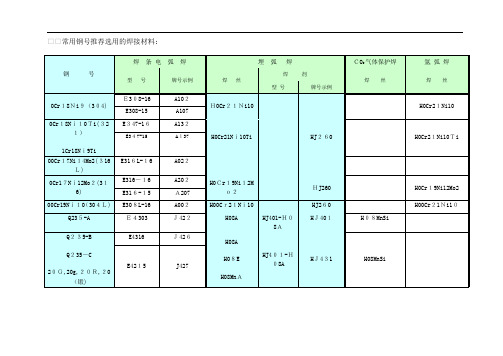
常用钢号推荐选用的焊接材料
常用焊接材料选用及不锈钢焊材选用
常用焊接材料选用及不锈钢焊材选用
一、通用焊接材料选用
1.铁基体材料
常见的铁基体材料包括碳钢、低合金钢和合金钢。
碳钢的焊接性能好,可以使用焊接前处理技术,如酸洗、抛光等,以提高焊接质量;低合金钢
具有良好的可焊性,但焊接空隙大,焊缝外观差,焊接部件的强度低,使
用条件有限;而合金钢具有优异的可焊性,焊接部件具有高强度,但合金
成分较复杂,焊接技术和焊接质量相对较差。
2.非铁基体材料
非铁基体材料包括铝、铜、镁等,这些材料具有较好的焊接性能,但
熔核形成温度较低,易造成处理不当后形成脆性断头,因此在耐热性较高
的条件下使用时容易出现问题,可采用适当的焊接前处理技术来改善。
1.焊接材料的选择
具有良好抗腐蚀性能的不锈钢焊接材料,通常采用低碳型、钝化性好
的不锈钢棒焊材料。
在焊接不锈钢的管件时,应采用相同类型的焊材料,
如309或310L,其低碳含量可以有效减少焊接处缺陷,使焊接部位具有
良好的抗腐蚀性能。
2.焊接工艺的确定
在焊接不锈钢之前,应先将焊接部位进行清理,去除污物和油脂等杂质,以减少焊接处的气孔和缺陷,保证焊接质量。
常用钢号推荐选用的焊接材料介绍
2—铸铁(包括球墨铸铁0
3—纯镍
4—镍铁
5—镍铜
6—铜铁
表示同一焊缝金属化学成分等级中的不同牌号,对于同一药皮类型焊条,可以有10个牌号,由0,1,2…9顺序排列
0--不属已规定的类型;
1--氧化钛型(直流或交流)
2--氧化钛钙型(直流或交流)
3--钛铁矿型(直流或交流)
4--氧化铁型(直流或交流)
E34
HJ260
H0Cr21Ni10Ti
E347-15
A137
00Cr17Ni14Mo2(316L)
E316L-16
A022
0Cr17Ni12Mo2(316)
E316-16
A202
H0Cr19Ni12Mo2
HJ260
H0Cr19Ni12Mo2
E316-15
A207
7—含Cr≈15%含Ni≈35%
8—Cr-Mn-N不锈钢
9—含Cr≈18%含Ni≈18%
表示同一焊缝金属主要化学成分等级中的不同牌号,对于同一药皮类型焊条,可以有10个牌号,由0,1,2…9顺序排列
堆焊
焊条
D
表示堆焊焊条的用途,组织或焊缝金属主要成分;
1—不规定,
2—普通常温用,
3—普通常温用及常温高锰钢型,
5--纤维素型(直流或交流)
6--低氢钾型(直流或交流)
7--低氢钠型(直流)
8--石墨型(直流或交流)
9--盐基型(直流)
Z408
镍及
镍合金
焊条
Ni
表示焊缝金属主要化学成分组成类型;
1—纯镍
2—镍铜
3—因康镍合金
表示同一焊缝金属主要化学成分组成类型中的不同牌号,对于同一药皮类型焊条,可以有10个牌号,由0,1,2…9顺序排列
常用钢号推荐选用的焊接材料.

