沈阳航空航天大学科技成果——刀具磨损在线监测技术
TBM掘进刀具磨损实时监测技术及刀盘振动监测分析
TBM 掘进刀具磨损实时监测技术及刀盘振动监测分析一、引言TBM(Tunnel Boring Machine)掘进技术是一种现代化的隧道施工技术,已经在许多国家得到广泛应用。
随着TBM 掘进技术的不断发展,为了保证TBM 的高效、稳定地工作,需要对TBM 掘进刀具进行实时监测和分析。
本文将探讨TBM 掘进刀具磨损实时监测技术和刀盘振动监测分析的方法。
二、TBM 掘进刀具磨损实时监测技术1.磨损机理TBM 掘进刀具的磨损机理主要有切削磨损和磨料磨损两种。
切削磨损是刀具与岩石之间的机械摩擦,导致刀具表面材料的脱落和破坏。
磨料磨损是刀具表面受到岩石磨料撞击,导致表面破坏和剥落。
2.实时监测技术(1)声波信号监测通过在TBM 刀盘上安装声波传感器,可以实时地监测刀具与岩石间的摩擦声,进而判断刀具的磨损情况。
当刀具磨损严重时,摩擦声会变得愈发明显,通过监测声波信号的变化,可以及时判断刀具的使用寿命,避免因过度磨损导致的刀具故障。
(2)图像处理技术通过在TBM 刀盘上安装摄像头,可以实时地拍摄刀具与岩石间的摩擦情况,然后通过图像处理技术对摄像头拍摄到的图像进行分析处理,以判断刀具的磨损情况。
图像处理技术可以通过滤波、边缘检测等方法,实现对图像的分割、特征提取等操作,进而判断刀具的使用寿命。
(3)振动信号监测通过在TBM 刀盘上安装振动传感器,可以实时地监测刀盘的振动情况,进而判断刀具的磨损情况。
当刀具磨损严重时,切削力或岩石磨料对刀具的撞击会导致刀盘的振动增大,通过监测振动信号的变化,可以及时判断刀具的使用寿命。
三、刀盘振动监测分析刀盘振动是TBM 掘进过程中的一个重要问题,它不仅会对TBM 掘进过程产生影响,还会对TBM 设备产生破坏。
因此,对TBM 刀盘的振动进行监测和分析具有重要的意义。
1.振动分析方法(1)时域分析法时域分析法是一种直接观察振动信号波形的方法。
通过对TBM 刀盘上振动传感器采集的振动信号进行时域分析,可以计算出振动信号的振幅、周期等参数,进而判断刀盘的振动状态。
基于软测量技术的刀具磨损的在线监测
基于软测量技术的刀具磨损的在线监测
冯艳;罗良玲;夏林
【期刊名称】《机床与液压》
【年(卷),期】2006(0)12
【摘要】刀具磨损的自动监测是现代制造技术的关键技术之一,是保证自动化加工顺利进行的前提之一.在实际生产当中,对刀具磨损的检测,不能停机检测而只能采取在线的间接监测方法.本文在实时监测主轴电机电流信号的基础上,依据机床的相关切削参数,选择刀具磨损量为主导变量,主电机电流为二次变量.提出了基于软测量技术的铣削加工刀具磨损的在线监测和识别的数学模型,并用实验数据加以验证.【总页数】3页(P87-89)
【作者】冯艳;罗良玲;夏林
【作者单位】南昌大学机电学院,江西南昌,330029;南昌大学机电学院,江西南昌,330029;南昌大学机电学院,江西南昌,330029
【正文语种】中文
【中图分类】TG714;TG806
【相关文献】
1.基于卷积神经网络的刀具磨损在线监测 [J], 曹大理; 孙惠斌; 张纪铎; 莫蓉
2.基于切削功率木工刀具磨损在线监测的研究现状 [J], 董伟航;胡勇;田广军;郭晓磊
3.基于长短时记忆卷积神经网络的刀具磨损在线监测模型 [J], 何彦;凌俊杰;王禹林;李育锋;吴鹏程;肖圳
4.基于多传感器信息决策级融合的刀具磨损在线监测 [J], 李恒;叶祖坤;查文彬;王禹林
