攻丝机力矩计算
电机扭矩公式
电机扭矩公式
电机扭矩是指电机在转动时所发生的力矩,是反映电机在工作时的负荷情况的重要参数。
电机扭矩公式可以用来计算电机在工作时所发生的力矩大小,公式表达为:T=KτI,其中T是电机扭矩,Kτ是系统的系数,I是电机的输入电流。
Kτ是反映电机的特性的重要参数,它的值受到电机的结构参数以及空气磁偏移量等影响。
电机的扭矩计算公式,也可以表达为:
T=Kt×Pm×I,其中Kt为电机的特性系数,Pm是电机的功率,I是电机的输入电流。
通过上述电机扭矩公式,可以估算电机在一定功率下需要投入多少功率,以维持一定的扭矩,也可以通过调节电流大小来说确定电机的扭矩大小,从而保证电机的稳定工作。
螺丝起子扭矩计算公式
螺丝起子扭矩计算公式螺丝起子是一种常用的工具,用来旋紧或松开螺丝。
在工程和制造业中,扭矩是一个重要的参数,用来描述螺丝起子施加的力矩。
正确的扭矩可以确保螺丝的紧固效果,防止松动或损坏。
因此,了解螺丝起子扭矩的计算公式对于工程师和技术人员来说至关重要。
螺丝起子扭矩的计算公式可以分为两种情况,螺纹连接和摩擦连接。
螺纹连接是指通过螺纹将两个零件连接在一起,而摩擦连接则是通过摩擦力来实现连接。
下面将分别介绍这两种情况下的扭矩计算公式。
螺纹连接的扭矩计算公式如下:T = K F r。
其中,T表示扭矩,单位为牛顿·米(N·m);K表示螺纹摩擦系数;F表示施加在螺丝上的力,单位为牛顿(N);r表示螺丝的半径,单位为米(m)。
在螺纹连接中,螺丝起子施加的扭矩会产生摩擦力,使螺丝与螺纹之间产生压力,从而实现紧固效果。
螺纹摩擦系数K是一个重要的参数,它取决于螺丝的材料和表面处理方式。
通常情况下,K的数值在0.1到0.2之间。
施加在螺丝上的力F可以通过螺丝起子的刻度或者使用力传感器来测量。
螺丝的半径r可以通过测量螺丝直径并除以2来获得。
摩擦连接的扭矩计算公式如下:T = μ F r。
其中,T表示扭矩,单位为牛顿·米(N·m);μ表示摩擦系数;F表示施加在螺丝上的力,单位为牛顿(N);r表示螺丝的半径,单位为米(m)。
在摩擦连接中,螺丝起子施加的扭矩会产生摩擦力,使螺丝与工件之间产生压力,从而实现紧固效果。
摩擦系数μ是一个重要的参数,它取决于螺丝和工件的材料以及表面处理方式。
通常情况下,μ的数值在0.1到0.3之间。
施加在螺丝上的力F可以通过螺丝起子的刻度或者使用力传感器来测量。
螺丝的半径r可以通过测量螺丝直径并除以2来获得。
除了上述的计算公式外,还需要考虑到一些其他因素,如螺丝的材料、工件的材料、表面处理方式等。
这些因素都会对扭矩的计算产生影响,因此在实际应用中需要综合考虑这些因素。
伺服攻丝机使用说明书
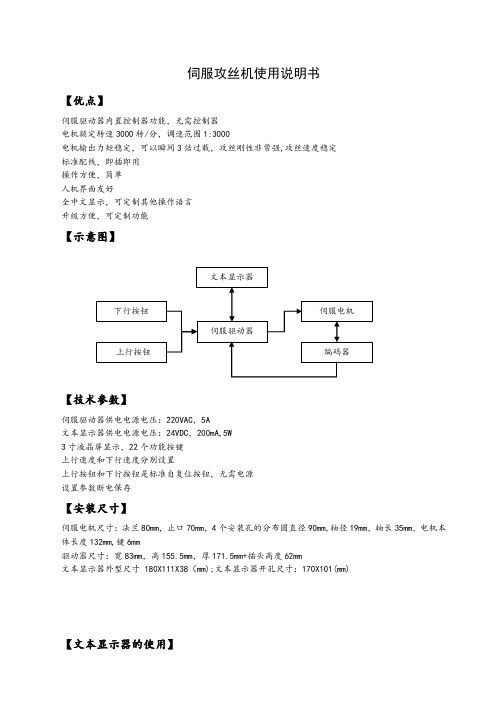
