钢的分类及焊材选用
常用钢材焊材选用表(钢材焊材对照表)
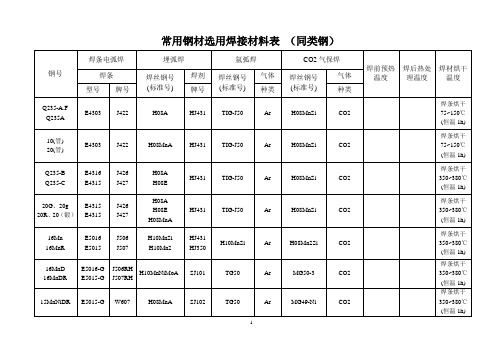
常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)锅炉常用钢材钢号分类表容器常用钢材分类表容器常用钢材分类表(续)器常用钢材分类表(续)焊接材料选用标准2016-0518(代替2011-0816)151617181920焊接材料选用表中的注解(1) E4303(J422)焊条只适用于第一类压力容器中的非重要结构件.(2)序号2-3项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊选用H10Mn2焊丝。
(3)SJ101烧结焊剂可用于序号5-7项钢号工件壳体纵、环缝窄间隙埋弧自动焊。
(4)E5515-G(J557) 焊条适用于焊后需进行正火温度范围内热加工的5项钢号的工件。
(5)序号5项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊焊丝选用H08MnMoA焊丝;序号5-6项钢号当工件板厚≥60mm时,电渣焊选用H10Mn2MoA焊丝。
(6)序号6-7项,9项钢号工件,如果焊后需进行正火温度范围内热加工时,手弧焊选用E6015-D1(J607)焊条,埋弧自动焊选用H08Mn2MoA焊丝。
(7)序号11项钢号工件如果焊后需进行正火温度范围内热加工时,手弧焊应选用E7015-D2(J707)焊条,埋弧自动焊选用H08Mn2NiMoA焊丝,电渣焊选用焊丝原则:当壳体进行正火+回火热处理时选用H10Mn2NiMoA焊丝当壳体进行淬火+回火热处理时选用H10Mn2MoA焊丝(8)序号13项钢号工件,如果焊后需进行正火温度范围内热加工时,手弧焊应选用E7015-G(J707Ni)焊条,埋弧自动焊选用H10Mn2NiMoA焊丝。
(9)E7015-G(J707Ni)焊条亦适用于低温容器和要求冲击韧性高的重要结构。
钢结构焊材选用表

钢结构焊材选用表常用结构钢分类分组类别号标称非比例延伸强度钢材牌号举例对应标准号Ⅰ≤295MPaQ195、Q215、Q235、Q275GB/T70020、25、15Mn、20Mn、25Mn GB/T699Q235GJ GB/T19879Q235NH、Q265GNH、Q295NH、Q295GNH GB/T4171ZG200-400H、ZG230-450H、ZG275-480H、ZG300-500H GB/T7659、GB/T11352Ⅱ-1>295MPa且≤390MPaQ355、Q390GB/T1591Q345q、Q370q GB/T714Q345GJ、Q390GJ GB/T19879Q310GNH、Q355NH、Q355GNH GB/T4171Ⅱ-2>390MPa且≤460MPaQ420、Q460GB/T1591Q420GJ、Q460GJ GB/T19879Q420q、Q460q GB/T714Q415NH、Q460NH GB/T4171Q460C、Q460D、Q460E、Q460F GB/T16270Ⅱ-3>460MPa且≤550MPaQ500C、Q500D、Q500E、Q500F、Q550C、Q550D、Q550E、Q550F GB/T16270Q500M、Q550M、Q500GJ、Q550GJ、Q500NH、Q550NH、Q500GJ、Q550GJ、Q500q、Q550qGB/T1591、GB/T19879、GB/T4717、GB/T714Ⅱ-4>550MPa且≤690MPaQ620C、Q620D、Q620E、Q620F、Q690C、Q690D、Q690E、Q690F GB/T16270Q620M、Q690M、Q620GJ、Q690GJ、Q620q、Q690qGB/T1591、GB/T19879、GB/T4717、GB/T714Ⅱ-5>690MPa且≤890MPaQ800C、Q800D、Q800E、Q800FQ890C、Q890D、Q890E、Q890F GB/T16270Ⅱ-6>890MPa Q960C、Q960D、Q960E、Q960F GB/T16270注:钢材类别由低到高依次为Ⅰ、Ⅱ,钢材组别由低到高依次为1、2、3……。
