复合地板生产工艺流程图
实木复合地板加工工艺
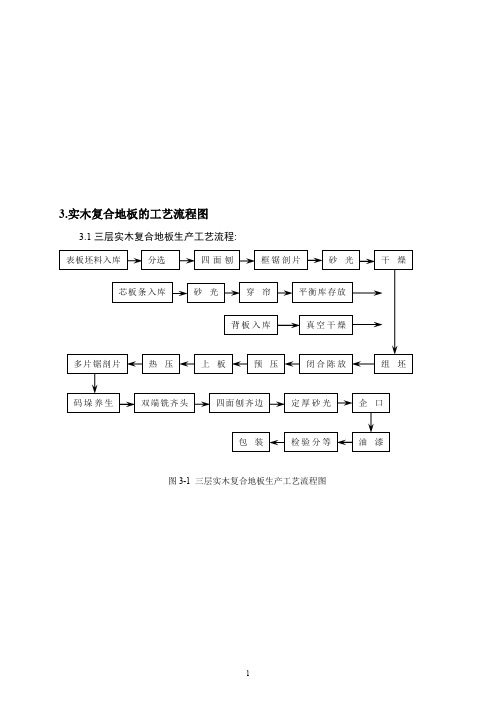
3.实木复合地板的工艺流程图3.1三层实木复合地板生产工艺流程:3.2多层实木复合地板生产工艺流程图3.3实木复合地板生产工艺关键在实木复合地板生产过程中对产品质量控制有关键作用的工艺点为:剖片、干燥、压贴、企口、油漆。
4.实木复合地板的工艺关键及问题分析4.1实木复合地板的质量要求在实际生产过程中实木复合地板的质量控制和检测标准按照GB/T18103—2000进行操作。
根据产品的外观质量、理化性能分为优等品、一等品、合格品[16]。
4.2实木复合地板表板的加工4.2.1表板加工工艺流程图:4.2.2.1表板加工的关键工艺在表板加工中,框锯剖片加工控制因素较多、加工的稳定较差,其加工过程对表板最终的质量有重大影响作用为表板加工的关键工艺。
4.2.2实木复合地板表板加工设备一览表表4-1 加工设备一览表工序设备设备型号生产厂家坯料加工四面刨GN-6S218 高境机械工业有限公司框锯剖片框锯机F15 万代利机械股份有限公司砂光二带平面砂光机KL-610RR 台湾泓震木工机械有限公司4.2.3表板坯料的分选表板坯料的好坏直接决定表板质量的好坏,因此表板坯料的分选要比实木地板的坯料分选标准严格,要两面都没有缺陷的坯料才可以用来剖分表板。
4.2.3.1表板分选时的要求板面上不能有影响外观质量的色差、白点、白边(含边材部分)、锯痕、虫眼、开裂、死节;不能有影响框锯加工和力学性能的结疤、翘曲。
4.2.3.2注意事项分选者要对表板的质量要求熟练掌握,灵活掌握分选标准。
挑选过于严格会导致出材率过低,挑选过于宽松或者工人不负责任往往会导致之后工序的一系列的问题,会造成更大的浪费。
4.2.4表板坯料的加工表板坯料进行剖片加工时对坯料的尺寸要求较高,因此表板坯料在剖片前要进行四面刨光、砂光。
4.2.4.1加工机械GAU JING 六轴四面刨,刨削加工精度±0.2mm二带平面砂光机,加工精度±0.1mm4.2.4.2加工要求-0.2mm,+0.1mm4.2.4.3注意事项:(1)对符合框锯加工要求的坯料可以不进行加工,根据表板坯料的加工余量和实际加工的情况选择加工机械。
实木复合地板工艺流程

实木复合地板工艺流程
《实木复合地板工艺流程》
实木复合地板是一种由多层木材经过高温热压而成的地板材料,具有原木的自然美观度和复合地板的耐磨性,使用寿命长,是一种非常受欢迎的地板材料。
下面我们来了解一下实木复合地板的工艺流程。
首先,实木复合地板的工艺流程包括原材料准备、切削加工、干燥处理、热压成型、划线切割、封边加工等环节。
原材料准备阶段,需要选择优质的原木,经过脱皮、锯切、冲洗等处理,将木材进行初步加工。
接着就是切削加工,将处理好的木材进行切削加工,将木材切割成需要的板材大小和厚度。
然后进行干燥处理,将板材进行干燥处理,以保证地板的稳定性和质量。
接下来是热压成型,将经过切削和干燥处理的板材进行热压成型,使用高温和压力将多层木材进行粘合,形成实木复合地板的基础。
