铸造成形技术-常用合金铸件的生产
常用铸造合金材料

用途:用于受力复杂、负荷较大、要求耐磨的铸件.
(F + G):制作汽车、拖拉机底盘零件,阀体、阀盖。 (F + P + G ):塑韧性较好,可制作机油泵齿轮。 (P + G):强度较高,可代替中碳钢制作柴油机或内燃 机的曲轴、连杆、轧辊、凸轮轴等。 M回 + G 或 B下+ G :用于制作汽车、拖拉机的传动齿轮。 应用
第2章 铸造成形
2.3 常用铸造合金材料
1.铸铁 2.铸钢 3.非铁铸造合金
2.3 常用铸造合金材料
2.3.1 铸 铁
铸铁:是含碳量大于2.11%并含有较多硅、锰、硫、磷等
元素的多元铁基合金;铸铁生产工艺简单、成本低, 是使用最早、应用最广泛的材料之一。
铸铁的分类 铸铁的石墨化
铸铁的熔炼
2. 可锻铸铁—玛钢
指石墨呈团絮状的灰口铸铁,由亚共晶白口铸铁 经长时间石墨化退火(900~960℃)获得。
牌号:如 KTH300-06 ,表示抗拉强度≥300MPa ,
断后伸长率≥ 。
性能:抗拉强度比灰铸铁高,为碳钢的40~70%,
接近于铸钢;有一定塑性和韧性。但仍不可锻造。
断口 心部 呈黑 色 铁素体基体黑心可锻铸铁 珠光体基体可锻铸铁
5.灰铸铁可通过表面淬火,提高其表面硬度和耐磨性。
2.3.3 铸 钢
指在铸造工艺中使用的钢,碳的质量分数一般在0.15~0.60%。
主要内容:
1. 铸钢的分类 铸造碳钢 铸造合金钢:低合金铸钢
高合金铸钢
2. 铸钢件的生产
2.3.3
1. 铸钢分类
1)铸造碳钢:
铸
钢
铸造成形技术-基本知识
(1)流动性 (1)流动性
决定合金流动性的因素主要有: 1、合金的种类:合金的流动性与合金的熔点、 热导率、合金液的粘度等物理性能有关。铸 钢熔点高,在铸型中散热快、凝固快,则流 动性差。
(1)流动性 (1)流动性
2、合金的成分:同种合金中,成分不同的铸造 合金具有不同的结晶特点,对流动性的影响 也不相同。
合金的充型能力及影响因素
1、熔融合金的充型能力: 这里有二个基本概念即充型与充型能力。 ★熔化合金填充铸型的过程,简称充型。 , ★熔融合金充满铸型型腔,获得形状完整,轮廓 清晰铸件的能力,称合金的充型能力。
合金的充型能力及影响因素
2、影响合金充型能力的主要因素有: (1)流动性:流动性指熔融金属的流动能力,它是 影响充型能力的主要因素之一。 (2)浇注条件:指的是浇注温度与充型的压力。 (3)铸型条件:熔融合金充型时,铸型的阻铸型 对合金的冷却作用 都将影响合金的充型能力。
(3)铸型条件 (3)铸型条件
4、铸件结构的壁厚 当铸件壁厚过小,壁厚急剧变化、结构复杂 或有大的水平面时,均会使充型困难。因此 在进行铸件结构设计时,铸件的形状应尽量 简单,壁厚应大于规定的最小壁厚。对于形 状复杂、薄壁、散热面大的铸件,应尽量选 择流动性好的合金或采取其它相应措施。
(3)铸型条件 (3)铸型条件
