超声波探伤工艺卡编写
超声检测操作指导书
示例1现场安装一台1000m3液化气球罐,产品编号为2015F001,采用16MnR制造,其外形如图所示,主要技术参数如下:容器类别:三类;设计压力:1.8MPa;设计温度:50℃;规格:φ12300mm×42mm;容积:1000m3;超声检测执行NB/T47013.3-2015标准,抽查20%的球壳板进行超声波检测,球壳板尺寸为:5900mm×1900mm和4400mm×1800mm,Ⅱ级合格;对接焊接接头焊后36小时应进行100%的超声波检测,Ⅰ级合格。
超声检测操作指导书委托单位XXXXXXX公司部件状况部件名称液化气球罐球壳板部件编号2015F001设备类别三类部件规格T=42mm部件材质16MnR焊接方法/坡口型式/检测部位球壳板热处理状态/技术要求执行标准NB/T47013.3-2015检测技术等级/合格级别Ⅱ级验收标准GB150检测比例20% 表面状态轧制检测时机安装前检测面轧制面检测方法纵波直探头直接接触法检测条件及工艺参数仪器型号HS610e仪器编号63936探头型号 2.5P20Z扫查方式在板材中部区域,探头沿垂直于板材压延方向,间距不大于50mm的平行线进行扫查,或探头沿垂直和平行板材压延方向且间距不大于100mm格子线进行扫查。
(边缘50mm全面扫查)对比试块2#板材检测用对比试块探头前沿/扫描比例深度1:1 检测灵敏度按2#φ5平底孔对比试块绘制距离波幅曲线,提高6dB耦合剂工业浆糊表面补偿4dB检测部位示意图操作要求:1.仪器水平线性、垂直线性应满足标准要求,每隔6个月进行一次核查并记录。
2.缺陷判定:在检测基准灵敏度条件下,发现下列两种情况之一即作为缺陷:(1)缺陷第一次反射波(F1)波幅高于距离-波幅曲线;(2)底面第一次反射波(B1)波幅低于显示屏满刻度的50%,即B1<50%。
3缺陷定量:(1)板材厚度大于20mm~60mm时,移动探头使缺陷波下降到距离-波幅曲线,探头中心点即为缺陷的边界点;(2)确定2.(2)中缺陷的边界范围时,移动探头使底面第一次反射波上升到基准灵敏度条件下显示屏满刻度的50%或上升到距离-波幅曲线,此时探头中心点即为缺陷的边界点;(3)缺陷边界范围确定后,用一边平行于板材压延方向的矩形框包围缺陷,其长边作为缺陷的长度,矩形面积则为缺陷的指示面积。
特种设备超声波检测通用工艺规程和工艺卡
第十章特种设备超声波检测通用工艺规程和工艺卡检测单位为了正确完成特种设备检测工作,由有关技术负责人根据国家相关法规、安全技术规范、产品标准、无损检测标准、设计文件以及委托单位的检验要求,结合检测机构特点和检测能力编制用于指导检测作业的书面技术文件,该文件即为检测工艺规程。
检测工艺规程分为通用工艺规程和工艺卡。
10.1通用工艺规程通用工艺规程是检测单位根据委托书的要求结合某类被检工件的结构特点及有关法规、标准编制的通用书面文件。
工艺规程内容多为一些原则性的条款,检测对象可以是具体的某一工件,也可以是某类工件。
应由Ⅲ级人员负责编写。
通用工艺规程一般以文字说明为主,应具有一定的覆盖性和通用性。
1.超声波探伤通用工艺规程至少应包括以下内容:(1)规程适应范围:规程所适用的检测对象的类别、类型。
(2)执行的法规、标准:规程引用及须执行的法规标准;(3)对检测人员的要求:资格。
(4)检测设备器材和材料:探伤仪器规格型号名称、主要性能指标;探头类型频率、晶片尺寸K值选择、标准试块及对比试块的型号名称;耦合剂名称等。
(5)被检工件:名称、类别、材质、形状、几何尺寸、焊接方式、坡口类型、热处理状况、表面状况等。