常用钢号推荐选用的焊接材料钢号Q235-A F Q235-A 10(管20(管Q124-B Q235-C 20G ,20g 20R,20锻焊条电弧焊焊条型号(标牌号示例准号)E4303 (GB/T5117 E4316 (GB/T5117 E4315 (GB/T5117 E5015-G (GB/T5118J422焊丝钢号(标准号)H08A H08MnA (GB/T14957H08A H08E H08MnA (GBT14957电渣焊 2 气保焊氩弧焊焊剂焊剂焊丝钢号焊丝钢号焊丝钢号型号(标准型号(标准牌号示(标准号)(标准号)牌号示例(标准号)号)号)例HJ401-H08A (GB/T5293HJ431H08MnSi (GB/T14958埋弧焊J426 J427HJ401-H08A (GB/T5293HJ431 --- --- ---H08MNSi (GB/T1495809MnD W607 --- --- ---09MnNiD 09MnNiDR------ W707 --- --- HJ401-H08A (GB/T5293 HJ402-H10Mn2(GB/T5293 HJ404- H08MnA (GB/T529316Mn 16MnRE5016 (GB/T5117 E5015 (GB/T5117J506J507H10MnSi H10Mn2 (GB/T14957HJ431 HJ350 SJ101H08MnMoA H08Mn2SiA (GB/T14957HJ401-H08A (GB/T5293HJ431H08Mn2SiA (GB/T14958H10MnSi (GB/T14957钢号焊条电弧焊焊条型号(标牌号示例准号)E5016-G (GB/T5118 E5015-G (GB/T5118 E5015-G (GB/T5118 E5516-G(GB/T5118 E5515-G (GB/T5118 E5515-G (GB/T5118 E5015-G (GB/T5118 E5515-G (GB/T5118J506RH J507RH焊丝钢号(标准号)电渣焊 2 气保焊氩弧焊焊剂焊剂焊丝钢号焊丝钢号焊丝钢号型号(标准型号(标准牌号示(标准号)(标准号)牌号示例号)号)例标准号)埋弧焊16MnD 16MnDR15MnNiDR15MnNbR--- J556RH J557H08MnMoA H10MnSi H10Mn2 (GB/T14957H10MnSi H10Mn2 H08MnMoA (GB/T14957HJ404-H08MnA (GB/T5293 HJ401-H08A (GB/T5293 HJ402-H10Mn2(GB/T5293 HJ404-H08MnA (GB/T5293 HJ401-H08A (GB/T5293 HJ402-H10Mn2(GB/T5293SJ10115MnVR J557HJ431 HJ350 SJ101 HJ431 HJ350H08Mn2SiA (GB/T14958H08Mn2SiA (GB/T1495720MnMoJ507RH J557钢号焊条电弧焊焊条型号(标牌号示准号)例E5016-G (GB/T5118 E5015-G (GB/T5118 E5516G (GB/T5118 E6016-D1 (GB/T5118J506RH J507RH J556RH J606 J607埋弧焊焊丝钢号(标准号)焊剂型号(标准牌号示号)例电渣焊 2 气保焊氩弧焊焊剂焊丝钢号焊丝钢号焊丝钢号型号(标牌号示(标准号)(标准号)(标准号)准号)例20MnMoD ---13MnNiMoNbR E6015-D1(GB/T511818MnMoNbRE6015-D1 (GB/T5118 E6015-D1 (GB/T5118H08Mn2MoA (GB/T14957H08Mn2MoA (GB/T14957H08Mn2MoA (GB/T14957 *HJ402-H10Mn2(GB/T5293HJ350 *HJ401-H08A (GB/T5293HJ431 --- ---J607HJ250GH10MnMoAHJ401-H08AH10Mn2MoV A(GB/T5293(GB/T14957HJ431 --- ---20MnMoNb