合金的收缩及影响因素
合金的收缩:
铸件在凝固和冷却过程中,其体积减少的现象称为 收缩。
1)收缩过程及影响因素
收缩可分为液态收缩、凝固收缩和固态收缩,液态 收缩和凝固收缩表现为合金的体积缩小,通常以体积 收缩率表示,它们是铸件产生缩孔、缩松缺陷的基本 原因。 合金的固态收缩,尽管也是体积变化,但它只 引起铸件各部分尺寸的变化。因此,通常用线收缩率 来表示。固态收缩是铸件产生内应力、裂纹和变形等 缺陷的主要原因。
铸造生产的工艺流程
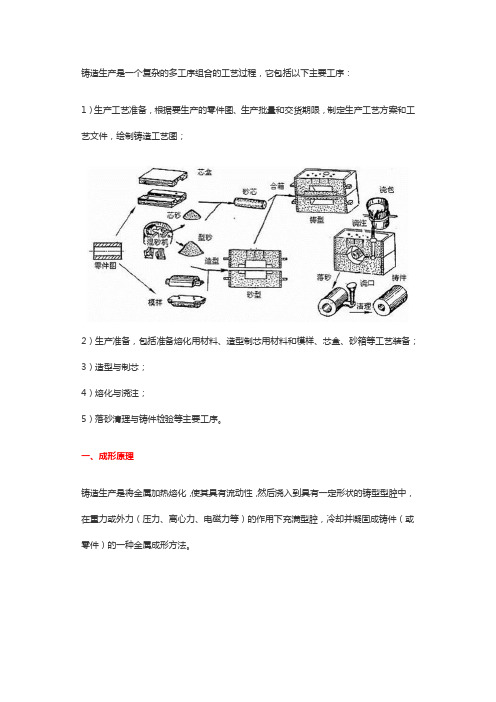
铸造生产是一个复杂的多工序组合的工艺过程,它包括以下主要工序:1)生产工艺准备,根据要生产的零件图、生产批量和交货期限,制定生产工艺方案和工艺文件,绘制铸造工艺图;2)生产准备,包括准备熔化用材料、造型制芯用材料和模样、芯盒、砂箱等工艺装备;3)造型与制芯;4)熔化与浇注;5)落砂清理与铸件检验等主要工序。
一、成形原理铸造生产是将金属加热熔化,使其具有流动性,然后浇入到具有一定形状的铸型型腔中,在重力或外力(压力、离心力、电磁力等)的作用下充满型腔,冷却并凝固成铸件(或零件)的一种金属成形方法。
图1 铸造成形过程铸件一般作为毛坯经切削加工成为零件。
但也有许多铸件无需切削加工就能满足零件的设计精度和表面粗糙度要求,直接作为零件使用。
二、型砂的性能及组成1、型砂的性能型砂(含芯砂)的主要性能要求有强度、透气性、耐火度、退让性、流动性、紧实率和溃散性等。
2、型砂的组成型砂由原砂、粘接剂和附加物组成。
铸造用原砂要求含泥量少、颗粒均匀、形状为圆形和多角形的海砂、河砂或山砂等。
铸造用粘接剂有粘土(普通粘土和膨润土)、水玻璃砂、树脂、合脂油和植物油等,分别称为粘土砂,水玻璃砂、树脂砂、合脂油砂和植物油砂等。
为了进一步提高型(芯)砂的某些性能,往往要在型(芯)砂中加入一些附加物,如煤粉、锯末、纸浆等。
型砂结构,如图2所示。
图2 型砂结构示意图三、工艺特点铸造是生产零件毛坯的主要方法之一,尤其对于有些脆性金属或合金材料(如各种铸铁件、有色合金铸件等)的零件毛坯,铸造几乎是唯一的加工方法。
与其它加工方法相比,铸造工艺具有以下特点:1)铸件可以不受金属材料、尺寸大小和重量的限制。
铸件材料可以是各种铸铁、铸钢、铝合金、铜合金、镁合金、钛合金、锌合金和各种特殊合金材料;铸件可以小至几克,大到数百吨;铸件壁厚可以从0.5毫米到1米左右;铸件长度可以从几毫米到十几米。
2)铸造可以生产各种形状复杂的毛坯,特别适用于生产具有复杂内腔的零件毛坯,如各种箱体、缸体、叶片、叶轮等。
八大金属材料成形工艺
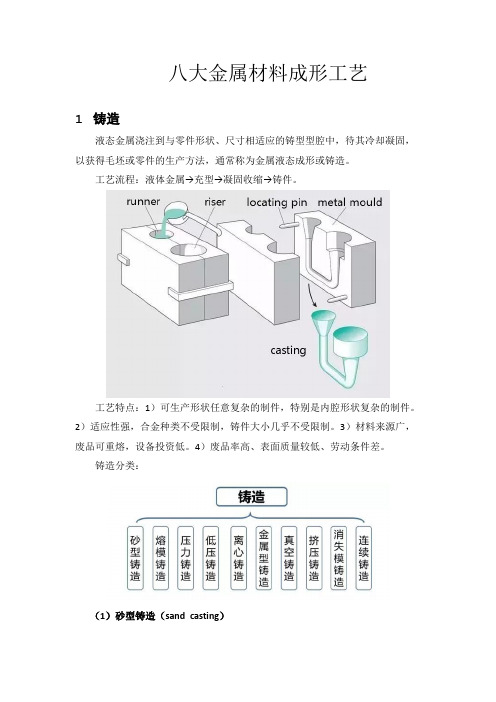
八大金属材料成形工艺1铸造液态金属浇注到与零件形状、尺寸相适应的铸型型腔中,待其冷却凝固,以获得毛坯或零件的生产方法,通常称为金属液态成形或铸造。
