Z3050摇臂钻床回转盘的机械加工工艺规程及部分夹具设计
Z3050摇臂钻床壳体盖机加工工艺说明书

课题名称Z3050摇臂钻床壳体盖机加工工艺工装设计专业名称机械设计制造设计及其自动化所在班级学生姓名学生学号指导老师前言机加工工艺规程制定 (1)1. 计算生产纲领,确定生产类型 (1)2. 审查零件图样的工艺性 (1)3. 选择毛坯 (1)4.1 工艺过程设计 (1)4.2 制定工艺路线 (3)5.确定机械加工余量及毛呸尺寸 (4)5.2 确定毛呸尺寸 (4)5.3 确定圆角半径 (5)6.工序设计 (5)6.1 选择加工设备及工艺装备 (5)6.1.1 选择机床 (5)6.1.2选择夹具 (5)6.1.3选择刀具 (5)6.1.4选择量具 (7)6.2 确定工序尺寸 (8)7.确定切削用量及基本时间 (8)7.1工序Ⅱ(车上、下两平面)切削用量及基本时间确定 (8)7.1.1 切削用量 (8)7.2 工序的粗膛 (11)7.2.1 切削用量确定 (11)夹具设计 (21)1.确定设计方案 (21)2.定位精度分析 (22)总结 (23)参考文献 (24)致谢 (25)附录 (26)毕业设计是完成工程技术人员基本训练的最后一个重要环节,目的是培养学生的综合运用所学专业和基础理论知识,独立解决本专业一般工程技术问题的能力,在设计方案的选定、设计资料的收集,手册和国家标准、规范的运用,设计方案的应用,零部件图及总装图的绘制等方面有较全面的段练,并使每个学生树立起正确的设计思想和良好的工作作风。
一个零件的同一面上,往往有多个孔,如果在普通机床上加工,通常要一个孔一个孔的钻,生产效率低,同时,各加工孔的形状和位置公差以及尺寸精度都难以保证,工人劳动强度大,特别是大批大批量生产的工艺,更是大大地增加了生产周期,而且成本也很高。
为了克服多孔零件普通机床加工不利的一面,行之有效的方案就是在普通机床的主轴上装一个多头轴,但是对于大型箱体零件,采用这种方案也不行,而采用组合钻床才是最佳方案。
组合机床是按系列化,标准化设计的通用部件与按被加工零件的形状及加工工艺要求设计的专用部件所组成的专用机床。
z3050摇臂钻床预选阀体机械加工工艺规程及镗孔工装夹具毕业设计
初步拟定加工工艺路线如下: 工序号 工序内容 铸件 时效
5
湖南大学衡阳分校
涂底漆 钳工划线 10 20 30 40 50 60 70 80 90 100 110 120 130 铣 13×14 端以 164×(91-33)=164×78 底面为基准 铣 84×91 左右侧面 铣 164×84 前后两侧面 铣 164×(91×13)=164×78 车 2-Φ40 孔 车 2-Φ64 孔 车 2-Φ42.5 钻孔 4-Φ5.8 钻 2-Φ7 两孔,扩成Φ11,钻Φ8 孔 钻 4-M4-6H 深 8 钻 6-Φ38,4-Φ6,5-4M×1.56-H(孔径为 12.5) 钻 2-Φ4.2 及Φ6 孔 钻 11-Φ6,Φ8,Φ14.5,2-Φ6.1,Φ12.5,12-Φ38 攻丝 M16×15-6H 140 150 160 170 攻螺纹各孔 磨 2-Φ40 孔 检验 入库 攻丝 11-M14×1.5-6H
+0.15 钻俯视图上 4-Φ5.8 0 (见 C-C 视图)
钻 2-Φ7 两孔,扩Φ11 成(B-B)钻Φ8 钻 4-M4-6H 深 8,回转 90 90 钻 6-Φ3.8 0 孔(左视图)钻 4-Φ6 5-M14×1.5H6H 和孔Φ6 深 96,回转 90 100 110 120 钻 2-Φ4.2 及Φ6 孔(俯视图) ,回转 90 钻 6-Φ3.8 0 ,Φ5.8 0 深 6,回转 90 钻主视图上各孔
湖南大学衡阳分校
课程(毕业)设计
题目
Z3050 摇臂钻床预选阀体 机械加工工艺规程及镗孔 工装夹具设计 专业 机制 班级 二○○三级四班 学生姓名 指导教师
2006 年 5 月 22 日
湖南大学衡阳分校
湖南大学衡阳分校
课程(毕业)设计
Z3050×16摇臂钻床

Z3050 X 16摇臂钻床亠・主要技术参数
1 •安全警示
1. 机床使用过程中,摇臂沿着一个方向连续转动不得超过360°,否则将内立柱的电源线拧断造成短路,危及人身安全;
2.钻削前切记将摇臂、立柱及主轴箱夹紧,否则易造成人身事故;
3. 使用该机床的操作者一律不准带手套,女同志一律带安全工作帽(将长发包住),否则易发生人身事故;
4. 在钻削过程中发生机床及人身意外事故,应立即按动机床面板上的总停止按钮,以免发生更大的伤害;
5. 根据被加工材质及钻头直径不同,应遵照机床面板上表格中内容合理选择转速与进给量,否则易造成机床损坏;
6. 请按机床上润滑标牌的规定,对机床各部位注油润滑,否则研伤导轨或机件;
7. 禁止主轴机动进给时,在主轴行程的上、下两个极限位置撞停,当机动进给接近主轴行程极限位置时,必须立即手动脱开机动进给,以防止损坏水平轴;
8. 在主轴有效行程范围内(不含两个极限位置),主轴机动进给允许使用机械定程装置,机动撞停;
9. 禁止操作过程中,穿宽松外衣,佩戴有碍操作的饰物;
10. 禁止用煤油、汽油和其它易燃液体擦拭机床,禁止用压缩空气的装置清理机床;
11. 禁止水平方向旋转摇臂超过± 180°。
三.润滑
四•常见故障与排除
注:如有必须打开主轴箱之类的严重故障,需由专业维修人员进行维修,其他人员不可以私自打开主轴箱维修。
工艺夹具工装夹具类毕业设计论文题目有全套图纸
