电火花穿孔机主要技术参数(精)
formp350技术参数

Form P350是一款电火花成形加工解决方案,主要参数包括以下几点:
1.适用带宽:1
2.7~32mm
2.适用带厚:0.5~1.27mm
3.适用气压:6.5BAR
4.适用包装面:平面
5.拉紧力:390kg
6.机器重量:15.5kg
7.电火花成形加工(EDM):适用于电火花加工方面的深肋,并确保生产效率提
高速度和质量。
8.iGAP发电技术:有助于模具制造商使用刻模电火花成形机以更快速度实现
更小、更准确的火花间隙,从而满足对提高生产效率和速度的需求。
根据需要,iGAP可以改变电极正面和侧面的火花能量。
火花能量仅在必要时增
加,也有助于保存电极,增加ISPG技术提供的收益。
9.人机界面(HMI):提高生产力,新型AC FORM HMI的开发基于携手众多模具
制造商进行旨在简化模具制造技术的研究。
让GF加工方案接口取得巨大成功的易用性不仅得以保持,而且还在进一步开发以支持模具制造商在成形加工中的应用。
穿孔机技术参数及操作规程

穿孔机技术参数及操作规程穿孔⼯艺调整参数计算1.管坯直径总压缩率ε及管坯直径总压缩量△D:ε⼀般实际值为10%~14%,薄壁管轧制取较⼤值,厚壁管轧制取较⼩值。
△D=D B×εD B—管坯直径2.轧辊间距EE=D B×(1-ε)3.顶头前伸量bb=C-aa=【(D d+2S)-E】/(2tgα)式中:C—顶头⼯作段长度;a—轧辊⾼点后顶头⼯作段长度α—变形区出⼝实际⼯作锥⾓D d—顶头直径S—⽑管壁厚4.导板间距AA=E×ξ式中,ξ为孔型椭圆度系数,通常取值在1.08~1.17之间,厚壁管及低塑性钢轧制取低值,薄壁管取⼤值。
实际⽣产中,A=(0.98~1.02)D B5.顶头直径D dD d=D H-2S H-K式中,D H、S H、K分别为⽑管外径、壁厚、内扩径量。
⼀般按最薄壁⽑管确定顶头直径D d,顶头直径以5mm分级,每个规格的顶头适应于2~2.5mm的⽑管壁厚范围。
6.⽑管出⼝速度vv=(π·D·n·sinβ·cosΨ·η)/(60×103)式中:D、n、β、Ψ、η分别为轧辊直径、轧辊转速、喂⼊⾓、辗轧⾓、轴向滑移系数。
轴向滑移系数η的参考值(锥形穿孔机取较⼤值):碳钢:0.9~1.0低合⾦钢:0.7~0.8⾼合⾦钢:0.5~0.77.穿孔延伸系数µµ=(0.245×D B2)/【(D H- S H)×S H】,考虑加热烧损2%。
衡阳89项⽬管坯规格:Ф120mm×900~3400mm⽑管规格:Ф134mm×7500(最长)mm成品规格:Ф25~89mm×2.5~12mm×3~12.5m穿孔机型式:CTP750VL型,轧辊上下布置,导板左右⽔平布置⼊⼝管坯温度:≥1180℃1.锥形辊穿孔机前台1.1受料槽长度:3900mm1.2双链式推坯机最⼤⾏程:5250mm推坯⼒:4t推进速度:基位—等待位置:1.0m/s等待位置—返回位置:0.3m/s返回速度:1.0m/s2.锥形辊穿孔机主传动2.1主电机:采⽤2台直流电机单独传动功率:2×1500kW,DC,2倍过载转速:375-750/1500rpm2.2主传动减速⽐:5.763.锥形辊穿孔机主机座3.1穿孔机轧辊(2个)材质及化学成分:材质:CK45化学成分:C:0.42直径:Ф650mm~Ф760mm长度:700mm轧辊轧制⼒:2000KN轧辊扭矩:180kNm轧辊喂⼊⾓:10°~15°⽆级可调轧辊辗轧⾓:固定为10°轧辊⾏程:90mm轧辊可轧制次数:20000~25000道次重车次数:max 12次重车量:8~10mm(轧辊直径⽅向)3.2穿孔机导板(2块)导板调整⾏程(max):110mm导板可轧制次数:800~1000道次4.