然后进行划线切割,将成型好的地板进行划线并进行切割,制成需要的地板规格。
最后是封边加工,将切割好的地板进行封边加工,以增加地板的稳定性和美观度。
最终经过质量检验后,实木复合地板就可以进入市场销售。
实木复合地板的工艺流程是一个复杂但精细的过程,需要经过
严格的质量控制和精密的加工技术来保证地板的质量和品质。
随着技术的不断进步,实木复合地板的工艺流程也在不断完善,使得实木复合地板在市场上拥有了越来越大的市场份额。
实木复合地板生产工艺

实木复合地板生产工艺实木复合地板是近年来受到消费者喜爱的地板材料之一,它具有质感好、环保、易安装等优点。
下面是实木复合地板的生产工艺。
实木复合地板的生产工艺主要包括以下步骤:1. 木材处理:首先,选择优质的木材作为原材料,将木材进行雷达扫描,剔除有缺陷的木材。
然后,对木材进行干燥处理,使其含水量控制在合适的范围内。
2. 切割木材:将经过处理的木材放入木材切割机中,进行切割。
根据地板的尺寸要求,将木材切割成相应的尺寸。
3. 钢丝刷处理:将切割好的木材放入钢丝刷机中,进行表面处理。
通过刷擦剂和钢丝刷的作用,将木材的表面刷磨,去除木头表面的毛刺和污渍。
4. 粘合处理:将经过处理的木材放入涂胶机中,进行粘合处理。
在木材的表面涂上合适的胶水,然后将多层木材压合在一起。
5. 热压处理:将经过粘合的木材放入热压机中,进行热压处理。
通过高温和高压的作用,使胶水充分固化,增加地板的强度和耐用性。
6. 编切处理:将经过热压处理的木材切割成合适的地板尺寸。
根据客户的需求,进行不同的切割。
7. 磨光处理:将切割好的地板进行磨光处理,使其表面光滑平整。
通过磨光机和磨料的作用,去除地板表面的凹凸不平和划痕。
8. 涂蜡处理:将经过磨光的地板进行涂蜡处理,增加地板的光泽和防水功能。
通过涂蜡机和蜡液的作用,将蜡液均匀涂在地板表面。
9. 包装处理:将经过涂蜡的地板进行包装处理,保护地板不受损坏。
一般采用纸箱包装,同时包装过程中可以加入合适的隔湿材料,以防止地板吸湿变形。
以上就是实木复合地板的生产工艺,整个过程需要严格掌控每个环节,以保证地板的质量和使用寿命。
复合板加工工艺 ppt课件
加上测光仪测光度及触摸手感。天然产品主要还 是避免大的缺陷及生产中会产生的问题。
质检在验收时通过以上的一些判断来挑选 面板,目前公司的包装要求是:每一片 板都有实码,尺寸测量以扣三扣五为标 准。每包料的前2片就是挑的面板要在整 体效果上属本颗料中的上品。同一颗料 的几片面板在花纹色泽上要一致。每包 料的标签贴在正面的右上方20CM处,架 号在背面木架上方,标签内容为荒料名 称、荒料号、架号及共几包,第几包, 大概规格。如下面深啡网 JL-6239 349 ( 4—2 ) 250*140*15 , 包 装 木 头 以 松 木 为主,如须出口则须选择杂木并且薰蒸。
• 5大板光板及包装要求
• 光板磨出后光度测量仪可检测,有客户 会提出不低于多少的光度,这种情况有 些板公司可以生产,有些板公司是达不 到这种要求的,接单之前如有这方面的 要求必须提前确认。
