最新模具试模记录表
试模报告表格.doc
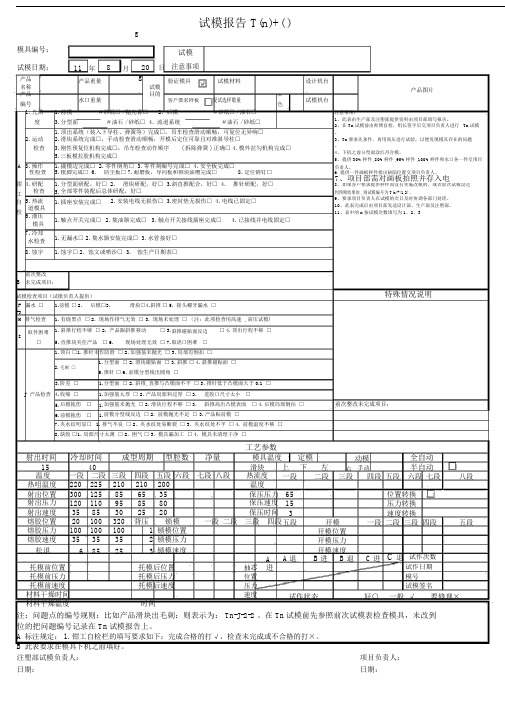
试模报告 T(n)+( )g模具编号:试模试模日期:11 年8月20 日 注意事项产品产品重量g 验证模具试模材料设计机台名称试模产品图片产品目的水口重量复试选样数量颜试模机台编号客户要求样板色1. 光洁1. 前模 #砂纸□ / 抛光膏□2. 后模 #砂纸□ / 油石□注意事项:度 3. 分型面#油石 / 砂纸□ 4. 流道系统#油石 / 砂纸□1、此表由生产部及注塑部提供资料由项目部填写报告。
2、在 Tn 试模前由师傅自检,组长签字后交项目负责人进行 Tn 试模1. 顶出系统(装入下导柱、弹簧等)完成□,吊车检查滑动顺畅,可复位无异响□2. 运动。
2. 滑块系统完成□,手动检查滑动顺畅,开模后定位可靠且对准斜导柱□3、Tn 要求先拿件,再用高压进行试验,以便发现模具存在的问题检查3. 刚性预复位机构完成□;吊车检查动作顺序( 拆除弹簧 ) 正确□ 4. 模外拉勾机构完成□ 。
4、下机之前分型面涂红丹合模。
5. 三板模拉胶机构完成□5、提供 30%样件 ,80%样件 ,95%样件 ,100%样件和水口各一件交项目3. 操作 1. 撬模边完成□ 2. 零件倒角□ 3. 零件刻编号完成□4. 安全板完成□A 负责人。
性检查 5. 模脚完成□ 6. 防尘板□ 7. 耐磨板,导向板和推块油槽完成□ 8. 定位销钉□ 6 提供一件画板样件指出缺陷位置交项目负责人。
钳 4. 研配 1. 分型面研配,好□ 2. 滑块研配,好□ 3. 斜直推配合,好□ 4. 推针研配,好□7、项目部需对画板拍照并存入电8、如果客户要求提供样件而没有实施改模的,或者前次试模没达 工 检查 5. 全部零件装配后总体研配,好□到预期效果的 , 则试模编号为 T(n)+(1,2) 。
5. 热流9、要求项目负责人在试模的次日及时协调各部门处理。
自 1. 插座安装完成□2. 安装电线无损伤□3. 密封垫无损伤□4. 电线已固定□10、此表完成后由项目部发送设计部、生产部及注塑部。
全网最详细-模具试模工艺参数登记表

Date of trial/试模日客户名称●Charge /预塑54321●Material Temperature(℃) /炮筒温度Cooling Time/冷却时间Injection Trial Data 试模工艺参数表Inj.Speed(mm/s) /注射速度Packing Pressure Transfer Position(mm)/转保压位置Cushion (mm)/保压终点位置Sack Back Offset(mm)/射退距离●Injection /注射Inj.Control Position(mm) /注射控制位置Inj.Pressure(Bar) /注射压力Charge End Position(mm) /熔胶位置Screw Rotate Speed(rpm) /螺杆转速Back Pressure(Bar) /背压●Drying Material Temp.Temp. /材料干燥温度(℃)Time (hours)/小时Fill time/填充时间Packing time /保压时间Charge Time/预塑时间Total Cycle Time 成型周期●Cycle Time (sec)/成型周期Open Close Time /开关模Open/开模Take out/取出Close/关模Screw Diameter (mm) / 螺杆直径Maximum Inj. Capacity (cm3) /最大注塑容量●Clamping Force (Ton)吨 /锁模力设定Specification of Trial Injection Machine / 试模注塑机信息Injection Machine Model Name & No. /注塑机名称/型号Maximum Clamping Force (Ton) /最大锁模力Maximum Inj. Pressure (MPa) /最大注塑压力产品名称产品图号Material Code 材料牌号Product Weight(g)制品重量Runner Weight(g)材把重量Product Thickness(mm)制品壁厚Mould Manufacturing No. 模具编号Trial No. /试模次数Record by /工艺员第 1 页,共 3 页第 3 页,共 3 页。
试模报告单模板
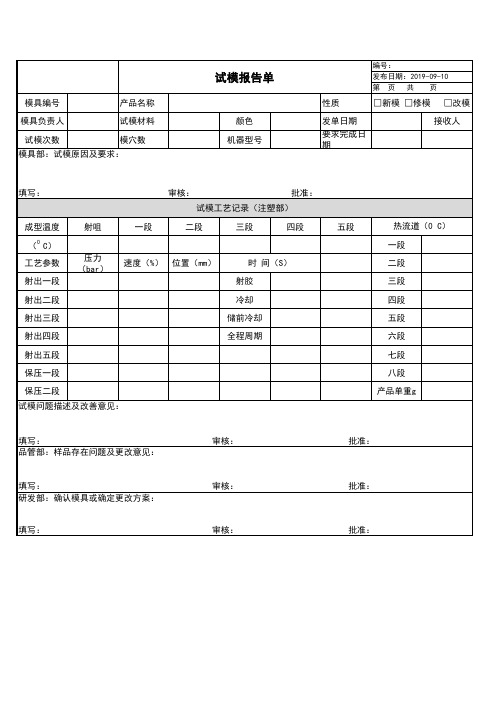
产品名称
模具负责人
试模材料
试模次数
模穴数
模具部:试模原因及要求:
试模报告单
颜色 机器型号
性质
编号: 发布日期:2019-09-10 第页 共 页
□新模 □修模 □改模
发单日期
要求完日 期
接收人
填写:
审核:
批准:
试模工艺记录(注塑部)
成型温度
射咀
一段
二段
三段
四段
(0 C) 工艺参数 射出一段
填写:
审核: 审核:
批准: 批准:
压力 (bar)
速度(%) 位置(mm)
时 间(S) 射胶
射出二段
冷却
射出三段
储前冷却
射出四段
全程周期
射出五段
保压一段
保压二段 试模问题描述及改善意见:
五段
热流道(0 C) 一段 二段 三段 四段 五段 六段 七段 八段 产品单重g
填写: 品管部:样品存在问题及更改意见:
审核:
批准:
填写: 研发部:确认模具或确定更改方案:
模具使用履历表
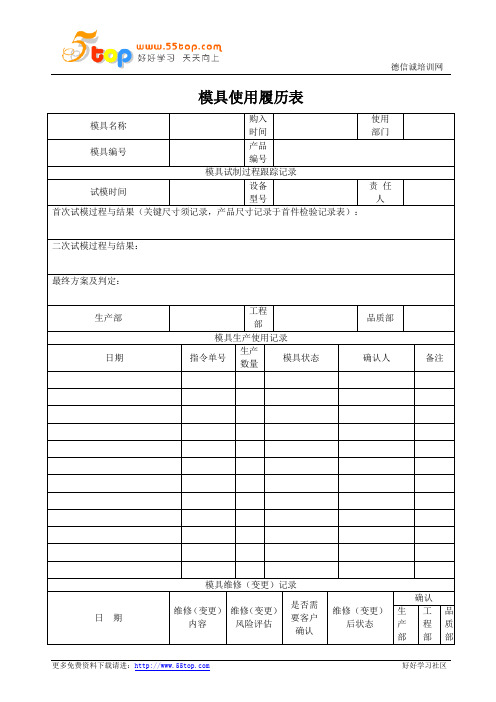
模具使用履历表
模具名称购入
时间
使用
部门
模具编号
产品
编号
模具试制过程跟踪记录
试模时间设备
型号
责任
人
首次试模过程与结果(关键尺寸须记录,产品尺寸记录于首件检验记录表):二次试模过程与结果:
最终方案及判定:
生产部
工程
部
品质部模具生产使用记录
日期指令单号生产
数量
模具状态确认人备注
模具维修(变更)记录
日期维修(变更)
内容
维修(变更)
风险评估
是否需
要客户
确认
维修(变更)
后状态
确认
生
产
部
工
程
部
品
质
部
备注:
1)模具管理员每周六对储存中的模具进行清洁、防锈、防尘保养作业,记录在《模具维护保养记录表》;
