螺纹铣刀加工-螺纹数控铣削加工及其编程
螺纹数控铣削加工及程序编制
关键词 : 数控铣床
加工 , 改 变 了传统 螺 纹 加 工工 艺和 方 法 , 并取 得 了 良好 的 效 果。 2 常用 螺纹 的加 工方 法
工件 上 的螺 纹 有两种 , 一 种 是 内螺纹 , 一 种是 外 螺纹 。 螺纹 加工 常 用的就 是切 削加 工和 滚压加 工两 大 类。滚压加
刀槽 , 过切等这些要求时 , 采 用板 牙 , 车削 , 丝 锥 等 这 些 加
就难 以保 证。 如 果采 用 数控 铣床 或者加 工 中心 改变 , 并取得 良好的效果 , 本文主要分析 了螺纹 的加 工方法 , 螺纹数 工 方法 时 , 进 行加 工 时 , 就 比较 容 易实 现 了。 采用 数控铣 削加 工螺 纹 控 铣 削加 工 ,并 以 实例 的形 式 ,简 述 了螺纹 数 控 铣 削 加 工 程 序 的编
工, 是 用 滚压 模 具 对零 件 进 行 滚压 加 工 , 使 零 件 发 生 塑 性 变 形 而得 到 螺纹 的加 工 方 法。 滚压 加 工 适 用 于 外 螺纹 加 工, 大批 量 的标准 件 或者 其 它螺纹 连接 件 。 滚压 加 工 的螺 纹 一 般 外 径尺 寸 不超 过 2 5 mm ,长度 不超 过 1 0 0 mm , 螺 纹精 度达 到 2级 。切 削加 工 , 就 是用 成形 刀具 或 者磨 具在 零 件上 加工 出相 关 的螺纹 。常用车 削 , 攻丝 , 套螺 纹 , 铣削 , 磨 削加 工 , 研磨 , 旋 风 切削加 工 等。 在 这 些加 工 中 , 车 削、 铣
一
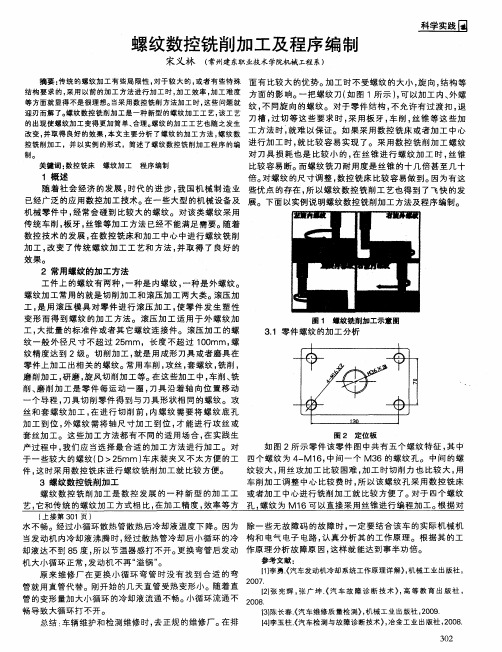
图1 螺纹铣削加工示意图
3 . 1零 件 螺纹 的加 工 分析
图 2 定位板
如 图 2所 示 零件 该零 件 图 中共 有 五个 螺纹 特征 , 其 中 产过程 中 , 我 们应 当选 择 最 合适 的加 工 方法进 行加 工 。 对 一 M1 6 , 中间 一 个 M3 6的螺纹 孔 。 中 间 的螺 于 一 些较 大 的螺纹 ( D>2 5 mm ) 车床 装 夹又 不太 方便 的工 四个 螺纹 为 4 纹较 大 , 用 丝 攻加 工 比较 困难 , 加 工 时 切削 力也 比较 大 , 用 件, 这 时采 用数 控铣 床进 行螺 纹铣 削加 工就 比较 方便 。 车 削加 工调 整 中 心 比较 费 时 , 所 以该 螺 纹孔 采 用 数控 铣床 3 螺 纹数控 铣 削加 工 螺 纹 数控 铣削 加 工 是 数控 发展 的一 种 新 型 的加 工 工 或者 加 工 中心进 行铣 削加 工 就 比较 方便 了。对于 四个 螺纹 艺, 它 和传 统 的螺纹 加 工 方式相 比 , 在 加 工精 度 , 效率 等 方 孔 , 螺纹 为 M1 6可 以直 接采 用 丝锥进 行 编程 加 工。 根 据 对
如何利用数控铣削进行螺纹编程(已排)
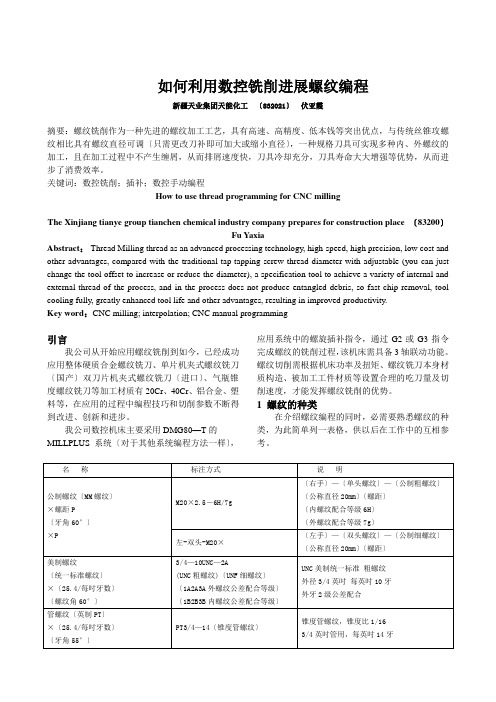
如何利用数控铣削进展螺纹编程新疆天业集团天能化工〔832021〕伏亚霞摘要:螺纹铣削作为一种先进的螺纹加工工艺,具有高速、高精度、低本钱等突出优点,与传统丝锥攻螺纹相比具有螺纹直径可调〔只需更改刀补即可加大或缩小直径〕,一种规格刀具可实现多种内、外螺纹的加工,且在加工过程中不产生缠屑,从而排屑速度快,刀具冷却充分,刀具寿命大大增强等优势,从而进步了消费效率。
