电木模具要求
模具部模具制造结构要求
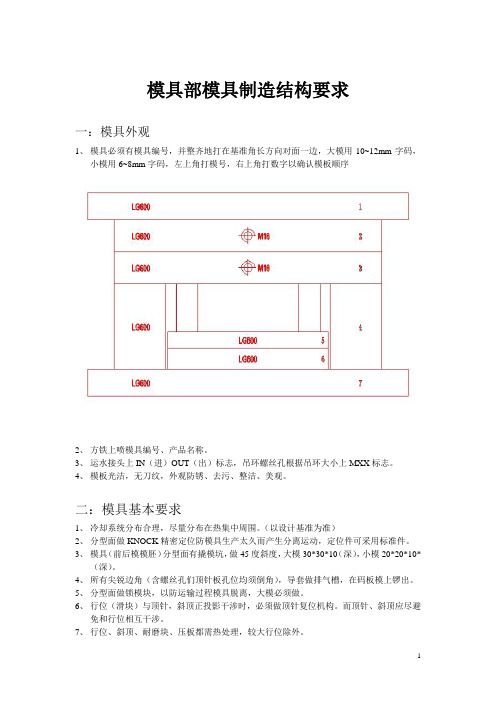
模具部模具制造结构要求一:模具外观1、模具必须有模具编号,并整齐地打在基准角长方向对面一边,大模用10~12mm字码,小模用6~8mm字码,左上角打模号,右上角打数字以确认模板顺序2、方铁上喷模具编号、产品名称。
3、运水接头上IN(进)OUT(出)标志,吊环螺丝孔根据吊环大小上MXX标志。
4、模板光洁,无刀纹,外观防锈、去污、整洁、美观。
二:模具基本要求1、冷却系统分布合理,尽量分布在热集中周围。
(以设计基准为准)2、分型面做KNOCK精密定位防模具生产太久而产生分离运动,定位件可采用标准件。
3、模具(前后模模胚)分型面有撬模坑,做45度斜度,大模30*30*10(深),小模20*20*10*(深)。
4、所有尖锐边角(含螺丝孔们顶针板孔位均须倒角),导套做排气槽,在码板模上锣出。
5、分型面做锁模块,以防运输过程模具脱离,大模必须做。
6、行位(滑块)与顶针,斜顶正投影干涉时,必须做顶针复位机构。
而顶针、斜顶应尽避免和行位相互干涉。
7、行位、斜顶、耐磨块、压板都需热处理,较大行位除外。
三:定位环机嘴1、位环外径一般情况下用¢99.8*20.特殊情况根据注塑机可用其它规格。
2、定位环要藏入码模内深约10MM左右,须与上码模板配合良好(间隙配合),无虚位,用螺丝固定。
3、位环要将机嘴压住,防止漏胶,机嘴必须定位。
4、机嘴配合射嘴圆弧采用大模SPR19-20左右,小模SPR13-15左右,根据设计图纸为准。
5、定位环、机嘴尽量采用标准件,以节省工期。
6、模具啤塑要用加长炉嘴时,定位环内径不小于¢80。
7、机嘴入水口尺寸小模保持¢4.0,大模¢5.0——¢5.5斜度单边1--2度,根据实际情况而定。
8、板模细水口模具之机嘴:用标准机嘴与水口板之间加工斜度配合,以防机嘴烧坏。
9、特殊情况下,机嘴要进行适当的低度数热处理。
四:入水浇道1、大水口模具按产品的胶料来设计浇道与水口的大小,入水口处理产品边1.5MM左右.2、细水口模横浇道深度X宽度,产品较小4MM*6MM,中型和大模5MM*8MM(不可过深,以免水口难以冷却,影响注塑)3、水口竖浇道,保证两块板相接处有平面台阶,一层一个台阶,直径相差0.2MM左右,并省光滑.4、口板拉针,高度与水口板平或高出平面小于1.0MM,水口板可做一个R3~R4的圆球胶位,拉针如做反斜度, 斜度应在7~8度之间,直径不宜过大,约¢3~¢4左右,角上利角R0.5.5、嘴流道省光滑,特别是潜伏式浇口必须省光滑,以防啤塑有胶粉现象发生.6、水口流道有冷料位,流道做全圆或梯形(5度以上出模)自动注塑和模具,机嘴处冷凝料用5度倒角形式顶出,避免用”Z”形拉料方式..7、模,动模圆形流道夹口线不超过0.1MM,以利于保压注塑.8、进料浇口根据产品的重量、形状确定大小,深度.五:模肉1、后模表面光洁,去除刀纹,倒角整齐,模内镶嵌整齐无缝.2、图纸末标出模斜度,胶位部分最少在0.5度出模斜度,需蚀纹模具要有足够的出模斜度3度以上,蚀纹每深0.1MM即加斜度1度.3、品深骨尽量做镶件,并必须双边做出斜度,底部有台阶管位.4、骨、柱等根部厚度(T)与壁厚(t)之比例t小于0.5T,否则容易产生缩水,严重影响外观.5、柱、胶位低都必须做R0.25~R0.5,己标明的除外.6、壁厚不能突然改变转弯,以防固气和缩水.7,.运水孔直径在Ф8以下,孔边离产品钢位不少于10MM,运水孔直径在Ф10以上,孔边离产品钢位不少于15MM。