2)生产使用中的模具由操作员每日上班前进行清洁、维护/保养作业,记录在《设备日常保养点检表》;
3) 此记录表将与模具一起流转使用。
试模报告表格

J 产品检查 4.收缩 □
1.加强筋太厚 □ 2.产品局部料过厚 □ 3.进胶口尺寸太小 □
5.后模拖伤 □ 1.加强筋未抛光 □ 2.滑块行程不够 □ 3.斜推高出凸模表面 □ 4.后模局部倒扣 □ 前
6.前模拖伤 □ 1.前模分型线反边 □ 2.前模抛光不足 □ 3.产品贴前模 □
次
7.夹水纹明显 □
3.斜推碰贴面反边 □ 4.顶出行程不够 □ 7.取浇口困难 □
1.顶白 □
1.推杆未作防滑 □ 2.加强筋未抛光 □ 3.局部有倒扣 □
2.毛刺 □
1.分型面 □ 2.滑块碰贴面 □ 3.斜推 □ 4.斜推碰贴面 □ 5.推针 □ 6.前模分型线出圆角 □
3.阶差 □
1.分型面 □ 2.斜推,直推与凸模面不平 □ 3.推针低于凸模面大于0.1 □
1.排气不良 □
2.夹水纹处易断裂 □
3.夹水纹处不平 □
4.前模温度不够 □
8.缺胶 □
1.局部尺寸太薄 □ 2.困气 □ 3.模具漏加工 □ 4.模具未清理干净 □
工艺参数
射出时间 15 温度
热咀温度 射出位置 射出压力 射出速度 熔胶位置 熔胶压力 熔胶速度
松退 托模前位置 托模前压力 托模前速度 材料干燥时 材料干燥温
冷却时间 成型周期 型腔数 净量
模具温度 定模
动模
40
滑块 上 下 左 右 手动
一 二段 三段 四段 五段 六段 七段 八段 热流度 一段 二段 三段 四段
220 225 210 210 200
温度
300 125 85 65 35
保压压力 65
120 110 95 85 80
保压速度 15
35 85 30 25 20
模具试模报表

塑胶模具试模报表
客户:______________ 产品编号:____________ 产品名称:_________________________ 模具编号:________________
部件名称:________________ __ _______ 水口方式: 细水口○ 潜水口○ 顶针入水○ 平面入水○ 大水口○ 模具尺寸:长_______×宽_______×高_______CM 试模日期:_______-____-____ 试模次数:________________ 时间: ___:___ 机型: _______ 模具重量:________________KG 方铁:长 _______×高_______CM 试模日期:_______-____-____ 试模次数:________________ 时间: ___:___ 机型: _______
胶料名称:______:____%_______:_____% 硬度:____℃ 颜 色:_________________Pantone:__________
胶料名称:______:____%_______:_____% 硬度:____℃ 颜 色:_________________Pantone:__________