工艺流程:液体金属→充型→凝固收缩→铸件。
工艺特点:1)可生产形状任意复杂的制件,特别是内腔形状复杂的制件。
2)适应性强,合金种类不受限制,铸件大小几乎不受限制。
3)材料来源广,废品可重熔,设备投资低。
4)废品率高、表面质量较低、劳动条件差。
铸造分类:(1)砂型铸造(sand casting)砂型铸造:在砂型中生产铸件的铸造方法。
钢、铁和大多数有色合金铸件都可用砂型铸造方法获得。
工艺流程:技术特点:1)适合于制成形状复杂,特别是具有复杂内腔的毛坯;2)适应性广,成本低;3)对于某些塑性很差的材料,如铸铁等,砂型铸造是制造其零件或,毛坯的唯一的成形工艺。
应用:汽车的发动机气缸体、气缸盖、曲轴等铸件。
(2)熔模铸造(investmentcasting)熔模铸造:通常是指在易熔材料制成模样,在模样表面包覆若干层耐火材料制成型壳,再将模样熔化排出型壳,从而获得无分型面的铸型,经高温焙烧后即可填砂浇注的铸造方案。
常称为“失蜡铸造”。
工艺流程:优点:1)尺寸精度和几何精度高;2)表面粗糙度高;3)能够铸造外型复杂的铸件,且铸造的合金不受限制。
缺点:工序繁杂,费用较高。
应用:适用于生产形状复杂、精度要求高、或很难进行其它加工的小型零件,如涡轮发动机的叶片等。
(3)压力铸造(die casting)压铸:是利用高压将金属液高速压入一精密金属模具型腔内,金属液在压力作用下冷却凝固而形成铸件。
工艺流程:优点:1)压铸时金属液体承受压力高,流速快2)产品质量好,尺寸稳定,互换性好;3)生产效率高,压铸模使用次数多;4)适合大批大量生产,经济效益好。
缺点:1)铸件容易产生细小的气孔和缩松。
2)压铸件塑性低,不宜在冲击载荷及有震动的情况下工作;3)高熔点合金压铸时,铸型寿命低,影响压铸生产的扩大。
铸造成形技术铸造工艺设计

①选择铸件的浇注位置及分型面 ②型芯的数量、形状及其固定方法 ③确定工艺参数(加工余量、起模
斜度、圆角、 收缩率) ④浇冒口、冷铁形状、尺寸及其布
置
铸造工艺图——在零件图上用各种工艺 符号表示出铸造工艺方案的图形
它是制造模样和铸型,进行生产准备 和铸件检验的依据——基本工艺文件。
使型腔和主要芯位于下箱,便于下 芯、合型和检查型腔尺寸。
3.铸造工艺参数的确定
铸造工艺参数包括收缩余量、 加工余量、起模斜度、铸造圆角、 芯头、芯座等。
①收缩余量:
为了补偿收缩,模样比铸件图纸尺寸 增大的数值称收缩余量。收缩余量的大小 与铸件尺寸大小、结构的复杂程度和铸造 合金的线收缩率有关,常常以铸件线收缩 率表示:
工艺 打箱、清理等工艺操作 根据批量大小填写必要条
卡片 过程及要求
件
⑨ 综合整个设计内容
实例分析:
以C6140车 床进给箱体 为例分析毛 坯的铸造工 艺方案如下: 质量约35Kg。
车床进给箱体零件图
该零件没有特殊质量要求的表面, 仅要求尽量保证基准面D不得有明显 铸造缺陷,以便进行定位。