关键词:数控铣削;插补;数控手动编程How to use thread programming for CNC millingThe Xinjiang tianye group tianchen chemical industry company prepares for construction place 〔83200〕Fu YaxiaAbstract:Thread Milling thread as an advanced processing technology, high-speed, high precision, low cost and other advantages, compared with the traditional tap-tapping screw thread diameter with adjustable (you can just change the tool offset to increase or reduce the diameter), a specification tool to achieve a variety of internal and external thread of the process, and in the process does not produce entangled debris, so fast chip removal, tool cooling fully, greatly enhanced tool life and other advantages, resulting in improved productivity.Key word:CNC milling; interpolation; CNC manual programming引言我公司从开始应用螺纹铣削到如今,已经成功应用整体硬质合金螺纹铣刀、单片机夹式螺纹铣刀〔国产〕双刀片机夹式螺纹铣刀〔进口〕、气瓶锥度螺纹铣刀等加工材质有20Cr、40Cr、铝合金、塑料等,在应用的过程中编程技巧和切削参数不断得到改进、创新和进步。
螺纹铣刀加工-螺纹数控铣削加工及其编程

摘要:润滑油标准系统-造纸机相关3项轻工业行业标准通过送审稿审查托盘工件机器人-牧野制作所开发卧式MC(加工中心)自动化系统柴油机石油公司-石油济柴将涉足环保动力领域天然气流量计流量-天然气流量计量技术对比条目疏水项目-几类泵阀将会被我国禁止使用沈阳机床公司-沈阳机床成功并购德国希斯的思考原油上海石化-上海石化800万吨/年真空原油蒸馏单位投产秦川磨床机床-秦川齿轮磨床国内市场占有率高达70%衡阳纺机质量-衡阳纺机通过质量管理体系审核原油山口阿拉-我国首例自动取样系统检验测试工作取得成功0 引言传统的螺纹加工方法主要是::外螺纹采用螺纹车刀车削,工作时需多次走刀才能切出螺纹轮廓,生产效率低;内螺纹采用丝锥攻丝,工作时必须先把螺纹底孔加工好,然后换刀进行加工,辅助时间长。
随着数控技术的发展,数控铣削螺纹的加工方式逐渐地取代了传统的螺纹加螺纹,铣刀,加工,工件,螺距,圆弧,轴线,示意图,丝锥,底孔,0 引言传统的螺纹加工方法主要是::外螺纹采用螺纹车刀车削,工作时需多次走刀才能切出螺纹轮廓,生产效率低;内螺纹采用丝锥攻丝,工作时必须先把螺纹底孔加工好,然后换刀进行加工,辅助时间长。