伺服攻丝机使用说明书【优点】伺服驱动器内置控制器功能,无需控制器电机额定转速3000转/分,调速范围1:3000电机输出力矩稳定,可以瞬间3倍过载,攻丝刚性非常强,攻丝速度稳定标准配线,即插即用操作方便,简单人机界面友好全中文显示,可定制其他操作语言升级方便,可定制功能【示意图】【技术参数】伺服驱动器供电电源电压:220VAC,5A文本显示器供电电源电压:24VDC,200mA,5W3寸液晶屏显示,22个功能按键上行速度和下行速度分别设置上行按钮和下行按钮是标准自复位按钮,无需电源设置参数断电保存【安装尺寸】伺服电机尺寸:法兰80mm,止口70mm,4个安装孔的分布圆直径90mm,轴径19mm,轴长35mm,电机本体长度132mm,键6mm驱动器尺寸:宽83mm,高155.5mm,厚171.5mm+插头高度62mm文本显示器外型尺寸 180X111X38(mm);文本显示器开孔尺寸:170X101(mm)【文本显示器的使用】返回键手动攻牙键储存键自动攻牙键进入键急停报警查看手动攻牙键确认键手动攻牙页面进入自动攻牙页面进入数字输入键【伺服驱动器的使用】操作面板-指示灯指示灯颜色功能P POWER 绿色亮:ON ,供电正常 灭:OFF ,供电不正常R RUN 黄色亮:ON ,伺服使能ON 有效,电机处于锁轴状态,可以接收外部的指令信号灭:OFF ,伺服使能ON 无效,电机处于自由状态,无法接收外部的指令信号EERROR 红色亮:ON ,有报警产生 灭:OFF ,无报警产生操作面板-按键 操作面板 按键 功能 备注MODE 模式 模式转换按键 监视模式-参数设置-数据保存-辅助功能SET 设置 确认按键 确认动作 ↑ 递增 按动一次数值递增1↓ 递减按动一次数值递减1← 移位 按动一次数值修改位移动1位由最低位逐位到最高位,最后由最高位返回最低位【系统接线总图】指示灯功能按键外部按钮与伺服驱动器的接线脚号颜色功能接线47 黄白EGND/DICOM-:控制电源0V黄白,黄短接36 黄SERVO_ON:伺服使能(ON)42 蓝X10:正转启动正转按钮一端接蓝正转按钮另一端接黄白19 黑X11:反转启动反转按钮一端接黑反转按钮一端接黄白10 红X4:启动启动按钮一端接红启动按钮一端接黄白电源接线连接器CN3-电源 5位绿色可拔插端子字母位置类型接线单相220VACr 1 控Ls 2 制电源NR 3功率电源LS 4 NT 5 空电机接线连接器CN1-电机 4位绿色可拔插端子字母位置电机电机颜色FG 1 电机的接地红U 2 电机的U相蓝V 3 电机的V相黄W 4 电机的W相黄绿制动(刹车、泄放)电阻接线连接器CN2-制动电阻 3位绿色可拔插端子字母位置内置制动电阻P 1 未用B1 2短接B2 4内部制动电阻和外部制动电阻只能选择一种,不能同时使用,否则会烧毁驱动器伺服驱动器接线图R控制电源ST 空P制动电阻PCU伺服电机VW接电图【操作使用】主页面台谊机械服务热线:400-098-0198网址:按1手动设定攻牙速度 123 RPM →文本手动进回退速度 123 RPM →文本手动退按2自动设定攻牙深度123 CLR 档案O 此时导航键为上一页进给速度1000 为下一页回退速度1234 自动攻牙为急停【操作使用】按按返回键2次脚踏开关的使用方法:当脚踩住开关不动时,主轴停止转动,当脚离开开关时,主轴反转. 常用攻牙转速参考表国标丝锥、扭矩对照表(International Taps, torque comparison table)国标螺孔、钻头直径对照表(International screw,drill bit diameter comparison tabl e)。
丝杆功率、扭矩计算

