热镀锌标准和技术资料
q355热浸镀锌管国标准

q355热浸镀锌管国标准随着建筑工程和管道工程的不断发展,热浸镀锌管在市场上的需求越来越大。
而为了确保热浸镀锌管的质量和安全性能,国家相继出台了一系列的标准。
其中,q355热浸镀锌管国标准是对热浸镀锌管的产品质量和技术要求进行明确规定的文件。
本文将介绍q355热浸镀锌管国标准的相关内容,以使读者对其有更深入的了解。
1. 标准的适用范围q355热浸镀锌管国标准适用于管径为45mm到219mm的热镀锌无缝钢管和焊接钢管。
该标准适用于用于输送煤气、水、油和其他流体或粉末的管道系统。
2. 材料要求根据q355热浸镀锌管国标准,热浸镀锌管的原材料应为低碳钢。
其化学成分需满足国家有关标准的要求,确保其强度、韧性和可焊性符合标准要求。
3. 外观质量热浸镀锌管的外观质量是保证其正常使用的重要指标之一。
根据q355热浸镀锌管国标准,镀锌层应均匀、光滑,不得有脱落、爆裂、划伤等缺陷。
管子的内外壁应光滑,并且不得有明显的划伤、咬边、内部疤痕等瑕疵。
4. 尺寸和外形偏差q355热浸镀锌管国标准对热浸镀锌管的尺寸和外形偏差也进行了明确的规定。
包括管径、壁厚、长度、弯曲度等方面的要求。
这些规范旨在确保热浸镀锌管能够与其他管道部件进行良好的连接,保证整个管道系统的稳定性和安全性。
5. 机械性能热浸镀锌管的机械性能对于其正常使用和耐久性至关重要。
根据q355热浸镀锌管国标准,热浸镀锌管的拉伸强度、屈服强度、伸长率等机械性能应符合标准要求,以确保热浸镀锌管在使用过程中的可靠性。
6. 镀锌层质量热浸镀锌管的镀锌层质量直接关系到其抗腐蚀性能。
根据q355热浸镀锌管国标准,镀锌层的质量应满足标准规定的锌层厚度、均匀性、附着力等要求。
这样才能确保热浸镀锌管在使用环境中具有良好的防腐蚀能力。
7. 水压试验为了保证热浸镀锌管的密封性和耐压性能,q355热浸镀锌管国标准要求对热浸镀锌管进行水压试验。
测试的压力应逐渐增加,以检测管道的耐压性能和密封性能。
热镀锌国家标准
热镀锌国家标准
热镀锌是一种常用的防腐蚀处理方法,它能够有效地延长金属制品的使用寿命。
热镀锌国家标准是对热镀锌工艺、质量要求等方面的规范,其制定对于保障产品质量、促进行业健康发展具有重要意义。
首先,热镀锌国家标准对热镀锌工艺进行了详细的规定。
它包括了热镀锌前的
表面处理、热镀锌过程中的温度控制、镀层厚度的要求等方面的内容。
这些规定能够帮助生产企业确保热镀锌工艺的稳定性和可靠性,从而生产出高质量的热镀锌产品。
其次,热镀锌国家标准对热镀锌产品的质量要求进行了明确的规定。
它包括了
镀层的成分、结构、外观质量、耐蚀性能等方面的指标。
这些指标的设定,能够帮助用户选择合适的热镀锌产品,同时也促进了行业内产品质量的提升。
此外,热镀锌国家标准还对热镀锌产品的检验方法和标志进行了规定。
它包括
了对产品抽样检验的方法、检验结果的评定标准、产品标志的内容和形式等方面的规定。
这些规定的实施,有助于监管部门对产品进行有效监督,保障了市场上热镀锌产品的质量和安全。
总的来说,热镀锌国家标准的制定和实施,对于规范热镀锌行业的发展、提高
产品质量、保障用户权益具有重要意义。
只有严格遵守这些标准,才能够生产出安全可靠的热镀锌产品,推动热镀锌行业朝着更加健康、可持续的方向发展。
因此,在生产和使用热镀锌产品时,我们都应该严格遵守热镀锌国家标准的要求,确保产品的质量和安全。
同时,监管部门也应加强对热镀锌产品的监督检查,严厉打击违法违规行为,共同维护热镀锌行业的良好秩序。