CA6140拨叉()课程设计资料(UG4.0装配图)(三维图)[A7-045]课设类-CA6140车床法兰盘[]车Ф90端面夹具设计双向杠杆传递装置本体加工工艺及其孔(2-Ф10)加工夹具设计120X120mm圆柱体毛坯孔加工钻床夹具设计1P68F上箱体工艺及夹具设计(全套含图)1、V553机械制造技术课程设计-摇臂支架的加工工艺及钻Φ2mm孔夹具设计【4张优秀】2110型柴油机气缸盖加工工艺规程设计及夹具设计4110发动机飞轮壳前端面钻模夹具设计A0051毕业设计(论文)-一种包装机箱体的加工工艺分析及夹具设计(含全套CAD图纸)A0147毕业设计(论文)-凿岩机缸体加工工艺及夹具设计(含全套CAD图纸)A0154毕业设计(论文)-轴加工工艺规程及铣方块的夹具设计A0164毕业设计(论文)-CA6110发动机曲轴的加工工艺及夹具设计(含图纸)A0175毕业设计(论文)-主轴轴承座加工制造及钻床夹具设计(含图纸+工序卡)A0176毕业设计(论文)-中心架盖加工工艺规程及工装夹具设计A0181毕业设计(论文)-车床套工艺及夹具设计(含CAD图纸)A0183毕业设计(论文)-WHX112减速机机盖及机壳加工工艺及铣夹具设计A0185毕业设计(论文)-C6132车床尾座体的机械加工工艺规程及夹具设计B029机械设计毕业设计(论文)-车床拨叉A的加工工艺及夹具设计(含全套图纸及综述)B061毕业设计(论文)-星轮加工艺及专用夹具设计(含全套CAD图纸)B072毕业设计(论文)-PKZ160列车轴支承座加工工艺及夹具设计(含全套CAD图纸)B102毕业设计(论文)-JH-14型回柱绞车蜗轮箱加工工艺及夹具设计(含全套CAD图纸)B120毕业设计(论文)-气门摇臂轴支座加工工艺及其夹具设计(含全套CAD图纸)B157毕业设计(论文)-拨叉加工工艺及夹具设计(含全套CAD图纸)B158毕业设计(论文)-CA6140杠杆零件的加工工艺及夹具设计(含全套CAD图纸)B164毕业设计(论文)-车床转盘机械制造工艺及夹具设计-全套图纸B166毕业设计(论文)-发动机机体加工工艺及其夹具设计(含全套CAD图纸)B171毕业设计(论文)-4125型柴油机气缸体的机械加工工艺及夹具设计(含全套CAD图纸)B200毕业设计(论文)-CA6140主轴工艺与夹具设计(含全套CAD图纸)C068毕业设计(论文)-托盘交换器及其随行夹具设计(含全套CAD图纸)C073毕业设计(论文)-电动叉车变速箱箱体的加工工艺规程及夹具设计(含全套CAD图纸)C096毕业设计(论文)--拨叉C加工工艺及夹具设计(含全套CAD图纸)C097毕业设计(论文)-拨叉A加工工艺及夹具设计(含全套CAD图纸)C098毕业设计(论文)-拨叉80-08的加工工艺及夹具设计(含全套CAD图纸)C128毕业设计(论文)-齿轮泵泵体工艺规程及夹具设计(含全套图纸)C135毕业设计(论文)-变速箱壳体组合机床夹具设计(含全套CAD图纸)C155毕业设计(论文)-回转盘工艺规程设计及镗孔工序夹具设计(全套CAD图纸)C156毕业设计(论文)-CA6140型铝活塞的机械加工工艺设计及夹具设计C157毕业设计(论文)-CA141汽车左转向节的加工工艺规程及夹具设计(含全套图纸)C161毕业设计(论文)-车床转盘工艺夹具的设计(含全套图纸)C163毕业设计(论文)-气门摇臂轴支座的机械加工工艺及夹具设计(含全套图纸)C196毕业设计(论文)-WHX112减速器机壳及夹具设计(全套图纸)C200毕业设计(论文)-B6065刨床推动架机械加工工艺规程设计和机床专用夹具设计(含全套CAD图纸)C620拨叉的机械加工工艺规程及专用夹具设计CA10B加工零件课程设计CA10B 前刹车调整臂外壳”零件的机械加工工艺及工艺设备设计CA6140主轴加工工艺及夹具设计(全套含图)5CA6140床头I轴轴承座及专用夹具设计(全套含图)CA6140机床后托架加工工艺及夹具设计(全套含图)5CA6140杠杆中心孔夹具设计(全套含图)CA6140车床后托架加工工艺规程CA6140车床后托架的夹具.docCA6140车床拨叉的加工工艺(设计钻φ5孔及2-M8孔的钻床夹具)ca6140车床拨叉的加工工艺(设计钻φ5孔及2-m8孔的钻床夹具)6o8c9tCA6140车床拨叉的加工工艺(设计钻φ5锥孔及2-M8孔的钻床夹具)ca6140车床拨叉的加工工艺(设计钻φ5锥孔及2-m8孔的钻床夹具)8b8i3iCA6140车床法兰盘的加工工艺(设计钻φ6mm孔的钻床夹具)ca6140车床法兰盘的加工工艺(设计钻φ6mm孔的钻床夹具)4n8s4wCA6140车床法兰盘零件的机械加工工艺及工艺设备设计CA6140车床法杠杆的加工工艺(含全套设计图纸)CA6140车床齿轮工艺规程与夹具设计(全套含图)CA6150车床主轴箱箱体工装工艺及夹具设计D001毕业设计(论文)-C6140主轴箱体加工工艺及夹具设计D008毕业设计(论文)-汽车连杆加工工艺及夹具设计(含全套图纸)D017毕业设计(论文)-CA6140杠杆加工工艺及夹具设计(含全套图纸)D018毕业设计(论文)-CA6140主轴加工工艺及夹具设计(含图纸)D021毕业设计(论文)-CA6140车床后托架加工工艺及夹具设计D021毕业设计(论文)-CA6140车床拨叉加工工艺编制及夹具设计(含全套图纸)D049机械设计课程设计-“法兰盘”零件的机械加工工艺规程及铣距Φ90mm中心线24mm 和34mm两侧平面的工序专用夹具设计(含全套图纸)D050机械设计课程设计-拨叉加工工艺与铣夹具设计及其三维造型D106夹具课程设计-120X120mm圆柱体毛坯孔加工钻床专用夹具(含全套CAD图纸)D114毕业设计(论文)-CA6140普通车床床头1轴轴承座夹具设计(含全套CAD图纸)D120毕业设计(论文)-2110型柴油机气缸盖加工工艺规程设计及夹具设计(含全套CAD 图纸)D138毕业设计(论文)-4110发动机飞轮壳前端面钻模夹具设计-(含全套CAD图纸)D146毕业设计(论文)-Z3050×16立柱摇臂升降钻床壳体的加工工艺及夹具设计(含CAD 图纸)D159毕业设计(论文)-X5020B立式升降台铣床拔叉壳体工艺及夹具设计(全套CAD图纸)D180柴油机12孔攻丝机床及夹具设计d180柴油机12孔攻丝机床及夹具设计6e8l1oD180柴油机12孔攻丝机床及夹具设计(含全套设计图)D187毕业设计(论文)-YTP26气腿式凿岩机机体工艺、夹具设计(CAD图纸)d85推土机齿轮工艺及刀具设计8r8j5eE014毕业设计(论文)-传动轴的工艺规程及夹具设计(全套图纸)E025毕业设计(论文)-粗镗活塞销孔专用机床及夹具设计(完整图纸)E045毕业设计(论文)-回转盘的机械加工工艺规程及其镗工序的专用夹具(完整图纸)E056机械制造工艺学课程设计-制定机械密封装备传动套的加工工艺,设计铣8mm凸台的铣床夹具(完整图纸)E088毕业设计(论文)-梳棉机多轴箱箱体工艺及夹具设计(全套图纸)E096毕业设计(论文)-内圆磨床主轴工艺及夹具设计(全套图纸)E143机械制造工艺学课程设计-连杆钻孔φ10H9专用夹具(完整图纸)E158毕业设计(论文)-X5020B立式升降台铣床拨叉壳体工艺及夹具设计(全套图纸)E168毕业设计(论文)-WH212减速机壳体加工工艺及夹具设计(全套图纸)E169机械制造工艺学课程设计-设计“拨叉”(CA6140车床)零件的机械加工工艺规程及夹具设计(全套图纸)E174毕业设计(论文)-X6232C齿轮加工工艺及其齿轮夹具和刀具设计(完整图纸)E175毕业设计(论文)-连杆零件工艺规程及其夹具设计(完整图纸)E190机械制造技术基础课程设计-制定CA6140C车床杠杆()的加工工艺,设计钻φ25的钻床夹具(全套图纸)E191机械制造工艺及夹具课程设计-制定CA6140C车床拨叉()的加工工艺,设计铣8mm 