丝杆功率、扭矩计算1)、例如:滚珠丝杆导程为10mm,外径为32mm,通过螺母转动提升重物300kg,每秒提升70mm。
m*g*v=n*w 由于实际操作过程中不要求精确计算,所以可依功率恒定来算题中已知信息可得:每秒提升70mm意味着,每秒丝杆转7*2π弧度即W=14π rad/s结果:n=mgv/w=300*10*70*0.001/14π=4.8nm则电机需要选择9.6NM以上的,估计步进电机都行省钱!(功率=转矩*角速度)2)、怎样计算滚珠丝杠驱动扭矩及电机功率(1) 速运行,非精确计算可以套用以下公式:Ta=(Fa*I)/(2*3.14*n1)式中Ta:驱动扭矩kgf.mm;Fa:轴向负载N(Fa=F+μmg,F:丝杠的轴向切削力N,μ:导向件的综合摩擦系数,m:移动物体重量(工作台+工件)kg,g:9.8 );I:丝杠导程mm;n1:进给丝杠的正效率。
1. 2(2) 假设工况:水平使用,伺服电机直接驱动,2005滚珠丝杠传动,25滚珠直线导轨承重和导向,理想安装,垂直均匀负载1000kg,求电机功率:Fa=F+μmg,设切削力不考虑,设综合摩擦系数μ=0.1,得Fa=0.1*1000*9.8=980N;Ta=(Fa*I)/(2*3.14*n1),设n1=0.94,得Ta=980*5/5.9032≈830N.mm=0.83N.M根据这个得数,可以选择电机功率。
以台湾产某品牌伺服为例,(200W 查样本得知,额定扭矩大于0.83N.M的伺服电机是400W。
是0.64N.M,小了。
400W额定1.27N.M,是所需理论扭矩的1.5 倍,满足要求)当然咯,端部安装部分和滚珠丝杠螺母预压以及润滑不良会对系统产生静态扭矩,也称初始扭矩,实际选择是需要考虑的。
另外,导向件的摩擦系数不能单计理论值,比如采用滚珠导轨,多套装配后的总摩擦系数一定大于样本参数。
而且,该结果仅考虑驱动这个静止的负载,如果是机床工作台等设备,还要考虑各向切削力的影响。
攻丝机夹头的扭力的调节方法

攻丝机的夹头具有扭力保护功能。
夹头的外壳联接攻牙机主轴,中间的芯夹住丝锥。
中间的芯和外壳是靠弹簧片锁紧而联接的。
用2个定位销,4个螺钉通过联接套,把数控机床主轴与攻丝夹头连接在一起,这样首先保证了攻丝夹头与机床的连接精度;扳动外套筒件,确定攻丝所需扭力矩,蝶形弹簧就会受力被压紧,由钢球定位,连动刻线套筒,进行攻丝。
攻丝机扭力大小的调节方法:1、扭力太大:攻丝机攻到底不会打滑会断丝锥,说明扭力太大,攻丝机夹头扭力要调小。
取出卡簧,逆时针扭松,M8以上可以放在夹具上扭紧,装上卡簧(很重要,不装,用一段时间会松,扭力又变小)。
2、扭力太小:攻丝机工作时主轴会转,但丝锥攻不下去,说明扭力太小,攻丝机夹头扭力要调大。
取出卡簧,顺时针扭紧,M8以上可以放在夹具上扭紧,装上卡簧(很重要,不装,用一段时间会松,扭力又变小)。
电动攻丝机是一种可对各种小型及大型钢件的粗牙、细牙、非标牙距的正转及反转紧固连接螺纹、传动连接螺纹及管螺纹进行内螺纹攻丝机床,该类机床属柔性攻丝范畴,显著特点是可折臂操作,适应M42以下螺纹攻丝要求。
电动攻丝机一次性进给完成丝锥直径5倍以上超深孔攻丝,最大可攻M42螺纹孔,高效而省力。
电动攻丝机工作半径长达2500mm,能满足绝大多数螺纹加工要求。