电木注塑成型新技术--资料
电木注塑成型新技术热固性塑料注塑利用一螺杆或一柱塞把聚合物经一加热过的料筒(120~260°F)以降低粘度,随后注入一加热过的模具中(300—450°F)。
一旦物料充满模具,即对其保压。
此时产生化学交联,使聚合物变硬。
硬的(即固化的)制品趁热即可自模具中顶出,它不能再成型或再熔融。
注塑成型设备有带一用以闭合模具的液压驱动合模装置和一能输送物料的注射装置。
多数热固性塑料都是在颗粒态或片状下使用的,可由重力料斗送入螺杆注射装置。
当加工聚酯整体模塑料(BMC)时,它有如“面包团”,采用一供料活塞将物料压入螺纹槽中。
采用这种工艺方法的加工聚合物是(依其用量大小排列);酚醛塑料、聚酯整体模塑料、三聚氰胺、环氧树脂、脲醛塑料、乙烯基酯聚合物和邻苯二甲酸二烯丙酯(DAP)。
多数热固性塑料都含有大量的填充剂(达 70%重量份),以降低成本或提高其低收缩性能,增加强度或特殊性能。
常用填充剂包括玻璃纤维、矿物纤维、陶土、木纤维和炭黑。
这些填充物可能十分有磨损性,并产生高粘度,它们必须为加工设备所克服。
工艺过程热塑性塑料和热固性塑料在加热时都将降低粘度。
然而,热固性塑料的粘度却随时间和温度而增加,这是因为发生了化学交联反应。
这些作用的综合结果是粘度随时间和温度而呈U型曲线。
在最低粘度区域完成充填模具的操作这是热固性注射模塑的目的,因为此时物料成型为模具形状所需压力是最低的。
这也有助于对聚合物中的纤维损害最低。
注射模塑工艺过程利用一螺杆使物料流经加热过的料筒,料筒则以水或油循环于料筒四周的夹套中。
螺杆可按每种材料的不同类型加以设计,稍加压缩以脱除空气并加热物料获得低粘度。
大多数热固性物料在此处的流动都是相当好的。
使物料进入模具的操作是中止螺杆转动和用液压把螺杆高速推向前,使被塑化的低粘度物料压入模具中。
这种快速流动要求在0.5秒的时间里填满模腔,压力需达到193MPa。
一旦填满膜腔时物料的高速流动产生更大的摩察热以加速化学反应。
接线盒胶木结构件注塑模具设计
接线盒胶木结构件注塑模具设计一、塑件分析本文所描述的塑件是接线盒上的一个结构件。
作为接线盒主体部件之一,其要与多个部件配合,产品结构较为复杂,主要有以下几个特点:产品上有八个贯穿整个产品的异型孔,要求具有比较高的形状精度和相对位置精度;产品上具有多出小孔结构,直径尺寸不到4mm;产品上的小孔与异型孔联通,这将增加模具设计制造的难度;产品接近中间的位置有一圈宽度仅为2mm、深度最深处达3mm的凹槽;由于配合的需要,产品上的多处棱角部位,倒圆角半径极小,这对模具加工提出了较高的要求。
此结构件选用胶木(又称电木)作为原料,因为胶木具有非常好的绝缘性能,特别适合作为电器的结构件。
二、模具结构设计该塑件为批量生产,考虑到产品本身结构的复杂性以及模具制造的成本,采用“一模一腔”的布局,模具采用普通的两板式结构。
考虑到型腔结构复杂,且产品要求较快填充满型腔,应采用直浇口进料。
1.成型零件结构设计(1)由于产品结构非常复杂,且部分细微结构尺寸精度要求较高,所以成型零件采用镶拼结构,这样做既能对成型零件尺寸或位置较高部分的成型零件单独进行加工,保证了加工精度,降低了加工成本,而且也便于热处理、修配和更换。
(2)型腔、型芯模块采用斜面锁紧的精定位结构,以保证其较高的相对位置精度。