槽的铣床夹具(全套图纸)E192机械制造工艺及夹具课程设计-制定CA6140C车床拨叉()的加工工艺,设计铣18mm 槽的铣床夹具(全套图纸)E193机械制造工艺学课程设计-CA6140法兰盘机加工规程及夹具设计(全套图纸)E194机械制造工艺学课程设计-CA6140车床拨叉()工艺规程及钻φ22的钻床夹具(全套图纸)E195机械制造工艺学课程设计-制定CA6140车床法兰盘的加工工艺,设计钻φ6mm孔的钻床夹具(全套图纸)E196机械制造工艺学课程设计-CA6140车床后托架的加工工艺(设计钻40mm,30.2mm,25.5mm孔的钻床夹具)--全套图纸E197机械制造工艺学课程设计-制定CA6140车床拨叉()的加工工艺,设计钻φ5孔及2-M8孔的钻床夹具(全套图纸)E198机械制造工艺学课程设计-设计轴承座车Φ30mm孔的车床夹具(全套图纸)E199机械制造工艺学课程设计-制定CA6140车床拨叉()的加工工艺,设计钻φ25孔的钻床夹具(全套图纸)E200机械制造工艺学课程设计-制定拨叉F零件的加工工艺,设计铣尺寸18H11槽的铣床夹具(全套图纸)F001机械制造工艺学课程设计-制定拨叉零件()的加工工艺,设计铣30×80面的铣床夹具(全套图纸)F002毕业设计(论文)-CA6140车床拨叉()机械加工工艺规程及铣断专用夹具设计(全套图纸)F003机械制造工艺学课程设计-制定CA6140C车床杠杆()的加工工艺,设计钻直径12.7的孔的钻床夹具(全套图纸)F004机械制造工艺学课程设计-CA1340自动车床杠杆工艺规程及夹具设计(全套图纸)F007机械制造工艺课程设计-CA6140卧式车床上的法兰盘工艺规程及夹具设计(全套图纸)F008机械制造工艺学课程设计-C6410车床拨叉工艺规程及专用夹具设计(全套图纸)F013夹具课程设计-CA6140钻床专用夹具设计(全套图纸)F014机械制造工艺学课程设计-制定CA6140车床拨叉()的加工工艺,设计车60H12圆弧车床夹具(全套图纸)F015机械制造工艺学课程设计-CA6140车床拨叉的加工工艺,设计车55圆弧的车床和钻25孔的钻床夹具(全套图纸)F018毕业设计(论文)-D180柴油机12孔攻丝机床及夹具设计(全套图纸)F030毕业设计(论文)-络筒机槽筒专用加工机床及夹具设计(完整图纸)F043毕业设计(论文)-齿轮架零件的机械加工工艺规程及专用夹具设计(全套图纸)F075毕业设计(论文)-拨叉的CADCAPP设计及夹具PROE造型(全套图纸)F076机械制造工艺学课程设计-制定电机壳的加工工艺,设计钻Φ8.5mm孔的钻床夹具(全套图纸)F082毕业设计(论文)-推动架的钻床夹具设计(全套图纸)F083毕业设计(论文)-镗柴油机连杆大头孔组合机床总体及夹具设计(全套图纸)F089机械制造工艺学课程设计-CA6140车床拨叉零件()的工艺规程及夹具设计(全套图纸)F092毕业设计(论文)-法兰盘工艺规程及夹具设计(全套图纸)F094毕业设计(论文)-法兰盘工艺规程及夹具设计(全套图纸)F129毕业设计(论文)-勾尾框夹具设计(全套图纸)F161机械设计课程设计-飞锤支架的夹具设计(全套图纸)FT380L油箱隔板底边纵向点焊自动传动工装设计(全套含图)G002机械制造工艺学课程设计-设计杠杆零件的机械加工工艺规程及加工Φ8孔工序的专用机床夹具(完整图纸)G003毕业设计(论文)-组合机床主轴箱及夹具设计(全套图纸)G022数控技术毕业设计(论文)-十字接头零件工艺及钻孔夹具设计(完整图纸)G047毕业设计(论文)-三爪卡盘增力机构夹具设计(全套图纸)G053毕业设计(论文)-齿轮泵泵盖连接螺孔底孔钻削专机及夹具设计(有图纸)G074机械制造技术基础课程设计-填料箱盖夹具设计(全套图纸)G091机械制造技术基础课程设计-CA10B解放牌汽车前刹车调整臂外壳夹具设计(全套图纸)G093机械制造工艺学课程设计-滤座的机械加工工艺规程编制及车夹具设计(全套图纸)G094机制工艺及夹具课程设计-活动钳口零件的机械加工工艺规程及专用夹具设计(全套图纸)G104毕业设计(论文)-CWU180减速器机体工艺规程及工装夹具设计(全套图纸)G109毕业设计(论文)-机体齿飞面双卧多轴夹具设计(全套图纸)G117毕业设计(论文)-阀体零件加工工艺规程及夹具设计(全套图纸)G124机械制造技术课程设计- C6140车床拨叉()零件的机械加工工艺规程及夹具设计(全套图纸)G133毕业设计(论文)-X5020B立式升降台铣床拔叉壳体加工工艺规程及其专用夹具设计(全套图纸)G143毕业设计(论文)-汽车后桥减速器粗镗夹具设计(全套图纸)G147毕业设计(论文)-设计自来水管阀阀体的零件的机械加工工艺规程及6、7道工序的夹具设计(全套图纸)G164毕业设计(论文)-压缩机箱体加工工艺及夹具设计(全套图纸)G165毕业设计(论文)-CA6140车床后拖架零件加工工艺及铣底面专用夹具设计(全套图G172机械制造技术基础课程设计-升降杆轴承座零件图轴承座两端面的夹具(全套图纸)G191毕业设计说(论文)-拨叉(12-07-05)加工工艺及夹具设计(全套图纸)G192毕业设计(论文)-3L-108空气压缩机曲轴零件的机械加工工艺及夹具设计(全套图纸)G197机械制造工艺学课程设计-设计气门摇杆轴支座零件的机械加工工艺规程及专用夹具(全套图纸)H023毕业设计(论文)-Z3050摇臂钻床预选阀体机械加工工艺规程及镗孔工装夹具设计(完整图纸)H032毕业设计(论文)-CA6140车床填料箱盖工艺规程及夹具设计(全套图纸)H036毕业设计(论文)-汽车变速箱箱体加工工艺及夹具设计(全套图纸)H039机械机床夹具课程设计-镗活塞销孔的夹具设计(完整图纸)H056机械制造工艺学课程设计-杠杆机械加工工艺规程及夹具设计(全套图纸)H159机械制造技术基础课程设计- CA6140车床法兰盘()零件的机械加工工艺规程制订及精铣Φ90上下两面工序专用夹具的设计H160机械制造技术基础课程设计- CA6140车床法兰盘()零件的机械加工工艺规程制订及精铣Φ90上下两面工序专用夹具的设计(含图纸)H161机械制造工艺学课程设计-CA6140拔叉()的加工工艺设计及钻Φ22孔的钻床夹具(含全套CAD图纸)H162机械制造工艺学课程设计-CA6140拨叉(型号)零件的加工工艺规程及专用夹具设计(全套图纸)H164机械制造工艺学课程设计-CA6140车床的拨叉工艺规程设计及夹具设计(含全套CAD 