J607 J607RH HJ250G --- ---SJ10207MnCrMbVRE6015-G08MnNiCrMbVD(GB/T511810Ni3MoVDE6015-G (GB/T5118J607RH钢号12CrMo 12CrMoG 15CrMo 15CrMoG 15CrMoR 14Cr1MoR 14Cr1Mo12Cr1MoV 12Cr1MoVG 12Cr2Mo 12Cr2Mo1 12Cr2MoG 12Cr2Mo1R 1Cr5Mo焊条电弧焊焊条型号(标准牌号示号) 例E5515-B1 (GB/T5118 E5515-B2 (GB/T5118 E5515-B2 (GB/T5118E5515-B2-V (GB/T5118E6015-B3 (GB/T5118 E5MoV-15 (GB/T5118 E308-16 (GB/T983 E308-15 (GB/T983R207 R307埋弧焊焊剂焊丝钢号牌号示(标准号)型号(标准号)例H13CrMoA (GB/T14957HJ402-H10Mn2 (GB/T5293 HJ404-H08MnA (GB/T5293HJ350 SJ101 HJ250G 焊丝钢号(标准号) H13CrMoA (GB/T14957 电渣焊2 气保焊氩弧焊焊剂焊丝钢号焊丝钢号型号(标准牌号示(标准号)(标准号)号)例--- HJ401-H08A (GB/T5293--- HJ431H08CrMoA (GB/T14957 H13CrMoA (GB/T14957 ------------------------------- R317H08CrMoV A (GB/T14957HJ402-H10Mn2 (GB/T5293HJ350H08CrMoV A (GB/T14957R407 * --- --- --- ---------------------------------- A102 A1070Cr18Ni9H0Cr21Ni10(YB/T5092--- HJ260 --- --- --- --H0Cr21Ni10 (YB/T5091钢号焊条电弧焊焊条型号(标牌号示准号) 例E347-16 (GB/T983 E347-15 (GB/T983 E316-16 (GB/T983 E316-15 (GB/T983E316L-16 (GB/T983 E318-16 (GB/T983 E317-16 (GB/T983 E308L-16 (GB/T983 E316- 16 (GB/T983 E317L-16 (GB/T983 E410-16 (GB/T983 E410-15 (GB/T983A132 A137 A202 A207 A022 A212 A002埋弧焊焊丝钢号(标准号) H0Cr21Ni10Ti (YB/T5092 (YB/T5092 H00Cr19Ni12Mo2 (YB/T5092--- H00Cr21Ni10 (YB/T5902 焊剂型号(标牌号示例准号)HJ260 焊丝钢号(标准号)电渣焊 2 气保焊氩弧焊焊剂焊丝钢号焊丝钢号(标(标准型号(标准号)牌号示例号)准号)(YB/T50910Cr18Ni10Ti 1Cr18Ni9Ti0Cr17Ni12Mo2 --- HJ260 --- --- --- ---(YB/T5091(YB/T5091 H0Cr20Ni14Mo3 (YB/T59010Cr18Ni12Mo2Ti --- ---HJ2600Cr19Ni10 00Cr19Ni10 00Cr17Ni14Mo200Cr19Ni13Mo0Cr13H00Cr21Ni10HJ260 --------------- (YB/T5901--------------------------------------------------------------- G202 G207 3。
常用钢号推荐选用的焊接材料
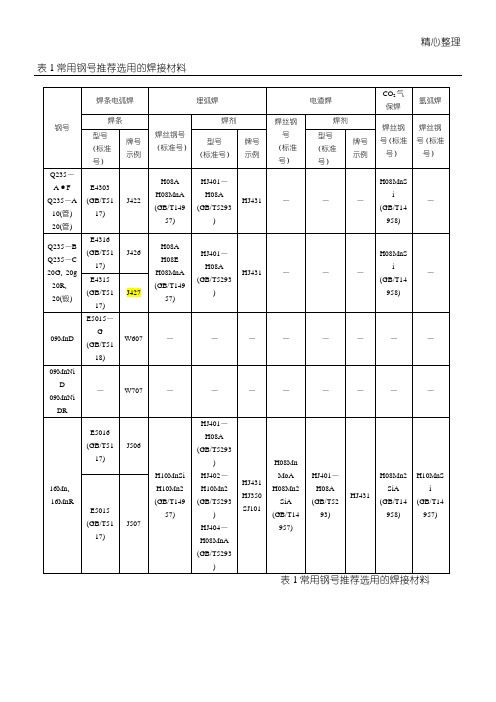
精心整理表1常用钢号推荐选用的焊接材料
JB/T4709—2000
表2常用钢号分类分组
清理干净。
5.5为防止沾附焊接飞溅,奥氏体高合金钢坡口两侧各100mm范围内应刷涂料。