锥形辊穿孔机后台4.1定⼼辊装置可导⾏⽑管的最⼤直径:Ф230mm可抱紧顶杆的最⼩直径:Ф50mm4.2后台升降辊传送速度:1.6m/s4.3顶杆⼩车及⽌推座顶杆⼩车最⼤⾏程:17155mm⽌推座中⼼位置调整范围:300(-85,+215)mm 顶杆上所受轴向⼒:1000KN 顶杆⼩车运⾏速度(max):前进到轧制位置:1.8m/s回退到顶头更换位置:4.5m/s4.4顶头顶头可轧制次数:⼀般50~200道次顶头⼯作段长度C=210mm4.5顶杆顶杆总弯曲度:≤18mm5.锥形辊穿孔机后台到连轧机的运输装置5.1后台横向运输链运⾏速度:1.6m/s5.2内吹装置内吹型式:压缩空⽓内吹时间:3s空⽓压⼒:4.5bar6.穿孔⽑管终轧温度7.穿孔⽑管的尺⼨公差范围8.穿孔⼯艺调整参数设定a.穿孔机的数据库终端中存贮着各种规格⽑管轧制时的调整参数,根据不同的轧批号,主控制终端从数据库终端中调⽤相应规格⽑管轧制时的⼯艺调整参数,并可进⾏修正,编辑,传送到穿孔机的PLC 或位置控制器上,完成轧机的精确调整。
电火花穿孔机
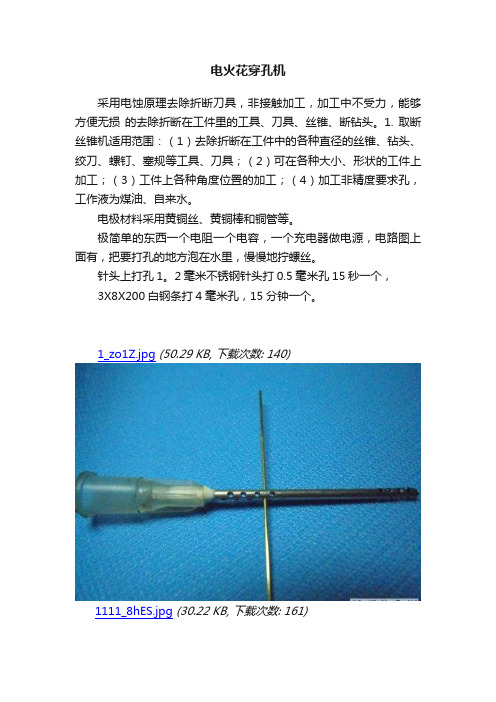
电火花穿孔机采用电蚀原理去除折断刀具,非接触加工,加工中不受力,能够方便无损的去除折断在工件里的工具、刀具、丝锥、断钻头。
1. 取断丝锥机适用范围:(1)去除折断在工件中的各种直径的丝锥、钻头、绞刀、螺钉、塞规等工具、刀具;(2)可在各种大小、形状的工件上加工;(3)工件上各种角度位置的加工;(4)加工非精度要求孔,工作液为煤油、自来水。
电极材料采用黄铜丝、黄铜棒和铜管等。
极简单的东西一个电阻一个电容,一个充电器做电源,电路图上面有,把要打孔的地方泡在水里,慢慢地拧螺丝。
针头上打孔1。
2毫米不锈钢针头打0.5毫米孔15秒一个,3X8X200白钢条打4毫米孔,15分钟一个。
1_zo1Z.jpg(50.29 KB, 下载次数: 140)1111_8hES.jpg(30.22 KB, 下载次数: 161)20091112_8f73efd919b7716f6113pW2R8fVFhmA2.jpg (87.23 KB, 下载次数: 213)20091112_69c14f014fa6a47679d0weqMkHiYVqkT.jpg(57.26 KB, 下载次数: 168)20091112_294d8488ee21778e37cdVcWMIn6eYmwD.jpg (44.43 KB, 下载次数: 135)20091112_8415e73375eda25c86e1cKwt8XKDKDBN.jpg (38.75 KB, 下载次数: 122)20091112_8553a139a7876760a40bXT26UZRjo2os.jpg(37.87 KB, 下载次数: 108)e3_GDr2.jpg(38.75 KB, 下载次数: 97)e4_DcgA.jpg(37.87 KB, 下载次数: 112)e5_ByMa.jpg(44.43 KB, 下载次数: 110)可以用铜管打孔20091115_1b2a70c320a6291cb9f3PO4ccfE9iF8T.jpg(79.78 KB, 下载次数: 143)20091115_854cf4bd9430c2008029o39zUu27ftde.jpg(24.28KB, 下载次数: 115)在2.3毫米的滚珠上打0.5毫米孔,电容用1微发就可以了,0.5毫米黄铜电极管可以作微型台灯20091126_295afe24c91529b998a6zYrks5yYBdZY.jpg(8.1 KB, 下载次数: 136)20091126_db80b0483d45bcb11b1bydZ19KwtrtE2.jpg(14.46 KB, 下载次数: 95)a5_yotR.jpg(15.33 KB, 下载次数: 116)电脑机箱里的那个铜柱做电极头48伏电动车充电器一个,50瓦24欧电阻一个,25微法100伏无极性电容一个(电解不行)负击接铜棒,正极接工件。