(6)检测表面制备:对被检工件表面的要求及处理方法;(7)检测时机:检测时,检测对象所处工序或阶段(如焊完24小时后等);(8)检测技术:检测方法、探测方向、扫查方式、检测部位、检测范围、抽检率、仪器时基线和灵敏度调整曲面工件定位修正等。
(9)检测结果的评定和质量等级:缺陷的检测、评定、记录。
合格级别,返修要求。
(10)检测记录、报告和资料存档;(11)编制、审核和批准人、日期。
10.2工艺卡工艺卡是指导操作人员对具体工件进行检测的指导性文件,一般用表卡形式。
工艺卡应由Ⅱ级人员根据通用工艺规程或在Ⅲ级人员指导下编写。
不同的工件有不同的工艺卡,要求做到一物一卡,对号入座,探伤人员根据探伤工艺卡所规定的内容实施探伤。
超声波探伤分析报告全

—
Ⅱ级合格
检验焊缝总长14.3m
判定:
结论:●合格○不合格
负责人
审核
检测
检测单位公章
报告日期
2015年1月9日
检验:NI级审核:NI级
无损探伤检验报告
工程项目:
工程编号:UT
探伤类别:超声波探伤
检测部位:
单位(章):
工艺卡编号:PW120-97
探伤时机:●焊后○热处理后○水压试验后
仪器型号:UTD801型数字仪
耦合剂:○机油●甘油○浆糊
探伤方式:○垂直●斜角
扫描调节:●深度○水平○声程
比例:
试块:
探伤部位示意图:(另加附图)
探伤结果
焊缝编号
检验长度
探伤情况
探伤波形
缺陷长度
判定
ZH01
110mm
未发现超标缺陷
—-
超声波探伤分析报告全
超声波探伤报告
报告编号:NO:UT报告日期:2015年1月9日
单位名称:
令号:
工件名称:
钢闸门01
材料:Q235
厚度:T=16
焊接方法:埋弧自动焊,手工电弧焊
焊接数量:m
探伤面:单面双侧
检测范围:>20%
探伤面状态:●修整○轧制○机加
检验规程:GB50235-2001
验收标准:GB11345-89
—
Ⅱ级合格
ZH02
110mm
未发现超标缺陷
—-
—
Ⅱ级合格
ZH03
110mm
未发现超标缺陷
—-
—
Ⅱ级合格
ZH04
Ⅱ级合格
ZH05
110mm
未发现超标缺陷
无损检测超声波探伤第10章 规程和工艺
仪 器 型 号 CTS-22
探 头 型 号 2.5P20×20K1
试块种类
CSK-ⅡA-2,标准图N1,对 比试块
表测面及宽度 焊缝双面双侧,72 参 考 反 射 体 φ2×60mm
表 面 补 偿 3dB
扫 描 线 调 节 深度1:1
验 收 级 别 Ⅰ级
检 测 波 型 纵波
2.5P13×13K1
试 块
V型槽试块
2.5P13×13K2,耦合剂为 CMC。请编制工艺卡。
从锻件外圆面将探头对准内圆面的V型槽,调整增益,使最大返射 距离波幅曲 高度为满屏80%,以其为基准灵敏度移动探头测定外圆面V型槽,
线制作方法 绘出距离波幅曲线。内圆面检测时基准灵敏度也按上述方法确定,
但探头斜楔应与内圆曲率一致。
第十章 通用工艺规程和工艺卡
工艺是对各种原材料、半成品进行增值加工或处理,最终使之成为成品方 法与过程。
制定工艺的原则是:技术上的先进和经济上的合理。由于不同的设备和能 力、精度以及工人熟练程度等因素都大不相同,所以对于同一种产品而言,工 艺可能是不同的;甚至不同的时期做的工艺也可能不同。可见,就某一产品而 言,工艺并不是唯一的,而且没有好坏之分。这种不确定性和不唯一性,和现 代工业的其他元素有较大的不同,反而类似艺术。所以,有人将工艺解释为 “做工的艺术”。
工位/工序的工艺卡片,具体到每一个环节,通常为操作者使用, 同时要写明本工位(或工序)名称,前工位(或工序)名称,后工位 (或工序)名称,用什么材料,用什么工具,操作中要注意哪些事项, 执行要达到什么标准,更多的主要内容是操作步骤顺序和方法。