随着数控技术的发展,数控铣削螺纹的加工方式逐渐地取代了传统的螺纹加工方法。
与传统的螺纹加工方法相比,螺纹铣削加工的效率和加工精度都有所提高。
特别是对于一些有特殊结构要求的螺纹,如没有过渡扣或退刀槽结构的螺纹,采用螺纹铣削的方法更表现出它的优势。
因此,对于大批量生产的螺纹,数控铣削螺纹是一种有较大推广价值的新工艺。
1 螺纹铣刀及其工艺特点加工螺纹的铣刀类型有多种,各种螺纹铣刀的加工工艺特点也不同。
1. 盘形螺纹铣刀主要用于铣削螺距较大、长度较长的螺纹,如单头或双头梯形螺纹和蜗杆等。
1.(a) (b)图1 盘形螺纹铣刀及其工作示意图图2 梳形螺纹铣刀及其工作示意图(a)(b)图3 螺纹钻铣刀及其螺纹铣削加工示意图图4 螺纹铣刀轨迹1. 梳形螺纹铣刀梳形螺纹铣刀可以看作是若干个盘形螺纹铣刀的组合,如图2所示。
螺纹铣刀加工螺纹

G0 Z200
G91 G28 Y0
M30
此类程序有点弊端就是深度有可能会多一个螺距,如果深度要求较高的话,建议更改刀具长度来弥补。
此类程序的优点就是方便修改,如果螺纹超小就直接改#1(刀具半径),反复铣削是不会让螺纹超大或烂牙的。
注意:选择正确的螺纹刀(主要是螺距),程序中GOTO的输入为英文哦,我原来输错成数字后,老是报警,找了半天都没找到原因,希望能帮到大家,有不足的地方请指出。
G1 Z-#4 F200 (下到初始值)
G1 X[#2-#1] F1000 (位移到目标位置)
N100 #4=#4+#3 (计数器赋值)
G2 I-[#2-#1] Z-#4 F500(3轴联动铣螺纹)
IF[#4 LT #5] GOTO100 (在问螺纹铣刀铣螺纹时的进给和转数之间是什么关系,答案是没关系,当然是螺纹铣刀,不是丝锥额!
螺纹铣刀加工螺纹一般都是用宏程序来编制的,道理很简单,螺纹铣刀每走一圈,Z方向因该增量下去一个螺距,如此循环到深度即可,例如用直径为10的螺纹铣刀在坐标为X100 Y50的地方加工M40*2.5深度为50的螺纹,程序如下:
#4 =0 (z方向初始的深度)
#5 =50 (目标深度)
G52 X100 Y50 (建立局部坐标系)
G0 X0 Y0
G0 Z3 (下到安全高度)
T1 M6
G0 G90 G54 G40 X0 Y0
G43 Z50 H1 S1000 M3
#1 = 10 (刀具半径)
#2 = 20 (要加工的螺纹半径)
#3 =2.5 (螺距)
螺纹铣削轨迹及编程实例

螺纹铣削轨迹及编程实例螺纹铣削轨迹螺纹铣削运动轨迹为一螺旋线,可通过数控机床的三轴联动来实现。
图5为左旋和右旋外螺纹的铣削运动示意图。
与一般轮廓的数控铣削一样,螺纹铣削开始进刀时也可采用1/4圆弧切入或直线切入。
铣削时应尽量选用刀片宽度大于被加工螺纹长度的铣刀,这样,铣刀只需旋转360°即可完成螺纹加工。
螺纹铣刀的轨迹分析如图6所示。
图5 左旋和右旋内外螺纹的铣削运动图6 螺纹铣刀的轨迹分析螺纹铣削编程现结合M30×1.5右旋内螺纹铣削加工实例说明螺纹铣削的编程方法。
工件材料:42CrMo4;螺纹底孔直径:Di=28.38mm;螺纹直径:Do=30mm;螺纹长度L=20mm;螺距:P=1.5mm;机夹螺纹铣刀直径:D2=19mm;铣削方式:顺铣。