图纸)H165机械制造工艺学课程设计-拨叉Ⅱ()机械加工工艺规程及铣断夹具设计(含全套图纸)H166机械制造工艺学课程设计-拨叉机械加工工艺规程及夹具设计()(含全套CAD图纸)H172机械制造工艺学课程设计-制定CA6140车床拨叉的加工工艺,设计车55圆弧的车床和钻25孔的钻床夹具(含全套CAD图纸)H173机械制造工艺学课程设计-设计“CA6140车床拨叉”零件的机械加工工艺及专用夹具(全套图纸)H174机械制造工艺学课程设计-“CA6140车床拨叉型号”零件的机械加工工艺及夹具设计(含全套CAD图纸)H175机械制造工艺学课程设计-“拨叉(CA6140)”的机械加工工艺规程与夹具设计(含全套图纸+工艺卡)H178机械制造基础课程设计-制定后钢板弹簧吊耳的加工工艺,设计铣4mm工艺槽的铣床夹具(含全套CAD图纸)H179机械制造工艺学课程设计-变速器换挡叉零件的工艺规程及夹具设计(含全套CAD图纸)H180机械制造工艺学课程设计课程设计-CA1340自动车床上的杠杆工艺规程及夹具设计(含全套CAD图纸)H181机械制造工艺学课程设计-设计CA6140“拨叉”零件的机械加工工艺及工艺装备铣16mm槽夹具(含全套CAD图纸)H182机械制造工艺学课程设计-输出轴加工工艺及夹具设计(含CAD图纸)H183机械制造工艺学课程设计-输出轴加工工艺及夹具设计(全套CAD图纸)H184机械制造工艺学课程设计-铣曲轴两端面打中心孔夹具(含全套CAD图纸)H185机械制造技术基础课程设计-6140车床杠杆()工艺规程及夹具设计(含全套CAD图H186机械制造技术基础课程设计-变速器轴承外壳工艺规程及铣端面夹具设计(全套图纸)H187机械制造技术基础课程设计-变速器轴承外壳钻5-φ10.5孔夹具设计(含全套CAD图纸+工序卡)H188机械制造技术基础课程设计-填料箱盖零件的机械加工工艺规程及夹具设计H189机械制造技术基础课程设计-制定“左摆动杠杆”的机械加工工艺规程及工艺装备(设计铣2mm槽的铣床夹具)(全套图纸)H190机械制造技术课程设计-设计变速器换挡叉的机械加工工艺规程及夹具设计规程(含全套CAD图纸)H192机械制造工艺学课程设计-输出轴的机械加工工艺规程与夹具设计(含图纸)H194机械制造基础课程设计-设计推动架零件的机械加工工艺规则及工艺装备(钻孔φ6的钻床夹具)(含全套CAD图纸)H195机械专业课程设计-1105柴油机气门摇臂轴支座的机械加工工艺及夹具设计(含全套CAD图纸)I002机械制造工艺学课程设计-CA6140车床拔叉(84009)工艺及夹具设计(含图纸)I003机械制造工艺课程设计-星轮零件机械加工工艺规程及夹具设计(含全套图纸)I004机械制造工艺课程设计-CA6140杠杆零件的加工工艺规程及专用夹具设计(含全套图纸)I007机械制造技术基础课程设计-设计“拨叉”零件的机械加工工艺及车?55圆弧车床夹具(含全套图纸)I008机械制造技术基础课程设计-油阀座机械加工工艺规程及夹具设计(含全套CAD图纸)I010机械制造工艺学课程设计-转速器盘零件的机械加工工艺规程及专用夹具I011机械设计制造及其自动化专业毕业设计(论文)-VF67空气压缩机曲轴加工工艺及夹具设计(含全套图纸)I017毕业设计(论文)-气门摇臂轴支座的机械加工工艺及夹具设计(含全套图纸)I018毕业设计(论文)-汽车连杆加工工艺及夹具设计(含全套图纸)I031毕业设计(论文)-阀体零件工艺规则及铣夹具设计(含全套CAD图纸)I032毕业设计(论文)-翻转式钻床夹具的设计与虚拟制造(含全套图纸)I036毕业设计(论文)-YZJ1956立式铣床总体及夹具设计(全套图纸)I039毕业设计(论文)-CA6140车床手柄座14H7孔加工钻床专用夹具设计(含全套图纸)I058毕业设计(论文)-推动架加工工艺及夹具设计(含全套CAD图纸)I077毕业设计(论文)-潍坊LW-7连杆零件加工工艺规程及专用夹具设计(含全套CAD图纸)I105机械设计及自动化毕业设计(论文)-后钢板弹簧吊耳加工工艺及夹具设计(全套图纸)I110机械课程设计-推动架加工工艺及夹具设计(含CAD图纸)I112机械加工技术课程设计-离合器齿轮零件的工艺规程及夹具设计I113机械制造技术基础课程设计-连杆铣削槽口工序专用夹具设计(含全套图纸)I118机械自造工艺及夹具课程设计-制定CA6140车床法兰盘的加工工艺,设计钻4×φ9mm 孔的钻床夹具(含图纸)I141毕业设计(论文)-方向机壳钻夹具设计(全套图纸)I143机械加工工艺及夹具课程设计-等臂杠杆加工工艺规程设计及夹具设计(含全套CAD图纸)I162机械制造工艺学课程设计-CA6140车床的拨叉零件()机械加工工艺及夹具设计(全套图纸)I164毕业设计(论文)-拨叉的工艺规程及铣Φ50端面的工装夹具设计(全套图纸)J032机械制造工艺学课程设计-制定CA6140C车床拨叉()的加工工艺,设计钻22mm孔的钻床夹具(全套图纸)J034机械制造工艺学课程设计-CA6140车床拨叉()机械工艺规程及夹具设计(全套图纸)J041毕业设计(论文)-CA6140车床拨叉零件()的机械加工工艺规程及夹具设计(全套图纸)J044机械制造工艺学课程设计-法兰盘零件的机械加工工艺规程及钻Ф6和Ф4孔夹具设计(全套图纸)J045 优秀机械制造工艺学课程设计-CA6140车床法兰盘()零件的机械加工工艺规程制订及精铣Φ90上下两面工序专用夹具的设计(全套图纸)J051机械制造工艺学课程设计-设计“支架”零件的机械加工工艺规程及Ф11孔的工艺装备与夹具设计(全套图纸)J052机械制造工艺学课程设计-解放牌汽车的后桥差速器壳的工艺规程和钻端面12孔钻床夹具设计(全套图纸)J059机械制造工艺学课程设计-制定后钢板弹簧吊耳零件的加工工艺,设计钻?37孔的钻床夹具(全套图纸)J060机械制造工艺学课程设计-制定后钢板弹簧吊耳的加工工艺,设计钻?30工艺槽的铣床夹具(全套图纸)J061 