电动攻丝机具有先进的柔性攻丝系统,使盲孔攻丝不易损坏丝锥,保障了优质螺纹孔的加工。
电动攻丝机攻丝过程智能保护系统可对设备进行实时监控及保护,提醒用户对攻丝工艺进行优化及改进。
电动攻丝机配有深度控制系统,攻丝→至预置深度→停止→反转,轻松解决盲孔攻丝及深度控制难题。
(1)扭矩稳定寿命长(2)重复定位迅速,切削速度快,生产效率高;(3)安全扭力筒夹保证丝锥损伤少;通孔、盲孔丝锥不断,攻牙精度高;(4)工作活动范围大,较重的工件无需移动;(5)操作简单,重量轻、效率高、工作强度低,适合各种轻重作业。
(6)万向定位,实现水平攻丝。
(7)带自动润滑功能,实现攻丝油的自动喷出,自动润滑丝锥,实现丝丝入扣,更高效率。
丝杆功率、扭矩计算

1)、例如:滚珠丝杆导程为10mm,外径为32mm,通过螺母转动提升重物300kg,每秒提升70mm。
m*g*v=n*w 由于实际操作过程中不要求精确计算,所以可依功率恒定来算题中已知信息可得:每秒提升70mm意味着,每秒丝杆转7*2π弧度即W=14π rad/s结果:n=mgv/w=300*10*70*0.001/14π=4.8nm则电机需要选择9.6NM以上的,估计步进电机都行省钱!(功率=转矩*角速度)2)、怎样计算滚珠丝杠驱动扭矩及电机功率(1) 速运行,非精确计算可以套用以下公式:Ta=(Fa*I)/(2*3.14*n1)式中Ta:驱动扭矩kgf.mm;Fa:轴向负载N(Fa=F+μmg,F:丝杠的轴向切削力N,μ:导向件的综合摩擦系数,m:移动物体重量(工作台+工件)kg,g:9.8 );I:丝杠导程mm;n1:进给丝杠的正效率。
1. 2(2) 假设工况:水平使用,伺服电机直接驱动,2005滚珠丝杠传动,25滚珠直线导轨承重和导向,理想安装,垂直均匀负载1000kg,求电机功率:Fa=F+μmg,设切削力不考虑,设综合摩擦系数μ=0.1,得Fa=0.1*1000*9.8=980N;Ta=(Fa*I)/(2*3.14*n1),设n1=0.94,得Ta=980*5/5.9032≈830N.mm=0.83N.M根据这个得数,可以选择电机功率。
以台湾产某品牌伺服为例,(200W 查样本得知,额定扭矩大于0.83N.M的伺服电机是400W。
是0.64N.M,小了。
400W额定1.27N.M,是所需理论扭矩的1.5倍,满足要求)当然咯,端部安装部分和滚珠丝杠螺母预压以及润滑不良会对系统产生静态扭矩,也称初始扭矩,实际选择是需要考虑的。
另外,导向件的摩擦系数不能单计理论值,比如采用滚珠导轨,多套装配后的总摩擦系数一定大于样本参数。
而且,该结果仅考虑驱动这个静止的负载,如果是机床工作台等设备,还要考虑各向切削力的影响。
丝锥攻丝扭矩(切削力)的简单计算
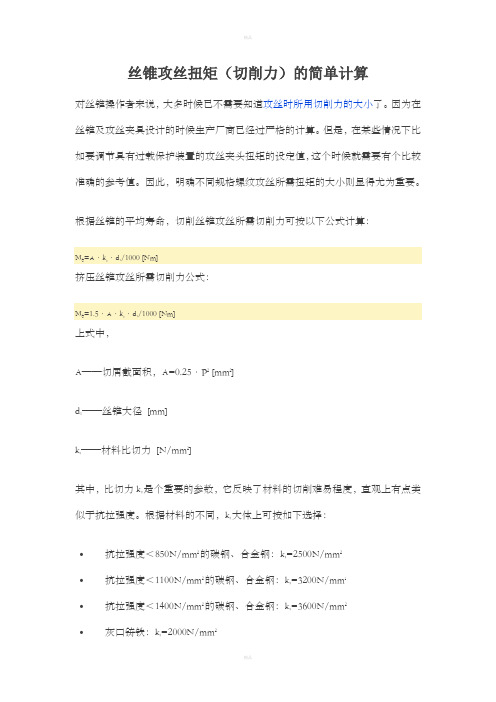
丝锥攻丝扭矩(切削力)的简单计算对丝锥操作者来说,大多时候已不需要知道攻丝时所用切削力的大小了。
因为在丝锥及攻丝夹具设计的时候生产厂商已经过严格的计算。
但是,在某些情况下比如要调节具有过载保护装置的攻丝夹头扭矩的设定值,这个时候就需要有个比较准确的参考值。
因此,明确不同规格螺纹攻丝所需扭矩的大小则显得尤为重要。