出口型电火花机床说明·
出口型电火花机床说明·JY703系列电火花穿孔机使用德国最新技术。
采用德国线路板设计和旋转头连接器及采用进口水泵,大大提升了产可加工於直径0.3--3.0高精密钻孔,钻孔深度可达电极直径的100倍。
可加工於超硬金属或已热处理的硬化工件。
可加工於线切割的穿孔。
螺丝攻削的清除。
可加工於不规则或球形的平面。
打孔机特点:◆能加工不锈钢、淬火钢、硬质合金、铜、铝等各种导电材料。
◆能加工直径0.3-3.0mm,最大深径比300:1以上的孔。
◆加工速度每分钟可达到30-60mm。
◆能直接从斜面、曲面穿入。
◆直接使用自来水作为工作液。
◆最新数码高频电路。
技术参数:装夹电极直径Ф0.3--Ф3.0mm最高放置工件高度400mm伺服行程400mm工作台尺寸400x300mmX--Y轴行程370x270mm机床尺寸850x750x1850mm机床重量500Kg输入功率 3.0Kw工作液纯净水工作台最大承重200Kg台湾精密穿孔机产品特点:加工孔径范围:0.15mm~3.0mm。
加工材质:45C、SKD11、模具钢、红铜、碳化钨钢等导电材料。
数位化操作,容易操作,一目了然,方便又快速;加工中可任意修改参数;主轴使用日本三洋伺服马达驱动,加工稳定,精确度高;加工轴Z分为三轴,使操作更加灵活;使用黄铜管、红铜管为电级,低消耗,加工速度快,无毛边产生;使用清洁水作加工液,低成本,安全无公害;采用高压泵浦输送加工液,并有自动泄压控制功能;在多孔连续加工时,可设定加工深度,方便操作;适用于线切割穿孔位钻孔,曲面、球型及不规则工件之加工;适合于钨钢、不锈钢等硬金属加工及困难材质之小孔钻孔,曲面、球型加工。
产品规格: 产品配置:工作台面积(长×宽):900×450 机械:1.米汉纳高级铸铁X轴行程:420 2.主轴采用直线光轴,定位精度高Y轴行程:300 3.X Y Z三轴均为台湾滚珠丝杆主轴伺服行程Z1:350 4.精密伺服马达W轴行程Z2:250 4.高压气动泵浦(压力0-140KG)眼膜导座行程Z3:150 5.整个工作台均为不锈钢设计加工铜管孔径:0.15mm~3.0mm 电路:1.双回路设计,低﹑高压辅助加工最大加工深度:400mm 2.快速SML伺服回路,反应灵敏最大加工重量:300KG 3.数字显示电路,操作方便简单最大消耗电力:4KVA 4.采用独立PC板,故障低且容易维修最大加工电流:30A 5.漏电,短路带自动保护功能机械重量:800KG 外形:1.人性化设计,最佳人体工学角度输入电源:380 2.双面板外形,使操作更方便快捷加工液容量:20L纯水装箱尺寸:1300*1100*2200重量(净重):800KG主电机功率:3KVA最大加工电流:15A最小指令值:0最大指令值:9表面粗糙度: 5最大加工速度:300最大切割厚度400标准配件:选用配置:1只电极夹头光学尺及显示器与深度设定功能3只电极导咀电极导咀20支电极钢管电极导管1组工具箱钨钢加工回路用油1组过滤容器加工浸渍槽1组加工夹具垫块电火花穿孔机适用于金属材料的小孔加工,对于采用钻削方法难以完成加工的淬硬钢材,电火花穿孔机依然可以进行高速穿孔,还能直接从斜面,曲面穿入。
机床参数 电加工机床类

国标 0.63
400
0.005 0.8
MDX-104 0.01 0.025 500
SH10
0.01 /全长
1,0.2-0.4
0.005 0.8
390
JF-210G 晶体管电源
1.6
800
输入功率(千
瓦)
净
主电 机
总容量
重