低温钢焊条选用及说明

J556Ni、W607H J557Ni、W606Ni J556Ni、W606Ni
C
Mn
Si
0.12 0.60-1.60 0.9
0.12 1.25
0.908 0.40-1.40 0.5
0.1
1.25
0.6
0.1
1.25
0.6
0.1
1.6
0.6
P
0.03 0.03 0.03 0.03 0.03 0.03 0.03
E5015-N5 W807
低氢钠型,直流反接
500 E5016-N5 W806Ni E5018-N5 W806Fe
低氢钾型,交直流两用。 铁粉低氢钾型,交直流两 用,高效焊接。
E5015-N7 W107
低氢钠型,直流反接
500 E5016-N7 W106Ni E5018-N7 W106Fe
低氢钾型,交直流两用。 铁粉低氢钾型,交直流两 用,高效焊接。
680 ENi6620 Ni327
低氢钠型,直流反接
三、焊条化学成份及力学性能:
见表 2 及表 3。
表 2:焊条熔敷化学成份
焊条型号
对应牌号
E5015-N1 E5016-N1 E5028-N1
E5018-N2
E5515-N3 E5516-N3 E5516-3N3
J507R、W607 J506R J506FeR
E5518-N3 J556NiFe、W606Fe 0.1
1.25
0.6 0.03 0.03 1.1-2.0
E5015-N5 E5016-N5 E5018-N5 E5015-N7 E5016-N7 E5018-N7
ENi6620
W807 W806Ni W806Fe W107 W106Ni W106Fe
钢板和焊材的分类

钢材、焊材种类及应用一、钢材(参考LR规范)1、一般强度钢1.1一般强度钢的机械性能,见表11.2一般强度钢的化学成分,见表2表2一般强度钢的化学成分(%)2.1高强度钢的机械性能,见表32.2高强度钢的化学成分,见表4表3 高强度的机械性能表4 高强度钢的化学成分(%)3.1 就强度(指屈服强度)而言,40系列的高强度钢强度高于36系列和32系列的高强度钢,当然也高于一般强度钢,即 A(H)40>A(H)36>A(H)32>A,其它类似。
在同一系列,各钢种的强度相同,比如对于32系列,A(H)32=D(H)32=E(H)32=F(H)32,此时各钢种间的差异在于韧性不同,见1.2。
3.2 就韧性而言,在同一强度级别,A(H)、B、D(H)、E(H)、F(H)韧性要求逐渐提高,比如对于32系列的钢材,F(H)32>E(H)32>D(H)32>A(H)32,其余类似。
3.3 替代的一般原则:3.3.1 在同一强度级别,高韧性钢可以替代低韧性钢,比如E(H)32可以替代A(H)32和D(H)32,D(H)32可以替代A(H)32,反过来则不可以,即A(H)32不可以替代D(H)32,D(H)32不可以替代E(H)32,其余类似。
3.3.2 在同一韧性级别,强度高的钢可以替代强度低的钢,比如E(H)40可以替代E(H)36和E(H)32,但E(H)32不可以替代E(H)36和E(H)40,其余类似。
3.3.3 如果强度、韧性都高于另外一种钢,则这种钢可以替代另外的这种钢,比如D(H)36可有替代A(H)32、B级钢。
3.3.4 一般情况下,采用替代材料时,其强度、韧性相差不应过大,比如可以用A(H)32替代A级板,但一般不应用D(H)36或F(H)40去替代B级板。
3.3.5 在施工中应严格按原船材料使用钢材,严禁私自更改、替代钢材级别;特殊情况下,必须经船检和(或)船东书面认可,才能按照船检和(或)船东的要求,或者参照上述原则替代使用钢材。
钢材与焊材的选用与匹配

美国各团体标准及钢号表示法
• ASME – American Society of Mechanical Engineers
美国机械工程师协会
-- 主要是制订锅炉与压力容器使用材料的标准 , 在大多数的情况下, 采用ASTM标准系, 此时 标准号后加 ―SA‖, 即ASMESA xx-xx.