(1) 参数计算主轴转速N为:N=1000V/(D2×π) =1000×150/(19×3.14)=2512r/min铣刀齿数Z=1,每齿进给量f=0.1mm,铣刀切削刃处进给速度F1为:F1=fz×N=0.1×1×2512=251.2mm/min铣刀中心进给速度F2为F2=F1(D0-D2)/D0=251.2×(30-19)/30=92.1mm/min设安全距离CL=0.5mm,切入圆弧半径Re为Re=[(Ri-CL)2+R02]/(2R0)=[(14.19-0.5)2+152]/(2×15)=13.747mm切入圆弧角度β为:β=180°-arcsin[(Ri-CL)/Re]=180°-arcsin[(14.19-0.5)/13.747]=95.22°为便于计算,β可近似取值为90°。
切入圆弧时的Z轴位移Z 为:Z =P /360°=1.5×90°/360°=0.375mm切入圆弧起始点坐标为:(2)螺纹铣削程序(Fanuc系统)%N10 G90 G00 G57 X0. Y0.N20 G43 H10 Z0. M3 S2512N30 G91 G00 X0. Y0. Z-20.375N40 G41 D60 X0. Y-13.690 Z0.N50 G03 X15. Y13.69 Z0.375 R13.747 F92N60 G03 X0. Y0. Z1.5 I-15. J0.N70 G03 X-15. Y13.69 Z0.375 R13.747N80 G00 G40 X0. Y-13.690 Z0.N90 G49 G57 G00 Z200. M5N100 M30%附:切削参数符号及计算公式:切削参数计算公式单位切削速度(Cutting Speed)Vc Vc=d×3.14×n / 1000m/min主轴转速(Spindle Speed)n n=Vc×1000 / (d×3.14)rpm每齿进给(Feed per Tooth)fz=F / (z×n)mm/tooth 每分钟进给(Table Feed)Vf Vf =F=fz×z×n mm/min。
螺纹铣刀编程
螺纹铣刀编程/铣牙刀编程(通用铣螺纹宏程序)工作原理使用G03/G02三轴联动走螺旋线,刀具沿工件表面(孔壁或圆柱外表)切削。
螺旋插补一周,刀具Z向负方向走一个螺距量。
编程原理:G02 I3.等于螺距为假设刀具半径为5mm则加工M16的右旋螺纹优势使用了三轴联动数控铣床或加工中心进行加工螺纹,相对于传统螺纹加工1、如螺距为2的可以加工各种公称直径,螺距为2mm 的内外螺纹2、采用铣削方式加工螺纹,螺纹的质量比传统方式加工质量高3、采用机夹式刀片刀具,寿命长4、多齿加工时,加工速度远超攻丝5、首件通止规检测后,后面的零件加工质量稳定使用方法G65 P1999 X_ Y_ Z_ R_ A_ B_ C_ S_ F_XY 螺纹孔或外螺纹的中心位置X=#24 Y=#25Z 螺纹加工到底部,Z轴的位置(绝对坐标)Z=#26R快速定位(安全高度)开始切削螺纹的位置R=#18A螺纹螺距A=#1B螺纹公称直径B=#2C螺纹铣刀的刀具半径C=#3 内螺纹为负数外螺纹加工为正数S主轴转速F进给速度,主要用于控制刀具的每齿吃刀量如:G65 p1999 X30 Y30 Z-10 R2 A2 B16 C-5 S2000 F150;在X30y30的位置加工M16 螺距2 