5.基于随机模糊神经网络的刀具磨损量软测量技术 [J], 王军平;敬忠良;王安
因版权原因,仅展示原文概要,查看原文内容请购买。
刀具磨损监测及在线补偿控制技术研究
刀具磨损监测及在线补偿控制技术研究随着现代制造业的发展,刀具在机械加工中扮演着举足轻重的角色。
然而,由于刀具在工作中不可避免地会出现磨损,这给生产效率和制品质量带来了一定的负面影响。
为了保障加工质量和延长刀具寿命,刀具磨损监测及在线补偿控制技术应运而生。
刀具磨损监测是刀具管理中的重要环节。
传统的刀具磨损监测一般通过人工观察、测量和记录进行。
然而,这种方法存在着很多局限性,包括人工观察数据的主观性、不及时的监测以及对操作人员的专业要求较高等问题。
因此,迫切需要开发出更加准确、自动化的刀具磨损监测技术。
近年来,随着传感器技术的发展,基于传感器的刀具磨损监测技术逐渐成熟。
例如,利用振动信号进行刀具磨损监测已经取得了很好的效果。
振动信号与刀具磨损之间存在一定的相关性,通过对振动信号的实时监测和分析,可以准确判断刀具是否已经磨损到需要更换的程度。
此外,通过信号处理和模式识别技术,还可以对不同刀具磨损程度进行分类和预测。
这种基于振动信号的刀具磨损监测技术具有非常广阔的应用前景。
除了刀具磨损监测技术,刀具在线补偿控制技术也是提高加工效率和质量的重要手段。
刀具在线补偿控制技术主要通过实时监测和反馈刀具磨损信息,并在加工过程中进行自动补偿,以保持切削参数的恒定,确保加工精度和表面质量。
这种技术的核心是刀具磨损预测和自适应控制算法的研究。
通过建立刀具磨损预测模型,可以准确预测刀具磨损的发展趋势和程度。
然后,根据预测结果,结合自适应控制算法,实时调整加工参数,实现刀具在线补偿控制,从而达到精确加工的目的。
刀具磨损监测及在线补偿控制技术的研究目前面临一些挑战。
首先,刀具磨损监测技术需要解决传感器固定和精度等问题。
特别是在高速和高精度加工中,传感器的安装位置和准确度对监测结果的可靠性有着重要影响。
其次,刀具在线补偿控制技术需要解决实时性和稳定性问题。
不仅要及时获取刀具磨损信息,还要通过控制算法实现切削参数的实时调整,这对算法的复杂度和硬件系统的稳定性提出了更高的要求。
刀具磨损在线检测及刀具寿命实时跟踪技术在FMS中应用
刀具磨损在线检测及刀具寿命实时跟踪技术在FMS中应用孙波;袁宇【摘要】刀具磨损在线检测和刀具寿命实时跟踪是柔性制造系统(FMS)的关键技术之一,通过分析刀具磨损在线检测原理,形成了适合于FMS刀具磨损检测的方案和具体实施办法,通过探讨刀具寿命的主要影响因素,提出了使用雷尼绍NC4非接触式刀具磨损检测系统进行刀具寿命监控的措施,在此基础上,开发了刀具寿命跟踪管理系统。
研究成果提高了刀具磨损检测和刀具寿命管理的准确性与控制效率,有效提升了FMS工件加工合格率和加工精度。
【期刊名称】《制造业自动化》【年(卷),期】2014(000)018【总页数】4页(P19-22)【关键词】FMS;刀具磨损;在线检测;刀具寿命;跟踪技术【作者】孙波;袁宇【作者单位】沈机集团昆明机床股份有限公司,昆明650203;沈机集团昆明机床股份有限公司,昆明650203【正文语种】中文【中图分类】TH1650 引言在柔性制造系统(Flexible Manufacturing System,FMS)的成功应用中,刀具的有效管理对于提高FMS的生产效益、降低投资及运行费用有着十分重要的影响。
刀具是零件或产品最终成型和产品精度有效保证的一个重要因素,在数控刀具的选择上本身就有这样一个原则:寿命高,切削性能稳定、可靠。
