苏氏高速钢钻头技术参数
高速钢钻头钻削参数
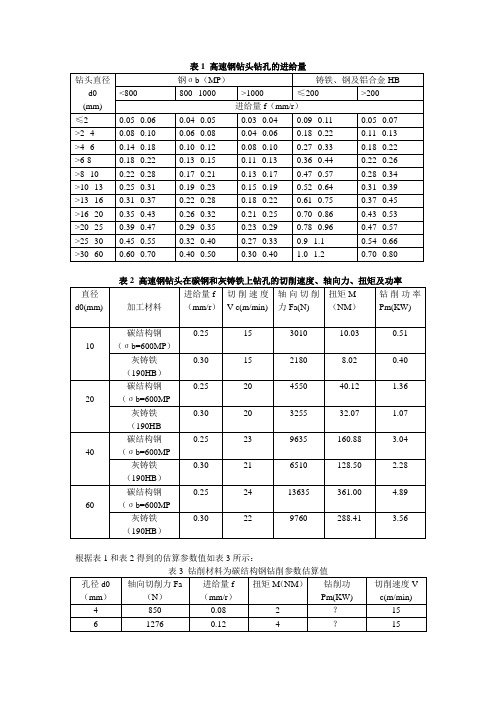
表1 高速钢钻头钻孔的进给量钻头直径d0 (mm)钢σb(MP)铸铁、钢及铝合金HB <800 800--1000 >1000 ≤200 >200进给量f(mm/r)≤2 0.05--0.06 0.04--0.05 0.03--0.04 0.09--0.11 0.05--0.07 >2--4 0.08--0.10 0.06--0.08 0.04--0.06 0.18--0.22 0.11--0.13 >4--6 0.14--0.18 0.10--0.12 0.08--0.10 0.27--0.33 0.18--0.22 >6-8 0.18--0.22 0.13--0.15 0.11--0.13 0.36--0.44 0.22--0.26 >8--10 0.22--0.28 0.17--0.21 0.13--0.17 0.47--0.57 0.28--0.34 >10--13 0.25--0.31 0.19--0.23 0.15--0.19 0.52--0.64 0.31--0.39 >13--16 0.31--0.37 0.22--0.28 0.18--0.22 0.61--0.75 0.37--0.45 >16--20 0.35--0.43 0.26--0.32 0.21--0.25 0.70--0.86 0.43--0.53 >20--25 0.39--0.47 0.29--0.35 0.23--0.29 0.78--0.96 0.47--0.57 >25--30 0.45--0.55 0.32--0.40 0.27--0.33 0.9--1.1 0.54--0.66 >30--60 0.60--0.70 0.40--0.50 0.30--0.40 1.0--1.2 0.70--0.80表2 高速钢钻头在碳钢和灰铸铁上钻孔的切削速度、轴向力、扭矩及功率直径d0(mm) 加工材料进给量f(mm/r)切削速度V c(m/min)轴向切削力Fa(N)扭矩M(NM)钻削功率Pm(KW)10碳结构钢(σb=600MP)0.25 15 3010 10.03 0.51灰铸铁(190HB)0.30 15 2180 8.02 0.4020碳结构钢(σb=600MP0.25 20 4550 40.12 1.36灰铸铁(190HB0.30 20 3255 32.07 1.0740碳结构钢(σb=600MP0.25 23 9635 160.88 3.04灰铸铁(190HB)0.30 21 6510 128.50 2.2860碳结构钢(σb=600MP0.25 24 13635 361.00 4.89灰铸铁(190HB)0.30 22 9760 288.41 3.56根据表1和表2得到的估算参数值如表3所示:表3 钻削材料为碳结构钢钻削参数估算值孔径d0(mm)轴向切削力Fa(N)进给量f(mm/r)扭矩M(NM)钻削功Pm(KW)切削速度Vc(m/min)4 850 0.08 2 ?156 1276 0.12 4 ?15。
钻头的主要参数
钻头的主要参数
1. 钻头直径
钻头直径是指钻头工作部分的最大直径。
钻头直径决定了钻孔的尺寸大小,是钻头最重要的参数之一。
2. 总长度
总长度是指钻头从尖端到柄端的全长。
总长度需要根据加工件的厚度和钻孔深度来选择合适的长度。
3. 柄型
査是钻头的连接部分,用于安装在主轴上。