5.6焊条、焊剂按规定烘干、保温,常用焊材烘干温度及保持时间见表4;焊丝需
去除油、锈;保护气体应保持干燥。
5.7预热
5.7.1根据母材的化学成份、焊接性能、厚度、焊接接头的拘束程度、焊接方法
和焊接环境等综合考虑是否预热,必要时通过试验确定。
常用钢号推荐的预热温度见表5。
5.7.2不同钢号相焊时,预热温度按预热温度要求较高的钢号选取。
5.7.3采取局部预热时,应防止局部应力过大。
预热的范围为焊缝两侧各不小于
焊件厚度的3倍,且不小于100mm。
表
表3不同
钢号相焊推荐选用焊接材料表
表3不同钢号
相焊推荐选用焊接材料表
)
JB/T4709—2000
表4常用焊材烘干温度及保持时间
JB/T4709—2000
表5常用钢号推荐的预热温度
5.9组对定位
5.9.1组对时,坡口间隙、错边量、棱角度等应符合规定。
5.9.2尽量避免强力组装,定位焊缝间距要符合规定。
5.9.3焊接接头拘束度大时,推荐采用抗裂性能更好的焊条施焊。
5.9.4定位焊缝不得有裂纹,否则应清除重焊。
如存在气孔、夹渣时亦应去除。
5.9.5熔入永久焊缝内的定位焊缝两端应便于接弧,否则应予修整。
6焊接
6.1焊前应按接头编制焊接工艺规程(推荐表格见附录B),焊工应按图样、工艺文件、技术标准施焊。
常用焊接材料选用明细
常用焊接材料选用明细
不得出现雷同
一、钢材、铁材和有色合金的焊接材料
1、钢材
(1)碳钢:
常用焊型:动电弧焊、气体保护焊及二氧化碳焊;
其余常用焊接材料:AWSE7018、ER70S-G、ER80S-G等。
(2)合金钢:
常用焊型:动电弧焊、气体保护焊及二氧化碳焊;
其余常用焊接材料:型号为AWSE7016、E70S-W、ER80S-B2、ER80S-G 等焊丝。
2、铁材
常用焊型:气体保护焊及二氧化碳焊;
其余常用焊接材料:型号为AWSECY712、ER80S-D2等合金铁焊丝。
3、有色合金
(1)铝合金:
常用焊型:氩弧焊、气体保护焊及二氧化碳焊;
(2)镍合金:
常用焊型:氩弧焊、气体保护焊及二氧化碳焊;
(3)镍铬合金:
常用焊型:氩弧焊、气体保护焊及二氧化碳焊;
(4)钛合金:
常用焊型:氩弧焊及气体保护焊;。
常用钢材焊材选用表(钢材焊材对照表)
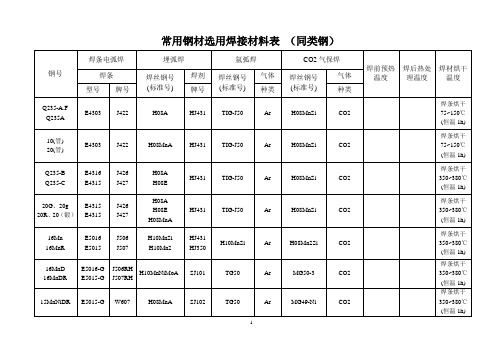
常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)锅炉常用钢材钢号分类表容器常用钢材分类表容器常用钢材分类表(续)器常用钢材分类表(续)焊接材料选用标准2016-0518(代替2011-0816)151617181920焊接材料选用表中的注解(1) E4303(J422)焊条只适用于第一类压力容器中的非重要结构件.(2)序号2-3项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊选用H10Mn2焊丝。
(3)SJ101烧结焊剂可用于序号5-7项钢号工件壳体纵、环缝窄间隙埋弧自动焊。
(4)E5515-G(J557) 焊条适用于焊后需进行正火温度范围内热加工的5项钢号的工件。
(5)序号5项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊焊丝选用H08MnMoA焊丝;序号5-6项钢号当工件板厚≥60mm时,电渣焊选用H10Mn2MoA焊丝。
(6)序号6-7项,9项钢号工件,如果焊后需进行正火温度范围内热加工时,手弧焊选用E6015-D1(J607)焊条,埋弧自动焊选用H08Mn2MoA焊丝。
(7)序号11项钢号工件如果焊后需进行正火温度范围内热加工时,手弧焊应选用E7015-D2(J707)焊条,埋弧自动焊选用H08Mn2NiMoA焊丝,电渣焊选用焊丝原则:当壳体进行正火+回火热处理时选用H10Mn2NiMoA焊丝当壳体进行淬火+回火热处理时选用H10Mn2MoA焊丝(8)序号13项钢号工件,如果焊后需进行正火温度范围内热加工时,手弧焊应选用E7015-G(J707Ni)焊条,埋弧自动焊选用H10Mn2NiMoA焊丝。
(9)E7015-G(J707Ni)焊条亦适用于低温容器和要求冲击韧性高的重要结构。
