试模过程记录表
试模记录表

试模时间
模具名称型腔数目设备号机台号模具编号
材料名称
色料名称
材料配比
调机人员
品质人员
记录人
注塑成型工艺
温度
注塑
储料
保压
设置
实际
压力
速度
位置
时间
压力
速度
位置
时间
压力
速度
位置
时间
1
2
3
4
射退
关模
开模
托模进
时间
压力
速度
位置
压力
速度
位置
压力
速度
位置
1
2
3
托模退
4
5
试模情况记录
是\否
原因
开合模是是否正常?
顶出及复位是否正常?
滑块\抽芯是否正常?
制品是否顶白?
使用材料是否与图纸要求一致?
制品是否好脱模?
水口是否好取?
制品是否可正常出模?
制品有无毛刺?
模具光洁度如何?
冷却水嘴是否难装?运水是否正常?
模具装夹是否困难?
重量为0-250g、稳定生产后1-20模产品是否已报废处理?
重量为250g以上、稳定生产后1-10模产品是否已报废处理?
制品表面有无缩水等缺陷?什么缺陷?
有无其他问题?
试模人签字:
班组长签字:
质量部人员签字:
日期:
日期:
日期:
混凝土试模自校记录表

环境温度
环境湿度
检定日期
年 月 日
检定地点
序
号
项目
单位
技术要求
检定
器具
检定数据
检定结果
1
外观
/
内壁应圆滑、光洁,无残损、气孔、锈蚀等缺陷,紧固螺旋应有效,组装后接缝应无明显缝隙
目测及
手感
检查
2
模腔
尺寸
上口直径
mm
公称尺寸×(1±%)
游标
卡尺
下口直径
mm
公称尺寸×(1±%)
游标
卡尺
高度
mm
公称尺寸×(轴垂直度
mm
不应超过±度
内外直角检测尺
/
/
/
使用标准计量器具
及配套设备情况
游标卡尺
检定员: 核验员:
游标
卡尺
宽度
mm
公称尺寸×(1±%)
游标
卡尺
深度
mm
公称尺寸×(1±%)
游标
卡尺
3
各相邻面的垂直度
mm
各相邻面的不垂直度不应超过±度
内外直角检测尺
4
组装后连结面缝隙
mm
不大于
塞尺
使用标准计量器具
及配套设备情况
游标卡尺、内外直角检测尺
检定员: 核验员:
圆柱体混凝土试模(自校)检定记录
型号规格
检定编号
进场日期
混凝土试模自校记录表
混凝土试模(自校)检定记录
型号规格
检定编号
进场日期
生产厂家
环境温度
环境湿度
检定日期
年 月 日
检定地点
序
号
项目
试模过程记录表

判定 判定
提交样板
提交样板 数据及样板 记录数据 提交样板 记录数据 记录数据
10
产品尺寸 检查
审核:
编制:
走水是否平衡 进胶点位置是否OK 流道直径是否OK 进胶点直径是否OK 唧嘴记录数据 判定 判定 判定 判定 判定 判定 判定 判定 判定 判定 判定 判定 判定 提交样板 和流道 判定 判定 判定 判定 判定 判定 判定 判定 判定 判定 判定 判定 判定 判定
有限公司
试模过程记录表
序 号 检查项目 检查方法 参考物性表,实际测量温度必须控制在物性表范围内。 1 模具温度 正常打样10啤后,各测量点的实际温度与平均值的差异应小于2℃,如 果平均值的差异超过2℃,则表明模具冷却效果不均,应改善冷却系统 。 炮嘴升到设定值时,先预热测温仪,探入熔料内部测量熔料温度,必 须控制在物性表范围内。 模具分快、中、慢各三次开合,在开合过程中有无异常声响,有无阻 滞现象。 模具开合动作顺畅,有无干涉发生。
2 3