常见的柄型有直柄、锥柄和六角柄等。
4. 螺旋角
螺旋角是指钻屑槽与钻身轴线的夹角。
合理的螺旋角有利于钻屑的排出和切削液的流通。
5. 倒角长度
倒角长度是指钻头尖端的圆锥形部分的长度。
适当的倒角长度有利于导向和进刀。
6. 材质
钻头材质通常为高速钢或硬质合金。
材质的选择取决于加工对象的硬度和切削要求。
7. 涂层
一些钻头表面会镀上氮化钛等涂层,以提高耐磨性和抗粘性。
这些参数的选择需要根据具体的加工要求、工件材料和加工条件来确定,对于获得良好的钻孔质量和效率至关重要。
2.5的钻头钻45钢参数

1转速:每分钟800~1000转。
这个转速范围可以提供足够的切削速度,同时避免钻头过热。
2进给量:每转0.1~0.2毫米。
这个进给量可以保证切削平稳,同时避免钻头过快磨损。
3冷却液:使用冷却液可以降低切削温度,延长钻头使用寿命。
建议使用机油或者其他适合的切削液。
4钻头材质:建议选择高速钢或者硬质合金钻头。
这两种材质的钻头具有较好的切削性能和耐用性。
5钻头角度:钻头的角度对于钻孔的质量和效率有很大影响。
建议使用标准的118度或者135度钻头。
6钻孔深度:钻孔深度应该根据实际需要来确定,但是应该避免过长,以免影响钻头稳定性和使用寿命。
7钻孔前的准备:在钻孔前,应该使用中心钻或者冲头先在工件上打出中心点,以保证钻孔的准确性。
同时,还应该检查钻头的锋利程度和冷却液的情况,以确保钻孔的顺利进行。
钻头切削参数
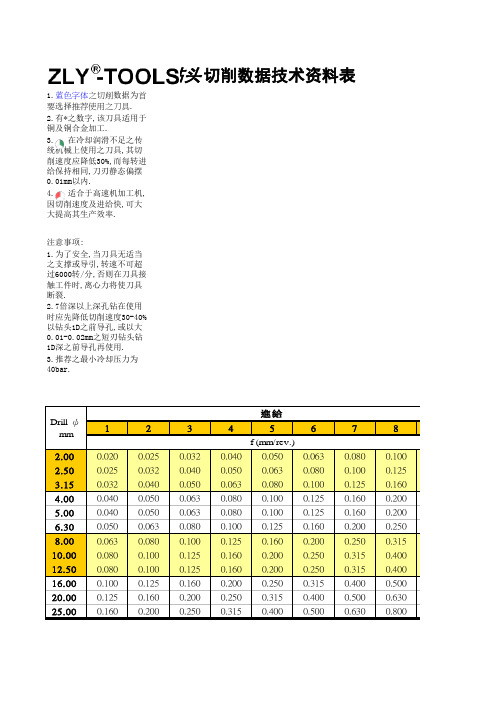
1.1750 C75W, 1.2067 102Cr6, 1.2307 29CrMoV9 1.2080 X210Cr12, 1.2083 X42Cr13, 1.2419 105WCr6, 1.2767 X45NiCrMo4
高速钢
1.3243 S 6-5-2-5, 1.3343 S 6-5-2, 1.3344 S 6-5-3
Coolant
soluble oil oil air
抗拉强度 N/mm2 ≦500 >500 -850 ≦850 850 -1000 ≦700 700 -850 850 -1000 850 -1000 1000 -1200 ≦750 850 -1000 ≧1080500-1- 200 1000 1000 -1200 ≦850 ≧85605-010- 00 1000
表面硬化低碳钢
1.0301 C10, 1.1121 C10E
表面硬化合金钢
1.7043 38Cr4 1.5752 15NiCr13, 1.7131 16MnCr5, 1.7264 20CrMo5
氮化钢
1.8505 34CrA16 1.8519 31CrMoV9, 1.8550 34CrAlNi7
工具钢
进给
7 6 8 8 8 7 7 7 7 8 7 5 7 5 6 5 5 3 5 5 5 3 2 4 9 9 9 8 3 4 4 9 9 9 9 8 7* 8 7 7* 6* 6*
vC
m/min
130 110 145 110 120 110 105 105 100 130 120 85 100 90 65 55
vC
m/min
145 120 170 145 130 125 120 120 105 145 120 85 110 105 80 65 60 60 60 55 45 55 35 35 210 180 160 130 40 40 40 310 310 260 220 280 125 325 220 125 105 90