外形尺寸 长×宽×高 (毫米)
生产厂
机床
油箱
电气箱
3 3.5
1200× 1.1 1100×
NB32
320×500
200×100 120 300×200 150 200×300 250 200×300 250 250×150 250
D7132
320×500
电火花成型 机床
NGD400
400×630
NGD400A 400×630
200×80 350×250 250 350×200 250
NG-CNC400 400×630
1100× 700× 1260
1600× 565×600 营口市电火花 1600× 机床总厂 565×600
1.1 6
1640× 1.4 1240×
2090
1210× 950× 1260
1206× 400×725
上海第八机床厂
1580×
5
1.2 1220×
2300
宁江机床厂
1120× 2.4 1150×
200×300
300×600
300×200
300×600 320×500 320×500
200×300
160×200 (或固定 台)
150×250
320×500
数控电火花精密微孔加工机
数控电火花精密微孔加工机床技术简介苏州率尔捷机电科技有限公司SEJ-WK01数控电火花精密微孔加工机床技术简介一、主要用途和性能特点1、用途本机床利用电火花放电原理加工精密微孔。
适合于加工各类喷嘴精密微孔、化纤纺丝板精密微孔等各类精密微孔,加工精密圆形微孔范围一般在在¢0.08~¢2mm,孔深一般在1~3mm以内。
2、性能特点机床可采用圆形细长丝电极或细长扁丝电极,亦可采用异形整体电极加工圆形或各种异形截面微孔。
机床带细长丝电极再进给机构,实现加工中电极的伺服进给及损耗补偿。
为了实现微孔的稳定加工,加工中电极丝作高频振动,以更好地导入加工液和排屑。
该机床除装夹工件及更换电极外,整个加工过程可以自动完成。
可以自动修整电极,自动找零位,加工过程中可以自动切换工艺参数。
加工深度到一定位置后可以自动回退。
机床采用长电极加工,电极损耗通过再进给机构进行自动补偿,电极用完可以自动报讯。
机床采用G代码编程和图形化编程,用户可以设置孔号,可以连续群孔加工,也可以任意指定孔号进行加工。
各电参数可根据工艺要求,进行设置。
机床采用工控机控制,彩色液晶显示各加工状态、工艺参数和孔号。
二、机床的组成及布局该机床由主机、电控箱及工作液系统组成。
电控箱有工控机、电火花微精加工专用高频脉冲电源、检测伺服控制单元及机床电气组成。
三、主机基本结构主机共设有四轴。
工作台配置X、Y轴,采用滚珠丝杠、滚动导轨,以交流伺服电机驱动,完成工件各孔位置的移动,主轴头配置了Z轴, Z轴为滚轮伺服运动轴,采用细分步进电机,完成加工中细长丝电极的伺服进给,主轴头上装有振动器,带动电极作高频振动,以利于加工中的排屑;立柱上配置了W轴,W轴为直线运动轴,完成导向器与工件之间高度位置的调整,采用交流伺服电机驱动,W轴也可以实现伺服加工。
工作台上可配置A、C回转轴,用于空间角度多孔喷油嘴喷孔的加工,A 轴摆动范围±90º,C轴360º任意旋转,A、C轴均采用交流伺服控制,控制当量0.001º。
火花机参数up301
火花机参数up301【最新版】目录1.火花机参数 up301 概述2.火花机参数 up301 的具体参数3.火花机参数 up301 的应用领域4.火花机参数 up301 的优势与不足5.结论正文一、火花机参数 up301 概述火花机参数 up301 是一种常见的数控火花机参数,常用于电火花加工过程中。
这种参数以 up301 为代号,具有显著的特点和优势,为电火花加工提供了良好的性能保障。
二、火花机参数 up301 的具体参数1.脉冲宽度:决定火花放电的时间,影响电火花加工的效率和效果。