熔料温度 检测 开合模具 状况检查
4
进胶系统 唧嘴长度是否足够? 检查
主浇流道是否有粘前模现象,水口针是否能轻松拉出 分流道是否有粘模现象,尺寸是否合理 热嘴接线盒是否固定 热嘴接气接头是否OK? 接头需在模胚上标注IN/OUT
5
进胶平衡 性测试 顶出系统 检查
依次充满20%、50%、90%的样品各3模,检查产品进胶平衡性(T1试 模),每穴产品重量偏差平均在5%以内为正常情况 顶出动作分各快、中、慢各三次,检查有无异常现象。 平面处顶针(司筒)顶出后,是否会发生松脱或卡死。 斜面顶针或司筒装置,是否加定位销(防止松动或转动)。 顶出系统(顶针或顶块)顶出时是否有异常响声以及振动。 模具分快、中、慢速度各复位三次,观看是否能回到位(复位)。 复位后,斜顶针端面不高于模芯0.1mm或与模芯平齐。
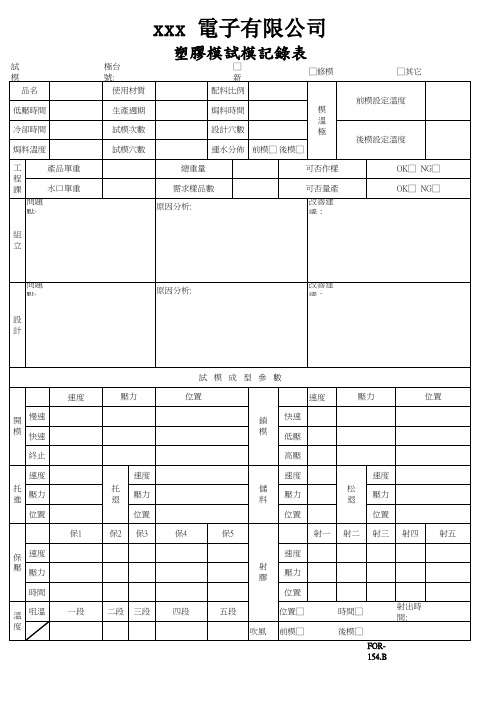
塑胶模试模记录表
壓力
位置
五段
位置□
吹風 前模□
時間□
後模□ FOR154,B
射出時 間:
問題 點:
設 計
原因分析:
改善建 議:
開 慢速 模 快速
終止
速度
托 進
壓力
位置
保 速度 壓 壓力
時間
溫 咀溫 度
速度
保1 一段
壓力
速度
托 退
壓力
位置
保2 保3
二段 三段
試模成型參數
位置
速度
壓力
位置
鎖 快速 模 低壓
高壓
速度
儲 料
壓力
位置
速度
松 退
壓力
位置
保4
保5
射一 射二 射三 射四
射五
பைடு நூலகம்四段
速度
射 膠
試 模
品名
低壓時間
冷卻時間
焗料溫度
工
產品單重
程
課
水口單重
問題
點:
組 立
xxx 電子有限公司
極台 號:
使用材質
塑膠模試模記錄表
□ 新
□修模
配料比例
生產週期
焗料時間
模
溫
試模次數
設計穴數
極
試模穴數
運水分佈 前模□ 後模□
總重量
可否作樣
需求樣品數 原因分析:
可否量產
改善建 議:
□其它 前模設定溫度
後模設定溫度 OK□ NG□ OK□ NG□
模具试模记录表.doc
模具试模记录表.doc
公司名称
调机试模生产记录表
客户 : 室温 :
模具编号试模次数试模日期
品名试模工时一模重量
料号试模机室料头重量
材质机室规格成品重量
色号需求数量
穴( 号) 数用料重量
试模条件记录全自动半自动机械手
销模压计量烘料温度
射料压力①②③④⑤⑥㎏ /㎝2 射料速度①②③④⑤⑥ %
保压①②③④⑤⑥㎏ /㎝ 2 增压①②③④⑤⑥ %
射料行程①②③④⑤残量s
熔炉温度①②③④⑤⑥
射杆压力①②③④⑤/ RPM/kg/㎝2 顶针速度 / 压力①②③④⑤/ RPM/㎏/ ㎝2 顶针行程①②③④⑤/ ㎜
公模模温设定℃台测℃冷却水冷冻水油温电热棒母模模温设定℃台测℃冷却水冷冻水油温电热棒射出时间 : 保压时间 : 中间时间:冷却时间:全周时间:
试模状况说明及建议改善事项:
试模正常
核准:审核:试模员:。
试模校准记录表