NB/T47013标准对无损检测工艺规程的要求 无损检测工艺规程包括:通用工艺规程和工艺卡。 无损检测通用工艺规程应根据相关法规、产品标准、有关的技术文件和 NB/T47013标准的要求,并针对检测机构的特点和检测能力进行编制。 无损检测通用工艺规程应涵盖本单位(制造、安装或检测单位)产品的检测 范围。
103铁路桥梁钢结构焊缝超声波探伤作业指导书
**检测中心铁路桥梁钢结构焊缝超声波探伤作业指导书文件编号:批准:生效日期:铁路桥梁钢结构焊缝超声波探伤实施细则1. 目的为使测试人员在做建筑钢结构焊缝超声波探伤时有章可循,并使其操作合乎规范。
2. 适用范围适用于母材厚度为10~80mm的碳素钢和低合金钢的钢板对接、T型接头、角接头焊缝。
3. 检测依据TB10212-2009铁路钢桥制造规范GB/T11345-2013焊缝无损检测超声检测技术、检测等级和评定4.检验方法概述超声波探伤法的原理是利用超声波探伤仪换能器发射的脉冲超声波,通过良好的耦合方式使超声波入射至被检工件内,超声波在工件内传播遇到异质界面产生反射,反射波被换能器所接收并传至超声波探伤仪示波器。
通过试块或工件底面作为反射体调节时基线以确定缺陷反射回波的位置,调整检测灵敏度以确定缺陷的当量大小。
5.人员要求所有从事超声波探伤的检验员应通过有关部门组织的超声波探伤培训、考试并取得相应的执业资格证书,Ⅰ级检验员具有现场操作资格,但必须在Ⅱ级或Ⅲ级人员的指导或监督下进行,Ⅱ级或Ⅲ级人员可以编制超声波探伤工艺规程和工艺卡以及签发审核检验报告。
超声检验人员的视力应每年检查一次,校正视力不得低于1.0。
6.检测器材6.1超声波探伤仪:采用数字A型脉冲反射式超声波探伤仪,频率范围为0.5-10MHz,且实时采样频率不应小于40MHz;衰减器精度为任意相邻12dB的误差在±1dB以内,最大累计误差不超过1dB;水平线性误差不大于1%,垂直线性误差不大于5%。
6.2探头:晶片面积一般不应大于500mm2,且任一边长原则上不大于25mm;单斜探头声束轴线水平偏离角不应大于2°;主声束垂直方向上不应有明显双峰;折射角的实测值与公称值的偏差应不大于2°(K值偏差不应超过士0. 1),前沿距离的偏差应不大于1mm。
6.3仪器和探头系统性能:系统有效灵敏度必须大于评定灵敏度10dB以上;直探头远场分辨力≥30dB,斜探头远场分辨力>6dB;6.4试块6.4.1标准试块: CSK-ⅠA、 CSK-ⅠB 该试块主要用于测定探伤仪、探头及系统性能,调校探头K值、前沿,调整时基线比例。
无损检测工艺卡编写指南

钢构作业指导书无损检测工艺卡编写指南文件编号:版本号:编制:批准:生效日期:无损检测工艺卡编写指南1.通用部分2.每张工艺卡至少应包括以下内容:3.委托编号、工艺卡编号、工程名称、工件名称、工件特征、技术要求、探伤器材、操作工艺、示意图、人员签署等。
4.编写时机:检测工程师接收派工到现场勘查后,检测实施前。
5.编写依据:检测合同、设计图纸或产品技术要求、相关规范或产品技术条件、检测方案、委托单、各种检测方法标准、相关无损检测作业指导书、仪器操作规程等。
6.委托编号:检测工程师接收派工后,办公系统中将会自动生成一个派工编号,该派工编号即为委托编号,例如PG201400001。
7.工艺卡编号:由委托编号+后缀,后缀表示方法为探伤方法(UT/RT/MT/PT)+序列号(01),例如PG201400001UT01。
8.工程名称:以委托单为依据,填写委托单中的工程名称,例如XXX钢结构工程。