常用钢号焊接材料的选用

常用钢号焊接材料选用母材(1)SMAW SAW母材(2)GMAW焊条牌号焊剂焊丝牌号焊丝型号基层SMAW SAW复层过渡层焊条牌号焊剂焊丝牌号焊条牌号用GTAW焊丝牌号复层焊条牌号A302A307A302A307A302 A302 A312 A312 A312 A042 A042A307 A307SMAW SAW GMAW组别钢号焊条牌号焊剂焊丝牌号焊丝型号Fe-1-110(管)J422J426J427HJ431-H08AHJ431-H08MnA—Fe-1-120(管)J422J426J427HJ431-H08AHJ431-H08MnA—Fe-1-1Q235B J426J427HJ431-H08AHJ431-H08MnA—Fe-1-1Q235C J426J427HJ431-H08AHJ431-H08MnA—Fe-1-120G J426J427HJ431-H08AHJ431-H08MnA—Fe-1-1245R J426J427HJ431-H08AHJ431-H08MnA—Fe-1-120(锻)J426J427HJ431-H08AHJ431-H08MnA—Fe-1-209MnD W607——Fe-1-209MnNiD E5015-C1L——Fe-1-209MnNiDR E5015-C1L——Fe-1-216Mn J506J507J502HJ431-H10Mn2HJ350-H10Mn2SJ101-H10Mn2ER49-1ER50-6Fe-1-2Q345R J506J507J502HJ431-H10Mn2HJ350-H10Mn2SJ101-H10Mn2ER49-1ER50-6Fe-1-216MnD J506RHJ507RH——Fe-1-216MnDR J506RHJ507RH——Fe-1-315MnNiDR W607——Fe-1-3Q370R J556RHJ557——Fe-3-220MnMo J507J557HJ431-H10Mn2AHJ350-H08MnMoA—Fe-3-220MnMoD J506RHJ507RHJ556RH——Fe-3-313MnNiMoR J606J607HJ350-H08Mn2MoAHJ350-H08Mn2MoVASJ101-H08Mn2MoASJ101-H08Mn2MoVA—Fe-3-318MnMoNbR J606J607HJ350-H08Mn2MoAHJ350-H08Mn2MoVASJ101-H08Mn2MoASJ101-H08Mn2MoVA—Fe-3-320MnMoNb J606J607HJ350-H08Mn2MoAHJ350-H08Mn2MoVASJ101-H08Mn2MoASJ101-H08Mn2MoVA—Fe-1-407MnMoVR J607RH——Fe-1-408MnNiMoVD J607RH——Fe-1-407MnNiMoDR J607RH——Fe-9B10Ni3MoVD J607RH——Fe-3-112CrMo R207HJ350-H08CrMoASJ101-H08CrMoAER55-B2Fe-3-112CrMoG R207HJ350-H08CrMoASJ101-H08CrMoAER55-B2Fe-4-115CrMo R307HJ350-H08CrMoASJ101-H08CrMoAER55-B2Fe-4-115CrMoG R307HJ350-H08CrMoASJ101-H08CrMoAER55-B2Fe-4-115CrMoR R307HJ350-H08CrMoASJ101-H08CrMoAER55-B2Fe-4-114Cr1MoR R307H——Fe-4-114Cr1Mo R307H——Fe-4-212Cr1MoVR R317HJ350-H08CrMoVA ER55-B2-MnVFe-4-212Cr1MoVG R317HJ350-H08CrMoVA ER55-B2-MnVFe-5A12Cr2Mo R407——Fe-5A12Cr2Mo1R407——Fe-5A12Cr2MoG R407——Fe-5A12Cr2Mo1R R407——Fe-5B-11Cr5Mo