• 包装上公司按正常生产前项已有,但有 客户会要求用薰蒸,或自制木架或加三 角铁等,下单时须注明,以便生产部提 前订购材料等,减少重复工作。
2、大板生产工艺方法 大板生产流程图有图看看就不说了。 生产时主要凭板面来确定生产做法,下面主要说一 下大概几种方法。
• 软点的料如爵士白、木化石、白沙、洞石,生产时 直接加网翻面刷胶,可不粗磨,但生产时可视板面 选择直磨、单加网、单加网点胶、加网刷胶等几种 方式生产。
• 其它料基本上必须加网、粗磨。如板面有大的缺陷 如水晶疤、阴阳线等则还须加网后翻面挖补好才能 粗磨。
3切向要求:切向其实同上一项客户指定尺 寸板面也有关。二种切向就可以切出二 种不同大板尺寸,公司有几种产品存在 切向,如老虎米黄、木化石、波斯灰、 伯利黄等。正切反切花纹不同。下单时, 如不注明,生产部即认为是默认正常切 向。所以如有反切之类要求必须注明。
复合地板的安装工艺流程

复合地板的安装工艺流程一、复合地板施工工序二、复合地板施工工艺,(一)复合地板基层处理1、地板的基层要求具有一定强度。
2、基层表面必须平整干燥,无凹坑,麻面,裂纹,清洁干净,高低不平处应予先用聚合物水泥砂浆填嵌平整。
3、低层地坪,要进行防水处理。
4、门与地面的间隙应足以铺上地板(不足则略刨去门边)。
5、清理出施工现场了,把地面上的垃圾清扫干净,包括每一个角落。
6、地面找平,水平误差不能超过2mm,超过的话就要想办法找平了。
地面要是不平,地板铺好后脚感当然也就不好了。
再就是将边、角部位等地面突起或不平的局部修整过来。
7、在地面上铺防潮层这是相当重要的一步,而且防潮层的接缝处需要并拢的,不能留有任何缝隙,不然时间久了就容易出现地板受潮的情况。
而且地板也容易膨胀的,在铺木地板的时候还是预留膨胀缝的,这样也能很好的防止地板出现起翘的情况。
8、开始铺地板通过都是按照一长一短的顺序铺地板的,这样贴出来的复合地板质量会更好,不容易出现松动的情况。
而且拼接完成之后需要停一下的,用工具敲紧,这样效果会更好的。
(二)复合地板试铺(不涂胶水)1.先铺地板低布,低布铺展方向与地板的条向相垂直。
2.第一块板两边凹槽要面对两面墙,边与两面之间应留1.5cm。
其方法可以在板与墙之间填1.5cm宽的木块等其它物,随后沿条向,槽榫相接铺第一行。
3.第一行的木块板的锯切,要根据现场实际留下的尺寸,考虑槽榫和离墙1.5cm的两个因素,确定锯切尺寸。
锯断事,如果另一截尺寸大于30cm时,可用作下一行的首块。
板的端头缝应错开30cm以上。
4.试铺二行,无竟外,则试铺完毕,拆开相接的槽榫,准备正式铺装。
(三)复合地板正式铺装1.正式铺装时,榫和槽之间用胶水把板与板粘连,最后,整间地板将成为一张整体。
涂胶十分方便,但切勿漏涂。
2.为使板缝相互贴紧,每块刚装上去的板都应以专用木板衬垫,用小铁锤轻敲。
未块板或未行板则用专用钩,随手用湿布抹干净挤出的胶水。
实木复合地板加工工艺
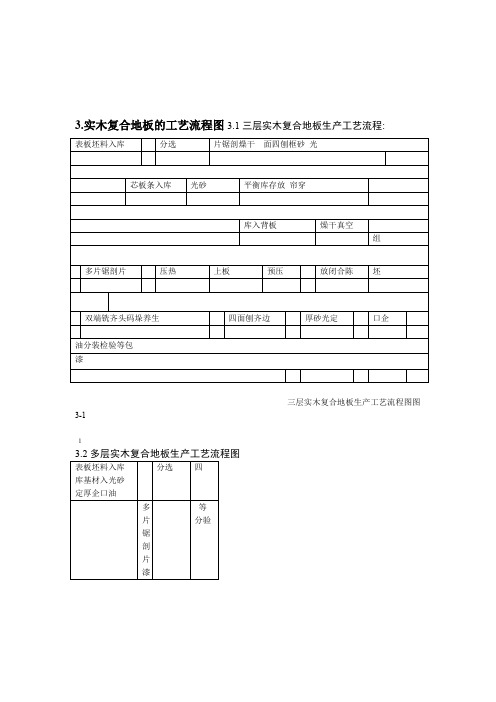