9.工件名称:以委托单为依据,填写委托单中的工件名称,例如钢柱或钢梁。
10.检测部位:以委托单为依据,填写委托单中的检测部位,一般为工件名称+零件名称与零件名称连接焊缝,例如钢柱翼板与腹板连接焊缝。
11.母材材质:以委托单为依据,填写委托单中的母材材质,例如Q235A或Q345B等。
12.接头类型:以设计图纸、现场勘查为依据,主要有对接、T接、角接、搭接、十字接头、管座角接等。
13.母材厚度:以设计图纸、现场勘查为依据,是指母材的公称厚度,而非实测厚度,单位为mm,当检测部位为不等厚焊接时,按“薄板/厚板”填写,T型接头按“腹板/翼板”填写。
14.坡口型式:以设计图纸、现场勘查为依据,主要有I型、V型、单边V型、X型、K型、U型等。
2、焊接方法:以现场勘查为依据,主要有焊条电弧焊、气体保护焊、埋弧焊、氩弧焊等。
3、焊缝宽度(焊角):以现场勘查为依据,单位为mm。
4、检测标准:是指检测方法标准,当设计文件或产品技术条件中有明确要求时应以此为准;当设计文件或产品技术条件无要求时,以所采用的规范中规定检测方法或引用的检测标准为准;当设计文件或产品技术条件及所采用的规范均无要求时,应与委托方进行协商采用何种检测标准,经委托方同意后写入委托单中由委托方经办人确认。
超声检测工艺卡
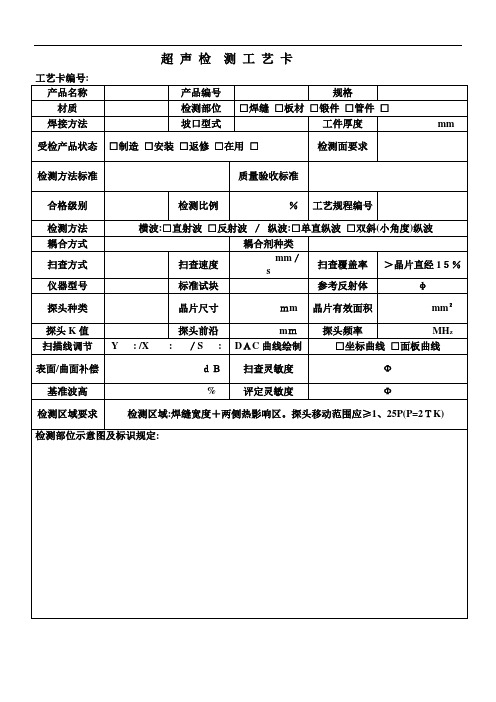
超声检测工艺卡一台现场组焊反应器,材质为16MnR,壁厚42mm。
现要求对其主体对接环焊缝进行100%超声波检测(检测技术等级为C级),请按JB/T4730—2005填写下表检测工艺超声波探伤工艺卡超声波探伤工艺卡1、表1为某高压气体贮罐超声波检测工艺卡,请将工艺卡中得空白项填写完毕。
(15分,每空1分)与探头系统进行重新核查?(5分)答:(1)校准后得探头、耦合剂与仪器调节旋钮发生改变时;(2)检测人员怀疑扫描量程或扫查灵敏度有变化时;(3)连续工作4h以上时;(4)工作结束时。
3.根据JB/T4730—2005标准规定,该工件得纵、环焊缝就是否需要作横向检测,如何进行横向检测?(5分)答:应进行斜平行扫查,并把各线得灵敏度均调高6dB.4、如果在该容器超声波检测中发现有裂纹存在,应如何处理?(5分)答:(1)首先应将裂纹打磨至肉眼不可见,必要时可进行表面检测,以确认裂纹消除干净;(2)返修后应采用同样得工艺进行超声检测,以确认就是否产生新得超标缺陷;(3)根据相关规程(《容规》、《检规》)应确定就是否需要进行扩探、注:编制等栏填写资格证书级别或职务,不要写名字。
3.2.2、1探伤仪采用A型脉冲反射式超声波探伤仪,其工作频率范围为0.5MHz~10MHz,仪器至少在荧光屏满刻度得80%范围内呈线性显示。
探伤仪应具有80dB以上得连续可调衰减器,步进级每档不大于2dB,其精度为任意相邻12dB误差在±1dB以内,最大累计误差不超过1dB、水平线性误差不大于1%,垂直线性误差不大于5%。
其余指标应符合JB/T10061得规定。
3、2、2。
2 探头3、2、2、2、1晶片面积一般不应大于500mm2,且任一边长原则上不大于25mm。
3。
2。
2。
2、2单斜探头声束轴线水平偏离角不应大于2°,主声束垂直方向不应有明显得双峰。
3。
2.2、3 超声探伤仪与探头得系统性能3、2。
2、3.1 在达到所探工件得最大检测声程时,其有效灵敏度余量应不小于10dB。
02超声波探伤
钢制压力容器对接焊缝超声检测工艺规程1 目的为标准超声波检测工作,明确各有关责任人的职责,保证检测质量,特制定本规程。
2 范围本规程规定了焊缝超声检测人员资格、仪器探头试块、检测范围、检测方式及查验结果的品级评定。