然而,作为切削工具,刀具的破损和磨损一直是个问题,而随之带来的废品率、返修率、生产延误等,大大的降低了整个生产环节的效率,增加了运行成本[1,2]。
沈机集团昆明机床股份有限公司(以下简称昆机)研发的FMS 1600柔性制造系统,是由七台双工位卧式加工中心TH6513B/2、30块高精度大规格工作台(1600mm×1800mm)、有效行程大于50米的物流运输线和24个缓冲存储站等组成,如图1所示。
每台加工中心独立配备了80把刀的刀库,对于这样一个庞大的数控机床加工群和刀具资源库,进行刀具磨损检测和在线刀具寿命实时跟踪统计技术的研究势在必行。
刀具磨损在线监测技术研究的探讨
-刀具磨损在线监测技术研究的探讨工程论文刀具磨损在线监测技术研究的探讨MA Xue-tingJIA Na;马雪亭贾娜150040)(东北林业大学机电工程学院,哈尔滨Mechanical and Electrical Engineering College of Northeast Forestry (China)University,Harbin 150040,本文对近几年刀具磨损在线技术的研究进行探讨,得出间接测量方法摘要:较直接测量方法灵活,但直接测量方法敏感性更强。
on-line wear of discusses the research the tool paper Abstract: Thismonitoring technology. It is concluded that the method of the indirect the and flexible than the direct measurement, measurement is more indirect the sensitive than is of method the direct measurement more measurement.刀具磨损;监测信号;间接测量:关键词indirect measurement check signature;Key words: tool wear;34-文章编号:中图分类号:TH161 文献标识码:A 1006-4311(2014)0057-02 基金工程:黑龙江省青年科学基金工程资助(QC06C002)。
),女,黑龙江齐齐哈尔人,副教授,硕士研究生导作者简介:贾娜(1975-1990-师,研究方向为机械设计、木质材料加工、木材加工刀具;马雪亭(),男,山东滨州人,研究生,研究方向为现代林业与木工机械设计及理论。
间接测量刀具磨损的研究 1声发射信号来自于切削区域,受建立声发射信号与刀具磨损状态的关联性 1.1 外界影响较小,且具有准确度高、灵敏性好、响应速度快等优势,适合刀具破损的监控。
一种数控加工中心刀具破损磨损在线检测装置及检测方法
一种数控加工中心刀具破损磨损在线检测装置及检测方法 x 》
本发明涉及一种数控加工中心刀具破损磨损在线检测装置及检测方法,具体技术方案如下:
一、装置构成
本发明装置包括以下设备:
1、工作台:用于固定数控加工中心及相关联部件;
2、检测传感器:包括断裂传感器、磨损传感器、摩擦传感器和温度传感器;
3、控制器:用于接收传感器采集的信息,并将信息进行处理和显示;
4、报警器:用于接收控制器的输出,当传感器采集的信息达到预设标准时,触发报警器进行报警;
5、监视系统:当刀具破损磨损达到预设标准时,将数据实时发送至后台服务器,进行数据存储和分析;
6、网络检测站:将刀具破损磨损状况及时传送至网络服务器,实时进行动态监控。
二、检测流程
1、启动检测装置;