材料:灰铸铁HT150,勿需考虑补缩。
为了便于采用机器造型、尽量 避免活块,故凸台和凹槽均应 用型芯来形成。
为了克服基准面朝上的缺点, 必须加大D面的加工余量。
单件、小批量生产,采用手 工造型,使用活块造型较型芯 更为方便。同时,因铸件的尺 寸允许偏差较大,九个轴孔不 必铸出。
此外,应尽量降低上型高度, 以便利用现有砂箱。
显然,在单件生产条件下,宜 采用方案II或方案III。
在制订铸造工艺方案时,主要应着 眼于工艺上的简化。
1.分型面
三个方案供选择: 方案I:分型面在轴孔 的中心线上。 方案II:从基准面D分 型,铸件绝大部分位于 下型。 方案III:从B面分型, 铸件全部置于下型。
铸造成型技术
二 铸造的特点
2.1.优点P27 • 毛坯形状(外形至内腔)复杂程度高; • 适应性广(铸件材质、大小、批量); • 材料来源广,成本低(原材料,废料;
形状、尺寸与零件相近,节省材料和加 工费用)。
二 铸造的特点
2.2.缺点P27 • 铸件的力学性能较差(组织粗大,不
均匀); • 质量不容易控制,废品多; • 铸造生产劳动强度大,生产环境差。
• 退让性:铸件凝固后冷却收缩时,型 芯砂是否容易被压缩的性能。
• 可塑性:型砂在外力的作用下成形, 去除外力后能完整的保持所赋予形状 的能力。
五砂 型
他们的关系: 强度 透气性 退让性 可
塑性 耐火性(与原砂中的二氧化硅 的含量有关)
五砂 型
5.2.浇注系统的组成P39
典型的浇注系统一般由外浇口、直浇 道、横浇道和内浇道四部分组成。形状简 单的小型铸件可以省去横浇道。
铸 件
4.2.砂型的组成和作用
名称
作
用
砂 箱 造型时填充型砂的容器,分上、中、下等砂箱。
分型面 各铸型组元间的结合面,每一对铸型间都有一个分型面。
型 腔 用摸样在砂型中形成的,以获得铸件的外形。
型 芯 为获得铸件的内孔或局部外形,用芯砂制成安放在型腔内 部的组元。
浇注系统 在铸型中用来引导金属液流入型腔的通道。
五砂 型
• 外浇口 容纳注入的金属液并缓解液态金属对砂型
的冲击。小型铸件通常为漏斗状,较大型铸件 为盆状。 • 直浇道
连接外浇口与横浇道的垂直通道,通常带 有一定的锥度(上大下小),改变直浇道的高 度可以改变金属液的流动速度从而改变液态金 属的充型能力。
五砂 型
• 横浇道 将直浇道的金属液引入内浇道的水平通道,
(完整版)《材料成形技术基础》习题集答案
填空题1.常用毛坯的成形方法有铸造、、粉末冶金、、、非金属材料成形和快速成形.2.根据成形学的观点,从物质的组织方式上,可把成形方式分为、、.1.非金属材料包括、、、三大类.2.常用毛坯的成形方法有、、粉末冶金、、焊接、非金属材料成形和快速成形3.钢的常用热处理工艺有退火、、、4.快速成形的主要工艺方法有立体光固化、、、三维打印等。