根据丝锥的平均寿命,切削丝锥攻丝所需切削力可按以下公式计算:M D=A·k s·d1/1000 [Nm]挤压丝锥攻丝所需切削力公式:M D=1.5·A·k s·d1/1000 [Nm]上式中,A——切屑截面积,A=0.25·P2 [mm2]——丝锥大径[mm]d1——材料比切力[N/mm2]ks是个重要的参数,它反映了材料的切削难易程度,直观上有点类其中,比切力ks大体上可按如下选择:似于抗拉强度。
根据材料的不同,ks•抗拉强度<850N/mm2的碳钢、合金钢:k s=2500N/mm2•抗拉强度<1100N/mm2的碳钢、合金钢:k s=3200N/mm2•抗拉强度<1400N/mm2的碳钢、合金钢:k s=3600N/mm2•灰口铸铁:k s=2000N/mm2•球墨铸铁:k s =2500N/mm 2 • 铝合金:k s =700N/mm 2 •黄铜:k s =720N/mm 2 • 抗拉强度<850N/mm 2的奥氏体、铁素体及部分马氏体不锈钢:k s =3200N/mm 2•抗拉强度<1100N/mm 2的马氏体、奥-铁双相不锈钢:k s =3600N/mm 2 •抗拉强度<1400N/mm 2的沉淀硬化不锈钢:k s =4000N/mm 2 •镍合金及钛合金:k s =4000N/mm 2 •洛氏硬度<44HRC 的淬硬钢、高硬钢:k s =4100N/mm 2 •洛氏硬度<55HRC 的淬硬钢、高硬钢:k s =4700N/mm 2 • 洛氏硬度<60HRC 的淬硬钢、高硬钢:k s =5000N/mm 2据此,可比较准确的计算出攻丝所需扭矩大小。
丝杆及扭矩计算
丝杆功率及扭矩计算方法1)、例如:滚珠丝杆导程为10mm,外径为32mm,通过螺母转动提升重物300kg,每秒提升70mm。
m*g*v=n*w 由于实际操作过程中不要求精确计算,所以可依功率恒定来算题中已知信息可得:每秒提升70mm意味着,每秒丝杆转7*2π弧度即W=14π rad/s (导程即为螺母转一圈所走过的螺纹距离。
So,导程10mm,提升70mm 即螺纹走过了70mm,70/10=7圈,每圈是2π弧度。
So,每秒丝杆转7*2π弧度)结果:n=mgv/w=300*10*70*0.001/14π=4.8nm则电机需要选择9.6NM以上的,估计步进电机都行省钱!(功率=转矩*角速度)2)、怎样计算滚珠丝杠驱动扭矩及电机功率(1) 等速运行,非精确计算可以套用以下公式:Ta=(Fa*I)/(2*3.14*n1)式中Ta:驱动扭矩kgf.mm;Fa:轴向负载N(Fa=F+μmg, F:丝杠的轴向切削力N,μ:导向件的综合摩擦系数,m:移动物体重量(工作台+工件)kg,g:9.8 ); I:丝杠导程mm; n1:进给丝杠的正效率。
(2) 假设工况:水平使用,伺服电机直接驱动,2005滚珠丝杠传动,25滚珠直线导轨承重和导向,理想安装,垂直均匀负载1000kg,求电机功率:Fa=F+μmg,设切削力不考虑,设综合摩擦系数μ=0.1,得Fa=0.1*1000*9.8=980N;Ta=(Fa*I)/(2*3.14*n1),设n1=0.94,得Ta=980*5/5.9032≈830N.mm=0.83N.M根据这个得数,可以选择电机功率。
以台湾产某品牌伺服为例,查样本得知,额定扭矩大于0.83N.M的伺服电机是400W。