压碎值指标测定仪校准记录表(150)校准:校核:日期:校准:校核:日期:水泥胶砂流动度试模校准记录表(152)校准:校核:日期:混凝土/砂浆的立方体/棱柱体试模校准记录表(153/154)校准:校核:日期:水泥胶砂试模校准记录表(157-160)校准:校核:日期:混凝土/砂浆的立方体/棱柱体试模校准记录表(161)校准:校核:日期:校准:校核:日期:校准:校核:日期:混凝土/砂浆的立方体/棱柱体试模校准记录表(166-167)校准:校核:日期:混凝土/砂浆抗渗试模校准记录表(168)校准:校核:日期:混凝土/砂浆的立方体/棱柱体试模校准记录表(169/170)校准:校核:日期:混凝土/砂浆的立方体/棱柱体试模校准记录表(171-172)校准:校核:日期:混凝土/砂浆的立方体/棱柱体试模校准记录表(173/175)校准:校核:日期:混凝土/砂浆的立方体/棱柱体试模校准记录表(176-177)校准:校核:日期:混凝土/砂浆的立方体/棱柱体试模校准记录表(178)校准:校核:日期:混凝土/砂浆的立方体/棱柱体试模校准记录表(179/186)校准:校核:日期:混凝土/砂浆的立方体/棱柱体试模校准记录表(187)校准:校核:日期:混凝土/砂浆的立方体/棱柱体试模校准记录表(188-189)校准:校核:日期:混凝土/砂浆的立方体/棱柱体试模校准记录表(190-191)混凝土/砂浆的立方体/棱柱体试模校准记录表(192)混凝土/砂浆圆柱体试模校准记录表(193-194)校准:校核:日期:混凝土/砂浆抗渗试模校准记录表(195)。
混凝土试模自校记录表

卡尺
高度
mm
公称尺寸×(1±1%)
游标
卡尺
3
圆筒纵轴垂直度
mm
不应超过±0.5度
内外直角检测尺
/
/
/
使用标准计量器具
及配套设备情况
游标卡尺
检定员:核验员:
混凝土试模(自校)检定记录
型号规格
检定编号
进场日期
生产厂家
环境温度
环境湿度
检定日期
年月日
检定地点
序
号
项目
单位
技术要求
检定
器具
检定数据
检定结果
1
外观
/
内壁应平整、光洁,无残损、气孔、锈蚀等缺陷,紧固螺旋应有效,组装后接缝应无明显缝隙
目测及
手感
检查
2
模腔
尺寸
长度
mm
公称尺寸×(1±0.2%)
游标
卡尺
宽度
mm
公称尺寸×(1±0.2%)
游标
卡尺
深度
mm
公称尺寸×(1±0.2%)
游标
卡尺
3
各相邻面的垂直度
mm
各相邻面的不垂直度不应超过±0.3度
内外直角检测尺
4
组装后连结面缝隙
mm
不大于0.2
塞尺
使用标准计量器具
及配套设备情况
游标卡尺、内外直角检测尺
检定员:核验员:
圆柱体混凝土试模(自校)检定记录
型号规格
检定编号
进场日期
生产厂家
环境温度
环境湿度
检定日期
年月日
检定地点
序
号
项目
单位
技结果
注塑模具试模工艺记录表

试模序项序日号序A目目号期41号Test Date:
客户 Customer
项目名称 Project Name
A2A5
A
模具编号 Mold NO:
穴数 NO Cavitys
序号 项项目目 序号序项项目目
机台号码 M/C NO
机台T位 M/C Ton
项目 Item
1
2
3
4
5
6
压力Pressure
压力Pressure
速度Speed
速度Speed
位置Position(mm)
位置Position(mm)
项目Item
射出部分Injection Unit(±10)
1
2
3
4
5
6
时间 Time
保压部分Holding Pressure(±10)
项目Item
1
2
组
实测温度 Measure Temp
实测温度 Measure Temp
A1
A2
A3
A4
A5
试模人:
实测温度 Measure Temp