深10的右旋螺纹加工时主轴转速为2000转进给进度为150mm/min宏程序代码O1999;G90G94G17G40;G0X#24Y#25;快速定位至螺纹中心的X、Y坐标M3S#19;主轴以设定的速度正转#31=#2*+#3;计算出刀具偏移量#32=#18-#1;刀具走螺旋线时,第一次下刀的位置#33=#24-#31; 计算出刀具移动到螺纹起点的位置G0Z#18;刀具快速定位至R点G1X#33F#9;刀具直线插补至螺旋线的起点,起点位于X 的负方向N20 G02Z-#32I#31;以偏移量作为半径,以螺距作为螺旋线Z向下刀量(绝对坐标)IF[#32LE#26]GOTO30;当前Z向位置大于等于设定Z向底位时,进行跳转#32=#32-#1;Z向的下个螺旋深度目标位置(绝对坐标)GOTO20;N30;IF[#3GT0]THEN #6=#33-#1;外螺纹,退刀时刀具往X负方向退一个螺距量IF[#3LT0]]THEN #6=#24;内螺纹,退刀时刀具移动到螺纹中心位置G0X#6G90G0Z#18;提刀至安全高度M99;。
螺纹数控铣削方法与编程、加工
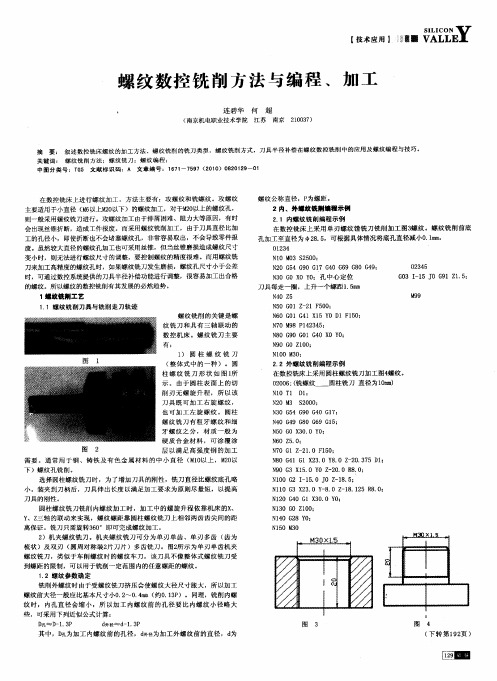
2 2外 螺纹 铣削 编程 示例 . 在 数控 铣床 上采 用 圆柱螺 纹铣 刀加 工 图4 螺纹 。 00 6 ( 螺 纹— — 圆柱铣 刀 直径 为 1r) 20 :铣 0m a
NO T D : I 1 l N0 M 2 3 ¥ 0 0 20 :
N 0 G 4 G 0 G 0 G 7 3 5 9 4 1 ; N 0 G 9 G O G 9 G 5 4 4 S 6 1 ;
关 键 词 : 螺 纹 铣 削 方 法 ; 螺 纹 铣 刀 ;螺 纹 编 程 ; 中 图 分 类 号 :T 5 文 献 标 识 码 : A 文 章 编 号 :1 7 - 7 9 ( 0 0)0 2 1 9 01 G 61 57 21 802 -
在 数控 铣床 上进 行 螺纹 加工 ,方法 主要 有 :攻 螺纹 和铣 螺纹 。攻螺 纹 主要适用 于小直 径 (6 M 以上 M0 2 以下 )的螺纹加 工 ,对 于MO 2 以上 的螺纹 孔,为原 则尽 量 短 , 以提高
刀具 的刚 性 。
圆柱 螺 纹铣 刀铣 削 内螺纹 加 工 时 ,加 工 中 的螺 旋升 程 依靠 机 床 的x 、 Y 三 轴 的联 动 来实 现 ,螺 纹螺 距 靠 圆柱 螺纹 铣 刀上 相邻 两 齿 齿尖 间 的距 、z 离保证 。铣 刀只 需旋 转3 0 即 可完 成螺 纹加 工 。 6 2 )机夹 螺 纹铣 刀 。机 夹 螺 纹铣 刀 可 分 为单 刃 单齿 、 单 刃 多齿 ( 为 齿 梳 状 )及 双刃 ( 圆周 对称 装 2 片刀 片 )多 齿铣 刀 。 图2 所示 为 单 刃单 齿机 夹 螺 纹铣 刀 ,类 似 于车 削螺 纹 时 的螺 纹车 刀 ,该 刀具 不 像整 体 式螺 纹 铣 刀受 到 螺距 的 限制 ,可 以用于铣 削 一定 范 围 内的任意 螺距 的 螺纹 。 1 2螺纹 参 数确 定 . 铣 削外 螺纹 时 由于 受螺 纹铣 刀挤 压 会使 螺纹 大 径尺 寸胀 大 ,所 以加 工 螺 纹前大 径 一般应 比基 本尺 寸 402 .m ( 0 1P 。同理 ,铣 削 内螺 ". ~04 m 约 .3 ) 纹 时 , 内孔 直 径 会 缩 小 , 所 以加 工 内螺 纹 前 的 孔 径 要 比 内螺 纹 小 径 略 大 些 ,可采 用下 列近 似 公式计 算 :
三牙螺纹铣刀加工手工编程实例