钻头的主要参数

钻头的主要参数
1. 钻头直径
钻头直径是指钻头切削部分的最大外径。
钻头直径决定了钻孔的直径大小,是钻头最重要的参数之一。
钻头直径必须与所需钻孔直径相匹配。
2. 总长度
钻头总长度是指从钻头柄端到钻头尖端的全长。
总长度决定了钻头的最大钻孔深度。
3. 锥度角
锥度角是指钻头前端锥形切削部分的半雕角。
锥度角决定了钻头进给时的切削力和切屑排出情况。
通常锥度角在118°-135°之间。
4. 螺旋角
螺旋角是指主切削刃与钻柄轴线的夹角。
螺旋角影响切屑的流动和排出情况。
较大的螺旋角有利于切屑排出。
5. 刃磨角
刃磨角是指主切削刃与钻柄轴线的夹角。
刃磨角影响切削力和切削温度。
合理的刃磨角可以减小切削力和切削温度。
6. 材质
钻头材质包括高速钢、硬质合金、陶瓷等。
不同材质适用于不同加工对象。
硬质合金钻头耐磨性好,适合钻金属;高速钢钻头价格便宜,
适合钻木材等非金属。
以上是钻头的主要参数,正确选择和匹配各参数对钻孔质量和效率至关重要。
钻头切削参数表

铸钢
500~600
——
~
~
35~38
38~40
不锈钢
——
——
~
~
25~27
27~35
耐热钢
——
——
~
~
3~6
5~8
灰铸铁
——
200
~
~
40~45
45~60
干切或乳化液
合金铸铁
——
230~350
~
~
20~40
25~45
非水溶性切削油或乳化液
——
350~400
~
~
8~20
10~25
可锻铸铁
——
118
~0.90C
175~225
88~96
17
25~35
118
合金钢
~0.25C
175~225
88~98
21
25~35
118
~0.65C
175~225
88~98
15~18
25~35
118
工具钢
196
94
18
25~35
118
灰铸铁
软
120~150
~80
43~46
30~30
90~118
中硬
160~220
进给量f/(mm/r)
切削速度V/(m/min)
切削液
d/mm
5~10
11~30
5~10
11~30
工具钢
1000
1800~1900
2300
300
500
575
~
~
<
~
粉末冶金钻头参数

粉末冶金钻头参数
粉末冶金钻头的一些具体参数可能包括:
1. 型号:不同的粉末冶金钻头有不同的型号,具体根据钻头的尺寸、形状、用途等因素来划分。
2. 直径:这是钻头的规格参数,表示钻头的直径大小。
3. 长径比:钻头的长度与直径的比值,是评价钻头的一个重要参数。
4. 齿数:钻头上的切削齿数,齿数越多,切削效率越高,但同时也会增加切削阻力。
5. 刃长:钻头切削刃的长度,刃长越长,切削的深度和效率越高。
6. 转速:钻头旋转的速率,单位为转/分(rpm)。
转速是影响切削效率的重要因素,需要根据工件材料、钻头材料和切削条件等因素来选择合适的转速。
7. 进给速度:钻头在单位时间内沿轴线移动的距离,单位为毫米/分钟(mm/min)。
进给速度影响切削的深度和宽度,需要根据工件材料、钻头材料和切削条件等因素来选择合适的进给速度。
8. 切削参数:包括切削速度、切削深度、切削液等,这些参数的选择会影响钻头的切削效果和寿命。
9. 材料:钻头的材料对其使用寿命和切削性能有很大的影响。
常见的粉末冶金钻头材料有高速钢、硬质合金等。
10. 表面处理:钻头表面经过一定的处理可以提高其抗磨性和耐腐蚀性,常见的表面处理方法有镀硬铬、涂层等。