2、启动数控加工中心,将工件按照程序加工;
3、检测传感器实时采集刀具破损磨损状况信息;
4、控制器将采集的信息进行处理,并将处理结果发送至报警器;
5、将采集的信息发送至监控系统,供专业人士进行分析;
6、将采集的信息发送至网络检测站,进行动态监控;
7、当采集的信息到达预设标准时,报警器进行报警;
8、停止检测装置。
基于小波分析和神经网络的刀具磨损实时在线监测方法与相关技术
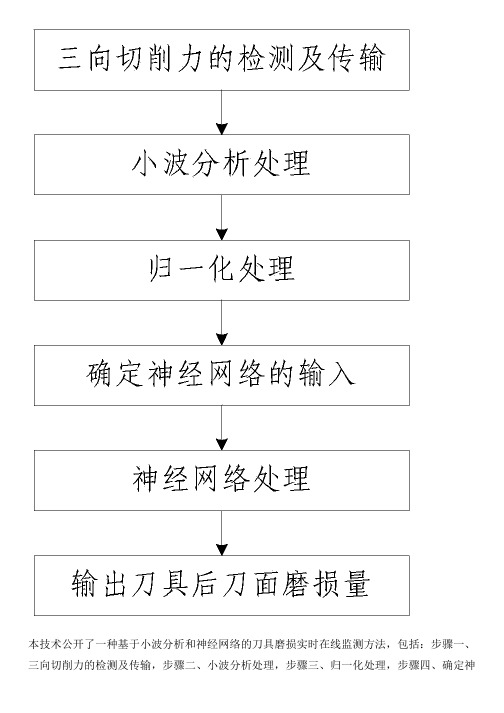
本技术公开了一种基于小波分析和神经网络的刀具磨损实时在线监测方法,包括:步骤一、三向切削力的检测及传输,步骤二、小波分析处理,步骤三、归一化处理,步骤四、确定神经网络的输入,步骤五、神经网络处理。
本技术方法步骤简单,实现方便,够快速高效地检测出刀具的磨损状态,能够保证加工质量,提高生产效率。
权利要求书1.一种基于小波分析和神经网络的刀具磨损实时在线监测方法,其特征在于该方法包括以下步骤:步骤一、三向切削力的检测及传输:采用三向切削测力仪(1)、粘贴在三向切削测力仪(1)表面上的电阻应变片(2)和与电阻应变片(2)连接的动态电阻应变仪(3)实时测量三向切削力,采用数据采集器(4)采集三向切削力,并采用网络滤波器(6)滤除环境噪音干扰信号后将三向切削力信号F x、F y和F z传输给上位计算机(5);步骤二、小波分析处理:上位计算机(5)调用多分辨率小波分析模块对其接收到的三向切削力信号进行多尺度小波分解,根据公式计算切削力信号在第i个尺度的小波分解上的特征频带的能量E i,并根据公式计算切削力信号在第i个尺度的小波分解上的特征频带的均方差σi;其中,x ij为对三向切削力信号进行多尺度小波分解后重构1~m层高频细节信号的幅值数据,为每层高频细节信号幅值的平均值,i=1、2、…、m,m为小波分解的尺度总数,j=1、2、…、n,n=1024;步骤三、归一化处理:上位计算机(5)根据公式对E i进行归一化处理,得到归一化处理后的切削力信号在第i个尺度的小波分解上的特征频带的能量E′i;并根据公式对σi进行归一化处理,得到归一化处理后的切削力信号在第i个尺度的小波分解上的特征频带的均方差σ′i;步骤四、确定神经网络的输入:上位计算机(5)选出归一化处理后的切削力信号在第i个尺度的小波分解上的特征频带的能量E′i的增幅最大的值E′1i和增幅次大的值E′2i,并选出归一化处理后的切削力信号在第i个尺度的小波分解上的特征频带的均方差σ′i的增幅最大的值σ′1i和增幅次大的值σ′2i;步骤五、神经网络处理:上位计算机(5)将E′1i、E′2i、σ′1i和σ′2i输入预先建立并训练好的三层BP神经网络中,得出三层BP神经网络的输出,三层BP神经网络的输出即为刀具后刀面磨损量VB;其中,预先建立并训练三层BP神经网络的具体过程为:步骤501、建立隐含层神经元数目可变的三层BP神经网络:以步骤四中得到的E′1i、E′2i、σ′1i和σ′2i作为BP神经网络的输入,输入层节点数n1为4 个,以刀具后刀面磨损量VB作为BP神经网络的输出,输出层节点数n3为1个,根据公式确定所述三层BP网络的隐含层节点数n2,建立三层BP神经网络;其中,取a为1~10的自然数;步骤502、训练各个不同隐含层节点数的三层BP神经网络:随机选取刀具不同磨损状态时各自对应的多组切削力实验数据经过步骤一至步骤四的处理,得到多组E′1i、E′2i、σ′1i和σ′2i作为BP神经网络的输入,并以多组E′1i、E′2i、σ′1i和σ′2i分别对应的多个刀具后刀面磨损量VB作为BP神经网络的输出,构建训练样本,对取a为1~10的自然数时所对应的不同隐含层节点数的三层BP神经网络进行训练,得到各个不同隐含层节点数的训练好的三层BP神经网络;步骤503、确定出训练好的三层BP神经网络:上位计算机(5)调用网络误差计算模块计算各个不同隐含层节点数的训练好的三层BP神经网络对应的网络误差,并选择出网络误差最小的隐含层节点数的三层BP神经网络,确定为训练好的三层BP神经网络。