三牙螺纹铣刀加工手工编程实例
一、引言
三牙螺纹铣刀是一种常用的刀具,其加工过程需要手工编程。
本文将以一个实例来介绍三牙螺纹铣刀的加工过程及手工编程方法。
二、实例介绍
我们需要加工一把三牙螺纹铣刀,其规格如下:
直径:50mm
齿数:3
模数:2.5
压力角:20度
齿宽:10mm
三、加工过程
1. 首先,我们需要将原材料锻造成圆柱形,并在车床上进行粗加工和精加工,使其达到所需尺寸。
2. 接下来,我们需要在铣床上进行齿形的加工。
首先,我们需要选择合适的三牙螺纹铣刀头,并将其安装在铣床上。
3. 然后,在铣床上设置好加工参数,包括进给速度、转速等参数。
根据实际情况进行调整。
4. 开始进行齿形的加工。
根据所需齿数和模数计算出每个齿的角度,并设置好夹具和定位方式。
然后,按照所需角度逐个进行加工。
5. 加工完成后,对产品进行检查和修整,确保其符合要求。
四、手工编程方法
1. 首先,需要绘制出三牙螺纹铣刀的齿形图,并计算出每个齿的角度和位置。
2. 然后,在编程软件中输入加工参数,包括进给速度、转速等参数。
3. 根据所需角度和位置,编写程序代码,并设置好夹具和定位方式。
4. 进行调试和测试,确保程序代码正确无误。
5. 开始进行加工。
在加工过程中,需要不断检查产品质量,并根据实
际情况进行调整和修正。
五、总结
三牙螺纹铣刀的加工过程需要手工编程,需要掌握相关技能和知识。
本文介绍了一个实例,并详细介绍了加工过程及手工编程方法。
希望对读者有所帮助。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘要:润滑油标准系统-造纸机相关3项轻工业行业标准通过送审稿审查托盘工件机器人-牧野制作所开发卧式MC(加工中心)自动化系统柴油机石油公司-石油济柴将涉足环保动力领域天然气流量计流量-天然气流量计量技术对比条目疏水项目-几类泵阀将会被我国禁止使用沈阳机床公司-沈阳机床成功并购德国希斯的思考原油上海石化-上海石化800万吨/年真空原油蒸馏单位投产秦川磨床机床-秦川齿轮磨床国内市场占有率高达70%衡阳纺机质量-衡阳纺机通过质量管理体系审核原油山口阿拉-我国首例自动取样系统检验测试工作取得成功0 引言传统的螺纹加工方法主要是::外螺纹采用螺纹车刀车削,工作时需多次走刀才能切出螺纹轮廓,生产效率低;内螺纹采用丝锥攻丝,工作时必须先把螺纹底孔加工好,然后换刀进行加工,辅助时间长。
随着数控技术的发展,数控铣削螺纹的加工方式逐渐地取代了传统的螺纹加螺纹,铣刀,加工,工件,螺距,圆弧,轴线,示意图,丝锥,底孔,
0 引言
传统的螺纹加工方法主要是::外螺纹采用螺纹车刀车削,工作时需多次走刀才能切出螺纹轮廓,生产效率低;内螺纹采用丝锥攻丝,工作时必须先把螺纹底孔加工好,然后换刀进行加工,辅助时间长。
随着数控技术的发展,数控铣削螺纹的加工方式逐渐地取代了传统的螺纹加工方法。
与传统的螺纹加工方法相比,螺纹铣削加工的效率和加工精度都有所提高。
特别是对于一些有特殊结构要求的螺纹,如没有过渡扣或退刀槽结构的螺纹,采用螺纹铣削的方法更表现出它的优势。
因此,对于大批量生产的螺纹,数控铣削螺纹是一种有较大推广价值的新工艺。
1 螺纹铣刀及其工艺特点
加工螺纹的铣刀类型有多种,各种螺纹铣刀的加工工艺特点也不同。
1. 盘形螺纹铣刀主要用于铣削螺距较大、长度较长的螺纹,如单头或双头梯形螺纹和蜗杆等。
1.