29
Steel Specification
&
Filler Metal Selector Guide
钢材分类标准与焊材选用指导
Anne Xu October 2006
1
CONTENT 内容
• Steel Specification 钢材分类标准
• Filler Metal Selector Guide 焊材的选用指导
9
GB Specification GB 标准钢号表示方法
10
GB Specification GB 标准钢号表示方法
11
GB Specification GB 标准钢号表示方法
12
GB Specification GB 标准钢号表示方法
• 优质碳素结构钢
钢号开头的两位数字为钢的含碳量. 如―45‖, 表示 平均碳含量为0.45%. 锰含量高的优质碳素结构钢, 应标出―Mn‖.如 50Mn. 用Al脱氧的镇静钢应标出―Al‖. 如08Al. 镇静钢不加―Z‖, 沸腾钢、半镇静钢及专门用途的 优质碳素结构钢应在钢号最后特别标出. 如10b
材 • 了解各相应焊材的使用场合、情况、性能及 价格, 根据客户的实际情况确定所推荐的焊 材
44ห้องสมุดไป่ตู้
860/LA-85
• Q460C的化学成分和机械性能 • Q460C相当的ASTM牌号 • 查询 ― Filler Selector Guide‖, 找出相应的焊
钢结构使用材料说明
钢结构使用材料说明一、钢材材料1、钢结构常用钢材依照外形分类如下:A、H型:热轧H型钢(用途:钢柱、钢梁、次构件)焊接H型钢(用途:钢柱、钢梁、次构件)工字钢(用途:次构件)高频焊H型钢(用途:檩条、次构件)B、板型:卷板(用途:钢柱、钢梁、零件板)中厚板(用途:钢柱、钢梁、零件板)扁铁(用途:背衬板、栏杆踢脚板)花纹板(用途:平台板、楼梯踏步板)C、圆型:圆钢(用途:支撑、地脚螺栓、拉条)螺纹钢(用途:预埋件)直缝焊管(用途:管桁架、套管、栏杆、次构件)无缝管(用途:管桁架、网架、次构件)螺旋焊管(用途:管桁架、次构件)扩管(用途:管桁架、次构件)D、方型:方管(用途:次构件)方钢(用途:次构件)E、L型:角钢(用途:桁架、偶撑、支撑次构件)F、T型:T型钢(用途:桁架、次构件)G、C型:槽钢(用途:次构件)2、钢结构常用钢材依照材质分类如下:A、普通碳素结构钢(Q235):屈服强度235MPaB、低合金钢结构钢(Q345):屈服强度345MPaC、以上材质中尚有等级分类:Q235A(B、C、D、E)、Q345A(B、C、D、E)所代表的,主要是冲击的温度有所不同而已! A,B,C,D,E所不同的,指的是它们性能中冲击温度的不同。
例如:Q235A级,是不做冲击;Q235B级,是20度常温冲击;Q235C级,是0度冲击;Q235D级,是-20度冲击;Q235E级,是-40度冲击。
元素含量:A、B、C、D、E硫含量依次递减;A和B的磷含量相同,其它递减二、焊材材料1、埋弧焊:A、Q235材料对应焊丝H08A,配套焊剂SJ431B、Q345材料对应焊丝H08MnA,配套焊剂SJ1012、手工焊:A、Q235材料对应焊条E43**B、Q345材料对应焊条E50**3、二氧化碳保护焊:A、Q235、Q345材料对应焊丝:H08MnsSi三、油漆材料1、底漆:A、醇酸类底漆:醇酸红丹(铁红、中灰)防锈底漆B、环氧类底漆:环氧富锌防锈底漆C、无机类底漆:无机锌粉底漆D、氯化橡胶类底漆:铝粉氯化橡胶防锈漆E、聚氨酯类底漆:2、中间漆:A、醇酸类:醇酸铁红中间漆B、环氧类:环氧树脂中间漆、环氧三聚磷酸铝中间漆3、面漆:A、醇酸类:醇酸调和面漆、醇酸磁漆B、环氧类:环氧面漆C、聚氨酯:聚氨酯面漆。
常用焊接材料选用及不锈钢焊材选用
常用焊接材料选用及不锈钢焊材选用
一、通用焊接材料选用
1.铁基体材料
常见的铁基体材料包括碳钢、低合金钢和合金钢。
碳钢的焊接性能好,可以使用焊接前处理技术,如酸洗、抛光等,以提高焊接质量;低合金钢
具有良好的可焊性,但焊接空隙大,焊缝外观差,焊接部件的强度低,使
用条件有限;而合金钢具有优异的可焊性,焊接部件具有高强度,但合金
成分较复杂,焊接技术和焊接质量相对较差。
2.非铁基体材料
非铁基体材料包括铝、铜、镁等,这些材料具有较好的焊接性能,但
熔核形成温度较低,易造成处理不当后形成脆性断头,因此在耐热性较高
的条件下使用时容易出现问题,可采用适当的焊接前处理技术来改善。
1.焊接材料的选择
具有良好抗腐蚀性能的不锈钢焊接材料,通常采用低碳型、钝化性好
的不锈钢棒焊材料。
在焊接不锈钢的管件时,应采用相同类型的焊材料,
如309或310L,其低碳含量可以有效减少焊接处缺陷,使焊接部位具有
良好的抗腐蚀性能。
2.焊接工艺的确定
在焊接不锈钢之前,应先将焊接部位进行清理,去除污物和油脂等杂质,以减少焊接处的气孔和缺陷,保证焊接质量。