只有这样,才能够更好地发挥热镀锌的防腐蚀作用,为社会和经济发展提供更加可靠的保障。
热镀锌的标准

热镀锌的标准热镀锌是一种常见的防腐蚀处理方法,它通过将金属表面浸入熔融的锌中,形成一层锌铁合金层,从而起到防腐蚀的作用。
热镀锌的标准是保证产品质量和安全的重要依据,下面我们将介绍热镀锌的标准内容。
首先,热镀锌的标准主要包括国家标准、行业标准和企业标准。
国家标准是由国家相关部门制定的,具有强制性,对产品质量和安全起到保障作用。
行业标准是由行业组织或协会制定的,对产品的生产、加工和质量控制起到指导作用。
企业标准是由企业自行制定的,对产品的生产工艺和质量要求进行规范。
其次,热镀锌的标准内容主要包括镀层厚度、镀锌层结构、表面质量、机械性能等方面。
镀层厚度是指热镀锌后形成的锌层厚度,镀锌层结构是指锌层与基材的结合情况,表面质量是指锌层表面的光洁度和无缺陷情况,机械性能是指镀锌产品的强度、硬度、延展性等性能指标。
另外,热镀锌的标准还包括镀锌工艺、检测方法、质量认证等内容。
镀锌工艺是指热镀锌的具体操作流程和工艺参数,检测方法是指对热镀锌产品进行质量检测和评定的方法和标准,质量认证是指对符合标准要求的产品进行认证和标识。
总的来说,热镀锌的标准是保证产品质量和安全的重要依据,只有严格按照标准要求进行生产和检测,才能生产出合格的热镀锌产品,确保产品的使用性能和使用寿命。
因此,生产企业和相关部门都应高度重视热镀锌的标准,加强标准化管理,提高产品质量,保障用户利益。
在实际生产和使用中,我们也要不断学习和了解最新的热镀锌标准,及时调整生产工艺和质量控制措施,确保产品符合最新的标准要求,满足市场和用户的需求。
同时,用户在选购和使用热镀锌产品时,也要注重产品的标准认证和质量检测报告,选择正规厂家生产的产品,确保产品质量和安全可靠。
综上所述,热镀锌的标准是保证产品质量和安全的重要依据,对生产企业、行业组织和用户都具有重要意义。
只有严格按照标准要求进行生产和使用,才能实现产品质量的稳定和提升,推动行业的健康发展。
希望各方能共同努力,促进热镀锌行业的规范化和标准化发展。
热镀锌工艺技术标准
热镀锌工艺技术标准热镀锌是一种将钢结构表面涂覆一层带有锌的工艺,以防止钢材发生腐蚀。
热镀锌技术的标准是为了保证热镀锌的质量和效果,下面将介绍一些热镀锌工艺技术的标准。
首先,热镀锌要符合相关的标准和规范,例如国家标准GB/T 13912-2002《金属覆盖层热浸镀锌钢构件技术要求和试验方法》。
这个标准规定了热镀锌的工艺要求和质量检测方法,对热镀锌的涂层厚度、外观质量、附着力等都有详细的要求。
其次,热镀锌前要对钢材进行预处理,包括除油、除锈等工序。
钢材表面的油污和氧化物会影响热镀锌层的附着力和质量,因此需要对钢材进行清洗和预处理。
一般来说,油污可以通过溶剂或碱洗的方式去除,氧化物可以通过酸洗或机械去除的方式处理。
然后,在预处理完成后,钢材进入热镀锌槽进行热浸镀锌。
热镀锌槽中的锌溶液需要符合相关的质量标准,例如锌含量、铁含量、氯盐含量等。
此外,热浸镀锌的工艺参数也需要控制,包括镀锌温度、镀锌时间、浸渍速度等。
这些参数的控制可以影响到热镀锌层的厚度和质量。
热镀锌后还需要对镀锌层进行质量检验。
常见的检验项目包括镀锌层厚度、外观质量、附着力、耐腐蚀性等。
对于镀锌层厚度的检测,可以使用磁性感应式测厚仪进行测量。
对于外观质量的检测,可以使用目视检查和光照法进行评估。
对于附着力的检测,可以使用刮削、拉拔和冲击等试验方法。
对于耐腐蚀性的检测,可以使用盐雾试验和湿热试验等。