2.脉冲间隔:决定火花放电的频率,影响电火花加工的速度和精度。
3.火花能量:决定火花放电的强度,影响电火花加工的深度和表面粗糙度。
4.极性:决定火花放电的方向,影响电火花加工的效果和效率。
三、火花机参数 up301 的应用领域火花机参数 up301 广泛应用于各种电火花加工领域,如模具制造、航空航天、汽车制造、电子行业等。
在这些领域中,up301 参数能够提供优良的加工性能,满足不同领域的加工需求。
四、火花机参数 up301 的优势与不足1.优势:a.良好的加工性能:up301 参数具有较高的火花能量和适当的脉冲宽度,能够实现高效率、高精度的电火花加工。
b.广泛的应用领域:up301 参数适用于各种电火花加工领域,具有较强的通用性。
c.稳定的加工效果:up301 参数具有合适的脉冲间隔和极性,能够保证电火花加工的稳定性和一致性。
2.不足:a.参数设置较为复杂:up301 参数涉及多个参数的设置,需要操作者具有一定的专业知识和经验。
b.加工效率相对较低:与某些高性能参数相比,up301 参数的加工效率可能较低,需要进一步优化和提高。
五、结论总之,火花机参数 up301 是一种具有良好性能和广泛应用的电火花加工参数。
在实际应用中,通过合理调整 up301 参数,可以实现高效率、高精度的电火花加工,满足各种领域的加工需求。
穿孔机技术参数
穿孔机(DX703-1625型)技术参数表机床加工操作过程一.开机准备接上380V.50HZ电网电源,将面板上的急停开关顺时针旋一下,使之弹出,合上左侧总开关,则整机带电,风机运行。
检查工作液桶中装满工作液,废液桶清空,在不装密封圈及电极的情况下,开水泵直至水从转夹头流出,然后关掉水泵,进行下一步操作。
二.装夹工件、电极1.用手动上下开关让主轴处于合适位置。
2.用压板、T型螺杆将工件固定在工作台上,不能松动。
3.根据电极直径选择相应的密封圈。
三.加工1.根据电极直径、电极工件材料和对加工表面粗糙度、加工效率等,设置好脉冲参数和加工电流(详见推荐使用参数表)2.检查放电回路连线及工作液管路是否连接可靠。
3.通过移动拖板将工件移至所需位置,使电极对准加工位置(打孔处)。
手摇二次行程拖板的手柄,使导向器下移至离工件表面5mm处。
同时打开旋转头控制键,使旋转头转动。
4.打开工作液泵工作,查看其压力表并调节压力阀,使压力在6MPA,在电极出口的处的工作液射出有力。
5.打开脉冲电源开关键,开启加工电源,电压表约在85V。
6.将自动加工开关打开,Z轴会自动向下进给,当电极与工件之间的距离小到放出火花时,说明加工已经开始。
然后调节伺服旋钮,使主轴运行稳定,电压表读数在15V 左右。
7.在加工过程中查看加工状态,若有频繁短路,电压表读数跳动厉害,则应手动操作,调整调节旋钮,使主轴抬起,观察工作液的喷射情况及电极端部损耗是否均匀。
然后加以适当的处理。
8.穿孔后,会在工件下端面的孔口处看见火花及喷水。
欲使孔的出口较好,则加工时间要适当延长。
9.加工结束后,关闭脉冲开关有工作液泵,Z轴自动回升。
当电极完全退出加工的孔后,将自动加工开关关闭,主轴锁停;再将导向器抬起,卸下工件。
四.关机确认不再加工后,将水泵高频开关关闭,然后将总开关关闭,切断总电源,清洁工作台面及擦拭机床。
加工参数选择表普通钢(用黃铜电极)1.旋转头漏水⑴若旋转头泄流孔只是轻微渗水,不影响加工,属正常情况,可不必理会⑵若旋转头泄流孔漏水较多,使电极出水口压力明显不足则必须更换密封组件。
电火花穿孔加工技术电火花穿孔加工的原理电
第五章电火花穿孔加工技术本章目的:(1)理解电火花穿孔加工的工作原理。
(2)机床的结构与各部分作用。
(3)熟悉电火花穿孔加工的工艺方法。