各种常见钢材的焊接焊条及焊接工艺选用一览表

焊接工艺及焊接材料
序号
材质
工艺方 法
焊丝
1
1Cr18Ni9Ti
2
0Cr19Ni9
H1Cr19Ni9Ti 、 H0Cr18Ni9Ti H1Cr19Ni9 、 H0Cr20Ni10
3
0Cr18Ni11Nb
4
0Cr18Ni11Ti
5
0Cr23Ni13
6
1Cr20Ni14Si2
H0Cr25Ni13
R307 J507 R317 R307 J507
A302、A307
A302、A307
A302、A307
A302、A307
A302、A307
A302、A307
A132、A137 A132、A137 A132、A137 A132、A137 A132、A137 A132 A132 ENiCrFe-2 A132 ENiCrFe-2 E9015-B9 A302 A302
12Cr1MoV+1Cr18Ni9Ti 23
#20+316
#20+316L
#20+1Cr18Ni9Ti
316+1Cr18Ni9Ti
24 316L+316L
1Cr18Ni9Ti+1Cr18Ni9Ti
1Cr18Ni9Ti+1Cr18Ni9Ti 25
316L+1Cr18Ni9Ti 26 TP316+316ss 27 316SS+1Cr18Ni9Ti 28 T91+TP316 29 TP316+TP316 30 T91+1Cr18Ni9Ti 31 T91+T91 32 TP316+A216Grade WCB 33 TP316+A105
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钢的分类及焊材选用常用钢号焊接材料钢号焊条电弧焊埋弧焊条CO2焊氩弧焊焊条焊丝钢号焊剂焊丝钢号焊丝钢号型号牌号示例型号牌号示例Q235-AFQ235-A10(管)20(管)E4303 J422 H08AH08MnA HJ401-H08A HJ-431 H08MnSi -Q235-BQ235-C20G、20g20R、20(锻)E4316 J426 H08AH08EH08MnA HJ401-H08A HJ-431 H08MnSi -E4315 J42709MnD E5015-G W60709MnNiD09MnNiDR W70716Mn16MnR E5016 J506 H10MnSiH10Mn2 HJ401-H08AHJ-402-H10Mn2HJ404—H08MnA HJ431HJ350SJ101 H08Mn2SiA H10MnSiE5015 J50716MnD16MnDR E5016-G J506RHE5015-G J507RH15MnNiDR E5015-G W60715MnNbR E5516-G J556RH HJ404--H08MnA SJ101 E5515-G J55715MnVR E5515-G J557 H08MnMoAH10MnSiH10Mn2 HJ401-H08AHJ-402-H10Mn2HJ404—H08MnA HJ431HJ350SJ101 H08Mn2SiA H08Mn2SiA20MnMo E5015-G J507RH H10MnSiH10Mn2H08MnMoA HJ431HJ350E5515-G J5520MnMoD E5016-G J506RHE5015-G J507RHE5516-G J556RH13MnNiMoNiR E6016-D1 J606 H08Mn2MoA HJ402-H10Mn2 HJ350 E6015-D1 J60718MnMoNbR E6015-D1 J607 H08Mn2MoA HJ250G20MnMoNb E6015-D1 J607 H08Mn2MoA HJ250G07MnCrMoVR08MnNiCrMoVD07MnNiCrMoVDr E6015-G J607RH * SJ10210Ni3MoVD E6015-G J607RH12CrMo12CrMoG E5515-B1 R207 H13CrMoA HJ402-H10Mn2HJ404-H08Mn2 HJ350SJ101HJ250G H08CrMoA15CrMo15CrMoG15CrMoR E5515-B2 R307 H13CrMoA14Cr1MoR14Cr1Mo E5515-B2 R307H12Cr1MoV12Cr1MoVG E5515-B2-V R317 H08CrMoVA HJ402-H10Mn2 HJ350 H08CrMoVA12Cr2Mo12Cr2Mo112Cr2MoG12Cr2Mo1R E6015-B3 R407 * *1Cr5Mo E5MoV-15 R5070Cr18Ni9 E308-16 A102 H0Cr21Ni10 HJ260 H0Cr21Ni10 