最后,热镀锌后的钢材需要进行包装和运输,以保护镀锌层的质量。
包装一般使用塑料薄膜包装,避免钢材与空气接触。
在运输过程中,要注意避免碰撞和挤压,以防止镀锌层受损。
总之,热镀锌工艺技术的标准是为了保证热镀锌的质量和效果。
通过遵循热镀锌工艺的相关标准和规范,可以确保热镀锌的涂层厚度、外观质量和耐腐蚀性符合要求。
这对于延长钢材的使用寿命和提高工程质量具有重要作用。
热镀锌钢管技术标准

材料设备质量标准
材料设备
名称
热镀锌钢管材料设备编码备注
材料设备检验及标准编号金属覆盖层钢铁制品热镀锌层技术要求
GB/T3091-2008
材料分类
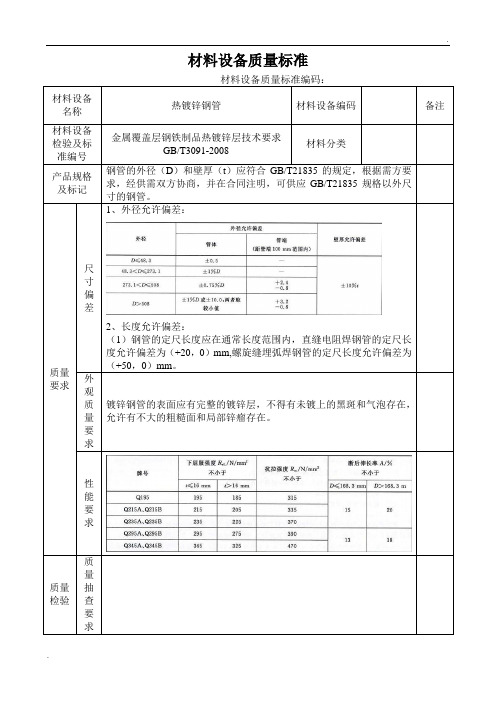
产品规格及标记钢管的外径(D)和壁厚(t)应符合GB/T21835的规定,根据需方要求,经供需双方协商,并在合同注明,可供应GB/T21835规格以外尺寸的钢管。
质量要求尺
寸
偏
差
1、外径允许偏差:
2、长度允许偏差:
(1)钢管的定尺长度应在通常长度范围内,直缝电阻焊钢管的定尺长度允许偏差为(+20,0)mm,螺旋缝埋弧焊钢管的定尺长度允许偏差为(+50,0)mm。
外
观
质
量
要
求
镀锌钢管的表面应有完整的镀锌层,不得有未镀上的黑斑和气泡存在,允许有不大的粗糙面和局部锌瘤存在。
性
能
要
求
质量检验质量抽查要求
编制人:编制日期:审查人:审批人:。
热镀锌钢管技术标准
材料设备质量标准
材料设备
名称
热镀锌钢管材料设备编码备注
材料设备检验及标准编号金属覆盖层钢铁制品热镀锌层技术要求
GB/T3091-2008
材料分类
产品规格及标记钢管的外径(D)和壁厚(t)应符合GB/T21835的规定,根据需方要求,经供需双方协商,并在合同注明,可供应GB/T21835规格以外尺寸的钢管。
质量要求尺
寸
偏
差
1、外径允许偏差:
2、长度允许偏差:
(1)钢管的定尺长度应在通常长度范围内,直缝电阻焊钢管的定尺长度允许偏差为(+20,0)mm,螺旋缝埋弧焊钢管的定尺长度允许偏差为(+50,0)mm。
外
观
质
量
要
求
镀锌钢管的表面应有完整的镀锌层,不得有未镀上的黑斑和气泡存在,允许有不大的粗糙面和局部锌瘤存在。
性
能
要
求
质量检验质量抽查要求
编制人:编制日期:审查人:审批人:。
热镀锌和热浸镀锌钢材标准
热镀锌和热浸镀锌钢材标准1. 引言1.1 什么是热镀锌和热浸镀锌热镀锌和热浸镀锌是钢材表面处理的一种方法,通过在钢材表面涂覆一层锌来防止钢材氧化和腐蚀。
热镀锌是将钢材浸泡在熔化的锌液中,使锌与钢材表面形成一层金属锌涂层的工艺。
而热浸镀锌是将钢材经过清洗、酸洗等处理后,再与熔融的锌液接触,形成金属锌与钢材表面的化学反应,使锌覆盖在钢材表面。
热镀锌和热浸镀锌的主要作用是防止钢材氧化、腐蚀,延长钢材的使用寿命。
热镀锌和热浸镀锌还可以提高钢材的耐腐蚀性能,增强钢材的抗拉伸性能,使钢材更加耐用,适用于各种恶劣环境下的使用。
热镀锌和热浸镀锌是钢材表面处理的重要方法,可以有效防止钢材氧化、腐蚀,提高钢材的使用寿命和性能。
在钢材行业中具有广泛的应用。
1.2 热镀锌和热浸镀锌的应用热镀锌和热浸镀锌是常见的防腐蚀处理方法,在钢铁行业中具有广泛的应用。
热镀锌和热浸镀锌的应用可以追溯到很早以前,其主要目的是为了延长钢材的使用寿命并提高其耐腐蚀性能。
在建筑行业中,热镀锌和热浸镀锌的应用非常常见。
用于建筑结构的钢材经过热镀锌或热浸镀锌处理后,可以有效抵抗大气中的腐蚀物质,延长建筑物的寿命。