R507——Fe-8-106Cr19Ni10A102A107SJ601-H08Cr21Ni10HJ260-H08Cr21Ni10—Fe-8-106Cr18Ni11Ti A132A137SJ641-H08Cr20Ni10Nb—Fe-8-106Cr17Ni12Mo2A202A207SJ601-HO6Cr19Ni12Mo2HJ260-HO6Cr19Ni12Mo2—Fe-8-106Cr17Ni12Mo2Ti A022A212SJ601-HO3Cr19Ni12Mo2HJ260-HO3Cr19Ni12Mo2—Fe-8-106Cr19Ni13Mo3A242SJ601-HO8Cr19Ni14Mo3HJ260-HO8Cr19Ni14Mo3—Fe-8-1022Cr19Ni10A002SJ601-HO3Cr21Ni10HJ260-HO3Cr21Ni10—Fe-8-1022Cr17Ni12Mo2A022SJ601-HO3Cr19Ni12Mo2—Fe-8-1022Cr19Ni13Mo3E317L-16——Fe-606Cr13G202G207——Q235B J426J427HJ431-H08AHJ431-H08MnAQ235C J426J427HJ431-H08AHJ431-H08MnA245R J426J427HJ431-H08AHJ431-H08MnA16Mn J506J507J502HJ431-H10Mn2HJ350-H10Mn2SJ101-H10Mn2Q345R J506J507J502HJ431-H10Mn2HJ350-H10Mn2SJ101-H10Mn220MnMo J507J557HJ431-H10Mn2AHJ350-H08MnMoA15CrMoR R307HJ350-H08CrMoA SJ101-H08CrMoA06Cr13A132 A137 A302 A30706Cr19Ni10A102 A10706Cr18Ni11Ti A132 A137022Cr19Ni10A00206Cr17Ni12Mo2A202 A20706Cr17Ni12Mo2Ti A022 A21206Cr19Ni13Mo3A022 A242022Cr17Ni12Mo2A022 022Cr19Ni13Mo3A022#N/A#N/AGTAW SMAW SAW 焊丝牌号组别1组别2—#N/A#N/A—Fe-1-1Fe-1-2J427J426J507J506HJ431-H08AHJ431-H08MnASJ101-H08ASJ101-H08MnA—Fe-1-1Fe-1-3J427J426J507J506HJ431-H08AHJ431-H08MnASJ101-H08ASJ101-H08MnA—Fe-1-1Fe-1-4J427J426J507J506HJ431-H08AHJ431-H08MnASJ101-H08ASJ101-H08MnA—Fe-3-1Fe-3-2R207HJ350-H08CrMoA SJ101-H08CrMoA—Fe-3-1Fe-3-3R207HJ350-H08CrMoA SJ101-H08CrMoA—Fe-1-1Fe-4-1J427HJ431-H08A HJ350-H08A SJ101-H08A—Fe-1-1Fe-4-2J427HJ431-H08A HJ350-H08A SJ101-H08A—Fe-1-1Fe-5A J427HJ431-H08A HJ350-H08A SJ101-H08A—Fe-1-1Fe-5B-1J427HJ431-H08A HJ350-H08A SJ101-H08A—Fe-1-2Fe-4-1J507J506HJ431-H10Mn2—Fe-1-2Fe-4-2J507J506HJ431-H10Mn2—Fe-1-2Fe-5A J507J506HJ431-H10Mn2—Fe-1-2Fe-5B-1J507J506HJ431-H10Mn2—Fe-3-2Fe-3-3J557HJ350-H08MnMoA SJ101-H08MnMoA—Fe-3-2Fe-4-1J557J556HJ350-H08MnMoA—Fe-3-2Fe-4-2J557J556HJ350-H08MnMoA—Fe-3-2Fe-5A