3.实木复合地板的工艺流程图3.1三层实木复合地板生产工艺流程:三层实木复合地板生产工艺流程图图3-11码垛进双端铣齐包3-2 图多层实木复合地板生产工艺流程图实木复合地板生产工艺关键3.3在实木复合地板生产过程中对产品质量控制有关键作用的工艺点为:剖片、干燥、压贴、企口、油漆。
24.实木复合地板的工艺关键及问题分析4.1实木复合地板的质量要求在实际生产过程中实木复合地板的质量控制和检测标准按照GB/T18103—2000进[16]。
行操作。
根据产品的外观质量、理化性能分为优等品、一等品、合格品4.2实木复合地板表板的加工表板加工工艺流程图:4.2.1表板坯料加工光片选砂框锯剖分表板坯料入库图4-1 表板加工流程图表板加工的关键工艺4.2.2.1在表板加工中,框锯剖片加工控制因素较多、加工的稳定较差,其加工过程对表板最终的质量有重大影响作用为表板加工的关键工艺。
4.2.2实木复合地板表板加工设备一览表加工设备一览表4-1 表工序生产厂家设备型号设备坯料加工高境机械工业有限公司GN-6S218 四面刨框锯剖片F15 框锯机万代利机械股份有限公司二带平面砂光机砂光KL-610RR台湾泓震木工机械有限公司4.2.3表板坯料的分选因此表板坯料的分选要比实木地板的坯,表板坯料的好坏直接决定表板质量的好坏料分选标准严格,要两面都没有缺陷的坯料才可以用来剖分表板。
表板分选时的要求4.2.3.1、锯痕、虫眼、开板面上不能有影响外观质量的色差、白点、白边(含边材部分)裂、死节;不能有影响框锯加工和力学性能的结疤、翘曲。
注意事项4.2.3.2分选者要对表板的质量要求熟练掌握,灵活掌握分选标准。
挑选过于严格会导致出 3材率过低,挑选过于宽松或者工人不负责任往往会导致之后工序的一系列的问题,会造成更大的浪费。
白边4-2 锯痕图4-3 图4.2.4表板坯料的加工因此表板坯料在剖片前要进行四表板坯料进行剖片加工时对坯料的尺寸要求较高,面刨光、砂光。
多层实木复合地板生产工艺
多层实木复合地板生产工艺总的说来,多层实木复合地板的生产有八道工序,简要说明如下:一、原材料的准备和检验1、定义:多层实木复合地板的原材料又称板坯,指的是压贴好木皮的多层实木复合基板。
2、准备工作主要包括表层木皮的选择,压贴和养生。
①表层木皮的选择:外观缺陷,腐朽的木皮不允许。
②压贴:表面木皮和基板的复合一般采用热压工艺,热压时间为7分,压力为110KGF.③养生: 压贴好的板坯需要在平衡房中放置72小时,以消除木材应力所引起的板材变形,使板材的性质趋于稳定。
3、检验:按照板坯的检验程序进行检验,主要检测项目为:拱曲度,浸渍剥离强度,甲醛释放量等。
检验合格板坯留入下道生产工序。
二、实木复合地板板坯对开1、定义:将合格半成品实木复合地板进行板坯对开工序。
2、根据实木复合地板板坯的长度,决定精密推台锯靠山距离,使锯路位置居于中间。
3、实木复合地板板坯板面朝上,进行中线对开。
对开后板坯的基准边和板面朝上一致。
三、实木复合地板板坯开条1、定义:对板坯对开后半成品实木复合地板进行板坯开条工序。
2、根据板坯的宽度,调整多片锯片之间的距离,并且调整好多片锯的靠山和多片锯进板口的高度。