热镀锌和热浸镀锌的钢材在户外使用时也能保持较好的外观,不易生锈,因此在园林景观和城市雕塑等领域也有广泛的应用。
除建筑行业外,热镀锌和热浸镀锌的钢材还被广泛运用于汽车制造、管道输送、桥梁建设等领域。
这些行业对钢材的耐腐蚀性能要求较高,因此热镀锌和热浸镀锌的应用也相对广泛。
热镀锌和热浸镀锌的应用范围非常广泛,在各个行业中都有重要的地位。
其优良的防腐蚀性能和长期的保护效果,使其成为钢材防腐处理中不可或缺的一环。
2. 正文2.1 热镀锌钢材标准介绍热镀锌钢材标准是指对热镀锌钢材的生产、检验和使用过程中的要求和规范进行统一规定,以确保产品质量和安全性。
热镀锌钢材标准主要包括以下几个方面:1. 钢材质量要求:热镀锌钢材的质量主要受到原材料、生产工艺和热镀锌技术等因素的影响。
热镀锌钢管技术标准

材料设备质量标准
材料设备质量标准编码:
材料设备
名称
热镀锌钢管材料设备编码备注材料设备
检验及标准编号金属覆盖层钢铁制品热镀锌层技术要求
GB/T3091-2008
材料分类
产品规格及标记钢管的外径(D)和壁厚(t)应符合GB/T21835的规定,根据需方要求,经供需双方协商,并在合同注明,可供应GB/T21835规格以外尺寸的钢管。
质量要求尺
寸
偏
差
1、外径允许偏差:
2、长度允许偏差:
(1)钢管的定尺长度应在通常长度范围内,直缝电阻焊钢管的定尺长度允许偏差为(+20,0)mm,螺旋缝埋弧焊钢管的定尺长度允许偏差为(+50,0)mm。
外
观
质
量
要
求
镀锌钢管的表面应有完整的镀锌层,不得有未镀上的黑斑和气泡存在,允许有不大的粗糙面和局部锌瘤存在。
性能要求
质量检验质
量
抽
查
要
求
质
量
检
验
及
试
验
1、钢管的尺寸、外形、电阻焊钢管的毛刺高度及埋弧焊钢管的焊缝余
高应采用符合精度要求的量具或仪器测量。
2、钢管的表面质量应在充分照明条件下逐根目视检验。
3、其他检验项目应符合GB/T3091-2008
检验规则
及合格判
断标准
钢管的复验与判定规则应符合GB/T2102的规定
标志、包装、运输及储标
志
符合GB/T2102的规定包
装
符合GB/T2102的规定运
输
编制人:编制日期:审查人:审批人:。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
镀锌有两种;热镀锌(热浸镀锌)和冷镀锌(电镀锌)
热镀锌有国家标准,
中华人民共和国国家标准
金属覆盖层钢铁制品热镀锌层技术要求GB/T 13912-92
本标准参照采用国际标准ISO
1459——1973(E)《金属覆盖层——热铰锌防腐蚀层——指导原则》和ISO 1461——1973(E)《金属覆盖层——钢铁制品热镀锌层——技术条件》。
1 主题内容与适用范围
本标准规定了钢铁制品上热镀锌层的技术要求。
本标准适用于钢铁制品防腐蚀的热镀锌层。
本标准不适用于未加工成形的钢铁线材、管材和板材上的热镀锌层。
本标准对热镀锌前基体材料的性质、表面状态不作规定。
影响热镀锌效果的基体材料状况参见附录A(参考件)。
本标准对热镀锌产品的后处理未作规定。
2 引用标准
GB 2828 逐批检查计数抽样程序及抽样表(适用于连续批的检查)
GB 4956 磁性金属基体上非磁性覆盖层厚度测量磁性方法
GB 12334 金属和其他无机覆盖层关于厚度测量的定义和一般规则
GB/T 13825 金属覆盖层黑色金属材料热镀锌层的质量测定称量法
3 术语
3.1 热镀锌
将钢件或铸件浸入熔融的锌液中在其表面形成锌—铁合金或锌和锌—铁合金覆盖层的工艺过程和方法。