J557J556HJ350-H08MnMoA—Fe-3-3Fe-4-1J607J606HJ431-H08Mn2MoAHJ350-H08Mn2MoASJ101-H08Mn2MoA—Fe-3-3Fe-4-2J607J606HJ431-H08Mn2MoAHJ350-H08Mn2MoASJ101-H08Mn2MoA—Fe-3-3Fe-5A J607J606HJ431-H08Mn2MoAHJ350-H08Mn2MoASJ101-H08Mn2MoA—Fe-4-1Fe-5A R307A307——Fe-4-2Fe-5A R317A307——Fe-5B-1Fe-4-1A407——Fe-5B-1Fe-4-2A407—H08CrMoA Fe-5B-1Fe-5A A407—H08CrMoA Fe-4-1Fe-6A302A307—H08CrMoA Fe-4-2Fe-6A302A307—H08CrMoA Fe-5A Fe-6A302A307—H08CrMoA Fe-5B-1Fe-6A407——Fe-1-1Fe-8-1A302A307A312——Fe-1-2Fe-8-1A302A307A312—H08CrMoVA Fe-1-3Fe-8-1A302A307A312—H08CrMoVA Fe-3-1Fe-8-1A302A307A312——Fe-3-2Fe-8-1A302A307A312——Fe-1-4Fe-8-1A402A407——Fe-3-3Fe-8-1A402A407——Fe-4-1Fe-8-1A302A307——Fe-4-2Fe-8-1A302A307—H08Cr21Ni10Fe-5A Fe-8-1A302A307—H08Cr19Ni10Ti Fe-5B-1Fe-8-1A402A407—HO6Cr19Ni12Mo2Fe-1-1Fe-1-1J426J427—HO3Cr19Ni12Mo2Fe-1-2Fe-1-2J506(RH)J507(RH)—HO8Cr19Ni14Mo3Fe-1-3Fe-1-3——HO3Cr21Ni10Fe-3-1Fe-3-1R207—HO3Cr19Ni12Mo2Fe-3-2Fe-3-2———Fe-3-3Fe-3-3———Fe-4-1Fe-4-1——Fe-4-2Fe-4-2R317—Fe-5A Fe-5A R407—Fe-8-1Fe-8-1——GTAW ————————————————————H12Cr24Ni13H12Cr24Ni13H12Cr26Ni21H12Cr26Ni21H12Cr26Ni21H12Cr24Ni13Fe-6 H12Cr24Ni13Fe-6 H12Cr24Ni13Fe-6 H12Cr26Ni21Fe-6 H12Cr24Ni13H12Cr24Ni13H12Cr24Ni13H12Cr24Ni13H12Cr24Ni13H12Cr26Ni21H12Cr26Ni21H12Cr24Ni13H12Cr24Ni13H12Cr24Ni13 H12Cr26Ni21———H08CrMoA———H08CrMoVA ——。
常用钢材焊材选用表

E308-15
A102
A107
H0Cr21Ni10
HJ260
H0Cr21Ni10
Ar
A102,A107 150℃1h 250r1h
0Cr18Ni10Ti
1Cr18Ni9Ti
E437-16
E437-15
A132
A137
H0Cr21Ni10T i
HJ260
H0Cr21Ni10T i
Ar
A132,A137 150r1h 250r1h
HJ350
强度型低合金 钢与耐热型低 合金钢焊接
U+W
E5003
J502
150-250℃
650-700℃
J502 150℃1h
E5015
J507
150-250℃
650-700℃
J507 380℃1-2H
田+ W
E5003
J502
150-250℃
650-700℃
J502 150℃1h
E5015
J507
n+(田-1)
n+(田-2)
E5015
J507
H08MnA
H10Mn2
HJ431
H10MnSi
Ar
J507
380℃恒温1-2h
HJ350
可编辑
("+2)+(田+1)
("+2)+(田+2)
E5015
J507
H10Mn2
H10MnSi
HJ431
J507、J557380℃恒温1-2h
E5515-G
J557
H00Cr21Ni10