优机械制造工艺学课程设计-制定CA6140车床拨叉的加工工艺,设计钻φ25孔的钻床夹具(全套图纸)J062 优机械制造工艺学课程设计-制定CA6140车床拨叉的加工工艺,设计钻φ5锥孔及2-M8孔的钻床夹具(全套图纸)J063 优机械制造工艺学课程设计-制定CA6140车床拨叉的加工工艺,设计车φ60h12圆弧车床夹具(全套图纸)J067机械制造工艺学课程设计-CA6140杠杆零件()的加工工艺规程及夹具设计(全套图纸)J071《机械制造工艺及夹具设计》课程设计-连接座零件的机械加工工艺规程及夹具设计(全套图纸)J072 优机械制造工艺学课程设计-“CA6140车床”拨叉()零件的机械加工艺规程制定及粗铣底槽专用夹具设计(全套图纸)J073 优机械制造工艺学课程设计-CA6140车床拨叉钻攻2-M8螺纹孔两工位夹具设计(全套图纸)J074 优机械制造工艺学课程设计-设计CA6140拨叉()零件的加工工艺规程及拉削Φ6毛坯孔的专用夹具设计(全套图纸)J076机械制造工艺学课程设计-支座零件的机械加工工艺规程及钻孔专用夹具设计(全套图纸)J077机械制造工艺学课程设计-“扁叉”零件的机械加工工艺规程及铣削专用夹具设计(全套图纸)J080毕业设计(论文)-柴油机气缸体顶底面粗铣组合机床总体及夹具设计(全套图纸)J081毕业设计(论文)-柴油机气缸套工艺规程设计及精镗内孔夹具设计(全套图纸)J083毕业设计(论文)-B6065刨床推动架机械加工工艺规程及夹具设计(全套图纸)J084 优机械制造工艺学课程设计-CA6140车床拨叉零件加工工艺规程编制及槽18H11的铣床夹具设计(全套图纸)J086毕业设计(论文)-拨叉零件加工工艺规程及专用夹具设计(全套图纸)J087机械制造工艺学课程设计-CA6140车床滤油器工艺及钻φ11孔夹具设计(全套图纸)J099毕业设计(论文)-CA6140车床拨叉零件工艺规程及夹具设计(全套图纸)J102钻床夹具课程设计-设计“挡环”零件的钻床夹具(全套图纸)J106机械制造工艺学课程设计-角形轴承箱钻6-Ф13孔钻床夹具(全套图纸)J111机械制造工艺学课程设计-制定厚钢板弹簧吊耳零件的加工工艺,设计钻37孔的钻床夹具(全套图纸)J135毕业设计(论文)-粗铣油阀座135度上端面缺口的专用机床夹具的设计(全套图纸)J136毕业设计(论文)-设计油阀座零件的机械加工工艺规程及夹具设计(全套图纸)J138机械制造工艺学课程设计-转速器盘零件的机械加工工艺规程及粗铣Φ10孔上端面的专用机床夹具的设计(全套图纸)J142机械制造工艺学课程设计-铣气门摇臂轴支座φ18mm孔两端面的铣床夹具设计(全套图纸)J145机械制造工艺学课程设计-制定变速器换挡叉的加工工艺,设计钻φ15孔的钻床夹具(全套图纸)J161毕业设计(论文)-B6065刨床推动架机械加工工艺规程设计和机床专用夹具设计(全套图纸)J164 优机械制造工艺学课程设计-CA6140车床的型号拨叉零件的机械加工工艺规程及夹具设计(全套图纸)J165毕业设计(论文)-前盖的加工工艺及其8M13钻孔夹具的设计(全套图纸)J176毕业设计(论文)-总泵缸体的加工工艺及夹具设计(全套图纸)J182机械毕业设计(论文)-连杆孔加工工艺与夹具设计(全套图纸)J183机械毕业设计(论文)-CA6140卧式车床上法兰盘的工艺规程及钻夹具的设计(全套图纸)J193机械制造装备设计课程设计-设计容积式压缩机阀体零件的机械加工工艺规程及相关工序的专用夹具(全套图纸)J5600调温器工艺规程设计和系列夹具设计K004 优机械制造工艺学课程设计-CA6140车床杠杆机械加工工艺规程及夹具设计(铣30mm的下平台夹具设计)(全套图纸)K006机械制造技术基础课程设计-CA6140车床拨叉机械加工工艺规程及专用夹具设计(全套图纸)K006机械制造技术基础课程设计-CA6140车床拨叉机械加工工艺规程及专用夹具设计(全套图纸)55孔K011毕业设计(论文)-CA6140卧式车床法兰盘机械加工工艺及夹具设计(全套图纸)K011毕业设计(论文)-CA6140卧式车床法兰盘机械加工工艺及夹具设计(全套图纸)-钻Φ20孔的专用夹具K015毕业设计(论文)-道奇T110总泵缸加工工艺和车夹具设计(全套图纸)K023毕业设计(论文)-CA6140车床法兰盘加工工艺规程及夹具设计(全套图纸)K023毕业设计(论文)-CA6140车床法兰盘加工工艺规程及夹具设计(全套图纸)-24和34的两平面K030机械制造工艺学课程设计-填料箱盖加工工艺及磨φ60内孔底面夹具设计(全套图纸)K031机械制造工艺学课程设计-填料箱盖零件的工艺规程及钻12孔夹具设计(全套图纸)K034机械制造工艺学课程设计-CA6140法兰盘机械加工工艺及4×φ9孔钻床夹具设计(全套图纸)K051毕业设计(论文)-连接座的机械加工工艺规程及专用夹具设计(全套图纸)。
Z3050×16Ⅰ摇臂钻床毕业设计

毕业设计(论文)中英文摘要本设计以介绍钻床的钻削原理、钻床的种类。
并突出介绍Z3050×16/Ⅰ摇臂钻床主要用途及适用范围、使用环境要求、技术特性、主要参数、液压系统、Z3050×16/Ⅰ摇臂钻床的安装、Z3050×16/Ⅰ摇臂钻床的精度检验、Z3050×16/Ⅰ摇臂钻床的保养及调整、Z3050×16/Ⅰ摇臂钻床的操作规程。