(200W是0.64N.M,小了。
400W 额定1.27N.M,是所需理论扭矩的1.5倍,满足要求)当然咯,端部安装部分和滚珠丝杠螺母预压以及润滑不良会对系统产生静态扭矩,也称初始扭矩,实际选择是需要考虑的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
攻丝机攻丝扭矩设定
技术信息—附录
攻丝刀柄的扭矩设定
攻丝刀柄的扭矩设定推荐值
攻丝的扭矩螺纹挤压成型尺寸螺距丝锥断裂扭矩
螺纹类型设定值扭矩设定值 [mm] [mm] [Nm]
[Nm] [Nm]
M, MF 1 ≤ 0,25 0,03* 0,03 0,07* M, MF 1,2 ≤ 0,25 0,07* 0,07 0,12
M, MF 1,4 ≤ 0,3 0,1* 0,1 0,16
M, MF 1,6 ≤ 0,35 0,15* 0,15 0,25 M, MF 1,8 ≤ 0,35 0,24* 0,24 0,3
M, MF 2 ≤ 0,4 0,3* 0,3 0,4
M, MF 2,5 ≤ 0,45 0,5 0,6 0,6
M, MF 3 ≤ 0,5 0,7 1 1
M, MF 3,5 ≤ 0,6 1,2 1,6 1,5 M, MF 4 ≤ 0,7 1,7 2,3 2,4
M, MF 5 ≤ 0,8 3 5 4
M, MF 6 ≤ 1,0 5,5 8,1 8
M, MF 8 ≤ 1,25 12 20 17
M, MF 10 ≤ 1,5 20 41 30
M, MF 12 ≤ 1,75 35 70 50
M, MF 14 ≤ 2,0 50 130 75
M, MF 16 ≤ 2,0 60 160 85
M, MF 18 ≤ 2,5 100 260 150
M, MF 20 ≤ 2,5 110 390 160
M, MF 22 ≤ 2,5 125 450 170
M, MF 24 ≤ 3,0 190 550 260
M, MF 27 ≤ 3,0 220 850 290
M, MF 30 ≤ 3,5 320 1100 430
M, MF 33 ≤ 3,5 350 1600 470
M, MF 36 ≤ 4,0 460 2300 650
M, MF 39 ≤ 4,0 500
M, MF 42 ≤ 4,5 700
M, MF 45 ≤ 4,5 750
M, MF 48 ≤ 5,0 900
M, MF 52 ≤ 5,0 1000
M, MF 56 ≤ 5,5 1300
上表中的数值基于:材料42CrMo4,抗拉强度1000 N/mm²,螺纹深度1,5 x DN。
利用换算表可以将为其他材料换算数值。
对于用标记的尺寸,加工一个深的螺纹所需扭矩超过刀具的断裂扭矩。
解决方法:分
* 1,5 x DN
多道工序加工螺纹。
其他材料换算系数
材料系数
软钢 0,7
钢1200 N/mm2 1,2
钢1600 N/mm2 1,4
不锈钢 1,3
灰铸铁球墨铸铁 0,6
铝铜 0,4
钛合金 1,1
镍基合金 1,4
此表格用于攻丝刀柄的扭矩设定,只要该设定值可调节。
如果扭矩设定得过高,将面临刀具崩裂的风险。
如果设置得过低,刀具可能在加工期间卡住,而机床继续运转。
如果此时压力平衡不够,将损毁刀具并损坏机床。