每排数量:___________每套用量:______________ 胶料重量:GW:_______gms NW:_______gms 射胶压力: 锁模压力: 枕压压力: 射胶时间: 回料时间: 冷却时间: 周 期: 操 作 方 式 全自动: 全自动: 全自动: ○ ○ ○ 试模结果 走料困难: 汇 合 纹: 氧 披 顶 粘 试模员: 结论: 办公室 排 工程部 排 工模部 排 品管部 排 泡: 锋: 白: 模: 前模 ○ ○ ○ ○ ○ ○ 审核: 缩 烧 变 水: 黑: 色: ○ ○ ○ ○ ○ ○ 1b./in 1b./in 1b./in sec sec sec sec 模 具 温 度 溶 胶 温 度 射咀: ℃ 前炉: ℃ 前中炉: ℃ 后中炉: ℃ 后炉: ℃ 无水: ℃ 机水: ℃ 冷水: ℃ 热水: ℃ 热油: ℃
试模履历表

工艺描述(设备的工艺参数)
由设计人员填写
由试模人员填写
四
工装描述(模具尺寸及问题点)
工序1
由设计人员填写(如是否有定位等)
由试模人员填写(由周晶负责整理)
工序2
工序3
工序4
第页,共页
试模履历表
客户/项目名称
由设计人员填写
产品图片
由设计人员填写
(3D)
产品名称/件号
由设计人员填写
材料标准
由设计人员填写
签名/时间
由设计人员填写
模具名称
由设计人员填写
外协单位
由模具发外加工人员填写
序号
项目
标准
实测及描述(用照片)
一
产品外观
(由项目人员填写)
二产Biblioteka 尺寸、性能(由项目人员填写)
由检验或项目人员填写
试模校准记录表

压碎值指标测定仪校准记录表(150)校准:校核:日期:校准:校核:日期:水泥胶砂流动度试模校准记录表(152)校准:校核:日期:混凝土/砂浆的立方体/棱柱体试模校准记录表(153/154)校准:校核:日期:水泥胶砂试模校准记录表(157-160)校准:校核:日期:混凝土/砂浆的立方体/棱柱体试模校准记录表(161)校准:校核:日期:校准:校核:日期:校准:校核:日期:混凝土/砂浆的立方体/棱柱体试模校准记录表(166-167)校准:校核:日期:混凝土/砂浆抗渗试模校准记录表(168)校准:校核:日期:混凝土/砂浆的立方体/棱柱体试模校准记录表(169/170)校准:校核:日期:混凝土/砂浆的立方体/棱柱体试模校准记录表(171-172)校准:校核:日期:混凝土/砂浆的立方体/棱柱体试模校准记录表(173/175)校准:校核:日期:混凝土/砂浆的立方体/棱柱体试模校准记录表(176-177)校准:校核:日期:混凝土/砂浆的立方体/棱柱体试模校准记录表(178)校准:校核:日期:混凝土/砂浆的立方体/棱柱体试模校准记录表(179/186)校准:校核:日期:混凝土/砂浆的立方体/棱柱体试模校准记录表(187)校准:校核:日期:混凝土/砂浆的立方体/棱柱体试模校准记录表(188-189)校准:校核:日期:混凝土/砂浆的立方体/棱柱体试模校准记录表(190-191)混凝土/砂浆的立方体/棱柱体试模校准记录表(192)混凝土/砂浆圆柱体试模校准记录表(193-194)校准:校核:日期:混凝土/砂浆抗渗试模校准记录表(195)。