作业2 铸造工艺基础专业_________班级________学号_______姓名___________2-1 判断题(正确的画O,错误的画×)1.浇注温度是影响铸造合金充型能力和铸件质量的重要因素。
提高浇注温度有利于获得形状完整、轮廓清晰、薄而复杂的铸件。
因此,浇注温度越高越好。
(×)2.合金收缩经历三个阶段。
其中,液态收缩和凝固收缩是铸件产生缩孔、缩松的基本原因,而固态收缩是铸件产生内应力、变形和裂纹的主要原因。
(O)3.结晶温度范围的大小对合金结晶过程有重要影响。
铸造生产都希望采用结晶温度范围小的合金或共晶成分合金,原因是这些合金的流动性好,且易形成集中缩孔,从而可以通过设置冒口,将缩孔转移到冒口中,得到合格的铸件。
(O)4.为了防止铸件产生裂纹,在零件设计时,力求壁厚均匀;在合金成分上应严格限制钢和铸铁中的硫、磷含量;在工艺上应提高型砂及型芯砂的退让性。
(O)5.铸造合金的充型能力主要取决于合金的流动性、浇注条件和铸型性质。
所以当合金的成分和铸件结构一定时;控制合金充型能力的唯一因素是浇注温度。
(×)6.铸造合金在冷却过程中产生的收缩分为液态收缩、凝固收缩和固态收缩。
共晶成分合金由于在恒温下凝固,即开始凝固温度等于凝固终止温度,结晶温度范围为零。
因此,共晶成分合金不产生凝固收缩,只产生液态收缩和固态收缩,具有很好的铸造性能。
(×)7.气孔是气体在铸件内形成的孔洞。
气孔不仅降低了铸件的力学性能,而且还降低了铸件的气密性。
铸造成型
热节 冷铁
冒口和冷铁
4. 缩孔和缩松 ➢ 缩孔和缩松的防止
(2)合理确定铸件的浇注位置、内浇道位置及浇注工艺。
浇注位置的选择应服从定向凝固原则; 内浇道应开设在铸件的厚壁处或靠近冒口; 合理选择浇注温度和浇注速度,在不增加其
它缺陷的前提下,尽量降低浇注温度和浇注 速度。
定向凝固的缺点:
一是冒口浪费金属; 二是铸件内应力大,易于变形和开裂。
四、浇注系统
直接和型腔 相连的部分, 截面扁梯形
金属液体流入铸型型腔的通道。
漏斗 形 锥形
分配流向, 梯形截面
五、铸造工艺图的绘制
绘图要领
分型面的选择 浇注位置画法(上和下) 工艺参数定性给出即可
铸造工艺图中应标明的内容:
(1)铸件的浇注位置、分型面; (2)型芯的数量、形状、尺寸及固定方法 (3)机械加工余量、起模斜度和收缩率 (4)浇口、冒口、冷铁的尺寸和位置等。
程
二、金属型铸造
金属型铸造特点(与砂型铸造相比)
铸型冷却速度快,铸件组织细密,力学性能好; 铸件质量稳定,加工余量小; 金属型可多次使用,提高生产率。 金属型不透气、无退让性、铸件冷却速度快,易
产生气孔、应力、裂纹、浇不到、冷隔等铸造缺陷。
应用
主要用于铜、铝、镁等有色合金铸件的大批量生产。
应用:适用于中、小型铸件的成批、大批量生产。
7.2 砂型铸造工艺设计
设计要点
铸造工艺图的绘制
分型面的选择 工艺参数的确定
浇注位置的确定
概述:
质量要求很高的铸件,应 首先满足浇注位置的要求,
与浇口位置 的区别?