3.2 热镀锌层(简称:镀层)
采用热镀锌方法所获得的锌—铁合金或锌和锌—铁合金覆盖层。
3.3 主要表面
指制件上热镀锌前和热镀锌后的某些表面。
该表面上的镀层对于制件的外观和(或)使用性能是起主要作用的。
3.4 检查批(简称:批)
为实施抽样检查汇集起来的热镀锌件。
在热镀锌厂检验时,指一个生产班内同一镀槽中生产的相同类型和大小的热镀锌件。
交货后由需方检验时,指一次订货或一次交货量。
3.5 样本
从批中随机抽取的镀件或镀件组。
3.6 基本测量面
在主要表面上进行规定次数测量的区域。
3.7 局部厚度
在基本测量面内进行规定次数厚度测量的算术平均值。
3.8 平均厚度
一大制件上或一样本中所有制件上的局部厚度的算术平均值。
4 需方向热镀锌厂家提供的资料
4.1 必要资料
a. 本标准的标准号。
b. 基体金属的成分及有关特性。
4.2 附加资料
必要时,需方应提供下列资料。
a. 主要表面,可在图纸上标明,也可用有适当标记的样品说明;
b. 表面缺陷,可在图纸上标明,也可用其他方法标明;
c. 镀层的外观要求,可用样品或其他方法说明;
d. 镀层厚度的特殊要求(见附录A 中A3 );
e. 是否需要离心处理,需要时,能否接受其厚度要求(见表3)。
5 锌液中的锌含量
镀锌槽中操作区域的锌含量(质量)不应低于98.5%。
6 抽样
测量镀层厚度时,样本的制件数应按表1 的规定。
表1 厚度测量的抽样要求
批的制件数样本的最少制件数
1∽3 全部
4∽500 3
501∽1200 5
1201∽3200 8
3201∽10000 13
> 10000 20
6.1 若制件的主要表面小于0.001m2,则表1规定的是样本中基本测量面的最少个数(见
7.3.3)。
6.2 如果样本不能满足
7.3 条的要求,则将原样本的制件数增加一倍再测量。
若这个较大的样本能满足7.3
条的要求,则认为该批产品符合要求,否则,该批产品为不合格产品。
6.3 若供需双方认可,仲裁检验的抽样方案也可从GB 2828 中选择。
7 对镀层的要求
7.1 外观
所有镀件表面应是清洁的,无损伤的。
其主要表面应是平滑的,无结瘤、锌灰和露铁现象。
2 中华人民共和国国家标准金属覆盖层钢铁制品热镀锌层技术要求
表面上极少量的储运斑点1)不应作为拒收的理由。
注:1)指热镀锌后的制件在储运过程中,由于环境中潮湿空气的作用,在镀件表面形成很浅的白色斑点。
必要时,应由需方提供(或认可)能说明镀层外观要求的样品。
7.2 修复
外观检验不合格的镀件应进行修复,但修复总面积不应超过主要表面的0.5%,且单个面积不超过1dm2,否则应重新热镀锌。
不同的修复工艺有不同的厚度要求。
喷镀锌时,修复区域的镀层厚度应满足表2 或表3
的厚度要求。
用富锌涂料和(或)低熔点锌合金时,其镀层厚度至少应达到表 2 或表 3 中最小厚度的50%。
7.3 厚度
为测得准确的镀层厚度,供需双方应根据制件的形状和大小协商确定基本测量面的大小、部位和数量。
用磁性方法测量时,基本测量面不应小于0.001m2,并且在每个基本测量面内至少应测量 5 次。
用称量法(仲裁方法)测量时,基本测量面为一次测量所去除的区域,不应小于0.001m2。
镀层的密度取
7.2g/cm3,从单位面积镀层质量可计算出镀层的近似厚度。
热镀锌层的厚度应满足表2 或表3 的要求。
7.3.1 主要表面大于2m,制件的厚度要求
样本中,每个制件上的所有基本测量面的平均厚度值应满足表2 或表3 的平均厚度要求。