(3)由于要生产的零件上有两组位置精、尺寸精度要求较高的通孔和异型孔,所以成型这些孔的镶件单独加工,镶嵌于成型主体的模具体积块上,和体积块的配合选用H7/k6的过渡配合,以便拆卸、修配和更换。
同时,为了保证镶件不会沿着与之配合的通孔发生滑动现象,在体积块的另一端使用挡块顶住镶件。
(4)注意到零件的两侧的两个凹陷的曲面,由于有配合要求,因此形状和尺寸精度要求较高,零件这部分壁厚很薄,若和模具体积块做成一体很难加工,所以也做成镶件,同时还能起到对模具体积块的定位作用。
2.浇注系统设计本模具由于镶嵌件较多,若采用多型腔布局势必大大增加模具的加工和装配难度,并且考虑到此塑件要求生产一模的时间较短,产品的表面质量要求较光洁。
电木成型要求
电木注塑注射电木粉的应用工艺,如能按其性能特点控制,对提高制成品率;减轻注射机的工作负荷;减少对螺杆料筒的磨损;缩短成型周期;改善制件外观会有很大的帮助。
合理使用注射电木粉可使一般氮化钢螺杆的使用寿命延长至8—12个月,并改善对模具的损伤。
一、概念:材料必须在适当的温度条件下经螺杆在料筒内充分熔融塑化,使它呈现良好的熔融状态和流动性,使之具备最佳的注射成型工艺。
注射型电木粉具有良好的料筒热稳定性,120℃条件下料筒内可保持10分钟以上,在85—100℃时呈现最佳熔融流动状态,料筒保持时间可达20分钟。
二、建议料筒温度的设置条件:1.两段控温的料筒:前90—95℃,后75—85℃;2.三段控温的料筒:前90—100℃,中80—90℃,后70—80℃;3.根据配合工艺需要的材料流动性可以用适当提高或降低前料筒温度的办法来调节。
三、背压的关系:注射电木粉为基本颗粒状,除需温度的配合使之熔融外必须调整背压来完成和完善材料的预塑化,使注射过程中流动性良好,加量均匀稳定。
背压的调节一般可控制在加料松退时喷嘴有适当的料流出,和注射过程中调节加料稳定,视不同机器大约在3—5㎏/㎝2四、压力和注射(射料)速度:由于材料充分熔融流动性良好,不需很高的注射压力就能注满型腔,能大幅度降低并减轻机床的负荷,一般在60㎏左右就能满足注射成型的要求。
射料和喷嘴、流道、浇口,模具快速摩擦会产生过高的温度和加剧对螺杆料筒的磨损。
特别是单比例阀控制的注射机,高压高速对螺杆模具等的损伤更为严重,所以射料速度不宜太快。
过慢会影响效率,也不可取。
一般视制件大小和浇口形式,控制在每秒10—25克。
以不产生制件硬泡和气体顶住而注不到头为好。
五、模具温度和保型时间:注射电木粉有较快的成型速度,在170℃条件下就能满足它的成型要求。
保型时间以每毫米14秒并随厚度的增加,时间的增加量递减。
一般制件的每模周期在60—80秒。
电木成型知识
電木成型知識一﹑設備1﹑機台﹕臥式連續注射成型機﹔立式連續注射成型機。
2﹑模具﹕模具乃工業之母2.1﹑制品壁厚盡量均勻﹐不要有銳角﹔2.2﹑澆口的位置除考慮制品的外觀﹐還要考慮原料的流向﹐以增加制品強度﹐減少變形等品質問題的產生。
2.3﹑注道﹑澆道及澆口的設計非常重要﹐若材料在途中遭受較大的阻力﹐勢必加大射出壓力克服﹐以致會使制品尺寸安定性不良﹑相對增加鎖模力﹑縮短模具壽命﹑加快螺杆料筒的磨損等不利影響。
二﹑材料---電木粉A﹑優點酚類化合物与醛類化合物縮聚而得的樹脂統稱為酚醛樹脂。
其中以苯酚与甲醛縮聚而得的酚醛樹脂最為最重,在縮聚類塑料中,以酚醛樹脂為基礎的塑料應用最廣,產量也最大。