并且做了相关零件的测绘(包括1张外形图、1张润滑图等)关键词:钻床摇臂钻床使用与维护 AutoCAD Z3050×16/Ⅰ摇臂钻床The design of the drilling to introduce the principles of drill, drill types.And highlighted Z3050 × 16 / Ⅰ radial drilling machine main purpose and scope of application, the use of environmental requirements, technical characteristics, the main paramet ers, hydraulic systems, Z3050 × 16 / Ⅰ radial drill installation, Z3050 × 16 / Ⅰ radial drilling machine of theaccuracy test, Z3050 × 16 / Ⅰ radial drilling machine maintenance and adjustment, Z3050 × 16 / Ⅰ radia l drilling machine guidance.And made the relevant parts of the mapping (including an outline map, a lubrication diagram, etc.)Key words: drilling radial drilling machine use and maintenance of machine AutoCAD Z3050 × 16 / Ⅰ Radial Drilling Machine1引言本设计以介绍钻床的钻削原理、钻床的种类。
转盘机加工工艺规程及夹具设计

引言三年在校的专业学习接触到了机械行业的很多知识,通过学习专业课程后,学习到机械工业相关的基础知识。
通过老师的介绍与工厂的实习对机械行业有了更多的探索,机械工业是为国民经济提供装备和为人民生活提供耐用消费品的产业。
它的技术水平和规模是衡量一个国家科技水平和经济实力的重要标志。
然而机床是先进制造技术的载体和装备工业的基本生产手段,是装备制造业的基础设备。
因此机床工业技术的高低又展示着一个国家机械工业水平的高低。
作为一名工科院校且学习数控相关技术的学生对机床相关的知识与讯息了解更多一些。
深知目前国内自主研发的相关技术与世界发达国家相比之下还很薄弱,从机床的设计规模到高端的精密技术都与国际水平存有差距。
回顾历史,英国的工业革命完成了生产从工场手工业向机器大工业过渡的阶段。
实现了机器取代人力,以大规模工厂化生产取代个体工场手工生产的一场生产与科技革命。
让西方国家得到了很迅速的发展,但当时的中国却还处于手工生产的阶段。
随着时间的推移差距越来越大,导致后来面对西方坚船利炮等先进的武器时悲惨的牺牲!但历史终将过去,国人用顽强的毅力与无穷的智慧最终胜利的抵御了列强的侵略。
通过历史的教训也让我们认识到科技的重要性,经过先辈们多年的努力我国的科技水平取得了很好的成绩。
作为一名中国青年我们有责任为国家的工业发展添砖加瓦贡献自己的一份力量。
从最近几年的发展情况看,国内机床工业的发展越来越快,正向着高速,高精密,大型,综合型的方向发展。
这也给研究人员带来了无限的挑战,不过相信通过相关科研人员不懈的努力我们一定能实现科技振兴国家的宏伟目标与愿望!第一章零件工艺性分析1.1工件的结构特点及其作用普通的车床转盘,该零件位于刀架部件的上刀架与下刀架之间,它是上刀架的导向件,当需要用小刀架车锥面时,可通过转盘相对于下刀架的转动来调整锥角。
1.2零件的分析由零件图(附件零件图02)可知其材料为HT200的灰铸铁,该材料有极高的强度、耐磨度及抗振性,适应于要求支撑较大压力,要求耐磨,符合零件工作要求。
Z3050型_摇臂钻床使用说明书
Z3050型_摇臂钻床使用说明书关键信息项:1、设备名称:Z3050 型摇臂钻床2、适用范围3、操作规范4、安全注意事项5、维护与保养6、故障排除11 设备概述Z3050 型摇臂钻床是一种用途广泛的孔加工设备,适用于在中、大型零件上进行钻孔、扩孔、铰孔、锪平面及攻螺纹等工作。
111 主要技术参数最大钻孔直径:50mm主轴行程:315mm主轴转速范围:25 2000r/min摇臂升降距离:580mm电机功率:4kW12 设备结构底座内立柱外立柱摇臂主轴箱工作台13 适用范围本钻床适用于机械加工车间、模具制造车间、维修车间等场所,可加工各类金属材料及部分非金属材料。
21 操作前准备检查设备各部位是否正常,如润滑、紧固、电气连接等。
安装合适的刀具和夹具,并确保其牢固可靠。
调整好工作台上的工件位置,使其与钻头对准。
211 开机步骤接通电源,打开总电源开关。
按下主轴启动按钮,观察主轴运转是否正常。
进行空运转,检查各运动部件是否灵活、平稳。
212 操作流程调整摇臂和主轴箱的位置,使钻头对准加工位置。
选择合适的主轴转速和进给速度。
进行钻孔、扩孔等加工操作。
213 关机步骤停止主轴运转。
关闭总电源开关。
31 安全注意事项操作人员必须经过培训,熟悉设备的操作方法和安全规程。
穿戴好劳动防护用品,如工作服、手套、护目镜等。
加工过程中严禁触摸旋转部件。
禁止在设备运行时进行维修和调整。
311 电气安全保持电气设备干燥、清洁,防止短路和触电事故。
定期检查电气线路和元件,如有损坏及时更换。
312 机械安全确保设备的防护装置完好无损,不得随意拆除。
加工时要注意刀具的磨损情况,及时更换。
41 日常维护每天工作结束后,清理设备表面的灰尘和油污。
检查润滑系统,保证各部位润滑良好。
411 定期维护定期检查设备的精度,如有偏差及时调整。
更换磨损的零部件,如皮带、轴承等。
412 润滑保养按照规定的润滑周期和油脂牌号进行润滑。
定期清理润滑系统中的杂质。
Z3050型_摇臂钻床使用说明书
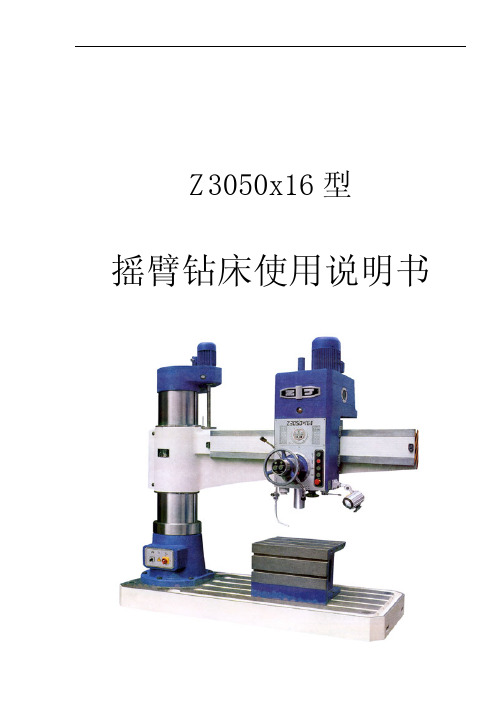
Z3050x16型摇臂钻床使用说明书目录一主要用途及特征 (7)二主要技术规格 (8)三传动系统 (10)四主要结构 (17)1主轴变速传动机构 (17)2主轴进给变速机构 (17)3主轴进给及操纵机构 (17)4主轴箱夹紧机构 (18)5主轴及平衡 (18)6立柱夹紧 (19)7摇臂升降及夹紧 (19)五液压系统及动作 (28)1操纵机构液压系统 (28)2夹紧机构液压系统 (29)六电气 (34)1 概述 (34)2 电路说明 (34)3机床电源相序检查 (35)4电器设备的维护 (35)七冷却 (40)八润滑 (40)1 自动润滑 (40)2 人工润滑 (40)3 油箱的注油及排油 (40)九机床的搬运与安装 (42)1搬运 (42)2安装 (42)3 试车的准备工作 (42)十机床的操纵 (45)1主轴的起动 (45)2主轴的空档 (45)3主轴转速及进给量的变换 (45)4主轴的进给 (45)5主轴箱和立柱的夹紧与松开 (45)6摇臂升降 (45)十一调整及维护 (48)1机床的调整 (48)2 机床的维护 (49)十二附件及易损件 (49)特别警示!1、严禁在主轴行程的上下两个极限位置附近机动进给撞停。