7.3.2 主要表面在0.001m2 至2m2 制件的厚度要求
样本中的每个制件至少应有一个基本测量面,每一个基本测量面应满足表2或表3的局部厚度要求,样本中所有局部厚度的平均值应满足表
2 或表
3 的平均厚度要求。
7.3.3 主要表面小于0.001m2 制件的厚度要求
选取足够数量的制件构成一个基本测量面,使基本测量面不小于
0.001m2。
由表1根据批的大小确定样本中基本测量面的个数。
测量的制件总数为一个基本测量面所要求的制件数与基本测量面个数的乘积。
每个基本测量面应满足表
2 或表
3 的局部厚度要求,样本中所有局部厚度的平均值应满足表 2 或表3 的平均厚度要求。
如果制件的壁厚不同,则在测量镀层厚度时,应把制件的每一厚度范围作为一个独立的制件处理(见表2 或表
3)。
表2 热镀锌层厚度要求(不离心处理时)
制件和厚度mm 局部厚度(最小值) 平均厚度(最小值)
钢铁零件> 6 70 85
> 3∽6 55 70
1.5∽3 45 55
< 1.5 35 45
铸件> 6 70 80
≤ 6 60 70
表3 热镀锌层厚度要求(离心处理时)
制件尺寸mm 局部厚度(最小值) 平均厚度(最小值)
螺纹件直径≥20直径> 10~< 20直径≤10 453520 554525
其他零件(包括铸件) 厚度> 3厚度≤3 4535 5545
注:其镀层厚度要求也适用于与此有关的垫圈。
7.4 附着强度
热镀锌层应有足够的附着强度,在无外应力作用使镀件弯曲或变形时,镀层不应出现剥离现象。
本标准对附着强度的试验方法未作规定。
必要时,供需双方可协定镀层附着强度的要求及其试验方法。
附录A 影响热镀锌效果的制件特性
(参考件)
A1 基体金属
A1.1 材料
普通碳钢、低合金钢和铸铁适合于热镀锌,而含硫易切削钢不适合于热镀锌。
A1.2 表面状况
热镀锌之前,为获得清洁的表面,钢件可在除去油脂、涂层、焊渣等表面污物和杂质后进行酸洗,铸件可用喷砂(丸)、电解浸蚀等方法处理。
A1.3 内应力
热镀锌过程中,由于消除了基体金属内的应力,可能会导致镀件的变形。
为避免钢的脆化,应尽可能不使用对应变时效硬化敏感的钢。
热镀锌之前用热处理消除应力能有效地避免钢的脆化。
钢的硬度值低于34 HRC、340 HV 或325 HB 时,通常不会因酸洗时的渗氢而变脆。
A2 设计
制件的设计应适合于热镀锌工艺过程。
A2.1 公差加工螺纹时,应考虑镀层公差以便符合装配。
螺栓连接中,外螺纹上的镀层对内螺纹有电化学保护作用,内螺纹上无需镀锌层。
对内螺纹,无论是先攻丝还是在热镀锌后再攻丝均可。
螺纹件的镀层厚度与离心处理有关。
离心处理是为了获得光洁的螺纹满足公差要求。
A2.2 封闭空腔
为了安全和便于操作,必须给封闭空腔镗出排气孔。
封闭空腔在热镀锌过程中能引起爆炸。
A3 耐蚀性能与镀层厚度之间的关系镀层的耐蚀性与镀层厚度近似成正比,在较强的腐蚀环境中使用或要求使用寿命特别长时,镀层的技术要求由供需双方共同协商。
A4 镀锌液
通常,镀槽中操作区域的锌含量(质量)不应低于98.5%。
若有特殊要求,应由需方规定。
A5 后处理
镀件从镀槽中取出后可在空气中或水中冷却。
对于小制件,热镀锌后可立即进行离心处理去除多余的锌。
合适的表面处理(如铬酸盐处理),能够阻滞镀件表面可能形成的储运斑点附加说明:
本标准由中华人民共和国机械电子工业部提出。
本标准由全国金属与非金属覆盖层标准化技术委员会归口。
本标准由机械电子工业部武汉材料保扩研究所负责起草。