酚醛樹脂及塑料作為一种原料易得、价格低廉,性能优异的品种,至今已有90多年的歷史了,其大量用于電器電子、儀表儀器、化工、紡織、汽車、建筑、机械、輕工,家用電器和器皿、軍工,甚至宇航等部門,成為社會發展中不可缺少的重要原料,主要具有以下优點;1、熱固性塑料价格低廉,僅為熱塑性塑料的1/2~1/5,因其成份中含有40%以上价格低廉的各种填料。
2、新的成型加工工藝不斷出現和完善,熱固性注塑工藝在工業化國家已成為熱固性塑件“主流生產工藝”,可与熱塑性成型工藝處于并駕齊驅的地位。
3、熱固性塑料制品的外觀有熱塑性制品不能相比的光澤。
4、在采用酸性樹脂和填料后,机械強度可以達到以塑代木,以塑代鋼的性能,可以滿足各种場合的使用。
5、酚醛塑料制品的鋼性大,具不熔性,可在150℃~200℃的范圍內使用,而且即使在非常的溫度下,它也不軟化變形,制件表面會有燒焦現象。
6、在水潤滑條件下具有較低的摩擦系數(0.01~0.03),很高的PV极限值,可作軸承、齒輪、凸輪等。
特別是在不能使用油潤滑的條件下,顯示它的优越性。
7、熱固性塑料制品具有耐高壓、抗老化、耐燃燒等特點,是熱塑性塑料制品無法比較的,所以熱固性塑料可用來填補熱塑性塑料和金屬制品之間的不足。
电木知识汇总资料
电木知识汇总一、基础知识1、用电木种类:a---T373J(常用于熨斗、煎烤器类产品。
)b---T385Jc---T355J(加纤维比较多,通常为客户要求使用。
)2、成型工艺哲学:用最低的速度和压力,最快的周期成型最好的制品。
3、IE(Industrial Engineering)工业工程:凡是可以提高工作效率(包括工作质量、产品质量…..)降低成本等合理化作业皆可视为IE,实时时有IE,处处有IE。
4、成型三条件:(1) 热量:热固性注塑机料筒,电木模具的加热系统;(2) 压力:电木机的液压控制系统及机械传递系统(3) 时间:电木机电控系统5、成型三要素:电木粉、电木机、电木模具6、成型三阶段:塑化阶段、注入型腔阶段、固化阶段7、热固性注塑原理:将热固性塑料(电木粉)加入料筒,通过对料筒的外加热及螺杆旋转时对原料的摩擦热,对电木粉进行加热,使之熔融而产生流动性,在螺杆的压力下将稠胶状熔融料通过料筒的射嘴,注入模具的浇口、流道并充满型腔,在高温、高压下进行化学反应,经过一段时间的保压后固化成型。
8、电木机:一般由开、合模系统、注塑系统、加热冷却系统、润滑系统、液压传动系统、电气控制系统、安全保险系统、检测系统组成。
9、常用品牌及参考价格T385J:长春(台湾)10元/公斤宏光/旋风(中国)5元多/公斤T373J:长春(台湾)11元/公斤T355J:性能不好,通常为客户有要求时才使用。
二.电木粉知识1、电木粉:电木粉是由苯酚和甲醛发生聚合反应,产生树脂,添加一定比例的填充料、硬化剂、添加剂、经过混合粉碎而成,是一种热固性塑料。
2、电木粉树脂成型材料制造方法:3、目前所用电木粉和性能指针状况:4、电木粉主要组成成份及特性:a、组成成份:酚醛树脂、木粉、硬化剂及添加剂组成,其中添加剂包括固化剂、增塑剂、着色剂、润滑剂、固化促进剂。
b、酚醛树脂:酚类化合物与醛类化合物缩聚而得的树脂(主要为苯酚与乙醛的缩合物)称为酚醛树脂。
电木模具保养规范

千分尺、扳手
10分钟
14
清洗顶针毛边、油污。
煤油、碎布
5分钟
15
顶针孔、模针孔
顶针,纤维绳
10分钟
16
去除氧化皮
喷砂机
1.5分钟
工序
流程
保养内容
工具
时间
17
清理模板、模框
公、母模仁、左右滑块清洗
