5)。