当主轴机动进给接近行程极限位置时,必须立即断开机动进给,改用手动进给至主轴行程的极限位置。
以防止损坏机床机动进给装置。
2、在主轴有效行程范围内(不含两个极限位置),主轴机动进给允许使用机械定程装置机动撞停。
重点安全须知1、如用户未特殊订购切屑防护挡板安装在机床上,建议用户自行加装防护挡板。
2、机床在吊运及在地基上固定之前,切勿松开立柱的夹紧,否则会造成机床倾倒。
3、机床安装后,请将摇臂导轨和外立柱表面的防锈油擦洗干净,并涂30号机油充分润滑,否则极易出现表面研伤。
4、试车前,务必将摇臂左端端部夹紧油缸上的防松板拆下,否则摇臂不能松开。
5、接通电源时,请按使用说明书所述检查电源相序是否正确,否则机床不能正常开动。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
毕业设计Z3050摇臂钻床回转盘的机械加工工艺规程及部分夹具设计系、部:学生姓名:指导教师:职称专业:班级:完成时间:摘要本篇论文讲述的是Z3050摇臂钻床回转盘机械加工工艺及镗床夹具的设计,要求有实际生产指导意义。
首先,本论文讲述了一下设计Z3050摇臂钻床回转盘的作用和工艺分析。
然后,本论文就对Z3050摇臂钻床回转盘的生产纲领,生产类型等进行一些简单的介绍,主要提到回转盘的制造要求和工艺特点。
之后,论文开始进入具体的设计过程,先从总体上确立工艺规程的设计方案,确定毛坯的制造形式,定位基准的选择,零件表面加工方法的选择,加工顺序的安排,选择加工设备及刀具、夹具、量具,加工工序设计,夹具设计。
最后,是对此次设计进行总结,本书在编写过程中,得到了指导老师和同学的大力支持和热情的帮助,在此表示忠心的感谢。
关键词机床;定位;机床夹具;机械加工余量;基准ABSTRACTThis paper narration is the Z3050 radial drill drilling machine turn table machine-finishing craft and the boring lathe jig design, the request has the actual production guiding sense.First, the present paper narrated has designed the Z3050 radial drill drilling machine turn table the function and the craft analysis.Then, the present paper on carries on some simple introductions to the Z3050 radial drill drilling machine turn table function, mainly mentions the turn table the manufacture request and the craft characteristic.Afterwards, the paper starts to enter the concrete design process, as a whole establishes the technological process first the design proposal, definite semifinished materials manufacture form, localization datum choice, components face work method choice, processing order arrangement, selective treatment equipment and cutting tool, jig, measuring instrument, processing working procedure design, jig design.Finally, is carries on the summary to this design, this book in the compilation process, obtained has instructed teacher and schoolmate's vigorously support and the warm help, expressed loyal thanks.Key words machine tool ;allocation ;jig ;machining allowance ;benchmark目录摘要 (2)目录 (4)1. 回转盘的结构功用分析 (5)1.1 零件的作用 (5)1.2 零件的工艺分析 (5)2. 回转盘的生产纲领、生产类型和其他给定条件 (5)3. 工艺规程设计 (7)3.1 定位基准的选择 (7)3.2 零件表面加工方法的选择 (7)3.3 加工顺序的安排 (8)3.4 选择加工设备及刀具、夹具、量具 (10)3.5 加工工序设计 (10)3.5.1 工序四.粗刨方孔及端面,精刨方孔及Φ105端面,刨前用量的计算 (10)3.5.2 工序五.粗车的工序设计 (12)3.5.3 工序六.精车的工序设计 (16)3.5.4 工序七.铣削的工序设计 (18)3.5.5 工序八.钻4-Φ13,再刮4-Φ32孔 (19)3.5.6 工序九.镗孔 (20)3.6 时间定额的计算 (23)3.6.1 工序四的时间定额 (23)3.6.2 工序七的机动时间 (24)3.6.3 工序八的机动时间 (24)4.机床夹具设计 (25)5.总结 (27)参考文献 (28)致谢 (29)附录 (30)1 回转盘的结构功用分析1.1 零件的作用题目所给定的零件是Z3050摇臂钻床回转盘,它是钻床主轴上的一个重要零件,钻床主轴通过回转盘与钻头相连,回转盘与主轴用四个螺钉联接,实现钻床的正确联接。
回转盘的轴套孔中安装齿轮齿条,轴套中安装弹簧,钻床工作时,主轴带动回转盘中的齿轮运动,通过齿轮运动齿条实现钻头的纵向进给,利用弹簧的回弹作用实现钻头的自动复位。
1.2 零件的工艺分析该零件的材料为HT180。
该材料具有较高的耐磨性,强度,耐热性及减振性。