浇注时,铸 件在铸型中 所处的空间
位置。
一般铸件,以简化工艺、 降低成本为主,优先 考虑分型面 。
铸造工艺(附图)
铸造工艺流程图铸造(founding)铸造是将金属熔炼成符合一定要求的液体并浇进铸型里,经冷却凝固、清整处理后得到有预定形状、尺寸和性能的铸件的工艺过程。
铸造毛胚因近乎成形,而达到免机械加工或少量加工的目的降低了成本并在一定程度上减少了时间.铸造是现代机械制造工业的基础工艺之一。
铸造种类很多,按造型方法习惯上分为:①普通砂型铸造,包括湿砂型、干砂型和化学硬化砂型3类。
②特种铸造,按造型材料又可分为以天然矿产砂石为主要造型材料的特种铸造(如熔模铸造、泥型铸造、铸造车间壳型铸造、负压铸造、实型铸造、陶瓷型铸造等)和以金属为主要铸型材料的特种铸造(如金属型铸造、压力铸造、连续铸造、低压铸造、离心铸造等)两类。
铸造工艺通常包括:①铸型(使液态金属成为固态铸件的容器)准备,铸型按所用材料可分为砂型、金属型、陶瓷型、泥型、石墨型等,按使用次数可分为一次性型、半永久型和永久型,铸型准备的优劣是影响铸件质量的主要因素;②铸造金属的熔化与浇注,铸造金属(铸造合金)主要有铸铁、铸钢和铸造有色合金;③铸件处理和检验,铸件处理包括清除型芯和铸件表面异物、切除浇冒口、铲磨毛刺和披缝等凸出物以及热处理、整形、防锈处理和粗加工等。
铸造工艺可分为三个基本部分,即铸造金属准备、铸型准备和铸件处理。
铸造金属是指铸造生产中用于浇注铸件的金属材料,它是以一种金属元素为主要成分,并加入其他金属或非金属元素而组成的合金,习惯上称为铸造合金,主要有铸铁、铸钢和铸造有色合金。
金属熔炼不仅仅是单纯的熔化,还包括冶炼过程,使浇进铸型的金属,在温度、化学成分和纯净度方面都符合预期要求。
为此,在熔炼过程中要进行以控制质量为目的的各种检查测试,液态金属在达到各项规定指标后方能允许浇注。
有时,为了达到更高要求,金属液在出炉后还要经炉外处理,如脱硫、真空脱气、炉外精炼、孕育或变质处理等。
熔炼金属常用的设备有冲天炉、电弧炉、感应炉、电阻炉、反射炉等。
不同的铸造方法有不同的铸型准备内容。
铸造培训-铸造基本知识
前一页
后一页
回主页
三、铸型充填条件
(1)铸型的材料
(2)铸型温度 铸型温度越高,液态金属与铸型的
温差越小,充型能力越强。 (3)铸型中的气体
前一页
后一页
回主页
§1-2 铸件的凝固与收缩
一、铸件的凝固方式
温度
1. 逐层凝固
2. 糊状凝固 3. 中间凝固 影响铸件凝固方 式的主要因素:
温度
a b c
前一页 后一页 回主页
金属型铸造
金属型铸造是在重力作用下将金属液体浇入金属铸型以 获得铸件的方法。铸型用金属制成,可反复使用,故又称永久 型铸造。
前一页
后一页
回主页
金属型铸造
特点: •节省造型材料, “一型多铸” •精度高,IT12~IT16,Ra<12.5μm •生产率高 •周期长,成本高,工艺参数严格 •无透气性,浇不到、裂纹等缺陷。
这些有别于砂型铸造的其他铸造方法通称为特种铸造。 金属型铸造
挤压铸造 离心铸造 七 种 常 见 的 特 种 铸 造 方 法
回主页
压力铸造
特种铸造 陶瓷型铸造 低压铸造
前一页 后一页