在机械制造业中,内表面的加工与外表面的加工比较困难的,尤其是微孔、孔系、深孔、小孔的加工以及在超硬材料材料上的孔加工,一直是加工工艺上难以解决的问题。
因为使用普通的金属切削加工是难以完成它们的加工的。
根据电火花加工的特点,由于在加工的过程没有宏观作用力的产生,电极不受其刚性限制等特点,利用电火花进行微孔、孔系、深孔、小孔的加工以及在超硬材料材料上的孔加工,是首选的加工手段,下面就该加工技术的原理和方法进行介绍。
第一节电火花穿孔加工的原理电火花穿孔加工是遵循电火花成型加工的原理进行的。
由于小孔、深孔的加工工艺难度主要表现在加工过程中电蚀物排除困难,为了解决这一困难,电火花穿孔加工必须采用特殊的工艺手段,如图5.1所示。
(1)为了解决电蚀物排除问题,必须加强工作液的循环,使用了中空管状电极,通入高压高速流动的工作液。
(2)电极在加工过程中作匀速旋转,以电极端面损耗均匀,通过消除电火花加工时电极振颤带来的影响。
(3)电极在伺服系统的作用下,以高于成形加工技术的速度,进行轴向进给运动。
由于高压高速工作液能迅速将电蚀物排出加工区域,从而为加大电火花加工的蚀除速度创造了有利条件。
因此电火花穿孔加工的速度大大高于电火花成型加工,一般情况下的蚀除速度为20~60 mm/min,比机械钻孔加工快许多。
该方法特别适合于直径在ϕ0.3~ϕ3 mm的小孔加工;而且其深径可达300∶1。
第二节电火花穿孔加工机床一、电火花穿孔加工机床的结构1.电火花穿孔加工机床的结构电火花高速穿孔加工机床主要由主轴、旋转头、坐标工作台、机床电控系统和高压工作液循环等系统组成。
如图5.1所示。
图5.1 电火花高速穿孔加工机床2.电火花高速穿孔机床的工作原理电火花高速穿孔加工机床,是利用空心管状电极在工作过程中的旋转和在伺服电控系统的作用下,提高加工速度,均匀电极磨损的高速穿孔加工机床,如图5.2所示。
DK77系列 电火花数控线切割机床 使用说明书
?DK77系列电火花数控线切割机床使用说明书一、机床的主要用途本机床主要是以加工坚硬(硬质合金、淬火钢)精密复杂中小型金属零件。
由于本机床采用数字控制,具有高自动、高适应性等优点,可广泛用于仪器、仪表、汽车行业的工具、试制车间,加工各种冲模、靠模、样板、硬质合金等超硬金属件以及异形零件等。
二、主要规格1、机床及技术参数DK77系列数控电火花线切割机床主参数?注:1.工作台行程实际超程,超程尺寸可咨询厂方。
2.小锥度加工0~10°,大锥度加工0~40°。
3.机床最大切割厚度不计精度,不包括硬质合金。
2、加工精度切割28×40八角形纵剖面上尺寸差 0.015mm横剖面上尺寸差 0.020mm3、工作台手轮移动量手轮转一周工作台移动量为4mm,手轮每格工作台移动量为0.01mm。
4、贮丝筒贮丝筒拖板最大移动量150mm贮丝筒尺寸(直径×长度)Φ156×184电极丝选用直径 0.12~0.22mm最大贮丝长度 270m电极丝速度 11m/s5、脉冲当量工作台 0.001mm6、步进电机??7、机床总功率贮丝筒电机 A02-7124 370W 1400r/min 三相工作液泵电机 DB-25 120W 25L/min8、外形尺寸控制柜(长×宽×高)600×500×670mm ??9、重量三、机床吊运见示意图1 吊装时,先要卸掉机床拖板及贮丝筒拖板的罩壳。
?四、机床安装1、先检查机床有无空脚,再将机床放稳,将框式水平仪放置在X、Y向拖板上,利用床身底部的调整螺钉,调整机床的安装水平,在纵横方向均不得超过0.04/1000mm。
五、机床概述本机床由数字程序控制来加工直线和圆弧组成的各种复杂的金属冲模与零件,加工最高生产率达80mm2/min,加工表面粗糙度(生产效率>20mm2/min)Ra≤2.5μm。
机床由主机、高频电源和控制器三大部分组成。