本规程适用于母材厚度为8-120mm 全焊透熔化焊钢对接焊缝的超声检测。
本规程不适用于铸钢及奥氏体钢焊缝,外径小于159mm钢管对接焊缝,也不适用于内外径之比小于80%的纵向焊缝检测。
本规程采纳A型脉冲反射式超声波探伤仪对钢制压力容器对接焊缝进行检测。
本规程按JB4730标准编制,符合《容规》和GB150的要求。
检测工艺卡是本规程的补充,必要时由Ⅱ级人员按合同要求编制,其检测参数规定得更具体。
3 职责检测人员必需通过培训,按《锅炉压力容器无损检测人员资格考核规那么》的要求,领导论和实际考试合格,取得相应品级资格证书的人员担任。
检测由Ⅱ级以上人员进行,I级人员仅作检测的辅助工作。
检测人员每一年应检查一次躯体,其矫正视力不低于超声波检测操作人员对检测结果和检测部位的正确性负责。
4 要求仪器、探头和试块仪器和探头现利用仪器为汕头超声仪器厂生产的CTS-23型仪器和探头,和金星电脑工程公司的QKS-958型数字式超声波探伤仪和探头。
a)仪器和探头的组合灵敏度:在达到所检工件最高声程时,其灵敏度余量应≥10dB。
b)衰减器精度:任意相邻12dB误差在±1 dB之内,最大累计误差不超过1 dB。
c)水平线性:误差不大于1%。
d)垂直线性:在荧光屏满刻度的80%范围内呈线性显示,垂直线性误差不大于5%。
e)探头⑴晶片有效面积除还有规定外一样不该超过500mm2,且任意一边长不大于25mm。
⑵斜探头声束轴线水平偏离角不该大于20,主声束垂直方向不该有明显的双峰。
⑶直探头的远场分辨力应大于或等于30 dB,斜探头的远场分辨力应大于或等于6 dB。
f)仪器和探头的系统性能应按ZBJ04001和ZBY231的规定进行测试。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
直探头规格 缺陷记录
标准 5.1.4.4 a) 标准 5.1.4.4 c)
编制
UTⅡ级 ×××
UTⅢ 或责任工程师 ×××
批准
技术负责人
超声波探伤工艺
超声波检测工艺卡
令 号 规 格 材 质 PD2005-07 φ600×100×1200 mm SA508-Ⅲ 标准 4.2.4 Ⅱ CTS-22 试块法:标准4.2.3.1 底波计算法:标准4.2.6.1 标准4.2.2 标准4.2.5.1及图7a 试件名称 厚 度 检测时机
筒形锻件
缺陷记录及备注: 缺陷记录:标准附录C.5 备注:有特殊要求,如标准附录C.4.1.2
编制
UTⅡ级 ×××
审核
UTⅢ 或责任工程师 ×××
日期
×年×月×日
超声波探伤工艺
一台现场组焊的低温液化气球罐,材质为CF钢。规格为 φ6300×42mm。设计要求对其主体对接焊缝按JB/T47302005标准C级检测,填写下表检测工艺。
工件名称 材 质
球
罐
规
格
φ6300×42 对接焊缝
mm
CF钢
标准GB50094-98《球形储罐施工及验 收规范》 5.3.8
探伤部位 检测比例
探伤方法标准 试 块
检测时机
检测技术等级 仪器型号 探头K值 斜 探 头 检 测 表面准备 表面补偿 检测区宽度 扫查灵敏度
标准GB50094-98《球形储罐施工 及验收规范》5.特种设备安全监督检验研究院 常州分院 包增成 二○一○年四月 连云港 ·远洋宾馆
超声波探伤工艺
超声波探伤工艺
1. 检验规程:是检验单位根据委托书的要求结合工 件特点及有关法规、标准等编制的。多为一些原则 性的条款,不需要具体数据。检验对象可以是某一 个工件或某类容器焊缝,以文字说明为主。
仪器型号
耦合剂 探 头 纵 波 基准灵敏度调节 检 扫查方式 测
表面状态