数控机床刀具磨损的智能化在线监控与刀具寿命预测方法
数控机床刀具磨损的智能化在线监控与刀具寿命预测方法随着数控技术的快速发展,数控机床在工业生产中起到了至关重要的作用。
而刀具作为数控机床的重要组成部分,其磨损情况直接影响加工质量和效率。
因此,实现对数控机床刀具磨损的智能化在线监控以及刀具寿命预测成为了工业制造领域亟待解决的问题。
为了实现数控机床刀具磨损的智能化在线监控,首先需要采集和分析刀具状态信息。
目前,常用的刀具状态信息采集手段包括振动传感器、力传感器、电流传感器等。
这些传感器可以即时监测刀具在切削过程中的振动、力以及切削液流量等参数,从而获取刀具的工作状态。
同时,还可以通过视觉检测技术对刀具的磨损情况进行图像分析,实时获取刀具的磨损程度。
在刀具状态信息采集的基础上,还需要建立刀具磨损与刀具寿命之间的关系模型。
刀具磨损的过程是一个复杂的非线性过程,受到众多因素的影响,如切削速度、切削深度、切削材料等。
因此,建立准确的关系模型对于刀具寿命的预测至关重要。
目前,常用的建模方法包括神经网络、遗传算法等,这些方法可以通过大量的实验数据对刀具磨损进行建模,从而预测刀具寿命。
在实现刀具磨损的智能化在线监控的基础上,可以利用预测模型对刀具寿命进行预测。
预测刀具寿命可以帮助企业合理安排刀具更换计划,降低工业制造中因刀具失效而造成的损失。
通过实时监测刀具状态信息,结合已有的关系模型,可以预测刀具剩余寿命,并给出相应的预警提示。
这样,企业可以及时采取措施更换刀具,减少因刀具磨损而造成的生产停机和工件废品的产生。
总之,数控机床刀具磨损的智能化在线监控与刀具寿命预测是实现智能制造的重要一环。
通过采集和分析刀具状态信息,建立刀具磨损与寿命之间的关系模型,以及预测刀具寿命,可以提高工业制造的效率和质量,减少资源浪费和生产损失。
未来,随着物联网、大数据等技术的进一步发展,数控机床刀具磨损的智能化在线监控与刀具寿命预测方法将会得到更广泛的应用和进一步的改进。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
沈阳航空航天大学科技成果——刀具磨损在线
监测技术
成果简介
刀具磨损在线监测技术能够通过传感器采集的信号直接分析得出此时刀具的磨损状态。
刀具磨损在线监测技术能够减少机床停车时间,提高加工质量,减少材料的浪费,显著的降低加工成本,并且操作简单,无需丰富的操作经验,对于从事机械制造方向的市场前景宽阔。
在线监测系统的使用,能够极大推动机械加工向无人化、自动化的方向发展,具有广阔的发展前景和实用价值。
技术特点
刀具磨损检测仪
上图所示为刀具磨损监控系统,将刀具切削时的信号导入系统,可以预测出此时的刀具磨损量,方便工人进行及时的换刀。
该系统适合于车床使用。
上图所示为刀具磨损监控系统计算机软件上位机界面,通过内置的程序能够分析出此时的刀具磨损量,并且能够简单明了的显示在界面上,无需过多的操作,使用简单方便。
取得成果
发明专利2项,实用新型专利2项。
合作方式
专利权许可、技术转让、技术入股、技术服务、双方协商。