这些参数可能会根据实际应用的需要有所调整,建议您查阅粉末冶金钻头的具体规格书或咨询相关厂家。
u钻钻孔转速与进给参数表
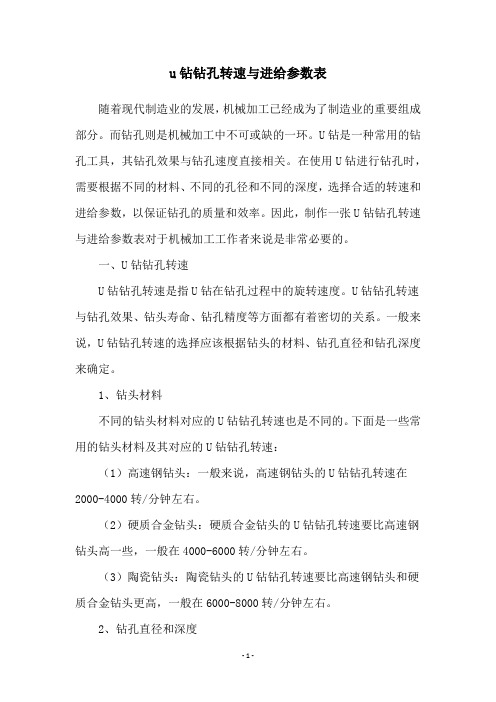
u钻钻孔转速与进给参数表随着现代制造业的发展,机械加工已经成为了制造业的重要组成部分。
而钻孔则是机械加工中不可或缺的一环。
U钻是一种常用的钻孔工具,其钻孔效果与钻孔速度直接相关。
在使用U钻进行钻孔时,需要根据不同的材料、不同的孔径和不同的深度,选择合适的转速和进给参数,以保证钻孔的质量和效率。
因此,制作一张U钻钻孔转速与进给参数表对于机械加工工作者来说是非常必要的。
一、U钻钻孔转速U钻钻孔转速是指U钻在钻孔过程中的旋转速度。
U钻钻孔转速与钻孔效果、钻头寿命、钻孔精度等方面都有着密切的关系。
一般来说,U钻钻孔转速的选择应该根据钻头的材料、钻孔直径和钻孔深度来确定。
1、钻头材料不同的钻头材料对应的U钻钻孔转速也是不同的。
下面是一些常用的钻头材料及其对应的U钻钻孔转速:(1)高速钢钻头:一般来说,高速钢钻头的U钻钻孔转速在2000-4000转/分钟左右。
(2)硬质合金钻头:硬质合金钻头的U钻钻孔转速要比高速钢钻头高一些,一般在4000-6000转/分钟左右。
(3)陶瓷钻头:陶瓷钻头的U钻钻孔转速要比高速钢钻头和硬质合金钻头更高,一般在6000-8000转/分钟左右。
2、钻孔直径和深度U钻钻孔转速的选择还要考虑到钻孔直径和钻孔深度。
一般来说,钻孔直径越小,U钻钻孔转速就应该越高;而钻孔深度越大,U钻钻孔转速就应该越低。
这是因为钻孔直径小的时候,U钻的切削速度会变慢,需要通过提高转速来保证切削效果;而钻孔深度大的时候,U 钻的热量积累会增加,需要通过降低转速来减少热量积累,避免钻头变形或者烧损。
二、U钻进给参数U钻进给参数是指U钻在钻孔过程中的进给速度和进给深度。
U 钻进给参数的选择也是十分重要的,它直接影响到钻孔效果、钻头寿命和钻孔精度等方面。
1、进给速度进给速度是指U钻在钻孔过程中推进的速度。
一般来说,U钻的进给速度与材料的硬度、钻孔直径和钻孔深度等因素有关。
一般来说,进给速度越快,U钻的切削效率就越高,但是也会增加钻头的磨损和热量积累,从而影响到钻孔质量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
苏氏高速钢钻头技术参数
苏氏高速钢钻头是一种常用的钻孔工具,它具有高硬度、高耐热性和良好的耐磨性能。
以下是苏氏高速钢钻头的一些常见技术参数:
1. 材料组成:通常是由钢中加入5-10%的钴、4-10%的钨、2-5%的铬以及其他合金元素组成。
2. 硬度:苏氏高速钢钻头的硬度通常在60-70 HRC之间,提
供了良好的切削性能。
3. 高温硬度:该钻头在高温下仍然保持较高的硬度,这使得它适用于高温下的切削工艺。
4. 切削速度:苏氏高速钢钻头的切削速度较快,可以快速完成钻孔操作。
5. 刚性:该钻头具有较高的刚性,能够在钻削过程中保持钻孔的准确性和稳定性。
6. 刀尖形状:常见的苏氏高速钢钻头刀尖形状有点刃、直刃、螺旋刃和槽刃等,不同形状适用于不同的钻孔需求。
7. 刃角:苏氏高速钢钻头的刃角通常在118-135度之间,刃角越小,切削力越小,但钻孔质量可能会受到影响。
8. 刃数:该钻头的刃数通常为2-4刃,多刃设计有助于提高钻
孔效率和表面质量。
以上是一些苏氏高速钢钻头的常见技术参数,具体参数可能因不同的需求和应用而有所差异。
建议在选择和使用钻头时参考相关的技术规格和说明书。