表面补偿 试 块
探头 横 波 检 基准灵敏度调节 测 扫查方式
纵波检测扫查示意图: 编 制 UTⅡ级
试 块
标准附录B.3
超声波探伤工艺
一高压容器筒形锻件,材质SA508-Ⅲ,具体尺寸见下图。 已知CL=5900m/s,现有CTS-22超声探伤仪,2.5P20Z直探头和 K1、K2、K3斜探头,要求对其进行超声波检测,请按 JB/T4730-2005Ⅱ级验收,编制工艺。
2. 工 艺 卡:根据检验规程结合有关标准,针对某 一具体工件编写的,具有指导探伤人员进行检验和 质量评定,要求内容具体,通常是一件一卡,以图 表形式说明应当执行的各种工艺参数。
超声波探伤工艺
有一块16MnR钢板,规格为42002700I20mm, 用于制作应力容器筒节,下料尺寸为40002700mm, 要求进行纵波和横波检测,检测标准为JB/T47302005 II级合格。 现有设备如下: 1、仪器:CTS-22型
超声波探伤工艺
令 号 规 格 材 质 检测标准 R2005-4 40002700 16MnR JB/T4730-2005 CTS-22 标准 3.3.5 标准 4.1.2.1 表1 标准 4.1.4.2 标准 4.1.5.3 a) 标准附录B.2.1 标准附录B.4.2 标准附录B.5.1 画出扫查示意图 审 核 UTⅢ或责任工程师 mm 试件名称 厚 度 检测时机 合格级别 钢板 120 入厂验收 II级 标准 4.1.5.1 通过实测确定 标准 4.1.3.2 表2 mm
100 标准 4.2.4
1#
mm
表面状态
合格级别 仪器型号
检测标准
检测比例 耦合剂 纵波检测
JB/T4730.3-2005 100% 2# 标准3.3.5
2# 1#
试 块 探 头 检测方向
扫描调节 表面补偿 基准灵敏度
用深度法调节,比例通过计算确定 试块调节灵敏度通过实测确定 dB 大平底调节灵敏度0dB。 标准4.2.6.1
缺陷记录及备注: 缺陷记录:按JB/T4730.3-2005 4.2.9条 备注:按JB/T4730.3-2005 4.2.8.2条
超声波探伤工艺
超声波检测工艺卡
横波检测
试 块 扫描调节 基准灵敏度 标准附录C.3 用深度法,通过计算确定比例 标准附录C.4.2 探 头 表面补偿 扫查覆盖率 标准附录C.2.3 根据对比试块确定 标准附录C.4.1.3 dB
标准5.1.2.2.3 a)和5.1.4.1 b) 1)
标准GB50094-98《球形储罐施工及 验收规范》 5.3.6
耦合剂 扫查方式 扫描调节 探头移动区 合格级别
超声波探伤工艺
斜 探 头 检 测 缺陷指示长 度测定
标准 5.1.7.5 b)
直 探 头 检 测
检测区域 检测灵敏度 说明
标准 5.1.4.4 标准 5.1.4.4 b) 标准 5.1.4.4 审核
2、探头:2.5P12Z 2.5P20Z 2.5P30Z 5P12Z 5P20Z 5P30Z 2.5P1212K1 2.5P2020K1 2.5P2525K1 5P1212K1 5P2020K1 2.5P2525K1 3、试块:CBII-2 CBII-3 CBII-4 CBII-5 CBII-6 CBI
C级 CTS-22 标准5.1.2.2.3 a)和 5.1.4.2 表18 标准 5.1.4.1 b)、c) 4dB 或实测 标准 5.1.4.1 a)
纵向缺陷:标准5.1.5.2 f)和表19 横向缺陷:标准5.1.5.2 c)
JB/T4730.3-2005 标准5.1.3.3 标准 3.3.5 标准5.1.6.1 a)、d) 标准5.1.2.2.3 c) 用深度法调节