熔模铸造
熔模铸造
在易熔模样表面包覆若干层耐火材料,待其硬化干燥后, 将模样熔去制成中空型壳,经浇注而获得铸件的一种 成形工艺方法。模样材料多位蜡质,又称为失蜡铸造。
前一页
后一页
回主页
低压铸造
1、低压铸造的工艺过程 :
1)准备合金液和铸型 2)升液,浇注。
3)增压凝固。 4)减压、降液。 5)开型取出铸件。
前一页
后一页
回主页
低压铸造
特点:
•充型压力和速度便于控制,适用于各种铸型;
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铸钢件的生产
1、铸钢的类别、牌号、性能 ■类别: 铸造碳钢 铸造合金钢(耐蚀、耐磨、耐热等) ■牌号:“ZG”——铸钢(屈服强度——抗拉强度) ■性能:良好的塑性和韧性,强度较高,但铸造性能较 差,焊接性能好
常用合金铸件的生产
铸铁件的生产 铸钢件的生产 铜、铝合金的铸件生产
铸铁件的生产
铸铁件的分类:
灰铸铁 可锻铸铁 球墨铸铁 蠕墨铸铁
1、灰铸铁 ■灰铸铁的组织:片状石墨+金属基体 ■灰铸铁的力学性能 灰铸铁其他性能:减震性好 耐磨性好 缺口敏感性能小 铸造性能好 切削加工性能好
■影响灰铸铁组织和性能的因素 化学成分:碳 硅 锰 磷 硫 冷却速度:冷速越慢,石墨越多。反之亦然 ■灰铸铁的孕育处理 工艺方法 目的 ■灰铸铁的牌号及生产特点 牌号“HT” 生产特点
2 、铸造铝合金 ■铸造铝合金的分类 Al-Si Zl1XXX Al-Cu Zl2XXX Al-Mg Zl3XXX Al-Zn Zl4XXX
■牌号同“ZAl”——“铸铝” 3、铜、铝合金铸件的生产特点 ■铜合金的生产特点:极易氧化 防止办法:加入脱氧剂(磷-铜) ■铝合金的生产特点:极易氧化和吸气 防止办法:1)KCl、NaCl作为熔剂,将铝液与氯气隔离 2)除气办法:加ZnCl2、C2Cl6生成AlCl3气泡 ■铸造工艺: 一般采用砂型铸造和金属型铸造 工艺上要安置冒口采取定向凝固的方法,防止缩孔
2、铸钢件的生产特点 ■熔炼 ■铸造工艺 ■钢的热处理
铜、铝合金的铸件生产
1、铸造铜合金
铸造黄铜(Cu+Zn)
■铸造铜合金的分类 ■铸造铜合金的牌号
牌号:“ZCu”——铸铜
铸造青铜(Cu+Zn之外的铜合金)
ZCuZn——铸造黄铜 ZCuSn——铸造锡青铜 ZCuAl——铸造铝青铜
■铸造铜合金的性能 强度、硬度低,但导电、导热、耐腐蚀性能好 黄铜里铜量增加,强度塑性增加,但超过大于47%强度塑性下 降 青铜:耐磨、耐腐蚀性能优于黄铜,但易产生缩松
2 、可锻铸铁 ■可锻铸铁的组织:团絮状石墨+金属基体 ■可锻铸铁的力学性能 ■可锻铸铁的牌号(抗拉强度——延伸率) 牌号:“KT”——“可铁” 分别为KTH、KTZ、KTB ■可锻铸铁的生产特点: 先生产白口铸铁——石墨化退火——可锻铸铁
3、球墨铸铁 ■铸铁的组织:球状石墨+金属基体 ■球铁的力学性能 ■球铁的牌号 牌号:“QT”——球铁 (抗拉强度——延伸率) ■球体的生产特点: 在熔炼的铁水中先后加入球化剂和孕育剂使石墨呈球 状析出 球化剂:稀土镁合金 孕育剂:硅铁合金 热处理 铸造性能:易产生缩孔、缩松、气孔等缺陷