E308-15 A1070Cr18Ni9Ti1Cr18Ni9Ti E347-16 A132 H0Cr21Ni10Ti HJ260 H0Cr21Ni10TiE347-15 A1370Cr17Ni12Mo2 E316-16 A202 H0Cr19Ni12Mo2 HJ260 H0Cr19Ni12Mo2E316-15 A200Cr18Ni12Mo2Ti E316L-16 A022 H00Cr19Ni12Mo2 HJ260 H00Cr19Ni12Mo2E318-16 A2120Cr19Ni13Mo3 E317-16 H0Cr20Ni14Mo300Cr19Ni10 E308L-16 A002 H00Cr21Ni10 HJ260 H00Cr21Ni1000Cr17Ni14Mo2 E316L-16 A02200Cr19Ni13Mo3 E317L-16 A2420Cr13 E410-16 G202E410-15 G207* 已有焊材但尚未列入标准常用钢号分类组类别号组别号钢号I I-1 Q235-A·F 、Q235-A 、Q235-B 、Q235-C10(管)、2020g 、20G 、20RII II-1II-2 16Mn 、16MnR15MnVR 、15MnNbR 、20MnMoIII III-1 13MnNiMoNbR 、18MnMoNbR 、20MnMoNbIII-2 07MnCrMoVRIV IV-1 12CrMo 、12CrMoG 、15CrMo 、15CrMoG 、15CrMoR 、14Cr1Mo14Cr1MoR 、12Cr1MoV 、12Cr1MoVGIV-2 12Cr2Mo 、12Cr2MoG12Cr2Mo1、12Cr2Mo1RV V-1 1Cr2MoVI VI-1 09MnD 、09MnNiD 、09MnNiDRVI-2 16MnD 、16MnDR 、15MnNiDR 、20MnMoDVI-3 07MnNiCrMoVDR 、08MnNiCrMoVD 、10Ni3MoVDVII VII-1 1Cr18Ni9Ti 、0Cr18Ni90Cr18Ni10Ti 、00Cr19Ni10VII-2 0Cr17Ni12Mo2 、0Cr18Ni12Mo2Ti 、00Cr17Ni14Mo20Cr19Ni13Mo3 、00Cr19Ni13Mo3VIII VIII-1 0Cr13异种钢焊接焊材选择被焊钢材类别接头母材类别焊条电弧焊埋弧焊氩弧焊备注焊条焊丝钢号焊剂焊丝钢号型号牌号型号牌号碳素钢之间焊接I+I E4303 J422 H08A HJ401-H08A HJ431 H08AE4315 J427碳素钢与强度型低合金钢的焊接I+(II-1)E4303 J422 H08AH08MnA HJ401-H08A HJ431 H10MnSiE4315 J427I+(II-2)E4315 J427 H08MnA HJ401-H08A HJ431 H10MnSiE5015 J507I+(III-1)I+(III-2)E4315 J427 H08AH08MnA HJ401-H08A HJ431 H10MnSiE5015 J507碳素钢与耐热型低合金钢的焊接I+IV E4315 J427 H08AH08MnA HJ401-H08A HJ431 H10MnSiI+V E4315 J427 H08AH08MnA HJ401-H08A HJ431 H10MnSi碳素钢与低温低合金钢I+VI E4315 J427 H08AH08MnA HJ401-H08A HJ431 H10MnSi强度型低合金钢的焊接II+II E5015 J507 H08MnAH10MnSi HJ401-H08A HJ431 H10MnSiE5515-G J557 HJ402-H10Mn2 HJ350强度型低合金钢的焊接II+(III-1)II+(III-2) E5015 J507 H08MnAH10Mn2 HJ401-H08A HJ431 H10MnSiHJ402-H10Mn2 HJ350(II-2)+(III-1)(II-2)+(III-2) E5015 J507 H10Mn2H10MnSi HJ401-H08A HJ431E5515-G J557 HJ402-H10Mn2 HJ350强度型低合金钢与耐热型低合金钢II+IV E5003 J502E5015 J507III+IV E5003 J502E5015 J507II+V E5015 J507E5515-G J557III+V E5015 J507E5515-G J557(IV-1)+(IV-2)E5515-B1 R207E5515-B3 R307E309-15 A307 H1Cr24Ni13 不热处理IV+V E5515-B1 R207 H13CrMoAE5515-B2 R307E5515-B2-V