B1
B2
B3
B4
B5
制表:
试模数量Test Quantity:
审核:
试模时间Test Time:
确认:
mm
项目Item
计量部分 Injection Rate (±10)
1
2
3
4
压力Pressure
速度Speed
5
松退位置 Suck Back
顶退Retract
①
备注Remark
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
行位动作 8 检查
行位定位是否牢靠。 液压抽芯装置动作顺序先后情况。 行位在空运行中有无拉伤、卡死现象。
走水是否平衡 进胶点位置是否OK 流道直径是否OK 进胶点直径是否OK 唧嘴球径是否 匹配注塑机
检查记过记录
备注 记录数据 记录数据 记录数据 判定 判定 判定 判定 判定 判定 判定 判定 判定 判定 判定 判定 判定 提交样板 和流道 判定 判定 判定 判定 判定 判定 判定 判定 判定 判定 判定 判定 判定 判定
2 3
熔料温度 检测 开合模具 状况检查
4
进胶系统 唧嘴长度是否足够? 检查
主浇流道是否有粘前模现象,水口针是否能轻松拉出 分流道是否有粘模现象,尺寸是否合理 热嘴接线盒是否固定 热嘴接气接头是否OK? 接头需在模胚上标注IN/OUT
5
进胶平衡 性测试 顶出系统 检查
依次充满20%、50%、90%的样品各3模,检查产品进胶平衡性(T1试 模),每穴产品重量偏差平均在5%以内为正常情况 顶出动作分各快、中、慢各三次,检查有无异常现象。 平面处顶针(司筒)顶出后,是否会发生松脱或卡死。 斜面顶针或司筒装置,是否加定位销(防止松动或转动)。 顶出系统(顶针或顶块)顶出时是否有异常响声以及振动。 模具分快、中、慢速度各复位三次,观看是否能回到位(复位)。 复位后,斜顶针端面不高于模芯0.1mm或与模芯平齐。
新开模试模以不喷脱模剂为标准,出模是否顺畅,是否有粘模、拉花 、拉断情况等; 产品是否有漏做或多做胶位 9 产品外观 正常试模工艺下,产品是否有毛边,如有毛边现象可打样90%缺胶样 品,如仍有毛边,则表面模具配合不好,不可调节锁模力来解决毛边 检查 问题;如正常现象没有毛边,刻意加大压力15%~20%,如有毛边仍需检 查表面配合和模具是否有变形的可能; 产品外表面是否符合客户要求,是否有明显流纹或气纹等 在同一工艺条件下,打样3PCS,并测量外围数据及重点尺寸数据,并 称重量,记录相关数据 与调机工艺师确认误差及问题,调整工艺 如物料为收缩率较大塑料,需根据实际产品壁厚及大小,按一定比例 调大尺寸 原料使用物料清点并记录数据 11 物料清点 水口料清点并记录数据
判定 判定
提交样板
提交样板 数据及样板 记录数据 提交样板 记录数据 记录数据
10
产品尺寸 检查
审核:
编制:
有限公司
试模过程记录表
序 号 检查项目 检查方法 参考物性表,实际测量温度必须控制在物性表范围内。 1 模具温度 正常打样10啤后,各测量点的实际温度与平均值的差异应小于2℃,如 果平均值的差异超过2℃,则表明模具冷却效果不均,应改善冷却系统 。 炮嘴升到设定值时,先预热测温仪,探入熔料内部测量熔料温度,必 须控制在物性表范围内。 模具分快、中、慢各三次开合,在开合过程中有无异常声响,有无阻 滞现象。 模具开合动作顺畅,有无干涉发生。