(a) (b)
图1 盘形螺纹铣刀及其工作示意图
图2 梳形螺纹铣刀及其工
作示意图
(a)
(b)图3 螺纹钻铣刀及其螺纹铣削加工示
意图
图4 螺纹铣刀轨迹
1. 梳形螺纹铣刀
梳形螺纹铣刀可以看作是若干个盘形螺纹铣刀的组合,如图2所示。
加工时,铣刀和工件轴线平
行,且铣刀和工件沿螺纹全长接触。
因此,切削时工件旋转一周,工件和铣刀相对轴向移动一个
螺距,即能切出所需螺纹。
梳形螺纹铣刀主要用于加工长度短而螺距小的三角形内、外圆柱螺纹和圆锥螺纹。
2. 复合螺纹铣刀
为了提高生产效率,能在不换刀的情况下一次性切出螺纹,可采用如图3(a)所示的复合螺纹铣刀
—螺纹钻铣刀。
螺纹钻铣刀的切削刃表面上看有些像丝锥,实际上与丝锥不同,刀具上无螺旋升
程,加工中的螺旋靠机床运动实现。
用螺纹钻铣刀铣削螺纹时的工作示意图如图3(b)所示,其步骤为:第1步,螺纹钻铣刀快速运行
至工件安全平面;第2步,螺纹钻铣刀钻孔至孔深尺寸;第3步,螺纹钻铣刀提升至螺纹深度尺
寸;第4步,螺纹钻铣刀以圆弧切人螺纹起始点;第5步,螺纹钻铣刀绕螺纹轴线作X、Y方向
的插补运动,同时作平行于轴线的+Z方向运动,即每绕螺纹轴线运行360°,沿+Z方向就上升
一个螺距,刀具三轴联动运动轨迹为一螺旋线;第6步,螺纹钻铣刀以圆弧从起始点退刀;第7
步,螺纹钻铣刀快速退至工件安全平面,准备加工下一孔。
螺纹钻铣刀铣削螺纹的运动轨迹如图
4所示。
2 螺纹铣削编程
现以M20×1.5右旋内螺纹铣削加工实例说明螺纹加工的编程方法。
工件材料:铸铁;螺纹底孔直径:D i18.38mm;螺纹直径:D o=20mm;螺纹长度:L=25mm;螺
距:P=1.5mm;刀具:硬质合金螺纹钻铣刀;铣刀直径D2=10mm;铣削方式:顺铣;切削速度
50m/min;铣削进给量:0.1mm/齿。
1. 参数计算
主轴转速为:n=(1000v)/(D2p)=(1000×50)/(10x3.14)=1592(r/min)
铣刀齿数z=1,每齿进给量f=0.1mm,铣刀切削刃处进给速度为:
v1=fzn=0.1×1×1592=159.2(mm/min)
铣刀中心进给速度为:v2=v1(D0-D2)/D0=159.2×(20-10)/20=79.6(mm/min)
设安全距离C L=0.5mm,切入圆弧半径为:
(R i-C L)2+R02(9.19-0.5)2+102
2R02×10
切入圆弧角度为:b=180°-arcsin[(R i-C L)/R e)=180°-arcsin[(9.19-0.5)/8.78]=180°-84.12°=95.88°
切入圆弧时的Z轴位移为:Z a=Pa/360°=1.5×90°/360°=0.375(mm)
切入圆弧起点坐标为:
{ X=0 Y=-R i+C L=-9.19+0.5=-8.68
Z=-(L-Z a)=-(25+0.375)=-25.375
2. 螺纹铣削程序(FUNUC系统)
%
N10 G90 G00 G57 X0. Y0.
N20 G43 H10 Z0. M3 S1592
N30 G91 G00 X0. Y0. Z-25.375
N40 G41 D60 X0. Y-8.68 Z0.
N50 G03 X10. Y8.68 Z0.375 R8.78 F79.6
N60 G03 X0. Y0. Z1.5 I-10. J0.
N70 G03 X-10. Y8.68 Z0.375 R8.78
N80 G00 G40 X0. Y-8.68 Z0.
N90 G49 G57 G00 Z200. M5
N100 M30
总结:条目疏水项目-几类泵阀将会被我国禁止使用柴油机石油公司-石油济柴将涉足环保动力领域天然气流量计流量-天然气流量计量技术对比沈阳机床公司-沈阳机床成功并购德国希斯的思考托盘工件机器人-牧野制作所开发卧式MC(加工中心)自动化系统衡阳纺机质量-衡阳纺机通过质量管理体系审核秦川磨床机床-秦川齿轮磨床国内市场占有率高达70%原油山口阿拉-我国首例自动取样系统检验测试工作取得成功润滑油标准系统-造纸机相关3项轻工业行业标准通过送审稿审查原油上海石化-上海石化800万吨/年真空原油蒸馏单位投产。