3、大板坯的板面朝上,板坯的基准边紧靠多片锯的靠山,匀速进板。
4、对刚对开的板坯条进行观察,符合质量要求时再正式开锯。
5、收板工在收板时进行动态分选,对直线度,白边,脱胶,鼓泡翘曲度超标等缺陷挑选出来,独立堆放,整理后进行标识。
6、板坯基准边的白边小于1mm,板坯基准端头的白边小于5mm,直线度小于1mm/m,翘曲度小于1%。
四、实木复合地板定厚砂光1、定义: 对半成品实木复合地板板坯进行定厚砂光,定厚砂光的作用是防止由于板坯厚度不均匀在后续生产中造成局部砂穿或局部砂不到的情况。
2、砂光时调整好砂光机进行试砂,并对砂光效果进行评估。
测量首检,合格后方可正式生产砂光。
3、进板时板面朝下,只砂光底板,不允许重叠进板。
五、实木复合地板企口(边榫、端榫)工艺流程1、定义:对开条后检验合格的半成品板进行实木复合地板板坯企口(边榫、端榫)的工序。
强化复合地板生产流程及工艺学习资料
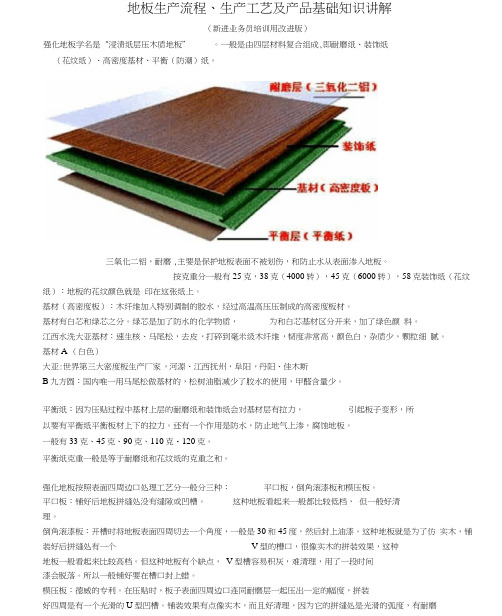
地板生产流程、生产工艺及产品基础知识讲解(新进业务员培训用改进版)强化地板学名是“浸渍纸层压木质地板”。
一般是由四层材料复合组成,即耐磨纸、装饰纸(花纹纸)、高密度基材、平衡(防潮)纸。
,主要是保护地板表面不被划伤,和防止水从表面渗入地板。
按克重分一般有25克,38克(4000转),45克(6000转),58克装饰纸(花纹纸):地板的花纹颜色就是印在这张纸上。
基材(高密度板):木纤维加入特别调制的胶水,经过高温高压压制成的高密度板材。
基材有白芯和绿芯之分。
绿芯是加了防水的化学物质,为和白芯基材区分开来,加了绿色颜料。
江西水洗大亚基材:速生核、马尾松,去皮,打碎到毫米级木纤维,韧度非常高,颜色白,杂质少,颗粒细腻。
基材A (白色)大亚:世界第三大密度板生产厂家,河源、江西抚州,阜阳,丹阳、佳木斯B九方圆:国内唯一用马尾松做基材的,松树油脂减少了胶水的使用,甲醛含量少。
平衡纸:因为压贴过程中基材上层的耐磨纸和装饰纸会对基材层有拉力,引起板子变形,所以要有平衡纸平衡板材上下的拉力。
还有一个作用是防水,防止地气上渗,腐蚀地板。
一般有33克、45克、90克、110克・120克。
平衡纸克重一般是等于耐磨纸和花纹纸的克重之和。
强化地板按照表面四周边口处理工艺分一般分三种:平口板,倒角滚漆板和模压板。
平口板:铺好后地板拼缝处没有缝隙或凹槽。
这种地板看起来一般都比较低档,但一般好清理。
倒角滚漆板:开槽时将地板表面四周切去一个角度,一般是30和45度,然后封上油漆。
这种地板就是为了仿实木,铺装好后拼缝处有一个V型的槽口,很像实木的拼装效果,这种地板一般看起来比较高档。
但这种地板有个缺点,V型槽容易积灰,难清理,用了一段时间漆会脱落。
所以一般铺好要在槽口封上蜡。
模压板:德威的专利。
在压贴时,板子表面四周边口连同耐磨层一起压出一定的幅度,拼装好四周是有一个光滑的U型凹槽。
铺装效果有点像实木,而且好清理,因为它的拼缝处是光滑的弧度,有耐磨三氧化二铝,耐磨层,平时用拧干的拖把拖一下就可以了,不行就要用筷子包个毛巾擦。