组装模针到模仁上
组装前模仁到后模上
组装后模仁到公模上
组装顶针到公模上
组装底ቤተ መጻሕፍቲ ባይዱ、模脚
清理模具
WD-40保养
工序
流程
保养内容
工具
时间
1
冷却模具
浸入油桶浸泡
吊上模具并停留10分钟
把模具推到工具台
打开模具
初步检查模具有无损坏
初步清理模具
拆开左、右滑块清理检查
拆开前模仁清理检查
拆开后模顶针板清理检查
拆开后模仁并清理和检查
拆出模针送检
拆出顶针清洗和检查
清理顶针孔和模针孔
公母模仁,左、右滑块喷砂
避免产生回火现象
高度叉车
5分钟
9
清理前模仁,检查有无碰伤、损坏。(注意垫片),用Φ4.0顶针敲出。
风枪、铜刷、目视、铜片、扳手
5分钟
10
清理弹簧和顶针、检查弹簧有无变形,检查顶针有无断和弯曲
风枪、铜刷、目视、铜片、扳手
5分钟
11
清理后模仁,检查有无碰伤、损坏。(注意垫片),用Φ4.0顶针敲出。
风枪、铜刷、目视、铜片
5分钟
13
风枪、目视、扳手
3分钟
22
检查顶针有无装正确顶针孔、螺丝有无锁紧、锁全。
pc模具验收标准
pc模具验收标准
一、模具尺寸
1.模具的整体尺寸必须符合设计图纸要求,不得有超出公差范围的偏差。
2.模具的各个零部件尺寸必须准确无误,符合图纸要求。
3.模具的定位装置、抽芯装置等辅助结构应功能正常,满足使用要求。
二、模具结构
1.模具的结构应符合设计图纸要求,各个零部件安装位置正确,无错装、漏
装现象。
2.模具的开模、闭模动作应顺畅,无卡滞现象。
3.模具的冷却系统、加热系统应工作正常,无泄漏现象。
三、模具材料
1.模具的主要材料应符合设计要求,具有足够的强度和耐久性。
2.模具的辅助材料应符合相关标准,不得使用劣质材料。
3.模具材料的热处理工艺应符合要求,保证材料的机械性能。
四、模具精度
1.模具的型腔精度应符合产品要求,不得有明显的变形、磨损现象。
2.模具的定位精度应符合标准,保证产品的尺寸精度。
3.模具的重复定位精度应符合标准,保证生产的重复性。
五、模具表面处理
1.模具的外表面应光滑、平整,无明显的划痕、锈迹。
2.模具的涂层、镀层应均匀,无脱落现象。
3.模具的刻字、标记应清晰、准确。
六、模具组装及调试
1.模具的各个零部件应能顺利组装,无卡滞现象。
2.模具的调试过程应顺畅,无明显的故障和问题。
3.模具的性能指标应达到预期要求,满足生产需要。
七、试模效果
1.通过试模检验,产品的外观、尺寸应符合设计要求。
2.模具的生产效率应满足生产计划的要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电木模具要求
1.模胚打上客户编号.
2.模料基础角侧边锣一条槽打上钢料材质。
3.排气要做足才能试模.流道要省光滑。
4.非胶位的转角尽量倒角,避免发热钢料裂开。
5.做锁模板。
左右两侧各一个,
6.天侧方向要锣一个“天”字。
7.模胚导套用自润导套。
8.活动的部件做好润滑或做石墨标准件,以防“烧死”。
9.模胚前后模面都要做隔热板,隔热板要沉进模胚,只高出1mm.
10.模胚天侧方向方铁做挡尘板。
11.所有斜面上的顶针晒幼纹(类似火花纹)不能做格子纹。
12.模胚面板顶面要做吊环孔,位置与啤机的锁模孔一致。
13.模胚每块固定板之间要做管钉,模胚四角做撬模坑,四角要30度
的斜角,防止撞啤机呵林柱。
开模面做平行块。
14.顶针用耐热顶针。
15.未列事项或图纸表达不清楚请与工程部联系。