R317E6015-B3 R407E310-15 A40 H1Cr26Ni21珠光体耐热钢与铁素体不锈钢(I~IV)+VIII E309-16 A302 H1Cr24Ni13 不热处理时采用E309-15 A307珠光体钢与奥氏体不锈钢的焊接 3 I+(VII-I) E309-16 A302 H1Cr24Ni13 HJ260 H1Cr24Ni13E309-15 A307E309Mo-16 A312II+(VII-I) E309-16 A302 H1Cr24Ni13 HJ260 H1Cr24Ni13 E309Mo-16 A312III+(VII-I) E310-16 A402 H1Cr26Ni11E310-15 A407IV+(VII-I) E309-16 A302 H1Cr24Ni13E310-16 A402 H1Cr26Ni11E310-15 A407 H1Cr26Ni11V+(VII-I) E309-16 A302 H1Cr24Ni13E310-16 A402 H1Cr26Ni11E310-15 A407 H1Cr26Ni11 V+(VII-I) E309-16 A302 H1Cr24Ni13 E309-15 A307常用焊材烘干干温度及保温时间类别牌号温度0C 时间h碳钢及低合金钢焊条J422 150 1J426 300 1J427 350 1J502 150 1J506 J507 350 1J506RH J507RH 350~430 1J507MoW 350 1J557 350 1J556RH 400 1J606 J607 350 1J607RH 350~430 1J707 350 1J707RH 400 2低温钢焊条W607 W707 350 1钼和铬钼耐热钢焊条R207 R307 350R307H 400 1R317 R407 R507 305 1铬镍不锈钢焊条A102 150 1A107 250 1A132 150 1A137 250 1A202 150 1A207 250 1A002 A022 A212 A242 150 1G202 150 1G207 250 1G302 150 1G307 200~300 1熔炼焊剂HJ431 250 2HJ350 HJ260 300~400 2HJ250 300~350 2烧结焊剂SJ101 300~350 2SJ102常用钢号号推荐预热温度钢号厚度mm 预热温度0C20G 20R 20 20g 30~50 ≥50>50~100 ≥100>100 ≥15016MnD 09MnNiD16MnDR 09MnNiDR15MnNiDR ≥30 ≥5016Mn 16MnR15MnVR 15MnNbR 30~50 ≥100>50 ≥15020MnMo20MnMoD08MnNiCrMoVR 任意厚度≥10007MnCrMoVR07MnNiCrMoVDR 16~30 ≥60>30~40 ≥80>40~50 ≥10013MnNiMoNbR 任意厚度≥15018MnMoNbR ≥18020MnMoNb 任意厚度≥20012CrMo 15CrMo12CrMoG 15CrMoR15CrMoG >10 ≥15012Cr1MoV12Cr1MoVG14Cr1MoR14Cr1Mo12Cr2Mo 12Cr2Mo112Cr2MoG 12Cr2Mo1R >6 ≥2001Cr5Mo 任意厚度≥250常用钢号焊后热处理规范钢号焊后热处理温度最短保温时间电弧焊电渣焊10Q235A 20Q235B 20RQ235C 20G20g 600~640(1)当焊后热处理厚度δ≤50MM时,为δ/25h,但最短≮0.25h(2)当焊后热处理厚度δ>50MM时,为2+0.25×(δ-50)/25h09MnD 580~62016MnR 600~640 900~930正火后600~640回火16Mn 16MnD 16MnDR15MnVr 15MnNbR 540~58020MnMo 20MnMoD 580~62018MnMoNiR13MnNiMoNbR 600~640 950~980正火后600~640回火20MnMoNb07MnCrMoVR07MnNiCrMoVDR08MnNiCrMoVD 550~59009MnNiD 09MnNiDR15MnNiDR 540~58012CrMo12CrMoG ≥600 (1)当焊后热处理厚度δ≤125MM时,为δ/25h,但最短≮0.25h(2)当焊后热处理厚度δ>125MM时,为5+0.25×(δ-125)/25h15CrMo15CrMoG ≥60015CrMoR 890~950正火后≥600回火12Cr1MoV12Cr1MoVG14Cr1MoR14Cr1Mo ≥64012Cr2Mo12Cr2Mo112Cr2Mo1R12Cr2Mo1G ≥6601Cr5Mo ≥660。