该零件的材料主要加工面为R 、N 面及Φ370027.0+ 、 Φ6202.001.0+- 、 Φ7202.001.0+-等。
孔Φ55、Φ72的中心线对端面在500mm 上的平行度直接影响主轴的配合精度和运转精度,因此对Φ55,Φ72的孔应同时镗出,保证其同轴度,使平行度公差降到最小。
Φ60对Φ90的同心公差为0.02,将直接影响孔与轴的配合,因此在加工时,最好在一次装夹内完成。
车削Φ50mm 的端面保持其尺寸108,将直接影响方孔内各孔的正确定位以及齿轮运动时的空间。
Φ90轴线与R 面垂直度公差为0.03,Φ72对Φ55的圆心公差为0.05,Φ37对Φ55中心线的垂直度公差为0.05。
影响回转盘与主轴联接的正确定位,从而影响主轴传动齿轮与变速箱的锥齿轮的啮合精度。
由参考文献《机械制造工艺设计简明手册》中有关和孔加工的径向精度和机床达到的位置精度可知,上述要求可以达到,零件的结构工艺性是可行的。
2 回转盘的生产纲领、生产类型和其他给定条件根据零件的材料确定毛坯为铸件,其生产类型为中批生产,材料确定毛坯为铸件,这不仅可以节省材料,减少加工工作量,而且材料经铸造后,金属纤维的变形有利于提高零件的机械强度。
其生产类型为中批生产,毛坯的铸造方法采用砂型机械造型,又由于零件的内腔及ø55、ø50、ø37等孔均须铸出,故应安放型芯。
此外,为消除残余应力,铸出后还应安排人工时效处理。
参考文献《机械制造工艺简明手册》表2.2-5。
该种铸件的公差等级为CT8 -10级,加工余量等级MA为G级,故取CT为9级,MA为G级。
铸件的分型面选择:通过R基准的孔轴线且与Φ90轴线垂直的面,并在Φ230mm处安装一个离心棒使Φ230mm以下部分合为一体。
浇冒口位置:位于Φ70mm的轴心线上。
各表面总余量加工表面基本尺寸余量等级余量数值说明R面382 G 4.5 底面双侧N面230 G 4.5 孔降一级Φ37 37 M 3.0 双侧加工Φ50 50 M 3.0 孔降一级双侧加工105方孔105 M 3.0 孔降一级双侧加工Φ62孔62 M 3.0 孔降一级双侧加工Φ72孔72 M 3.0 孔降一级双侧加工Φ60孔60 M 3.0 孔降一级双侧加工Φ55孔55 M 3.0 孔降一级双侧加工Φ80孔80 M 3.0 孔降一级双侧加工Φ75孔75 M 3.0 孔降一级双侧加工Φ90孔90 M 3.0 孔降一级双侧加工Φ230 230 M 3.0 孔降一级双侧加工由参考文献《简明手册》表22-1可得选铸件主要尺寸公差如下表所示:主要面尺寸零件尺寸总余量毛坯尺寸公差CT R面轮廓尺寸382 9 391 3.2 N面轮廓尺寸15 15 19.5 1.6Φ90顶面-底面151 3 154 2.5 Φ230 230 10 240 2.8Φ90 90 6 96 2.2Φ50 50 6 56 2.0Φ80 80 6 86 2.2其毛坯零件合图(附A1图纸一张)3工艺规程设计3.1 定位基准的选择回转盘R面和Φ55mm孔的轴心线既是装配基准又是设计基准,用它们作精基准能使加工遵循“基准重合”原则,实现箱体零件“一面两孔”的典型定位方式,其余各面和孔也能用它们定位,这样使加工又遵循了“基准统一”原则,另外,R 面的面积较大,定位比较稳定可靠,夹紧方案也比较简单,可靠,操作方便.粗基准的选择考虑以下几点要求1)如果必须首先保证工件上加工表面与不加工表面之间的位置要求,应以不加工表作为粗基准,如果在工件上有许多不加工表面,则应以其中与加工表面的位置精度要求较高的表面作为粗基准.2)如果必须首先保证某重要表面与不加工表面之间的位置要求,首先保证某重要表面的加工余量均应选择表面作为粗基准.3)如果需保证各加工面都有足够的加工余量应选加工余量较小的表面作为粗基准.4)选择粗基准的表面应平整,没有浇冒口,飞砂等缺陷,以便定位可靠.5)粗基准一般只能使用一次,特别是主要定位基准产生较大的位置公差. 综合所述,分析零件,选择Φ100和Φ70端面作为粗基准,最先进行机械加工的表面上R面, Φ55、Φ72的孔,可利用压板装夹和专用夹具装夹.3.2 零件表面加工方法的选择1 零件表面的加工方法,主要取决于加工表面的技术要求,这些技术要求还包括基准不重合而提高了作精基准的技术要求.2 选择加工方法,应考虑每种加工方法的加工经济精度范围,材料的性质及可加工性,工件的结构,形状及尺寸大小,生产纲领及批量生产现有设备条件等.3 应考虑各种加工方法的经济精度,各表面加工方法的经济精度.各表面加工方法的选择如下:R面:粗刨两次方孔:粗刨、精刨Φ105孔:粗刨、精刨、锪平Φ50: 粗车Φ62: 粗车、半精车、精车Φ72: 粗镗、半精镗、精镗Φ60: 粗镗Φ55: 粗镗、精镗、研磨Φ80: 粗镗Φ37: 粗镗、半精镗、精镗Φ75: 粗车、半精车、精车Φ90: 粗车、半精车、精车4-Φ13:钻、锪平4-Φ32: 各螺纹孔及其它小孔均用钻床钻孔3.3 加工顺序的安排因孔Φ55及Φ72的中心线对端面在500mm上的平行性误差0.05mm.故它们的加工应采用工序集中的原则,既分别在一次装夹下将R面和两孔同时加工出来,以保证其位置精度.根据“先面后孔”、“先主后次”、“先粗后精”的加工原则,将R面Φ50、Φ105、Φ80等的粗加工放在前面,精加工放在后面,各面上的孔和螺纹孔等次要表面,放在最后加工.工艺路线如下:一)铸、铸造、翻砂,注意检查缺陷.二)油漆、清砂、刷底面、自然时效.三)画下列各尺寸的刨位加工线:1. 以Φ72, Φ55外圆毛坯定两孔中心线.2. 以Φ230背面向上,将工件顶起,校平各面加工线.3. 工件转90°以Φ72、Φ55的中心线找正划各加工线.4. 划Φ2302.0 外圆线.5. 各孔的中心线对毛面的偏移公差不大于1.5.四) 刨、压板、装夹、校正1. 刨方孔及Φ105端面保持61.15.0+.2. 刨Φ100端面.3. 刨Φ70端面,保持尺寸.4. 精刨方孔,及Φ105端面主尺寸要求.五) 粗车四爪及胎具夹具1. 切平Φ230﹢0.2端面保持尺寸122;2. 切平Φ90端面保持尺寸29. 151为152.3. 车Φ2302.0+为 Φ2315.0+.4. 车Φ90为Φ91.15.0+5. 车Φ50至尺寸Φ505.0+.6. 车Φ62至Φ605.0+ 保持长382.0+为375.0+.7. 车平Φ50右端面,保证尺寸108.六) 精车1. 先车Φ62端面;2. 车Φ6202.001.0+-要求保持尺寸382.0+,倒角1×45°。